
Advances in 2D Material Transfer Systems for van der Waals Heterostructure Assembly


Abstract
1. Introduction
2. 2D Material Transfer Systems
2.1. Key Requirements for Effective 2D Material Transfer
- Large working distance microscope with zoom capabilities
- Substrate holder with heating and XYθ micromanipulation
- Stamp holder with XYZ micromanipulation
- Glovebox integration for air-sensitive materials transfer
2.2. Microscope
2.3. Substrate Holder Design
2.4. Stamp and Holder Design
3. Transfer Setup with Glovebox Integration
4. Cost-Effective Transfer Setups
5. Advanced Setups
5.1. “Cleanroom in a Glovebox” Setups
5.2. Setups with Robotic Automation
6. Outlook and Future Directions
Funding
Conflicts of Interest
References
- Geim, A.K.; Grigorieva, I.V. Van der Waals heterostructures. Nature 2013, 499, 419–425. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Weiss, N.O.; Duan, X.; Cheng, H.-C.; Huang, Y.; Duan, X. Van der Waals heterostructures and devices. Nat. Rev. Mater. 2016, 1, 16042. [Google Scholar] [CrossRef]
- Novoselov, K.S.; Mishchenko, A.; Carvalho, A.; Castro Neto, A.H. 2D materials and van der Waals heterostructures. Science 2016, 353, aac9439. [Google Scholar] [CrossRef] [PubMed]
- Jariwala, D.; Marks, T.J.; Hersam, M.C. Mixed-dimensional van der Waals heterostructures. Nat. Mater. 2017, 16, 170–181. [Google Scholar] [CrossRef] [PubMed]
- Kang, K.; Lee, K.-H.; Han, Y.; Gao, H.; Xie, S.; Muller, D.A.; Park, J. Layer-by-layer assembly of two-dimensional materials into wafer-scale heterostructures. Nature 2017, 550, 229–233. [Google Scholar] [CrossRef] [PubMed]
- Frisenda, R.; Navarro-Moratalla, E.; Gant, P.; De Lara, D.P.; Jarillo-Herrero, P.; Gorbachev, R.V.; Castellanos-Gomez, A. Recent progress in the assembly of nanodevices and van der Waals heterostructures by deterministic placement of 2D materials. Chem. Soc. Rev. 2018, 47, 53–68. [Google Scholar] [CrossRef] [PubMed]
- Yankowitz, M.; Ma, Q.; Jarillo-Herrero, P.; LeRoy, B.J. Van der Waals heterostructures combining graphene and hexagonal boron nitride. Nat. Rev. Phys. 2019, 1, 112–125. [Google Scholar] [CrossRef]
- Liang, S.J.; Cheng, B.; Cui, X.; Miao, F. Van der Waals heterostructures for high-performance device applications: Challenges and opportunities. Adv. Mater. 2020, 32, 1903800. [Google Scholar] [CrossRef]
- Castellanos-Gomez, A.; Duan, X.; Fei, Z.; Gutierrez, H.R.; Huang, Y.; Huang, X.; Quereda, J.; Qian, Q.; Sutter, E.; Sutter, P. Van der Waals heterostructures. Nat. Rev. Methods Primers 2022, 2, 58. [Google Scholar] [CrossRef]
- Joo, M.K.; Moon, B.H.; Ji, H.; Han, G.H.; Kim, H.; Lee, G.; Lim, S.C.; Suh, D.; Lee, Y.H. Electron excess doping and effective Schottky barrier reduction on the MoS2/h-BN heterostructure. Nano Lett. 2016, 16, 6383–6389. [Google Scholar] [CrossRef]
- Vu, Q.A.; Lee, J.H.; Nguyen, V.L.; Shin, Y.S.; Lim, S.C.; Lee, K.; Heo, J.; Park, S.; Kim, K.; Lee, Y.H.; et al. Tuning carrier tunneling in van der Waals heterostructures for ultrahigh detectivity. Nano Lett. 2017, 17, 453–459. [Google Scholar] [CrossRef] [PubMed]
- Vu, Q.A.; Shin, Y.S.; Kim, Y.R.; Nguyen, V.L.; Kang, W.T.; Kim, H.; Luong, D.H.; Lee, I.M.; Lee, K.; Ko, D.S.; et al. Two-terminal floating-gate memory with van der Waals heterostructures for ultrahigh on/off ratio. Nat. Commun. 2016, 7, 12725. [Google Scholar] [CrossRef] [PubMed]
- Lee, C.-H.; Lee, G.-H.; van der Zande, A.M.; Chen, W.; Li, Y.; Han, M.; Cui, X.; Arefe, G.; Nuckolls, C.; Heinz, T.F.; et al. Atomically thin p-n junctions with van der Waals heterointerfaces. Nat. Nanotechnol. 2014, 9, 676–681. [Google Scholar] [CrossRef] [PubMed]
- Fang, H.; Battaglia, C.; Carraro, C.; Nemsak, S.; Ozdol, B.; Kang, J.S.; Bechtel, H.A.; Desai, S.B.; Kronast, F.; Unal, A.A.; et al. Strong interlayer coupling in van der Waals heterostructures built from single-layer chalcogenides. Proc. Natl. Acad. Sci. USA 2014, 111, 6198–6202. [Google Scholar] [CrossRef] [PubMed]
- Hong, X.; Kim, J.; Shi, S.F.; Zhang, Y.; Jin, C.; Sun, Y.; Tongay, S.; Wu, J.; Zhang, Y.; Wang, F. Ultrafast charge transfer in atomically thin MoS2/WS2 heterostructures. Nat. Nanotechnol. 2014, 9, 682–686. [Google Scholar] [CrossRef]
- Cheng, R.; Li, D.; Zhou, H.; Wang, C.; Yin, A.; Jiang, S.; Liu, Y.; Chen, Y.; Huang, Y.; Duan, X. Electroluminescence and photocurrent generation from atomically sharp WSe2/MoS2 heterojunction p–n diodes. Nano Lett. 2014, 14, 5590–5597. [Google Scholar] [CrossRef]
- Liu, Y.; Huang, Y.; Duan, X. Van der Waals integration before and beyond two-dimensional materials. Nature 2019, 567, 323–333. [Google Scholar] [CrossRef]
- Gong, Y.; Lin, J.; Wang, X.; Shi, G.; Lei, S.; Lin, Z.; Zou, X.; Ye, G.; Vajtai, R.; Yakobson, B.I.; et al. Vertical and in-plane heterostructures from WS2/MoS2 monolayers. Nat. Mater. 2014, 13, 1135–1142. [Google Scholar] [CrossRef]
- Britnell, L.; Gorbachev, R.V.; Jalil, R.; Belle, B.D.; Schedin, F.; Mishchenko, A.; Georgiou, T.; Katsnelson, M.I.; Eaves, L.; Morozov, S.V.; et al. Field-effect tunneling transistor based on vertical graphene heterostructures. Science 2012, 335, 947–950. [Google Scholar] [CrossRef]
- Britnell, L.; Gorbachev, R.V.; Geim, A.K.; Ponomarenko, L.A.; Mishchenko, A.; Greenaway, M.T.; Fromhold, T.M.; Novoselov, K.S.; Eaves, L. Resonant tunnelling and negative differential conductance in graphene transistors. Nat. Commun. 2013, 4, 1794. [Google Scholar] [CrossRef]
- Georgiou, T.; Jalil, R.; Belle, B.D.; Britnell, L.; Gorbachev, R.V.; Morozov, S.V.; Kim, Y.J.; Gholinia, A.; Haigh, S.J.; Makarovsky, O.; et al. Vertical field-effect transistor based on graphene–WS2 heterostructures for flexible and transparent electronics. Nat. Nanotechnol. 2013, 8, 100–103. [Google Scholar] [CrossRef] [PubMed]
- Yan, R.; Fathipour, S.; Han, Y.; Song, B.; Xiao, S.; Li, M.; Ma, N.; Protasenko, V.; Muller, D.A.; Jena, D.; et al. Esaki diodes in van der Waals heterojunctions with broken-gap energy band alignment. Nano Lett. 2015, 15, 5791–5798. [Google Scholar] [CrossRef] [PubMed]
- Yan X, Liu C S, Li C, Bao W Z, Ding S J, Zhang D W and Zhou P 2017 Tunable SnSe2/WSe2 heterostructure tunneling field effect transistor. Small 2017, 13, 1701478.
