
First Approach in Analysis of Tool Wear When Milling Additive Manufacturing (AM) Parts

 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Test Specimens
2.2. Milling Tests
2.3. Hardness Tests
3. Results
3.1. Milling of IN718 LPBF
3.2. Milling of 304H WAAM
4. Discussion
5. Conclusions
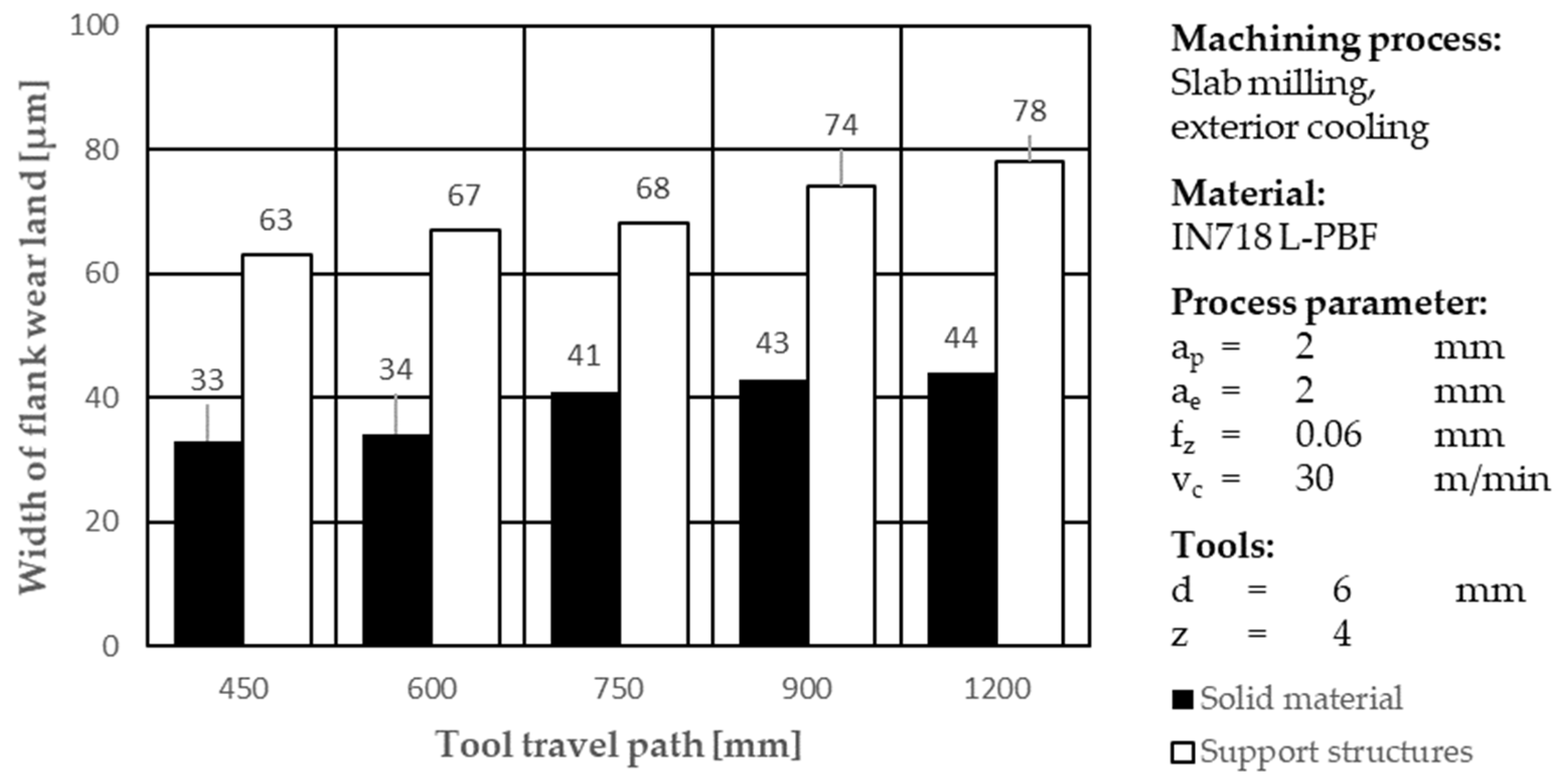
- Flank wear land width: The width of the flank wear land is larger for support structures compared to solid material for all measurements (Figure 2). Wear increases with the increasing number of travel paths.
