
Vitreosity as a Major Grain Quality Indicator—Upgrading the Grain-Cutter Method with a New Blade

 ,
,  ,
,  ,
, 

Abstract
Featured Application
Abstract
1. Introduction
- (1)
- the yank has to be very forceful when analyzing vitreous wheat and thus a certain number of grains fall out of the wells on the cutting board. A certain number of irregularly shaped grains get crushed or broken which results in destroyed grain surface from which it is very hard to visually read the share of vitreous or mealy area. This particularly affects the DIA.
- (2)
- since great force is needed to cut the grains, very often the whole instrument gets twisted or moved due the moment of force. Placing it to its place requires additional time which prolongs the analysis.
2. Materials and Methods
2.1. Methodological Approach Based on New Design of Grain-Cutter Knife/Blade
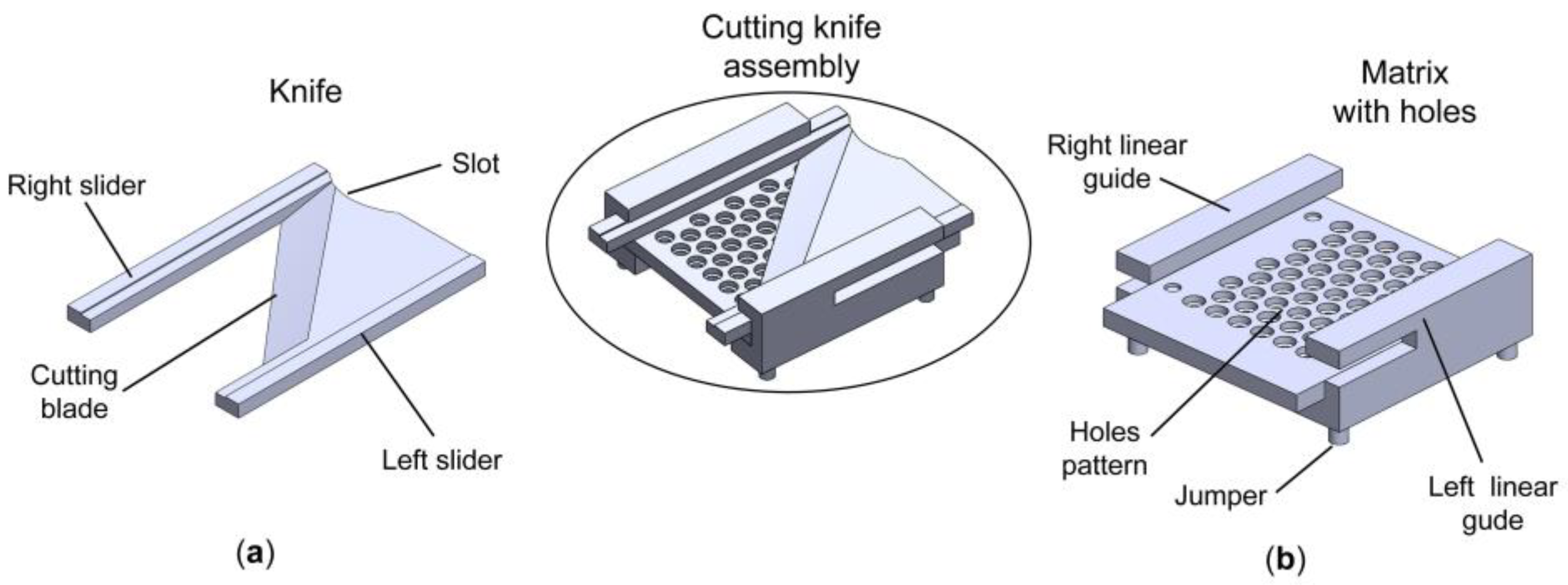
2.2. Proposed Design Solution of New Knife Implemented in Grain-Cutter