- Jung, Y.; Choi, M.S.; Nipane, A.; Borah, A.; Kim, B.; Zangiabadi, A.; Taniguchi, T.; Watanabe, K.; Yoo, W.J.; Hone, J.; et al. Transferred via contacts as a platform for ideal two-dimensional transistors. Nat. Electron. 2019, 2, 187–194. [Google Scholar] [CrossRef]
- Liu, Y.; Guo, J.; Zhu, E.B.; Liao, L.; Lee, S.J.; Ding, M.N.; Shakir, I.; Gambin, V.; Huang, Y.; Duan, X.F. Approaching the Schottky-Mott limit in van der Waals metal-semiconductor junctions. Nature 2018, 557, 696–700. [Google Scholar] [CrossRef] [PubMed]
- Chuang, H.J.; Tan, X.B.; Ghimire, N.J.; Perera, M.M.; Chamlagain, B.; Cheng MM, C.; Yan, J.Q.; Mandrus, D.; Tománek, D.; Zhou, Z.X. High mobility WSe2 pand n-type field-effect transistors contacted by highly doped graphene for low-resistance contacts. Nano Lett. 2014, 14, 3594–3601. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Wu, H.; Cheng, H.-C.; Yang, S.; Zhu, E.; He, Q.; Ding, M.; Li, D.; Guo, J.; Weiss, N.O.; et al. Toward barrier free contact to molybdenum disulfide using graphene electrodes. Nano Lett. 2015, 15, 3030–3034. [Google Scholar] [CrossRef]
- Lee, G.H.; Cui, X.; Kim, Y.D.; Arefe, G.; Zhang, X.; Lee, C.H.; Ye, F.; Watanabe, K.; Taniguchi, T.; Kim, P.; et al. Highly stable, dual-gated MoS2 transistors encapsulated by hexagonal boron nitride with gate-controllable contact, resistance, and threshold voltage. ACS Nano 2015, 9, 7019–7026. [Google Scholar] [CrossRef]
- Zhao, B.; Dang, W.; Yang, X.; Li, J.; Bao, H.; Wang, K.; Luo, J.; Zhang, Z.; Li, B.; Xie, H.; et al. Van der Waals epitaxial growth of ultrathin metallic NiSe nanosheets on WSe2 as high-performance contacts for WSe2 transistors. Nano Res. 2019, 12, 1683–1689. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, Y.; Wang, Z.; Gu, Y.; Ye, Y.; Chai, X.; Ye, J.; Chen, Y.; Xie, R.; Zhou, Y.; et al. Unipolar barrier photodetectors based on van der Waals heterostructures. Nat. Electron. 2021, 4, 357–363. [Google Scholar] [CrossRef]
- Geum, D.-M.; Kim, S.; Khym, J.H.; Lim, J.H.; Kim, S.K.; Ahn, S.-Y.; Kim, T.S.; Kang, K.; Kim, S.H. Arrayed MoS2–In0.53Ga0.47As van der Waals Heterostructure for High-Speed and Broadband Detection from Visible to Shortwave-Infrared Light. Small 2021, 17, 2007357. [Google Scholar] [CrossRef] [PubMed]
- Yu, X.; Li, Y.; Hu, X.; Zhang, D.; Tao, Y.; Liu, Z.; He, Y.; Haque, A.; Liu, Z.; Wu, T.; et al. Narrow bandgap oxide nanoparticles coupled with graphene for high performance mid-infrared photodetection. Nat. Commun. 2018, 9, 4299. [Google Scholar] [CrossRef] [PubMed]
- Islam, S.; Mishra, J.K.; Kumar, A.; Chatterjee, D.; Ravishankar, N.; Ghosh, A. Ultra-sensitive graphene–bismuth telluride nano-wire hybrids for infrared detection. Nanoscale 2019, 11, 1579. [Google Scholar] [CrossRef] [PubMed]
- Wang, F.; Wang, Z.; Xu, K.; Wang, F.; Wang, Q.; Huang, Y.; Yin, L.; He, J. Tunable GaTe-MoS2 van der Waals p–n Junctions with Novel Optoelectronic Performance. Nano Lett. 2015, 15, 7558. [Google Scholar] [CrossRef] [PubMed]
- Wu, H.; Kang, Z.; Zhang, Z.; Zhang, Z.; Si, H.; Liao, Q.; Zhang, S.; Wu, J.; Zhang, X.; Zhang, Y. Interfacial Charge Behavior Modulation in Perovskite Quantum Dot-Monolayer MoS2 0D-2D Mixed-Dimensional van der Waals Heterostructures. Adv. Funct. Mater. 2018, 28, 1802015. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, Y.; Guo, J.; Zhang, X.; Liu, X.; Fu, Y.; Zhang, F.; Ma, C.; Shi, Z.; Cao, R.; et al. Designing of 0D/2D mixed-dimensional van der waals heterojunction over ultrathin g-C3N4 for high-performance flexible self-powered photodetector. Chem. Eng. J. 2021, 420 Pt 1, 129556. [Google Scholar] [CrossRef]
- Li, X.; Sun, T.; Zhou, K.; Hong, X.; Tang, X.; Wei, D.; Feng, W.; Shen, J.; Wei, D. High-performance Schottky heterojunction photodetector with directly grown graphene nanowalls as electrodes. Nanotechnology 2020, 31, 315204. [Google Scholar] [CrossRef]
- Qiao, H.; Li, Z.; Huang, Z.; Ren, X.; Kang, J.; Qiu, M.; Liu, Y.; Qi, X.; Zhong, J.; Zhang, H. Self-powered photodetectors based on 0D/2D mixed dimensional heterojunction with black phosphorus quantum dots as hole accepters. Appl. Mater. Today 2020, 20, 100765. [Google Scholar] [CrossRef]
- Zhang, K.; Fang, X.; Wang, Y.; Wan, Y.; Song, Q.; Zhai, W.; Li, Y.; Ran, G.; Ye, Y.; Dai, L. Ultrasensitive Near-Infrared Photodetectors Based on a Graphene–MoTe2–Graphene Vertical van der Waals Heterostructure. ACS Appl. Mater. Interfaces 2017, 9, 5392–5398. [Google Scholar] [CrossRef]
- Wu, D.; Mo, Z.; Han, Y.; Lin, P.; Shi, Z.; Chen, X.; Tian, Y.; Li, X.J.; Yuan, H.; Tsang, Y.H. Fabrication of 2D PdSe2/3D CdTe Mixed-Dimensional van der Waals Heterojunction for Broadband Infrared Detection. ACS Appl. Mater. Interfaces 2021, 13, 41791–41801. [Google Scholar] [CrossRef]
- Liu, L.X.; Zhai, T.Y. Wafer-scale vertical van der Waals heterostructures. InfoMat 2021, 3, 3–21. [Google Scholar] [CrossRef]
- Long, M.; Wang, Y.; Wang, P.; Zhou, X.; Xia, H.; Luo, C.; Huang, S.; Zhang, G.; Yan, H.; Fan, Z.; et al. Palladium diselenide long-wavelength infrared photodetector with high sensitivity and stability. ACS Nano 2019, 13, 2511–2519. [Google Scholar] [CrossRef] [PubMed]
- Bullock, J.; Amani, M.; Cho, J.; Chen, Y.-Z.; Ahn, G.H.; Adinolfi, V.; Shrestha, V.R.; Gao, Y.; Crozier, K.B.; Chueh, Y.-L. Polarization-resolved black phosphorus/molybdenum disulfide mid-wave infrared photodiodes with high detectivity at room temperature. Nat. Photon. 2018, 12, 601–607. [Google Scholar] [CrossRef]
- Long, M.; Liu, E.; Wang, P.; Gao, A.; Xia, H.; Luo, W.; Wang, B.; Zeng, J.; Fu, Y.; Xu, K.; et al. Broadband photovoltaic detectors based on an atomically thin heterostructure. Nano Lett. 2016, 16, 2254–2259. [Google Scholar] [CrossRef] [PubMed]
- Gao, A.; Lai, J.; Wang, Y.; Zhu, Z.; Zeng, J.; Yu, G.; Wang, N.; Chen, W.; Cao, T.; Hu, W.; et al. Observation of ballistic avalanche phenomena in nanoscale vertical InSe/BP heterostructures. Nat. Nanotechnol. 2019, 14, 217–222. [Google Scholar] [CrossRef] [PubMed]
- Furchi, M.M.; Höller, F.; Dobusch, L.; Polyushkin, D.K.; Schuler, S. Device physics of van der Waals heterojunction solar cells. NPJ 2D Mater. Appl. 2018, 2, 3. [Google Scholar] [CrossRef]
- Cao, J.; Tang, G.; You, P.; Wang, T.; Zheng, F.; Zhao, J.; Yan, F. Enhanced Performance of Planar Perovskite Solar Cells Induced by Van Der Waals Epitaxial Growth of Mixed Perovskite Films on WS2 Flakes. Adv. Funct. Mater. 2020, 30, 2002358. [Google Scholar] [CrossRef]
- Cao, F.; Bian, L.; Li, L. Perovskite solar cells with high-efficiency exceeding 25%: A review. Energy Mater. Devices 2024, 2, 9370018. [Google Scholar] [CrossRef]
- Sun, X.; Zhang, B.; Li, Y.; Luo, X.; Li, G.; Chen, Y.; Zhang, C.; He, J. Tunable Ultrafast Nonlinear Optical Properties of Graphene/MoS2 van der Waals Heterostructures and Their Application in Solid-State Bulk Lasers. ACS Nano 2018, 12, 11376–11385. [Google Scholar] [CrossRef]