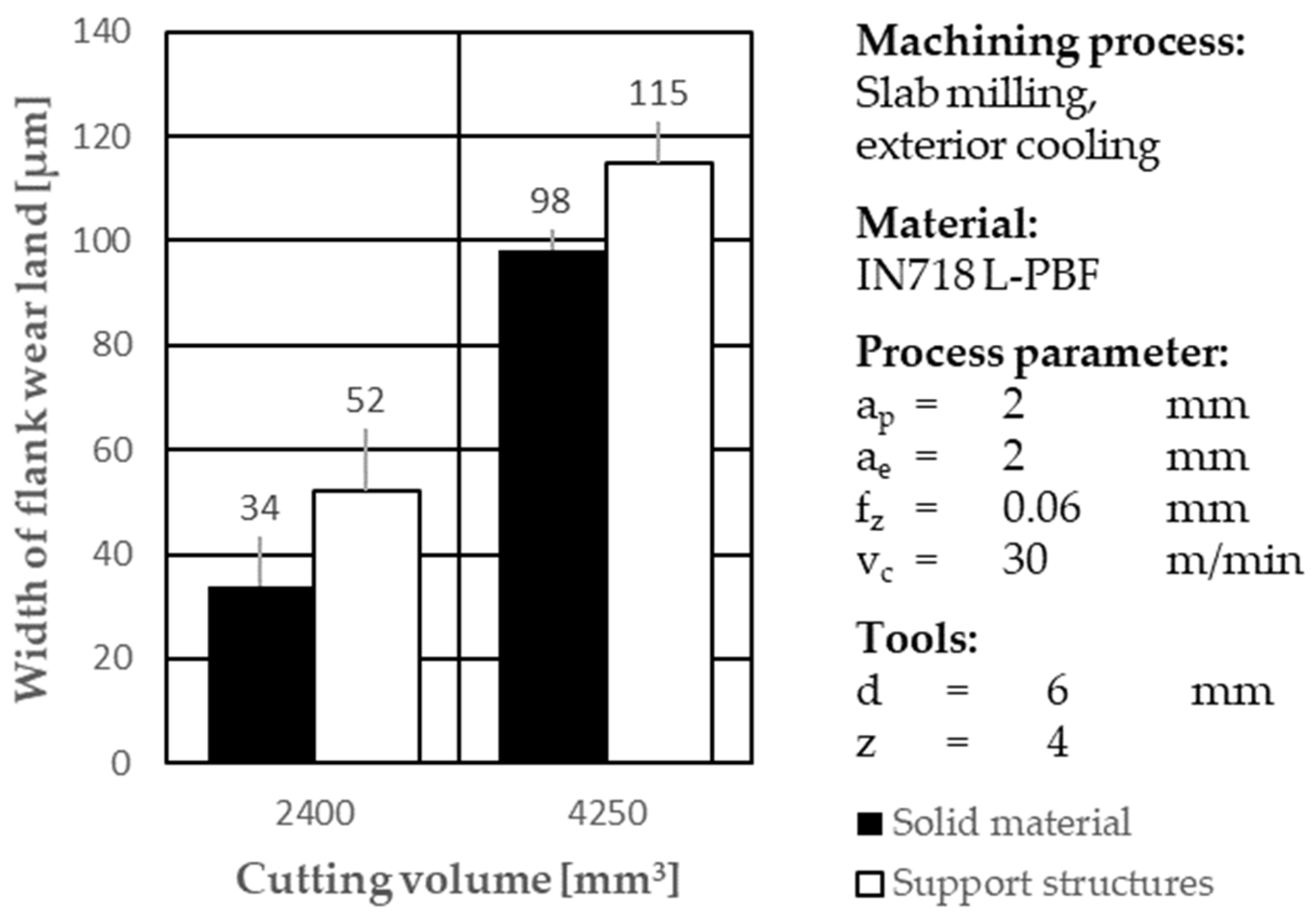
- Comparison of flank wear land width: When comparing the milling of support structures to solid material, the width of flank wear land is larger in the former after comparable cutting volumes. This suggests that tools are subjected to a higher load related to abrasive and surface attrition wear mechanisms when machining support structures (Figure 3).