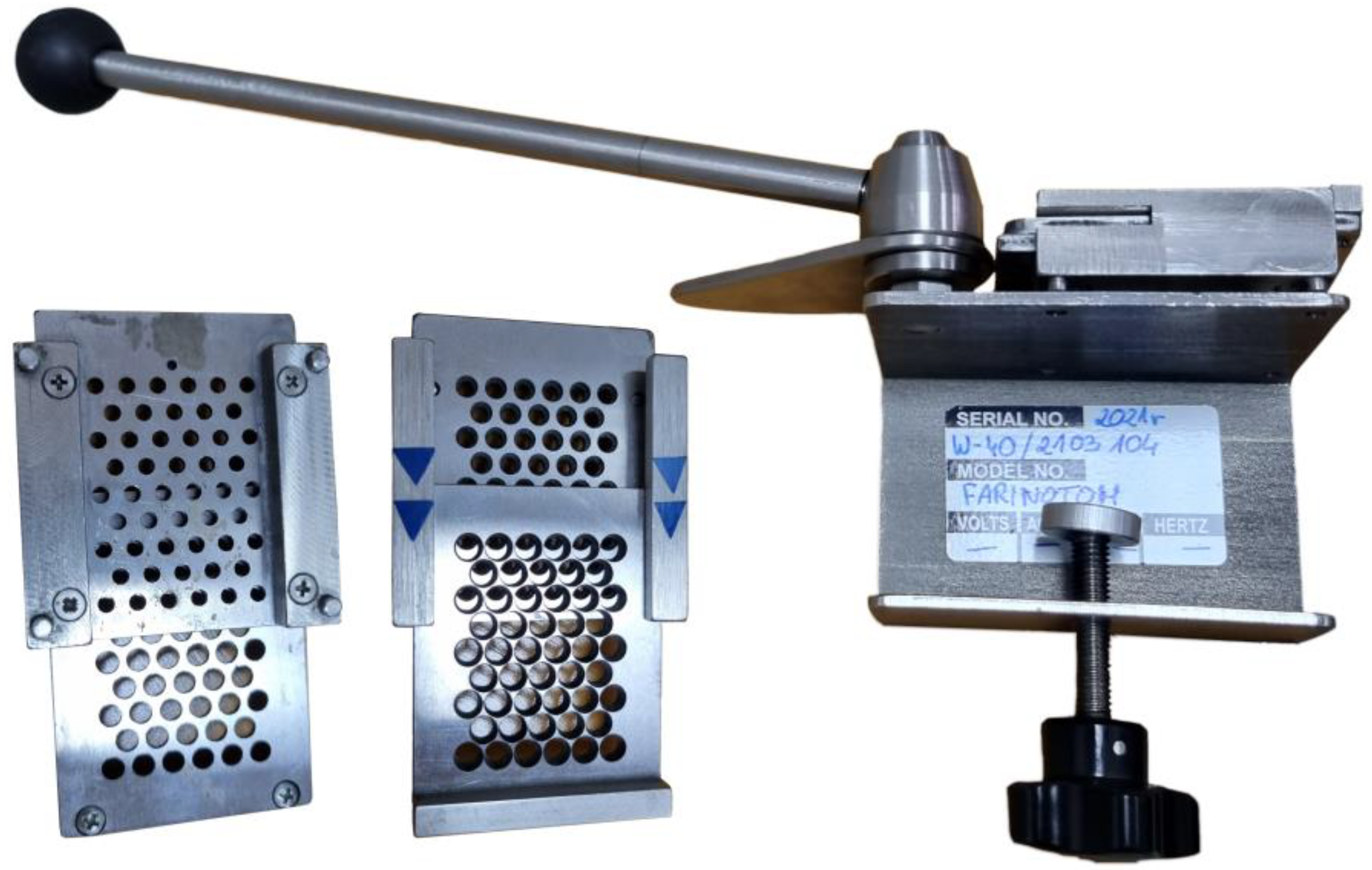
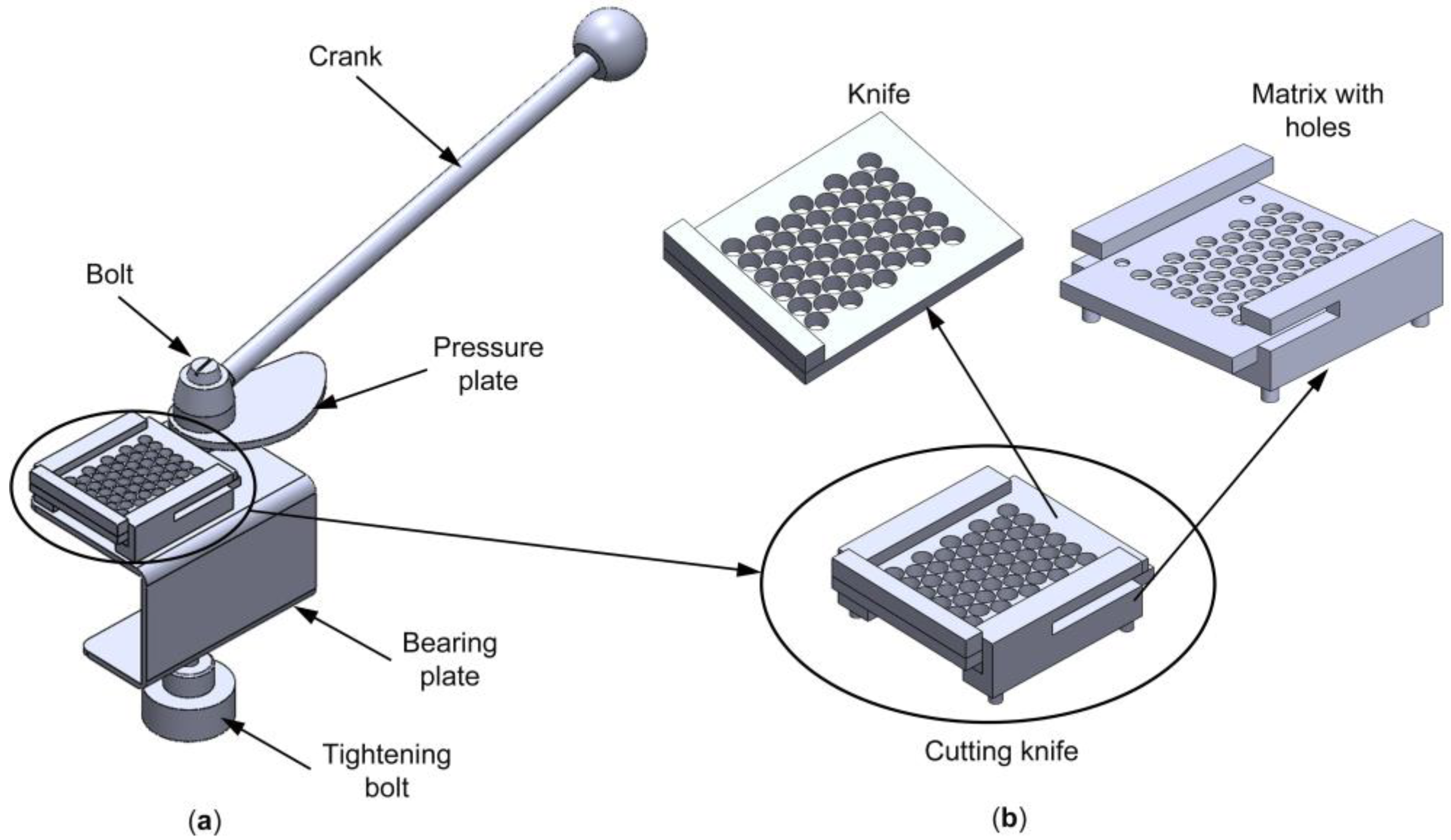
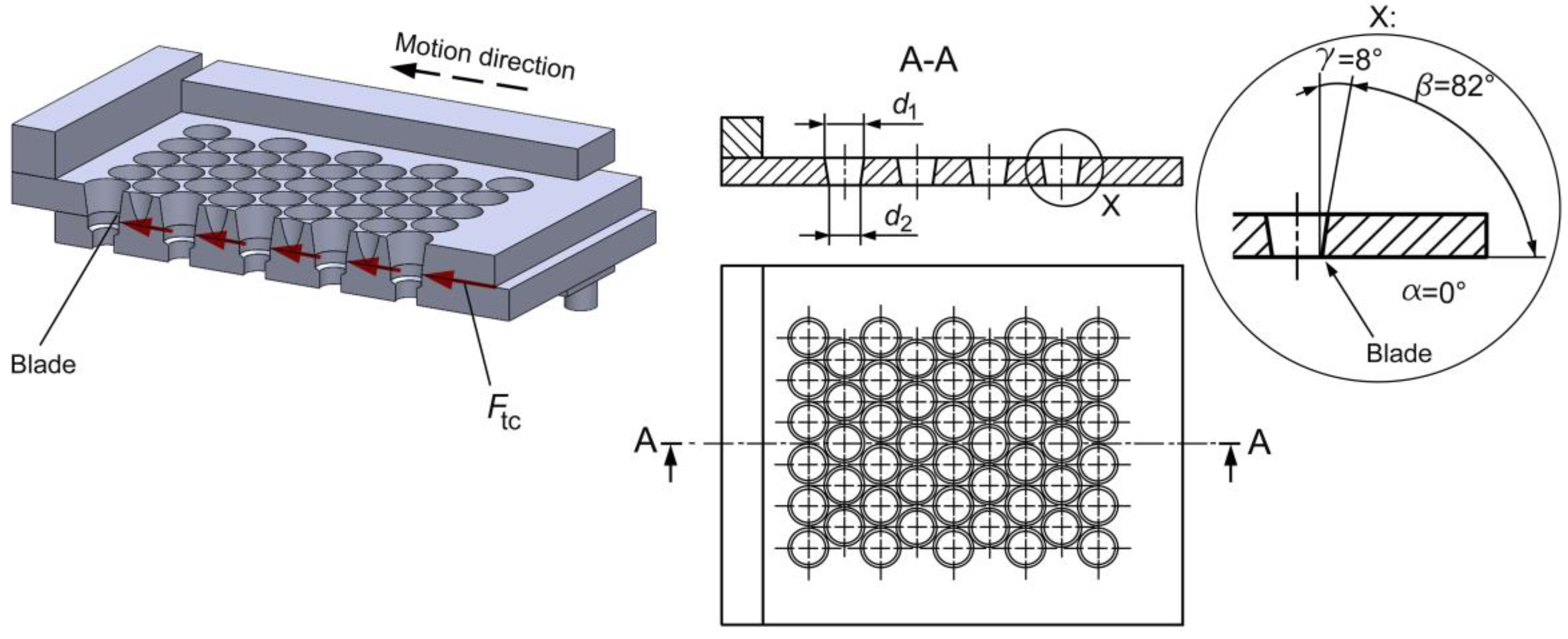
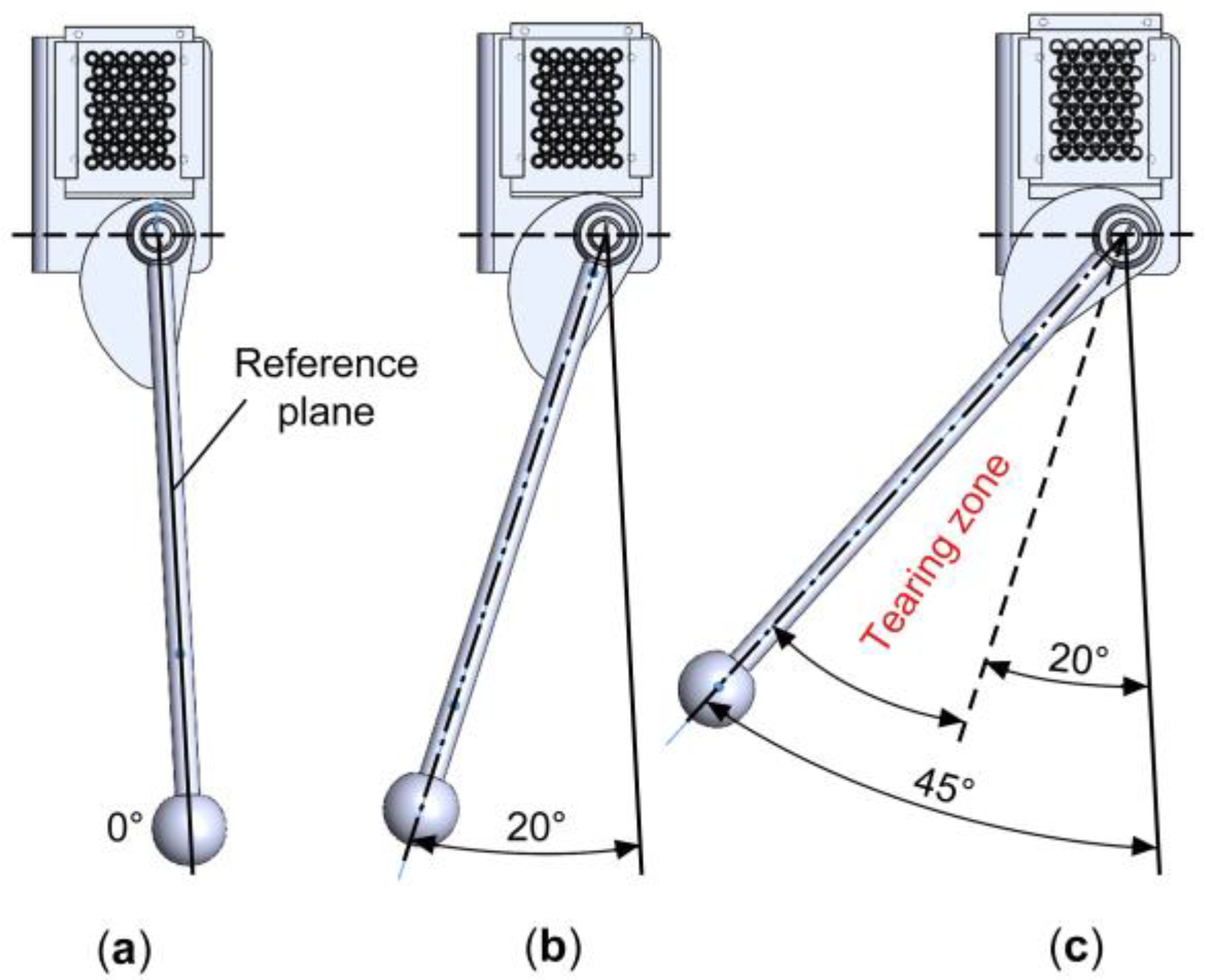
2.2.1. Analysis of the Existing Design Solution