- Li, P.; Yuan, K.; Lin, D.-Y.; Wang, T.; Du, W.; Wei, Z.; Watanabe, K.; Taniguchi, T.; Ye, Y.; Dai, L. p-MoS2/n-InSe van der Waals heterojunctions and their applications in all-2D optoelectronic devices. RSC Adv. 2019, 9, 35039–35044. [Google Scholar] [CrossRef]
- Zong, X.; Hu, H.; Ouyang, G.; Wang, J.; Shi, R.; Zhang, L.; Zeng, Q.; Zhu, C.; Chen, S.; Cheng, C.; et al. Black phosphorus-based van der Waals heterostructures for mid-infrared light-emission applications. Light-Sci. Appl. 2020, 9, 114. [Google Scholar] [CrossRef] [PubMed]
- Hou, L.; Zhang, Q.; Shautsova, V.; Warner, J.H. Operational Limits and Failure Mechanisms in All-2D van der Waals Vertical Heterostructure Devices with Long-Lived Persistent Electroluminescence. ACS Nano 2020, 14, 15533–15543. [Google Scholar] [CrossRef] [PubMed]
- Song, S.-B.; Yoon, S.; Kim, S.Y.; Yang, S.; Seo, S.-Y.; Cha, S.; Jeong, H.-W.; Watanabe, K.; Taniguchi, T.; Lee, G.-H.; et al. Deep-ultraviolet electroluminescence and photocurrent generation in graphene/hBN/graphene heterostructures. Nat. Commun. 2021, 12, 7134. [Google Scholar] [CrossRef] [PubMed]
- Donarelli, M.; Ottaviano, L. 2D Materials for Gas Sensing Applications: A Review on Graphene Oxide, MoS2, WS2 and Phosphorene. Sensors 2018, 18, 3638. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Ma, T.; Pinna, N.; Zhang, J. Two-Dimensional Nanostructured Materials for Gas Sensing. Adv. Funct. Mater. 2017, 27, 1702168. [Google Scholar] [CrossRef]
- Hou, H.-L.; Anichini, C.; Samorì, P.; Criado, A.; Prato, M. 2D Van der Waals Heterostructures for Chemical Sensing. Adv. Funct. Mater. 2022, 32, 2207065. [Google Scholar] [CrossRef]
- Kang, L.; Jiang, P.; Cao, N.; Hao, H.; Zheng, X.; Zhang, L.; Zeng, Z. Realizing giant tunneling electroresistance in two-dimensional graphene/BiP ferroelectric tunnel junction. Nanoscale 2019, 11, 16837–16843. [Google Scholar] [CrossRef] [PubMed]
- Shen, X.-W.; Fang, Y.-W.; Tian, B.-B.; Duan, C.-G. Two-Dimensional Ferroelectric Tunnel Junction: The Case of Monolayer In:SnSe/SnSe/Sb:SnSe Homostructure. ACS Appl. Electron. Mater. 2019, 1, 1133. [Google Scholar] [CrossRef]
- Sun, L.; Zhang, Y.; Han, G.; Hwang, G.; Jiang, J.; Joo, B.; Watanabe, K.; Taniguchi, T.; Kim, Y.-M.; Yu, W.J.; et al. Self-selective van der Waals heterostructures for large scale memory array. Nat. Commun. 2019, 10, 3161. [Google Scholar] [CrossRef]
- Kang, L.; Jiang, P.; Hao, H.; Zhou, Y.; Zheng, X.; Zhang, L.; Zeng, Z. Giant tunneling electroresistance in two-dimensional ferroelectric tunnel junctions with out-of-plane ferroelectric polarization. Phys. Rev. B 2020, 101, 014105. [Google Scholar] [CrossRef]
- Zhang, W.; Gao, H.; Deng, C.; Lv, T.; Hu, S.; Wu, H.; Xue, S.; Tao, Y.; Deng, L.; Xiong, W. An ultrathin memristor based on a two-dimensional WS2/MoS2 heterojunction. Nanoscale 2021, 13, 11497–11504. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Zhu, C.; Deng, Y.; Duan, R.; Chen, J.; Zeng, Q.; Zhou, J.; Fu, Q.; You, L.; Liu, S.; et al. Van der Waals engineering of ferroelectric heterostructures for long-retention memory. Nat. Commun. 2021, 12, 1109. [Google Scholar] [CrossRef] [PubMed]
- Mao, J.; Wu, S.; Ding, G.; Wang, Z.; Qian, F.; Yang, J.; Zhou, Y.; Han, S. A van der Waals Integrated Damage-Free Memristor Based on Layered 2D Hexagonal Boron Nitride. Small 2022, 18, 2106253. [Google Scholar] [CrossRef] [PubMed]
- Paul, T.; Ahmed, T.; Tiwari, K.K.; Thakur, C.S.; Ghosh, A. A high-performance MoS2 synaptic device with floating gate engineering for neuromorphic computing. 2D Mater. 2019, 6, 045008. [Google Scholar] [CrossRef]
- Wang, C.-Y.; Liang, S.-J.; Wang, S.; Wang, P.; Li, Z.; Wang, Z.; Gao, A.; Pan, C.; Liu, C.; Liu, J.; et al. Gate-tunable van der Waals heterostructure for reconfigurable neural network vision sensor. Sci. Adv. 2020, 6, eaba6173. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.-C.; Li, Y.; Wang, J.-J.; Qi, D.-H.; Yao, B.-W.; Yu, M.-X.; Chen, X.-D.; Lu, T.-B. Synthesis of wafer-scale graphdiyne/graphene heterostructure for scalable neuromorphic computing and artificial visual systems. Nano Res. 2021, 14, 4591–4600. [Google Scholar] [CrossRef]
- Hou, Y.-X.; Li, Y.; Zhang, Z.-C.; Li, J.-Q.; Qi, D.-H.; Chen, X.-D.; Wang, J.-J.; Yao, B.-W.; Yu, M.-X.; Lu, T.-B.; et al. Large-Scale and Flexible Optical Synapses for Neuromorphic Computing and Integrated Visible Information Sensing Memory Processing. ACS Nano 2021, 15, 1497–1508. [Google Scholar] [CrossRef] [PubMed]
- Xiong, X.; Kang, J.; Hu, Q.; Gu, C.; Gao, T.; Li, X.; Wu, Y. Reconfigurable Logic-in-Memory and Multilingual Artificial Synapses Based on 2D Heterostructures. Adv. Funct. Mater. 2020, 30, 1909645. [Google Scholar] [CrossRef]
- Kim, C.; Yoon, M.A.; Jang, B.; Kim, J.H.; Kim, K.S. A review on transfer process of two-dimensional materials. Tribol. Lubr. 2020, 36, 1–10. [Google Scholar]
- Fan, S.; Vu, Q.A.; Tran, M.D.; Adhikari, S.; Lee, Y.H. Transfer assembly for two-dimensional van der Waals heterostructures. 2D Mater. 2020, 7, 022005. [Google Scholar] [CrossRef]
- Guo, H.W.; Hu, Z.; Liu, Z.B.; Tian, J.G. Stacking of 2D materials. Adv. Funct. Mater. 2021, 31, 2007810. [Google Scholar] [CrossRef]
- Hu, Z.; Liu, Z.B.; Tian, J.G. Stacking of exfoliated two-dimensional materials: A review. Chin. J. Chem. 2020, 38, 981–995. [Google Scholar] [CrossRef]
- Onodera, M.; Masubuchi, S.; Moriya, R.; Machida, T. Assembly of van der Waals heterostructures: Exfoliation, searching, and stacking of 2D materials. Jpn. J. Appl. Phys. 2020, 59, 010101. [Google Scholar] [CrossRef]
- Schranghamer, T.F.; Sharma, M.; Singh, R.; Das, S. Review and comparison of layer transfer methods for two-dimensional materials for emerging applications. Chem. Soc. Rev. 2021, 50, 11032–11054. [Google Scholar] [CrossRef] [PubMed]
- Watson, A.J.; Lu, W.; Guimarães, M.H.; Stöhr, M. Transfer of large-scale two-dimensional semiconductors: Challenges and developments. 2D Mater. 2021, 8, 032001. [Google Scholar] [CrossRef]
- Babar, Z.U.D.; Raza, A.; Cassinese, A.; Iannotti, V. Two Dimensional Heterostructures for Optoelectronics: Current Status and Future Perspective. Molecules 2023, 28, 2275. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.Y.; Ju, X.; Ang, K.W.; Chi, D. Van der Waals layer transfer of 2D materials for monolithic 3D electronic system integration: Review and outlook. ACS Nano 2023, 17, 1831–1844. [Google Scholar] [CrossRef]
- Dong, W.; Dai, Z.; Liu, L.; Zhang, Z. Toward Clean 2D Materials and Devices: Recent Progress in Transfer and Cleaning Methods. Adv. Mater. 2023, 36, e2303014. [Google Scholar] [CrossRef]
- Fan, S.; Li, X.; Mondal, A.; Wang, W.; Lee, Y.H. Strategy for transferring van der Waals materials and heterostructures. 2D Mater. 2024, 11, 033002. [Google Scholar] [CrossRef]
- Cheliotis, I.; Zergioti, I. A review on transfer methods of two-dimensional materials. 2D Mater. 2024, 11, 022004. [Google Scholar] [CrossRef]
- Zhao, Q.; Wang, T.; Ryu, Y.K.; Frisenda, R.; Castellanos-Gomez, A. An inexpensive system for the deterministic transfer of 2D materials. J. Phys. Mater. 2020, 3, 016001. [Google Scholar] [CrossRef]