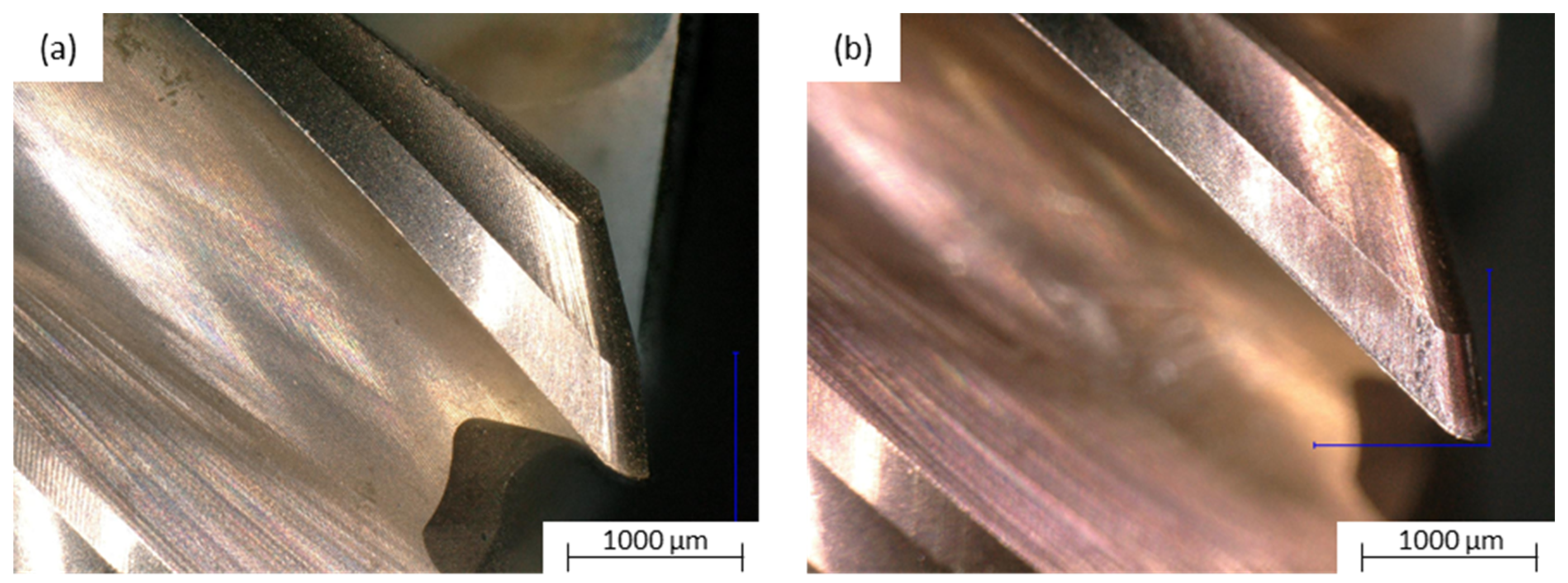
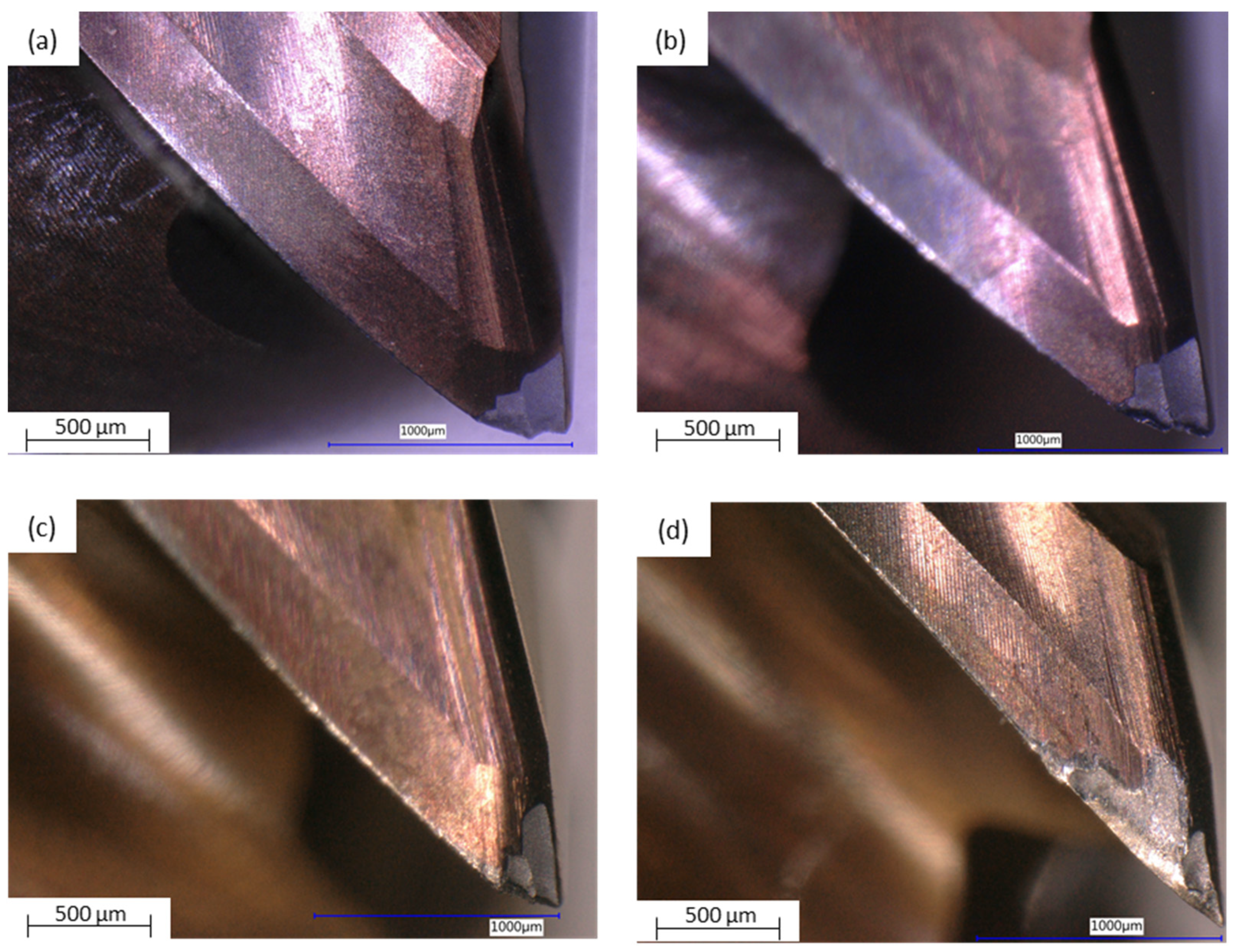
- Tool wear mechanisms: the milling of support structures results in both abrasive wear and surface spalling, in contrast to the abrasive wear observed when milling solid material (Figure 4).