of a Commercial Knife for the Grain “Tearing”
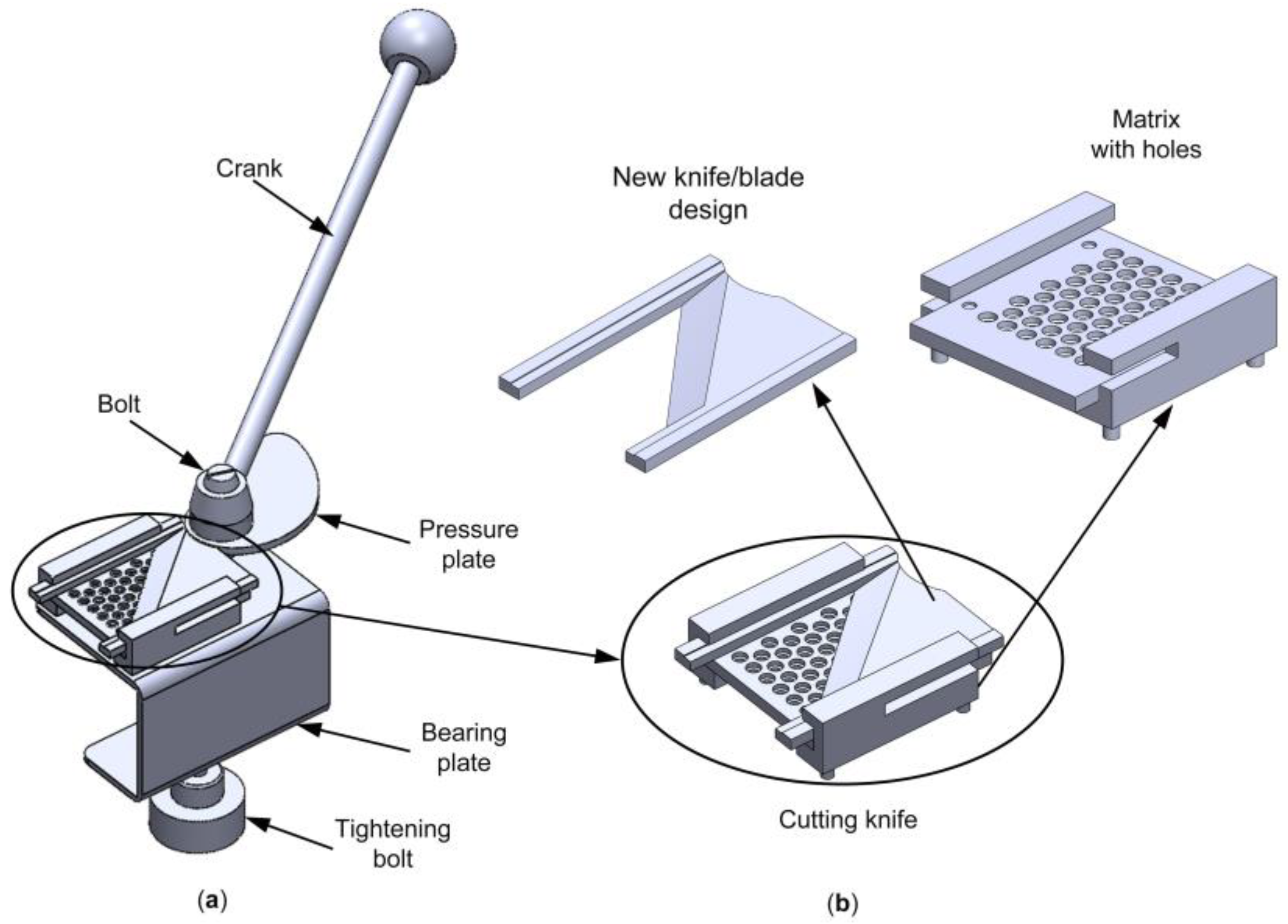
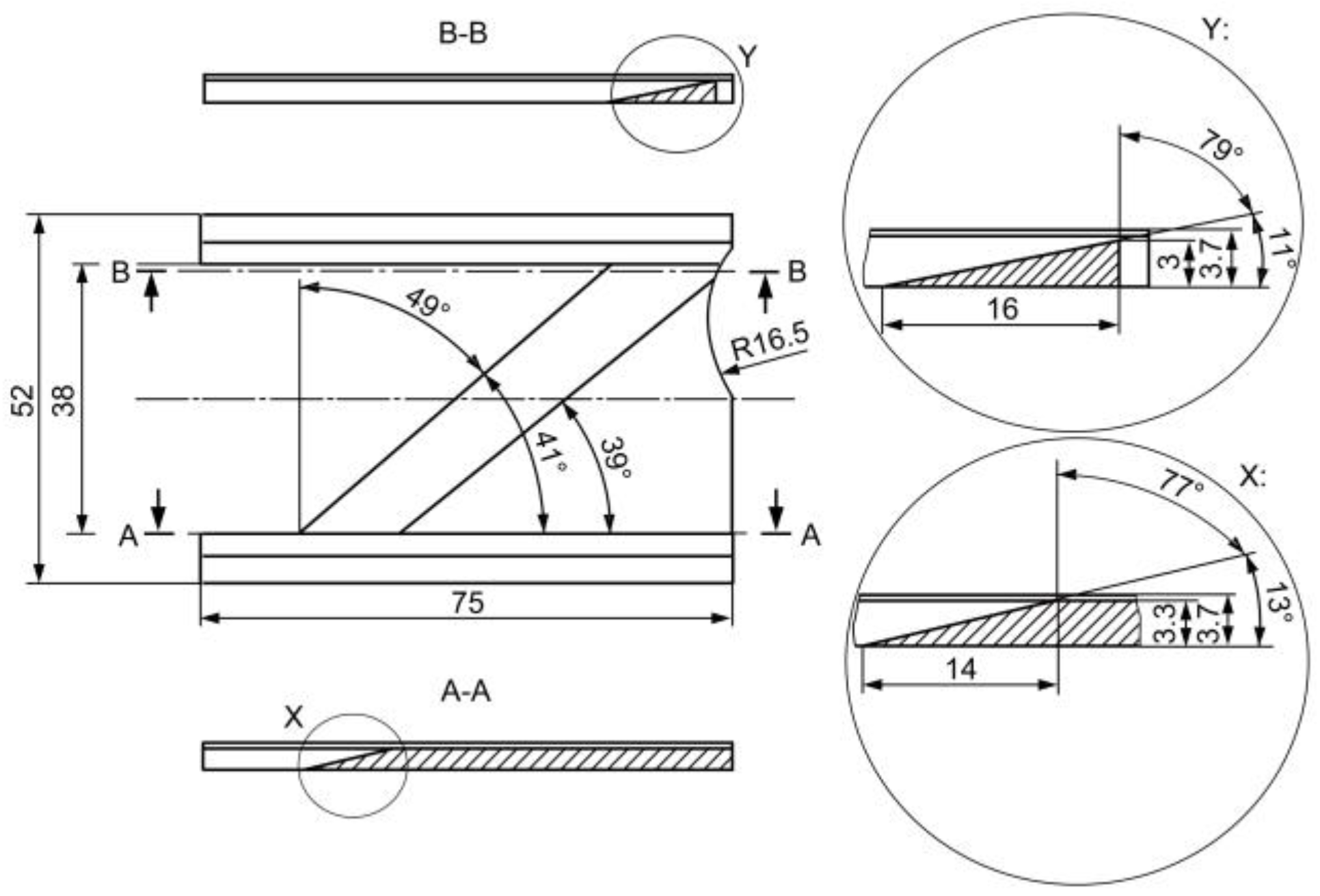
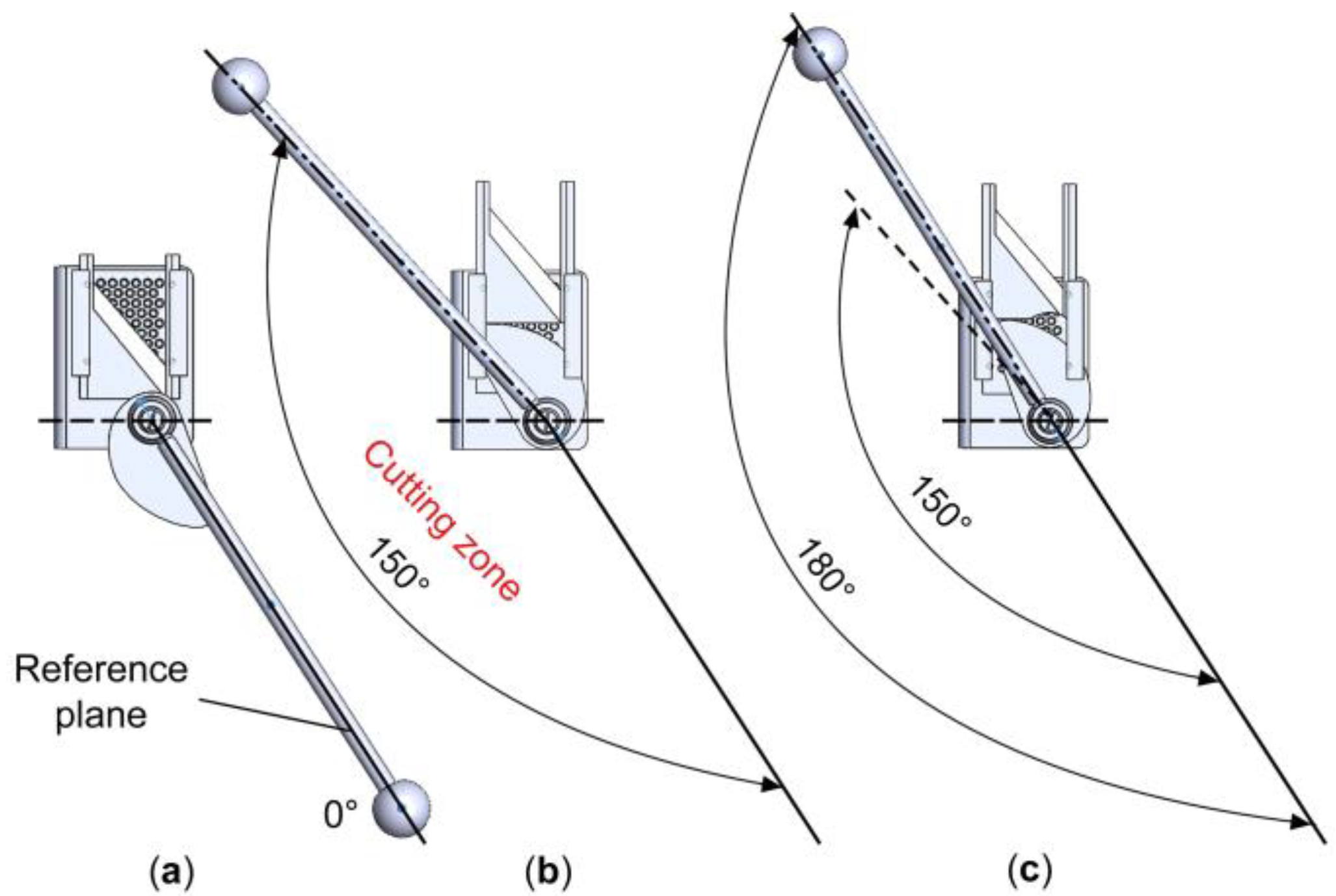