- Gant, P.; Carrascoso, F.; Zhao, Q.; Ryu, Y.; Seitz, M.; Prins, F.; Frisenda, R.; Castellanos-Gomez, A. A system for the deterministic transfer of 2D materials under inert environmental conditions. 2D Mater. 2020, 7, 025034. [Google Scholar] [CrossRef]
- Buapan, K.; Somphonsane, R.; Chiawchan, T.; Ramamoorthy, H. Versatile, low-cost, and portable 2D material transfer setup with a facile and highly efficient DIY inert-atmosphere glove compartment option. ACS Omega 2021, 6, 17952–17964. [Google Scholar] [CrossRef]
- Chae, S.H.; Jin, Y.; Kim, T.S.; Chung, D.S.; Na, H.; Nam, H.; Kim, H.; Perello, D.J.; Jeong, H.Y.; Ly, T.H.; et al. Oxidation effect in octahedral hafnium disulfide thin film. ACS Nano 2016, 10, 1309–1316. [Google Scholar] [CrossRef] [PubMed]
- Masubuchi, S.; Morimoto, M.; Morikawa, S.; Onodera, M.; Asakawa, Y.; Watanabe, K.; Taniguchi, T.; Machida, T. Autonomous robotic searching and assembly of two-dimensional crystals to build van der Waals superlattices. Nat. Commun. 2018, 9, 1413. [Google Scholar] [CrossRef]
- Gray, M.J.; Kumar, N.; O’Connor, R.; Hoek, M.; Sheridan, E.; Doyle, M.C.; Romanelli, M.L.; Osterhoudt, G.B.; Wang, Y.; Plisson, V.; et al. A cleanroom in a glovebox. Rev. Sci. Instrum. 2020, 91, 073909. [Google Scholar] [CrossRef] [PubMed]
- Duleba, A.; Pugachev, M.; Blumenau, M.; Martanov, S.; Naumov, M.; Shupletsov, A.; Kuntsevich, A. Inert-Atmosphere Microfabrication Technology for 2D Materials and Heterostructures. Micromachines 2023, 15, 94. [Google Scholar] [CrossRef]
- Mannix, A.J.; Ye, A.; Sung, S.H.; Ray, A.; Mujid, F.; Park, C.; Lee, M.; Kang, J.H.; Shreiner, R.; High, A.A.; et al. Robotic four-dimensional pixel assembly of van der Waals solids. Nat. Nanotechnol. 2022, 17, 361–366. [Google Scholar] [CrossRef]
- Hemnani, R.A.; Tischler, J.P.; Carfano, C.; Maiti, R.; Tahersima, M.H.; Bartels, L.; Agarwal, R.; Sorger, V.J. 2D material printer: A deterministic cross contamination-free transfer method for atomically layered materials. 2D Mater. 2018, 6, 015006. [Google Scholar] [CrossRef]
- Patil, C.; Dalir, H.; Kang, J.H.; Davydov, A.; Wong, C.W.; Sorger, V.J. Highly accurate, reliable, and non-contaminating two-dimensional material transfer system. Appl. Phys. Rev. 2022, 9, 011419. [Google Scholar] [CrossRef]
- Patil, V.; Ghosh, S.; Basu, A.; Kuldeep; Dutta, A.; Agrawal, K.; Bhatia, N.; Shah, A.; Jangade, D.A.; Kulkarni, R.; et al. Pick-up and assembling of chemically sensitive van der Waals heterostructures using dry cryogenic exfoliation. Sci. Rep. 2024, 14, 11097. [Google Scholar] [CrossRef]
- Dean, C.R.; Young, A.F.; Meric, I.; Lee, C.; Wang, L.; Sorgenfrei, S.; Watanabe, K.; Taniguchi, T.; Kim, P.; Shepard, K.L.; et al. Boron nitride substrates for high-quality graphene electronics. Nat. Nanotechnol. 2010, 5, 722–726. [Google Scholar] [CrossRef]
- Kwon, K.C.; Choi, S.; Hong, K.; Moon, C.; Shim, Y.-S.; Kim, D.H.; Kim, T.L.; Sohn, W.; Jeon, J.-M.; Lee, C.-H.; et al. Wafer-scale transferable molybdenum disulfide thin-film catalysts for photoelectrochemical hydrogen production. Energy Environ. Sci. 2016, 9, 2240–2248. [Google Scholar] [CrossRef]
- Yuan, J.; Sun, T.; Hu, Z.; Yu, W.; Ma, W.; Zhang, K.; Sun, B.; Lau, S.P.; Bao, Q.; Lin, S.; et al. Wafer-scale fabrication of two-dimensional PtS2/PtSe2 heterojunctions for efficient and broad band photodetection. ACS Appl. Mater. Interfaces 2018, 10, 40614–40622. [Google Scholar] [CrossRef] [PubMed]
- Han, S.S.; Ko, T.J.; Yoo, C.; Shawkat, M.S.; Li, H.; Kim, B.K.; Hong, W.K.; Bae, T.S.; Chung, H.S.; Oh, K.H.; et al. Automated assembly of wafer-scale 2D TMD heterostructures of arbitrary layer orientation and stacking sequence using water dissoluble salt substrates. Nano Lett. 2020, 20, 3925–3934. [Google Scholar] [CrossRef]
- Castellanos-Gomez, A.; Buscema, M.; Molenaar, R.; Singh, V.; Janssen, L.; Van Der Zant, H.S.; Steele, G.A. Deterministic transfer of two-dimensional materials by all-dry viscoelastic stamping. 2D Mater. 2014, 1, 011002. [Google Scholar] [CrossRef]
- Wang, L.; Meric, I.; Huang, P.Y.; Gao, Q.; Gao, Y.; Tran, H.; Taniguchi, T.; Watanabe, K.; Campos, L.M.; Muller, D.A.; et al. One-dimensional electrical contact to a two-dimensional material. Science 2013, 342, 614–617. [Google Scholar] [CrossRef] [PubMed]
- Tao, Q.; Wu, R.; Li, Q.; Kong, L.; Chen, Y.; Jiang, J.; Lu, Z.; Li, B.; Li, W.; Li, Z.; et al. Reconfigurable electronics by disassembling and reassembling van der Waals heterostructures. Nat. Commun. 2021, 12, 1825. [Google Scholar] [CrossRef]
- Tao, L.; Li, H.; Gao, Y.; Chen, Z.; Wang, L.; Deng, Y.; Zhang, J.; Xu, J.-B. Deterministic and Etching-Free Transfer of Large-Scale 2D Layered Materials for Constructing Interlayer Coupled van der Waals Heterostructures. Adv. Mater. Technol. 2018, 3, 1700282. [Google Scholar] [CrossRef]
- Debnath, R.; Sett, S.; Biswas, R.; Raghunathan, V.; Ghosh, A. A simple fabrication strategy for orientationally accurate twisted heterostructures. Nanotechnology 2021, 32, 455705. [Google Scholar] [CrossRef]
- Kinoshita, K.; Moriya, R.; Onodera, M.; Wakafuji, Y.; Masubuchi, S.; Watanabe, K.; Taniguchi, T.; Machida, T. Dry release transfer of graphene and few-layer h-BN by utilizing thermoplasticity of polypropylene carbonate. NPJ 2D Mater. Appl. 2019, 3, 22. [Google Scholar] [CrossRef]
- Martanov, S.G.; Zhurbina, N.K.; Pugachev, M.V.; Duleba, A.I.; Akmaev, M.A.; Belykh, V.V.; Kuntsevich, A.Y. Making van der Waals heterostructures assembly accessible to everyone. Nanomaterials 2020, 10, 2305. [Google Scholar] [CrossRef] [PubMed]
- Kim, K.; Yankowitz, M.; Fallahazad, B.; Kang, S.; Movva, H.C.P.; Huang, S.; Larentis, S.; Corbet, C.M.; Taniguchi, T.; Watanabe, K.; et al. Van der Waals Heterostructures with High Accuracy Rotational Alignment. Nano Lett. 2016, 16, 1989–1995. [Google Scholar] [CrossRef]
- Cao, Y.; Fatemi, V.; Fang, S.; Watanabe, K.; Taniguchi, T.; Kaxiras, E.; Jarillo-Herrero, P. Unconventional superconductivity in magic angle graphene superlattices. Nature 2018, 556, 43–50. [Google Scholar] [CrossRef]
- Lin, M.-L.; Tan, Q.-H.; Wu, J.-B.; Chen, X.-S.; Wang, J.-H.; Pan, Y.-H.; Zhang, X.; Cong, X.; Zhang, J.; Ji, W.; et al. Moiré Phonons in Twisted Bilayer MoS2. ACS Nano 2018, 12, 8770–8780. [Google Scholar] [CrossRef] [PubMed]
- Boddison-Chouinard, J.; Plumadore, R.; Luican-Mayer, A. Fabricating van der Waals Heterostructures with Precise Rotational Alignment. J. Vis. Exp. 2019, 149, e59727. [Google Scholar]
- Uwanno, T.; Hattori, Y.; Taniguchi, T.; Watanabe, K.; Nagashio, K. Fully dry PMMA transfer of graphene on h-BN using a heating/cooling system. 2D Mater. 2015, 2, 041002. [Google Scholar] [CrossRef]
- Martinez-Duarte, R. Easy and Inexpensive Fabrication of PDMS Films of Different Thicknesses. Chips and Tips (Lab on a Chip). 2012. Available online: https://blogs.rsc.org/chipsandtips/2012/04/18/easy-and-inexpensive-fabrication-of-pdms-films-of-different-thicknesses/ (accessed on 1 June 2024).