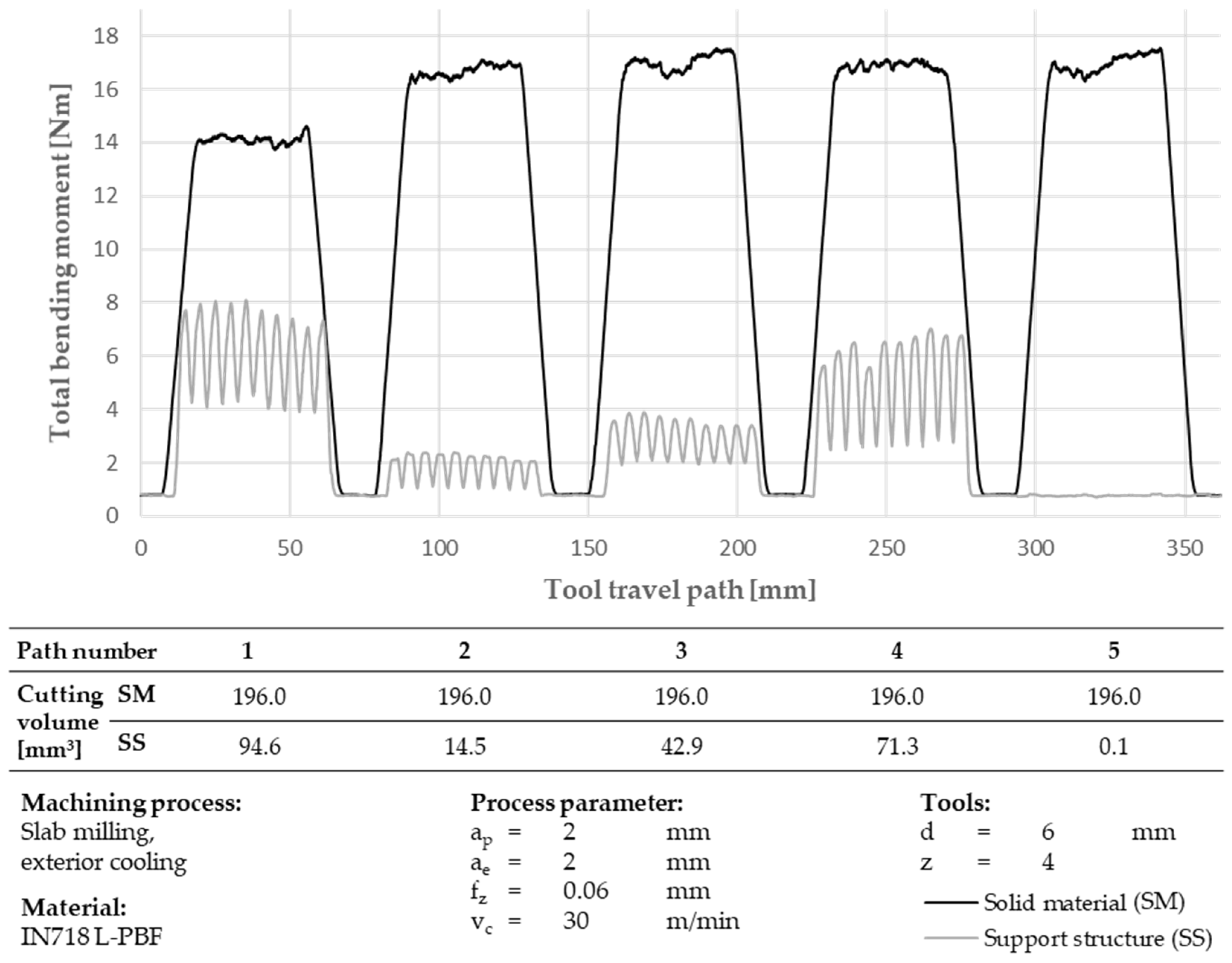
- Bending moments: bending moments during the milling of support structures vary significantly depending on the position of milling paths within the specimen, indicating the presence of strong vibrations during machining and different material removal rates compared to the machining of solid material (Figure 5).