- Jain, A.; Bharadwaj, P.; Heeg, S.; Parzefall, M.; Taniguchi, T.; Watanabe, K.; Novotny, L. Minimizing residues and strain in 2D materials transferred from PDMS. Nanotechnology 2018, 29, 265203. [Google Scholar] [CrossRef]
- Haigh, S.J.; Gholinia, A.; Jalil, R.; Romani, S.; Britnell, L.; Elias, D.C.; Novoselov, K.S.; Ponomarenko, L.A.; Geim, A.K.; Gorbachev, R. Cross-sectional imaging of individual layers and buried interfaces of graphene-based heterostructures and superlattices. Nat. Mater. 2012, 11, 764–767. [Google Scholar] [CrossRef]
- Kretinin, A.V.; Cao, Y.; Tu, J.S.; Yu, G.L.; Jalil, R.; Novoselov, K.S.; Haigh, S.J.; Gholinia, A.; Mishchenko, A.; Lozada, M.; et al. Electronic properties of graphene encapsulated with different two-dimensional atomic crystals. Nano Lett. 2014, 14, 3270–3276. [Google Scholar] [CrossRef]
- Rooney, A.P.; Kozikov, A.; Rudenko, A.N.; Prestat, E.; Hamer, M.J.; Withers, F.; Cao, Y.; Novoselov, K.S.; Katsnelson, M.I.; Gorbachev, R.; et al. Observing imperfection in atomic interfaces for van der Waals heterostructures. Nano Lett. 2017, 17, 5222–5228. [Google Scholar] [CrossRef] [PubMed]
- Cao, Y.; Mishchenko, A.; Yu, G.L.; Khestanova, E.; Rooney, A.P.; Prestat, E.; Kretinin, A.V.; Blake, P.; Shalom, M.B.; Woods, C.; et al. Quality heterostructures from two-dimensional crystals unstable in air by their assembly in inert atmosphere. Nano Lett. 2015, 15, 4914–4921. [Google Scholar] [CrossRef] [PubMed]
- Bandurin, D.A.; Tyurnina, A.V.; Yu, G.L.; Mishchenko, A.; Zólyomi, V.; Morozov, S.V.; Kumar, R.K.; Gorbachev, R.V.; Kudrynskyi, Z.R.; Pezzini, S.; et al. High electron mobility, quantum Hall effect and anomalous optical response in atomically thin InSe. Nat. Nanotechnol. 2017, 12, 223–227. [Google Scholar] [CrossRef] [PubMed]
- Mishra, R.K.; Sarkar, J.; Chianella, I.; Goel, S.; Nezhad, H.Y. Black phosphorus: The rise of phosphorene in 2D materials applications. Next Mater. 2024, 4, 100217. [Google Scholar] [CrossRef]
- Island, J.O.; Steele, G.A.; van der Zant, H.S.; Castellanos-Gomez, A. Environmental instability of few-layer black phosphorus. 2D Mater. 2015, 2, 011002. [Google Scholar] [CrossRef]
- Wood, J.D.; Wells, S.A.; Jariwala, D.; Chen, K.S.; Cho, E.; Sangwan, V.K.; Liu, X.; Lauhon, L.J.; Marks, T.J.; Hersam, M.C. Effective passivation of exfoliated black phosphorus transistors against ambient degradation. Nano Lett. 2014, 14, 6964–6970. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.S.; Liu, Y.; Zhu, W.; Kim, S.; Wu, D.; Tao, L.; Dodabalapur, A.; Lai, K.; Akinwande, D. Toward air-stable multilayer phosphorene thin-films and transistors. Sci. Rep. 2015, 5, 8989. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Wu, Y.; Wu, Z.; Han, Y.; Xu, S.; Wang, L.; Ye, W.; Han, T.; He, Y.; Cai, Y.; et al. High-quality sandwiched black phosphorus heterostructure and its quantum oscillations. Nat. Commun. 2015, 6, 7315. [Google Scholar] [CrossRef]
- Huang, B.; Clark, G.; Navarro-Moratalla, E.; Klein, D.R.; Cheng, R.; Seyler, K.L.; Zhong, D.; Schmidgall, E.; McGuire, M.A.; Cobden, D.H.; et al. Layer-dependent ferromagnetism in a van der Waals crystal down to the monolayer limit. Nature 2017, 546, 270–273. [Google Scholar] [CrossRef]
- Zomer, P.J.; Dash, S.P.; Tombros, N.; Van Wees, B.J. A transfer technique for high mobility graphene devices on commercially available hexagonal boron nitride. Appl. Phys. Lett. 2011, 99, 232104. [Google Scholar] [CrossRef]
- Ma, X.; Liu, Q.; Xu, D.; Zhu, Y.; Kim, S.; Cui, Y.; Zhong, L.; Liu, M. Capillary-Force-Assisted Clean-Stamp Transfer of Two-Dimensional Materials. Nano Lett. 2017, 17, 6961–6967. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Liu, Q.; Xu, B. Liquid-Assisted, Etching-Free, Mechanical Peeling of 2D Materials. Extrem. Mech. Lett. 2017, 16, 33–40. [Google Scholar] [CrossRef]
- Hou, Y.; Ren, X.; Fan, J.; Wang, G.; Dai, Z.; Jin, C.; Wang, W.; Zhu, Y.; Zhang, S.; Liu, L.; et al. Preparation of Twisted Bilayer Graphene via the Wetting Transfer Method. ACS Appl. Mater. Interfaces 2020, 12, 40958–40967. [Google Scholar] [CrossRef] [PubMed]
- Schneider, G.F.; Calado, V.E.; Zandbergen, H.; Vandersypen, L.M.; Dekker, C. Wedging transfer of nanostructures. Nano Lett. 2010, 10, 1912–1916. [Google Scholar] [CrossRef]
- Lim, J.Y.; Jang, H.S.; Yoo, H.J.; Kim, S.I.; Whang, D. Pattern pick and place method for twisted Bi-and multi-layer graphene. Materials 2019, 12, 3740. [Google Scholar] [CrossRef]
- Gramling, H.M.; Towle, C.M.; Desai, S.B.; Sun, H.; Lewis, E.C.; Nguyen, V.D.; Ager, J.W.; Chrzan, D.; Yeatman, E.M.; Javey, A.; et al. Spatially precise transfer of patterned monolayer WS2 and MoS2 with features larger than 104 μm2 directly from multilayer sources. ACS Appl. Electron. Mater. 2019, 1, 407–416. [Google Scholar] [CrossRef]