- Flank wear land width: The width of the flank wear land is relatively larger when milling solid material at path lengths of 640 and 1280 mm. However, after a path length of 1920 mm, the width of the flank wear land remains constant for both areas of the AM material (Figure 6).
- Tool wear mechanisms: tool wear during the milling of WAAM parts is dominated by an abrasive mechanism, with break-outs at the cutting edge corner observed frequently (Figure 7).
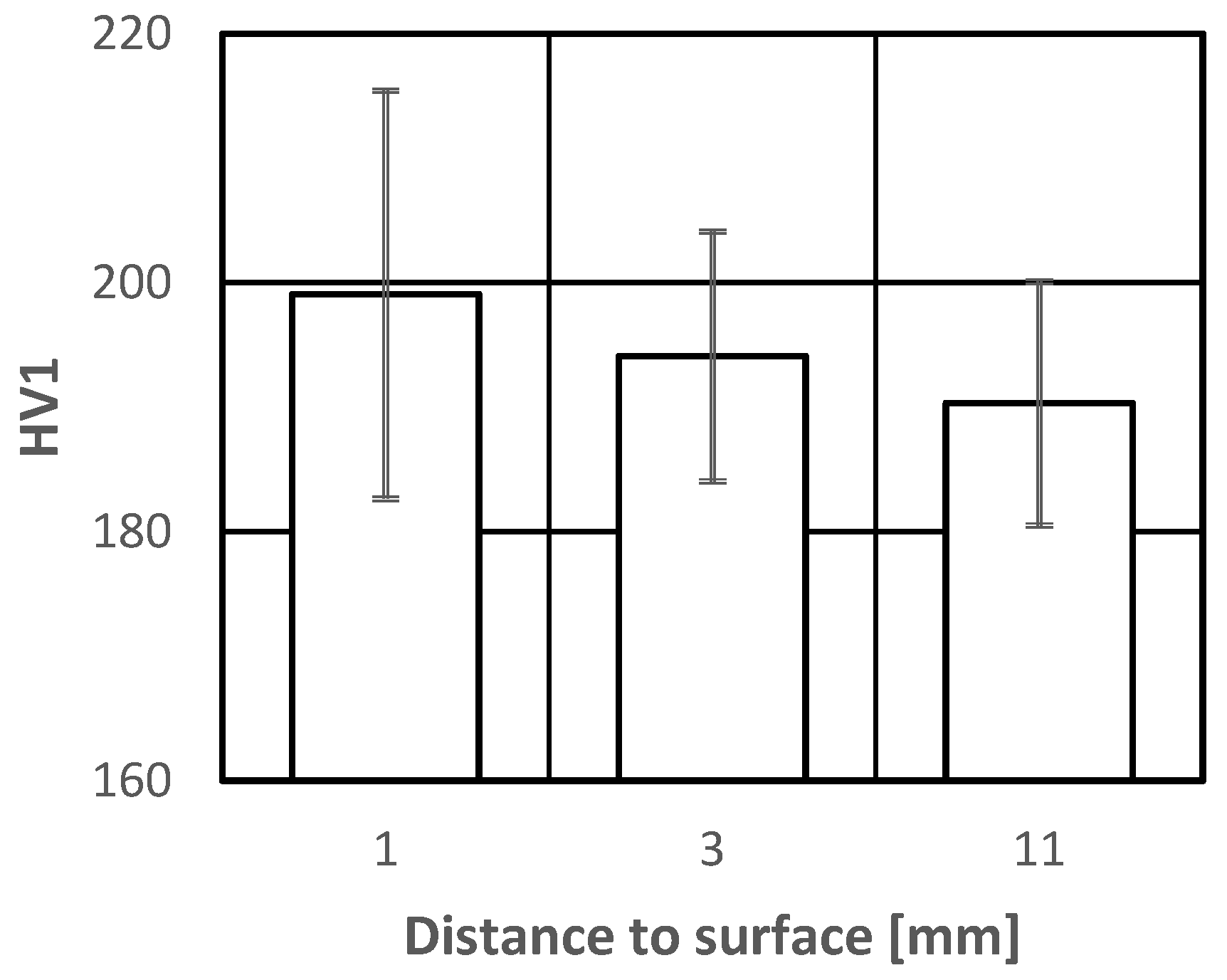
- Bending moments: Bending moments during the milling of the surface layer are lower, attributed to reduced material removal compared to solid material milling. The higher tool wear on the surface layer suggests a higher hardness compared to the solid layer below (Figure 7).