- Nguyen, V.; Gramling, H.; Towle, C.; Li, W.; Lien, D.H.; Kim, H.; Chrzan, D.C.; Javey, A.; Xu, K.; Ager, J.; et al. Deterministic assembly of arrays of lithographically defined WS2 and MoS2 monolayer features directly from multilayer sources into van der Waals heterostructures. J. Micro-Nano-Manuf. 2019, 7, 041006. [Google Scholar] [CrossRef]
- Jiang, D.; Hu, T.; You, L.; Li, Q.; Li, A.; Wang, H.; Mu, G.; Chen, Z.; Zhang, H.; Yu, G.; et al. High-Tc superconductivity in ultrathin Bi2Sr2CaCu2O8+x down to half-unit-cell thickness by protection with graphene. Nat. Commun. 2014, 5, 5708. [Google Scholar] [CrossRef]
- Sandilands, L.J.; Shen, J.X.; Chugunov, G.M.; Zhao, S.Y.F.; Ono, S.; Ando, Y.; Burch, K.S. Stability of exfoliated Bi2Sr2DyxCa1–xCu2O8+x studied by Raman microscopy. Phys. Rev. B 2010, 82, 064503. [Google Scholar] [CrossRef]
- Lee, Y.; Martini, M.; Confalone, T.; Shokri, S.; Saggau, C.N.; Wolf, D.; Gu, G.; Watanabe, K.; Taniguchi, T.; Montemurro, D.; et al. Encapsulating high-temperature superconducting twisted van der Waals heterostructures blocks detrimental effects of disorder. Adv. Mater. 2023, 35, e2209135. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Transfer Methods Employed | vdW Heterostructures/ Devices Formed | Key Features/Advantages/Limitations |
|---|---|---|---|
| Gomez et al. [96] | Dry | few-layer graphene/hBN 1L-MoS2/hBN 2L-MoS2/Mica hBN/2L-MoS2/hBN | -High-quality optics and manipulators, -Glovebox compatible, -Motorized stages required; not suitable for manual operation -High-cost and complexity |
| Gant et al. [82] | Dry | hBN/BP/hBN | -Gloveless glovebox, -User-friendly, manual operation, suitable for air-sensitive materials integration, -High-cost due to commercial glovebox -Upgradeable |
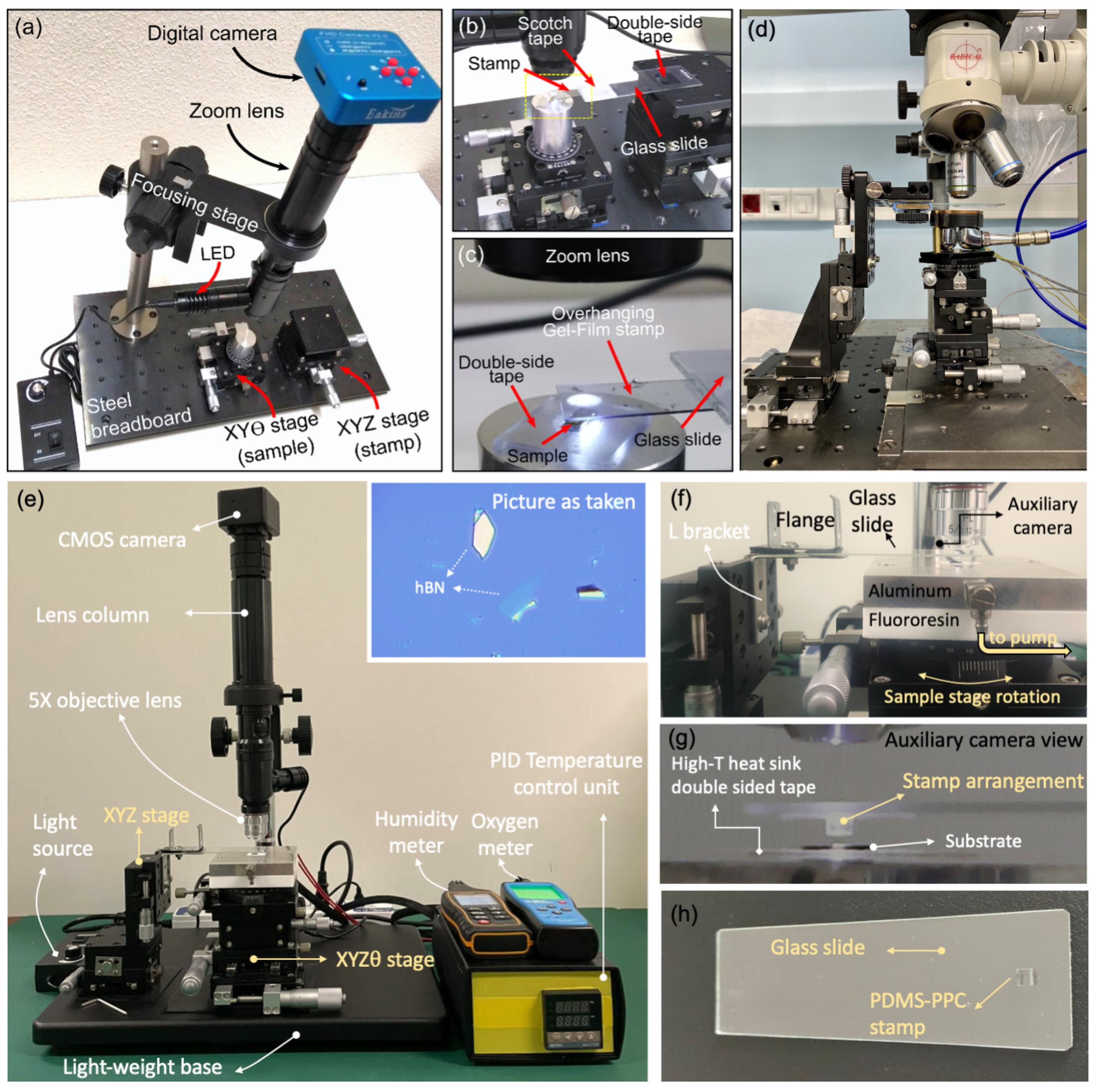
| Zhao et al. [81] | Dry | InSe on Au contacts hBN/InSe/hBN | -Low-cost (~USD 1000), -Limited to viscoelastic transfer |
| Martanov et al. [102] | Dry | SrxBi2Se3 on Au contacts hBN/MoS2/hBN | -Low-cost, -Heated stage control for hot pick-up |
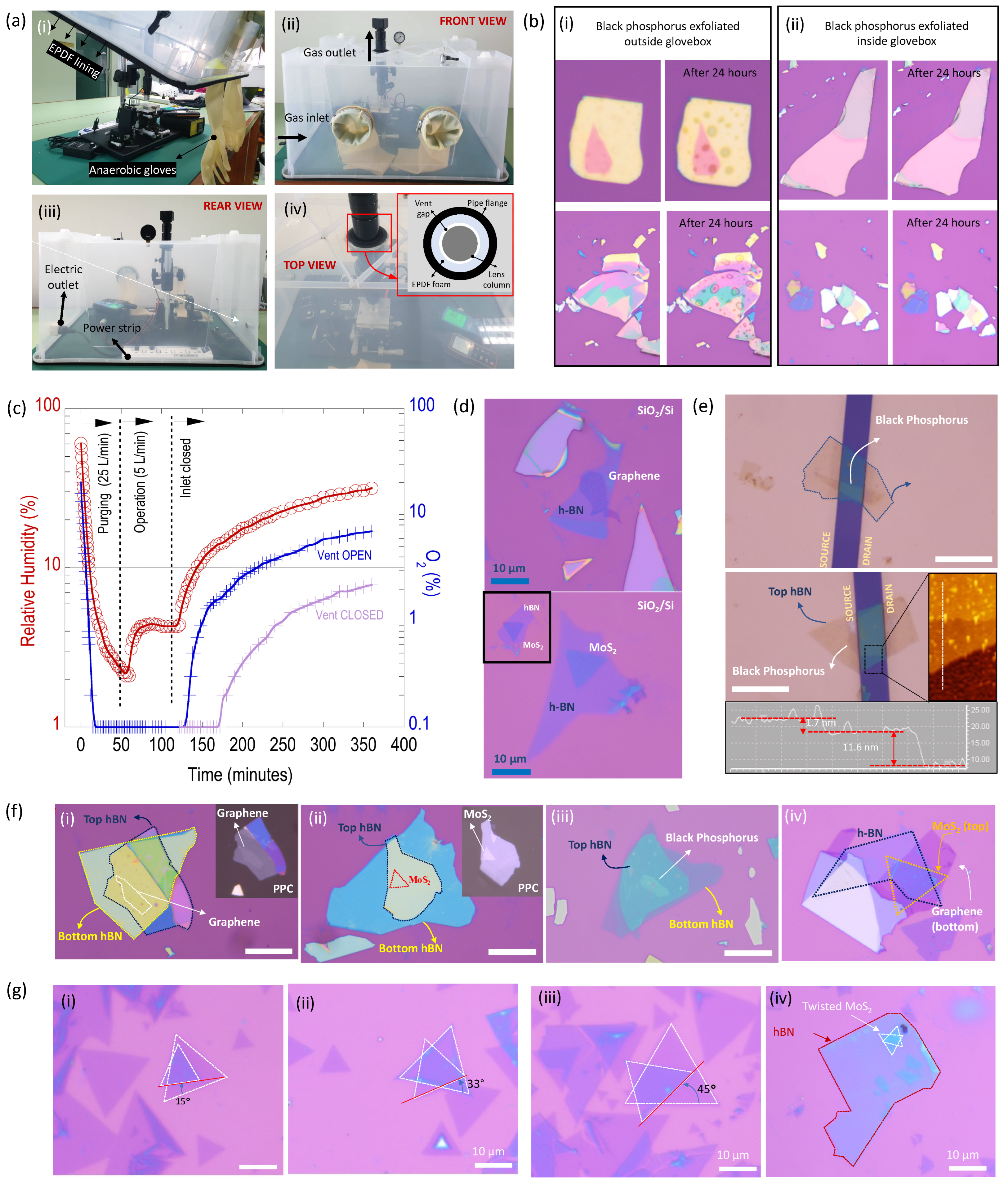
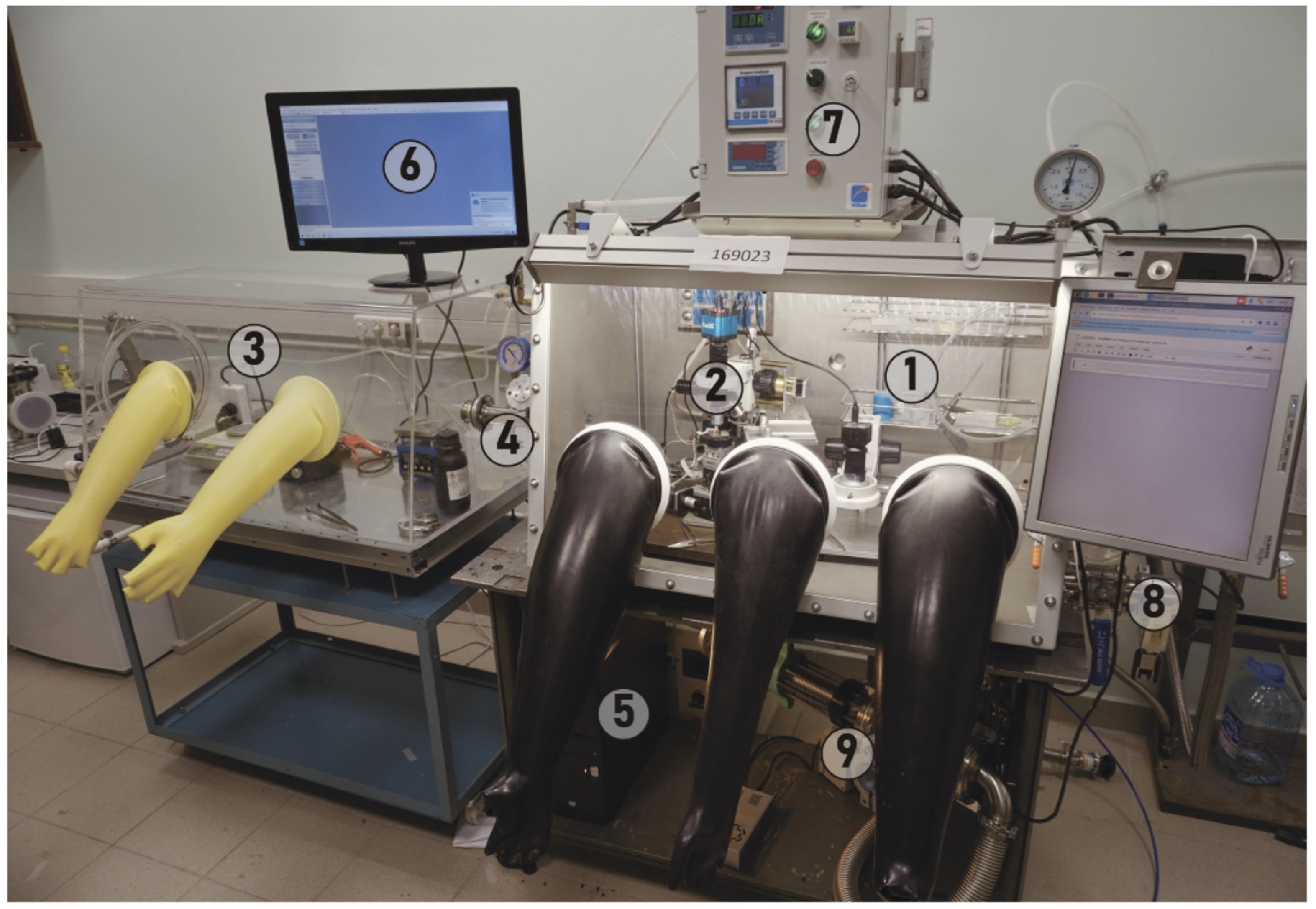
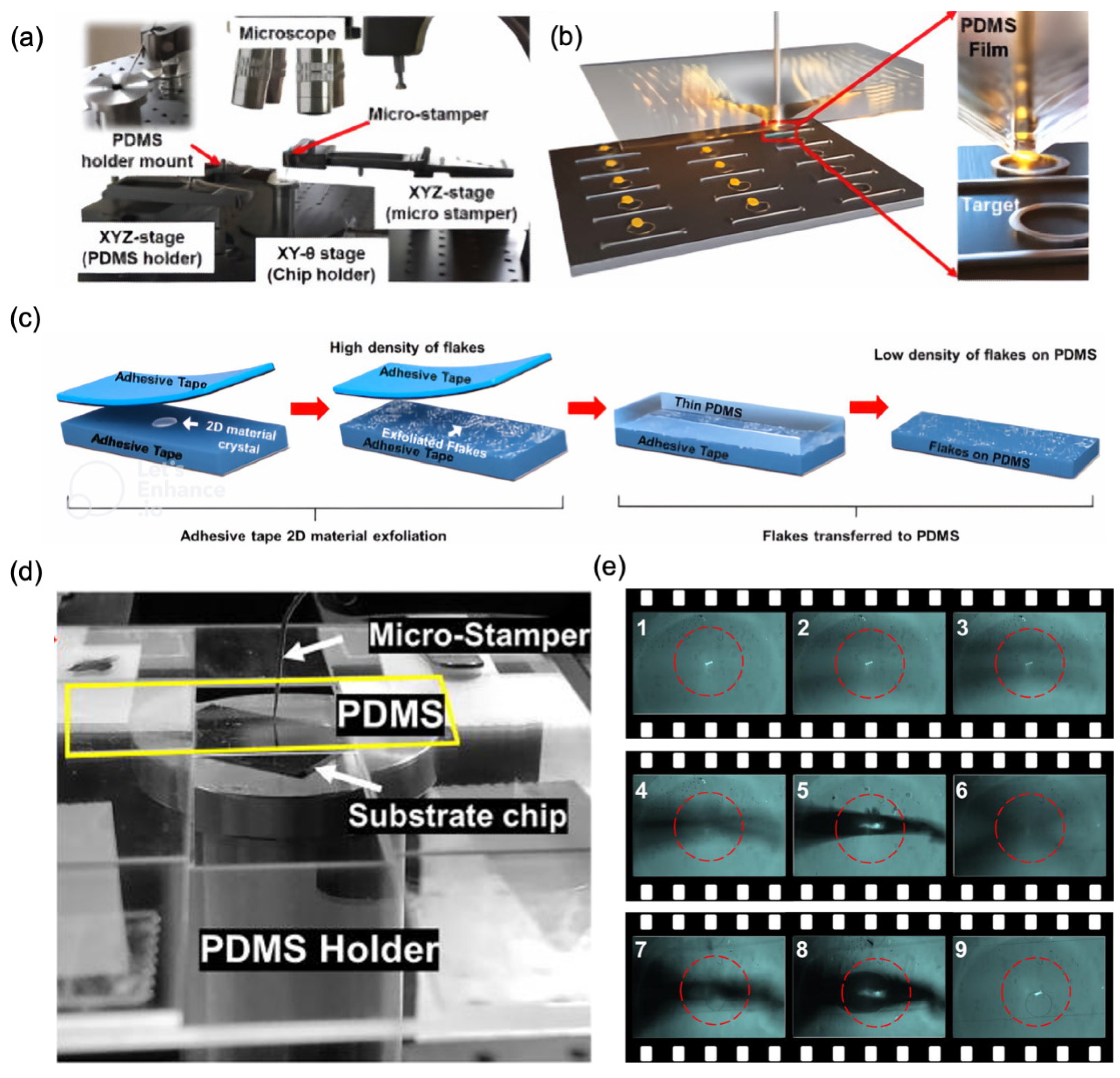
| Buapan et al. [83] | Dry | hBN/graphene/hBN hBN/MoS2/hbN hBN/BP/hBN | -Low-cost, all-in-one setup -DIY glovebox integration, -Easy operation, user friendly, -Upgradeable -Versatile vdW heterostructure formation including air-sensitive materials |
| Capillary Wetting PDMS | graphene/hBN MoS2/hBN twisted-MoS2/hBN | ||
| Combination | graphene/hBN/MoS2 | ||
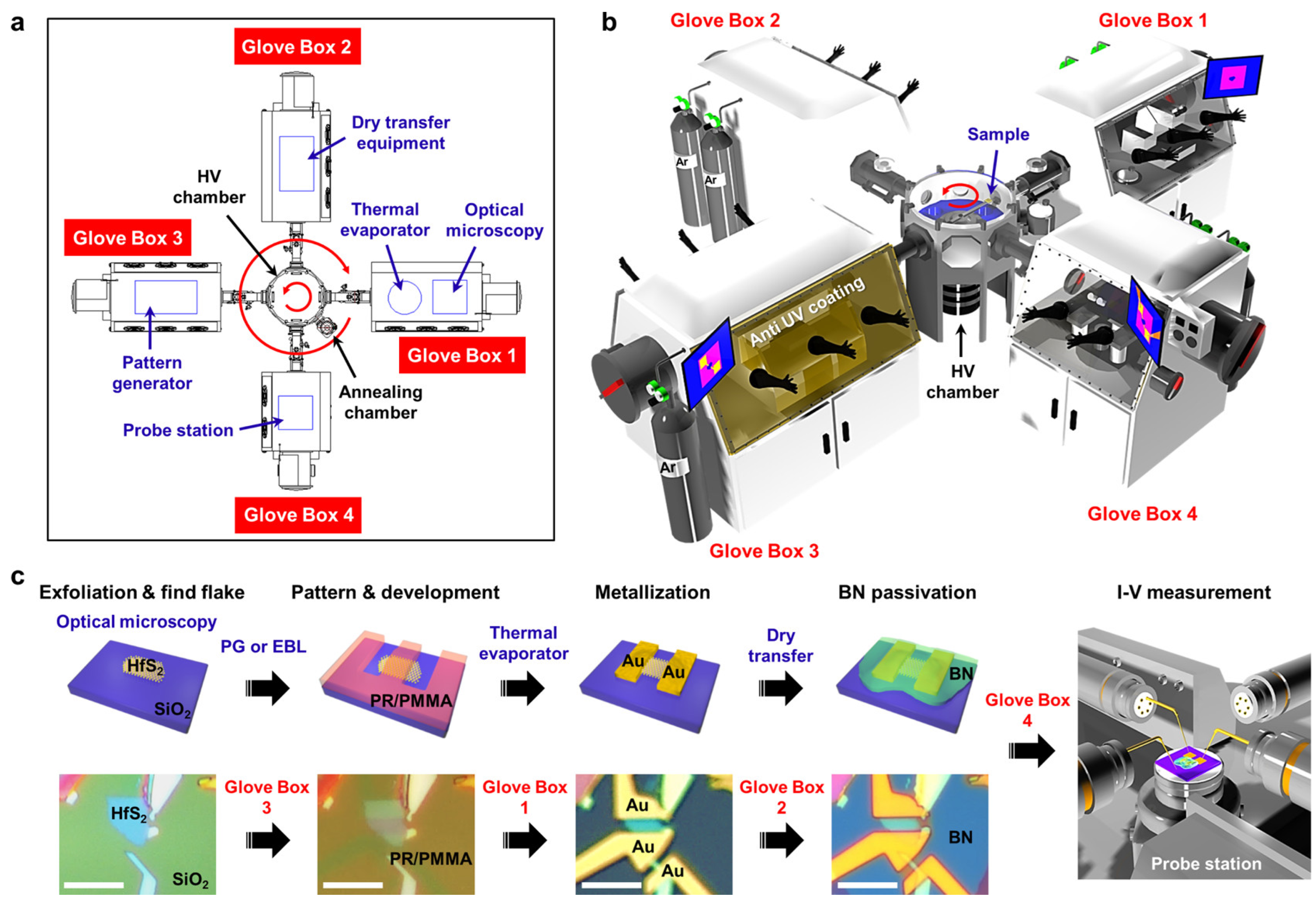
| Chae et al. [84] | Dry | HfS2 FET | -4-way integrated glovebox with dry transfer, lithography, metal evaporation, and electrical probing performed under vacuum, -Advanced system, -High cost and complexity |
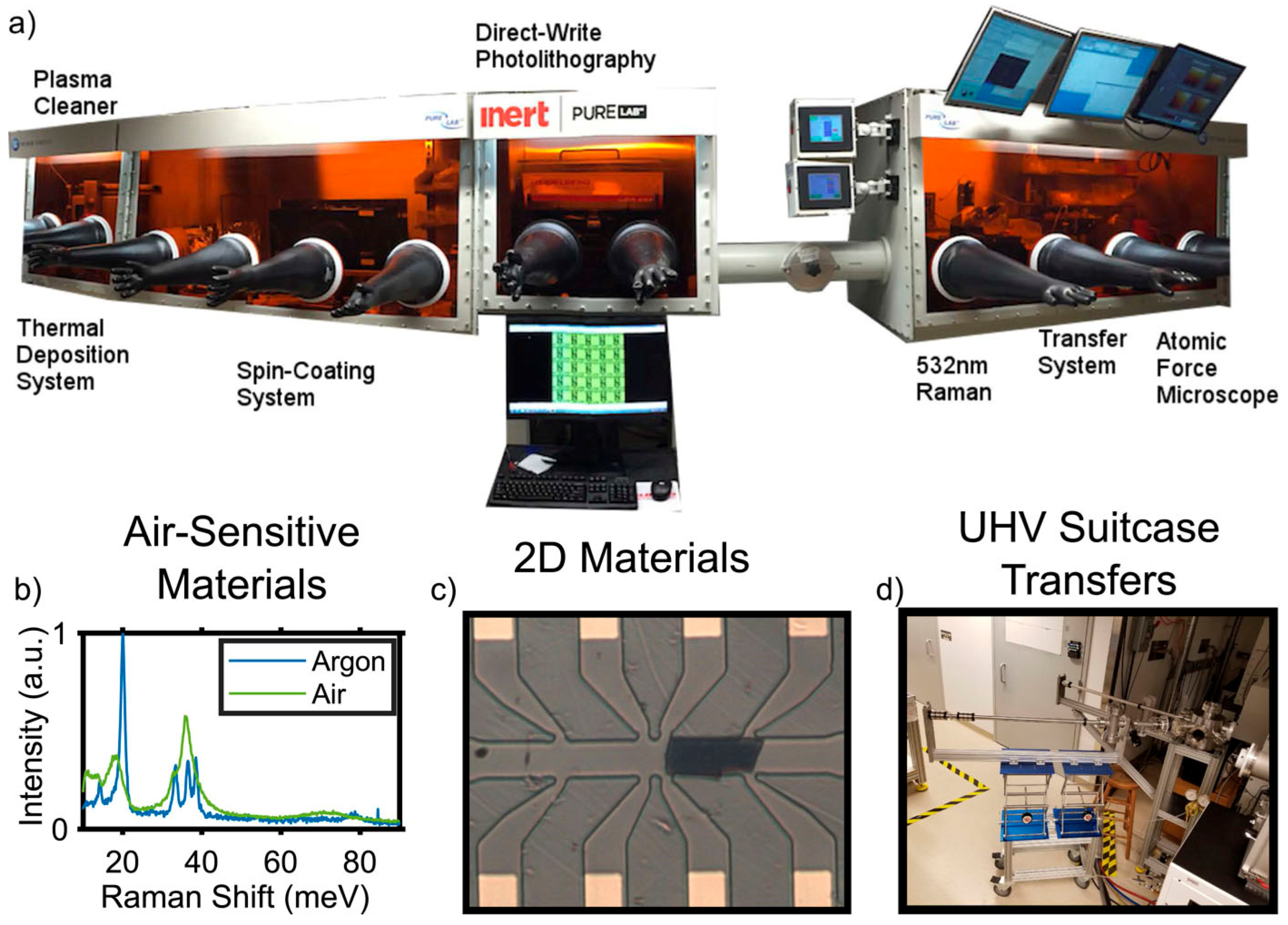
| Gray et al. [86] | Exfoliation | Bi2Sr2CaCu2O8+δ on Ga1−xMnxAs thin film | -“Cleanroom in a glovebox” concept, with direct-write lithography, metal evaporation, 2D material transfer, and material characterization, -UHV suitcase for device transfer, -High cost and complexity |
| Duleba et al. [87] | Dry Grown | hBN/BP/hBN Bi2Te3/metal contacts EuCsFe4As4 (Fe-based superconductor) | -Low-cost version of cleanroom in a glovebox, -Modular, Upgradeable |
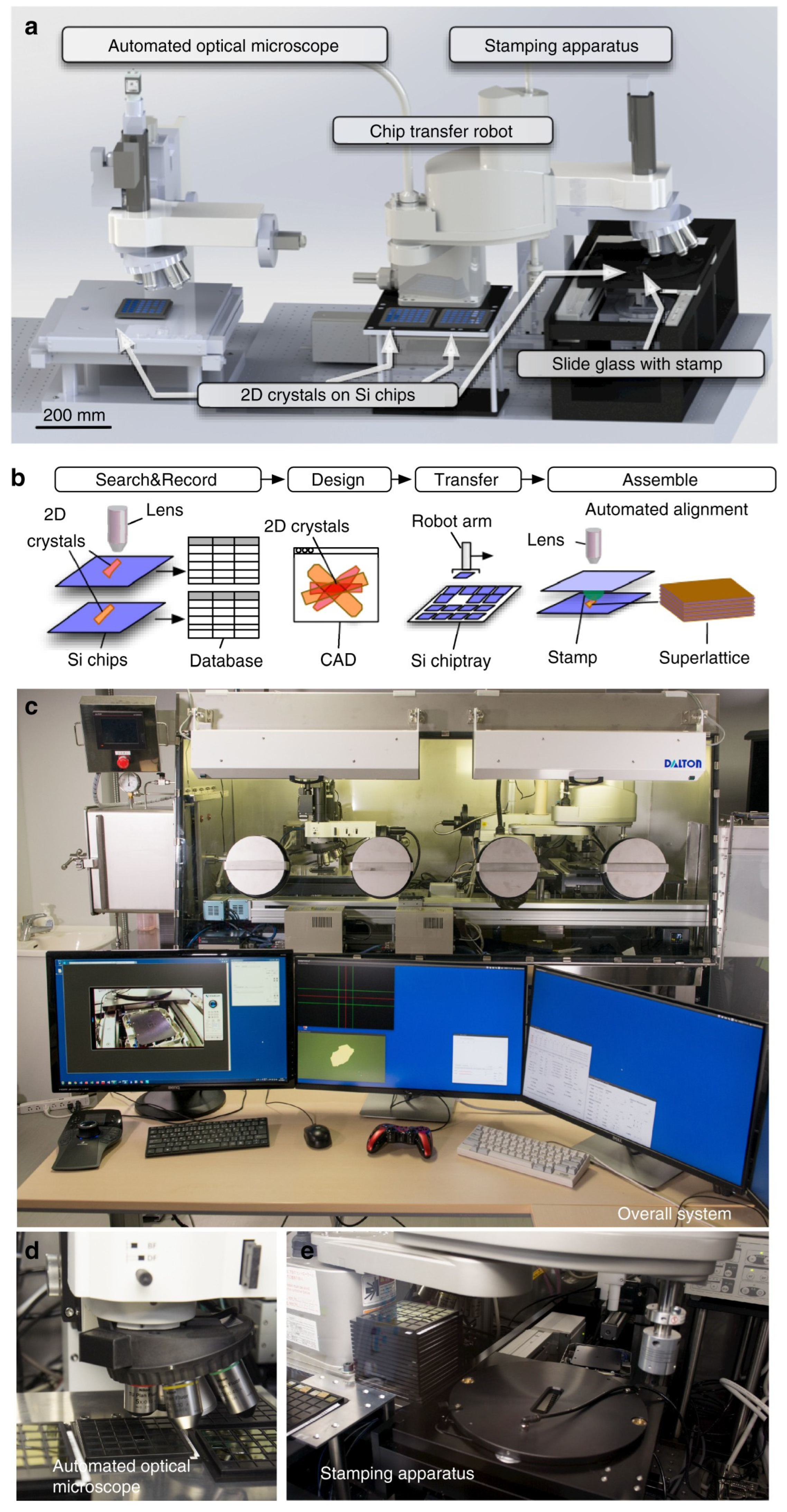
| Masubuchi et al. [85] | Dry | G/hBN vdW superlattice hBN/tri-layer-graphene/hBN hBN/WS2/hBN twisted 1L-graphene/2L-graphene/hBN | -Robot automated 2D material searching and stacking, -High throughput, scalable -vdW superlattice stacking |
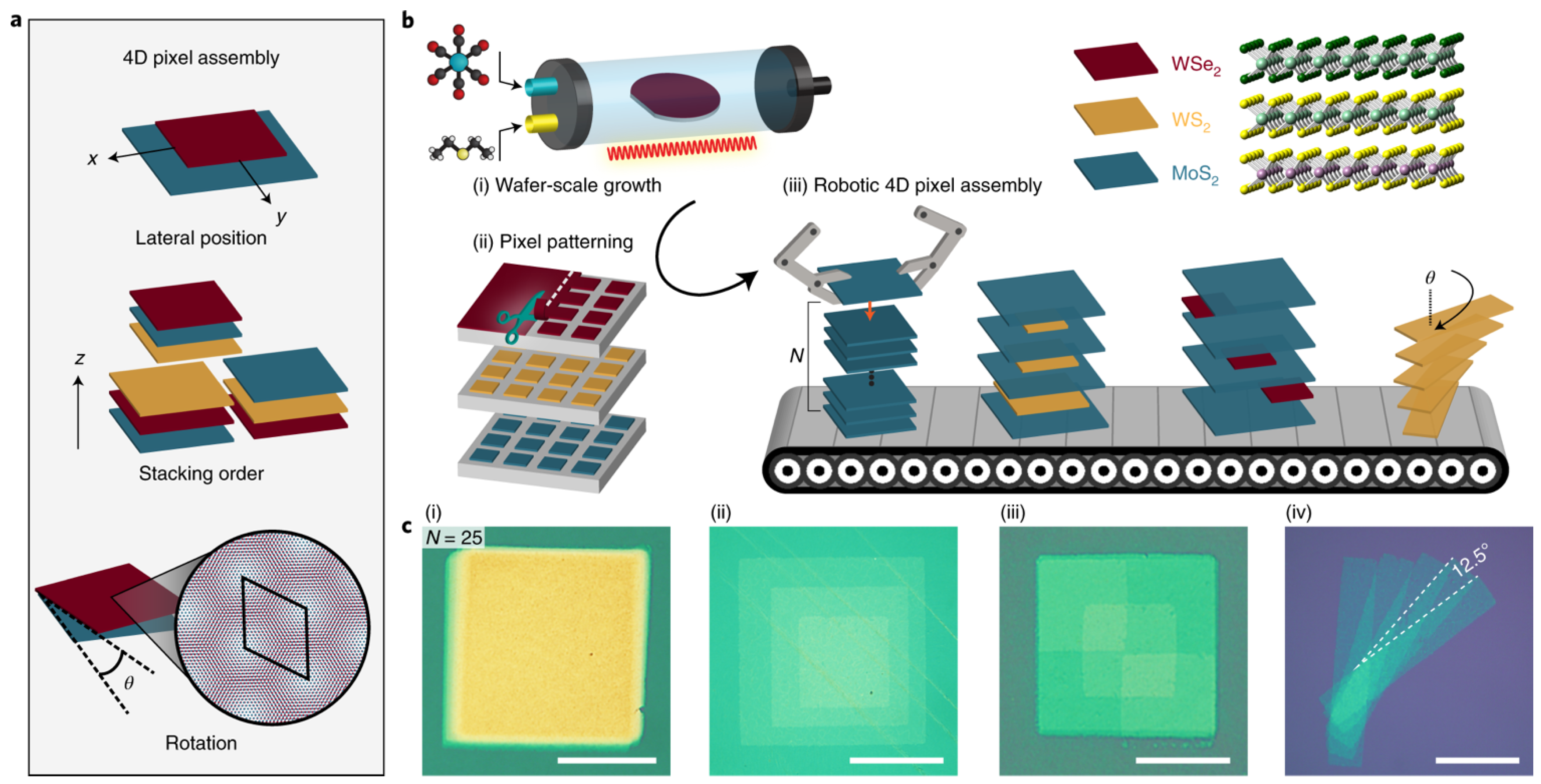
| Mannix et al. [88] | Dry | MoS2 superlattice MoS2/WS2 superlattice MoS2/WSe2 superlattice | -Robot automated stacking, -Wafer scale, precise stacking -High throughput, scalable -vdW superlattice stacking |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Somphonsane, R.; Buapan, K.; Ramamoorthy, H. Advances in 2D Material Transfer Systems for van der Waals Heterostructure Assembly. Appl. Sci. 2024, 14, 6341. https://doi.org/10.3390/app14146341
Somphonsane R, Buapan K, Ramamoorthy H. Advances in 2D Material Transfer Systems for van der Waals Heterostructure Assembly. Applied Sciences. 2024; 14(14):6341. https://doi.org/10.3390/app14146341
Chicago/Turabian StyleSomphonsane, Ratchanok, Kanokwan Buapan, and Harihara Ramamoorthy. 2024. "Advances in 2D Material Transfer Systems for van der Waals Heterostructure Assembly" Applied Sciences 14, no. 14: 6341. https://doi.org/10.3390/app14146341
APA StyleSomphonsane, R., Buapan, K., & Ramamoorthy, H. (2024). Advances in 2D Material Transfer Systems for van der Waals Heterostructure Assembly. Applied Sciences, 14(14), 6341. https://doi.org/10.3390/app14146341