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gebhardt, A. Additive Fertigungsverfahren: Additive Manufacturing und 3D-Drucken für Prototyping-Tooling-Produktion; Carl Hanser Verlag GmbH & Company KG: München, Geramny, 2017; ISBN 9783446452367. [Google Scholar]
- Zhou, K. Additive Manufacturing Technology: Design, Optimization, and Modeling; Wiley: Hoboken, NJ, USA, 2022; ISBN 9783527833924. [Google Scholar]
- Bhate, D. Design for Additive Manufacturing: Concepts and Considerations for the Aerospace Industry; SAE International: Warrendale, PA, USA, 2018; ISBN 9780768091502. [Google Scholar]
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef] [PubMed]
- Huang, Q.; Ge, J.; Wang, Y.; Bao, J.; He, S.; Zhang, Z.; Zhang, L. Characterization of the Anisotropy in the Microstructure and Mechanical Properties of Laser Powder Bed Fusion Ti6Al4V Alloys. Adv. Eng. Mater. 2023, 25, 2201156. [Google Scholar] [CrossRef]
- Gerbino, S.; Lanzotti, A.; Martorelli, M.; Buil, R.M.; Rizzi, C.; Roucoules, L. Advances on Mechanics, Design Engineering and Manufacturing IV: Proceedings of the International Joint Conference on Mechanics, Design Engineering & Advanced Manufacturing, JCM 2022, 1–3 June 2022, Ischia, Italy; Springer International Publishing: Berlin/Heidelberg, Germany, 2022; ISBN 9783031159282. [Google Scholar]
- Wahab Hashmi, A.; Singh Mali, H.; Meena, A. Improving the surface characteristics of additively manufactured parts: A review. Mater. Today Proc. 2023, 81, 723–738. [Google Scholar] [CrossRef]
- Gomes, M.C.; dos Santos, A.G.; de Oliveira, D.; Figueiredo, G.V.; Ribeiro, K.S.B.; de Los Rios, G.A.B.; Da Silva, M.B.; Coelho, R.T.; Hung, W.N.P. Micro-machining of additively manufactured metals: A review. Int. J. Adv. Manuf. Technol. 2022, 118, 2059–2078. [Google Scholar] [CrossRef]
- Hung, W. Postprocessing of Additively Manufactured Metal Parts. J. Mater. Eng. Perform. 2021, 30, 6439–6460. [Google Scholar] [CrossRef]
- Ji, H.; Gupta, M.K.; Song, Q.; Cai, W.; Zheng, T.; Zhao, Y.; Liu, Z.; Pimenov, D.Y. Microstructure and machinability evaluation in micro milling of selective laser melted Inconel 718 alloy. J. Mater. Res. Technol. 2021, 14, 348–362. [Google Scholar] [CrossRef]
- Bonaiti, G.; Parenti, P.; Annoni, M.; Kapoor, S. Micro-milling Machinability of DED Additive Titanium Ti-6Al-4V. Procedia Manuf. 2017, 10, 497–509. [Google Scholar] [CrossRef]
- Laue, R.; Colditz, P.; Möckel, M.; Awiszus, B. Study on the Milling of Additive Manufactured Components. Metals 2022, 12, 1167. [Google Scholar] [CrossRef]
- Chernovol, N.; Sharma, A.; Tjahjowidodo, T.; Lauwers, B.; van Rymenant, P. Machinability of wire and arc additive manufactured components. CIRP J. Manuf. Sci. Technol. 2021, 35, 379–389. [Google Scholar] [CrossRef]
- ASTM A240/A240M-17; Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications. ASTM International: West Conshohocken, PA, USA, 2017. [CrossRef]
- ASTM B637-18; Specification for Precipitation-Hardening and Cold Worked Nickel Alloy Bars, Forgings, and Forging Stock for Moderate or High Temperature Service. ASTM International: West Conshohocken, PA, USA, 2023.
- ISO 8688-2:1989; Tool Life Testing in Milling—Part 2: End Milling. International Organization for Standardization: Geneva, Switzerland, 1989.
- Seco S.p.a. High Performance Machining Solid Carbide End Mills. Available online: https://www.secotools.com/article/p_02760834 (accessed on 12 July 2024).
- DIN EN ISO 6507-1:2018-07; Metallische Werkstoffe_-Härteprüfung nach Vickers_-Teil_1: Prüfverfahren (ISO_6507-1:2018). Deutsche Fassung EN_ISO_6507-1:2018. Beuth Verlag GmbH: Berlin, Germany, 2018.
- Czichos, H.; Habig, K.-H. Tribologie-Handbuch; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2020; ISBN 978-3-658-29483-0. [Google Scholar]
- Palmeira Belotti, L.; van Dommelen, J.; Geers, M.; Goulas, C.; Ya, W.; Hoefnagels, J. Microstructural characterisation of thick-walled wire arc additively manufactured stainless steel. J. Mater. Process. Technol. 2022, 299, 117373. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition [wt.%] | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Mn | P | S | Si | Cr | Ni | Nb + Ta | Co | Mo | Fe | |
| 304H [14] | 0.04–0.10 | ≤2.00 | ≤0.045 | ≤0.030 | ≤0.75 | 18.0–20.0 | 8.0–10.5 | - | - | - | Bal. |
| IN718 [15] | ≤0.08 | ≤0.35 | ≤0.015 | ≤0.015 | ≤0.35 | 17.0–21.0 | 50.0–55.0 | 4.75–5.50 | ≤1.0 | 2.8–3.3 | Bal. |
| Tool nr. | Tool Diameter [mm] | Number of Cutting Teeth | Corner Radius | Helix Angle | Tool Orthogonal Clearance | Tool Orthogonal Rake Angle | Coating |
| 1 | 6 | 4 | 0.5 | 35 | 9 | 11 | TiAlN+ TiAl |
| 2 | 6 | 4 | 0.3 | 44 | 9 | 14 | TiAlN |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sommer, K.; Pfennig, A.; Sammler, F.; Abdelmoula, M.; Kamerer, D.; Heiler, R. First Approach in Analysis of Tool Wear When Milling Additive Manufacturing (AM) Parts. Appl. Sci. 2024, 14, 6219. https://doi.org/10.3390/app14146219
Sommer K, Pfennig A, Sammler F, Abdelmoula M, Kamerer D, Heiler R. First Approach in Analysis of Tool Wear When Milling Additive Manufacturing (AM) Parts. Applied Sciences. 2024; 14(14):6219. https://doi.org/10.3390/app14146219
Chicago/Turabian StyleSommer, Konstantin, Anja Pfennig, Fiona Sammler, Mahmoud Abdelmoula, Denis Kamerer, and Roland Heiler. 2024. "First Approach in Analysis of Tool Wear When Milling Additive Manufacturing (AM) Parts" Applied Sciences 14, no. 14: 6219. https://doi.org/10.3390/app14146219
APA StyleSommer, K., Pfennig, A., Sammler, F., Abdelmoula, M., Kamerer, D., & Heiler, R. (2024). First Approach in Analysis of Tool Wear When Milling Additive Manufacturing (AM) Parts. Applied Sciences, 14(14), 6219. https://doi.org/10.3390/app14146219