2.2.2. Proposed New Design Solution of the Knife/Blade for Grains “Cutting”
3. Results and Discussion
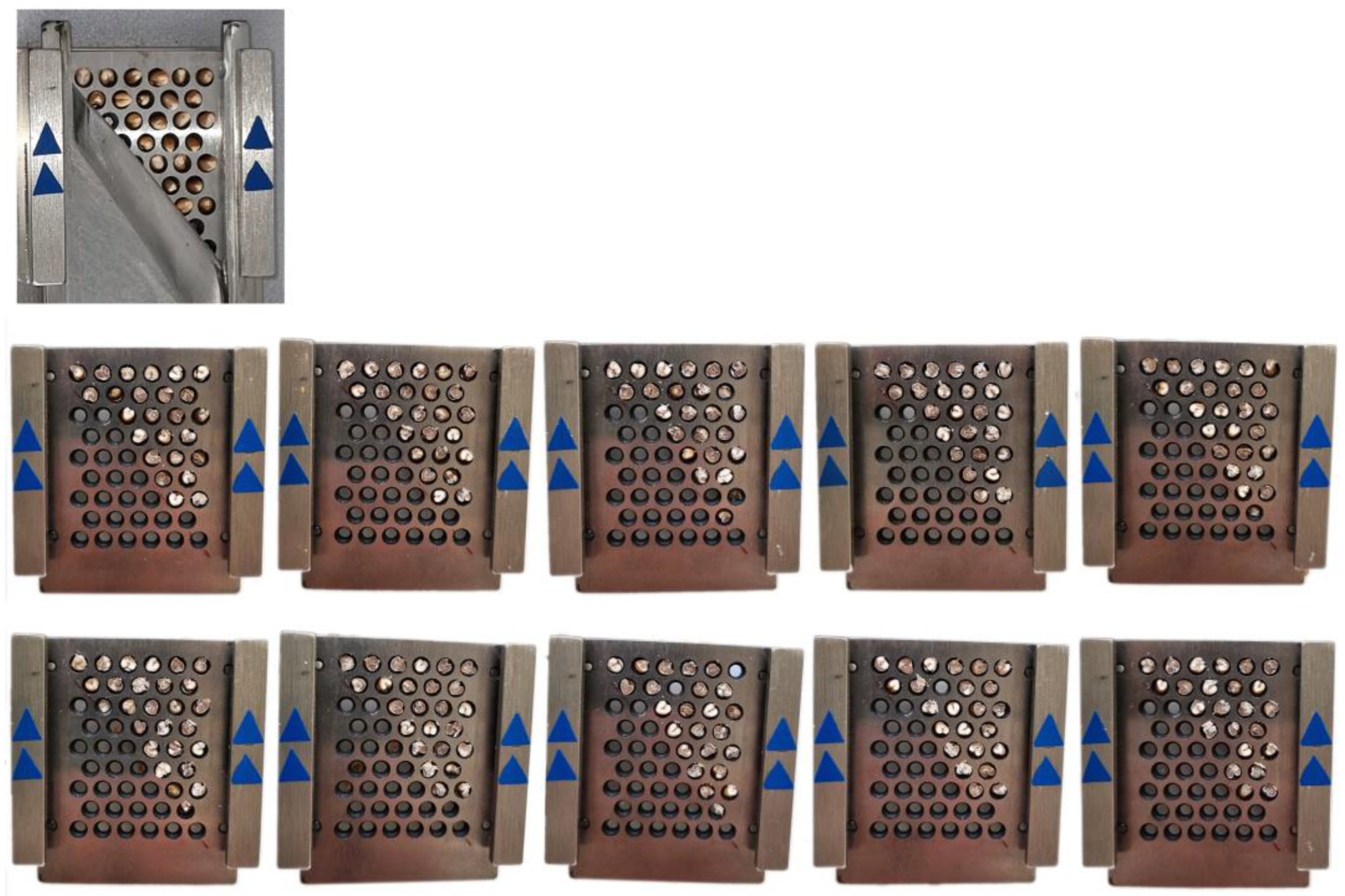
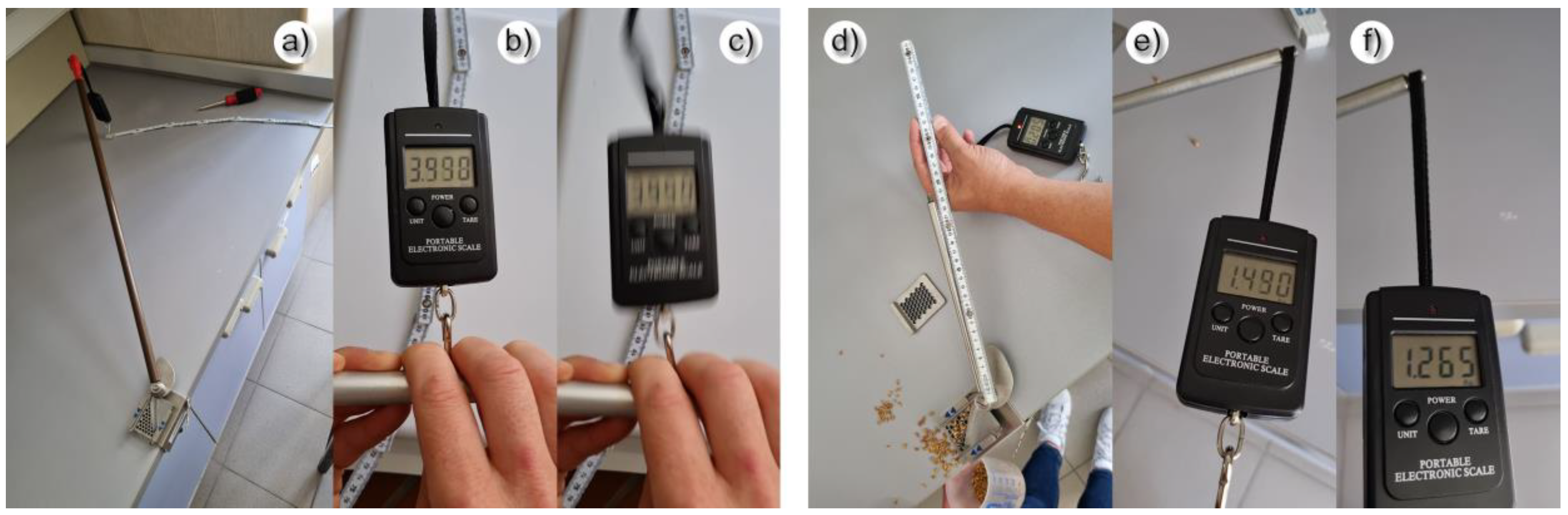
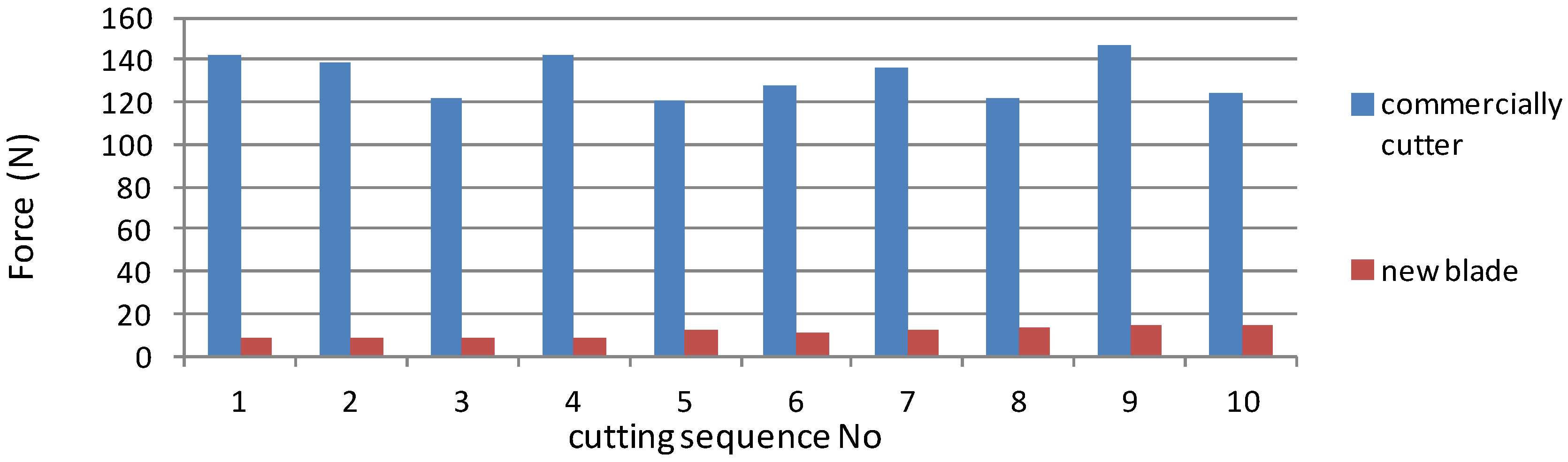
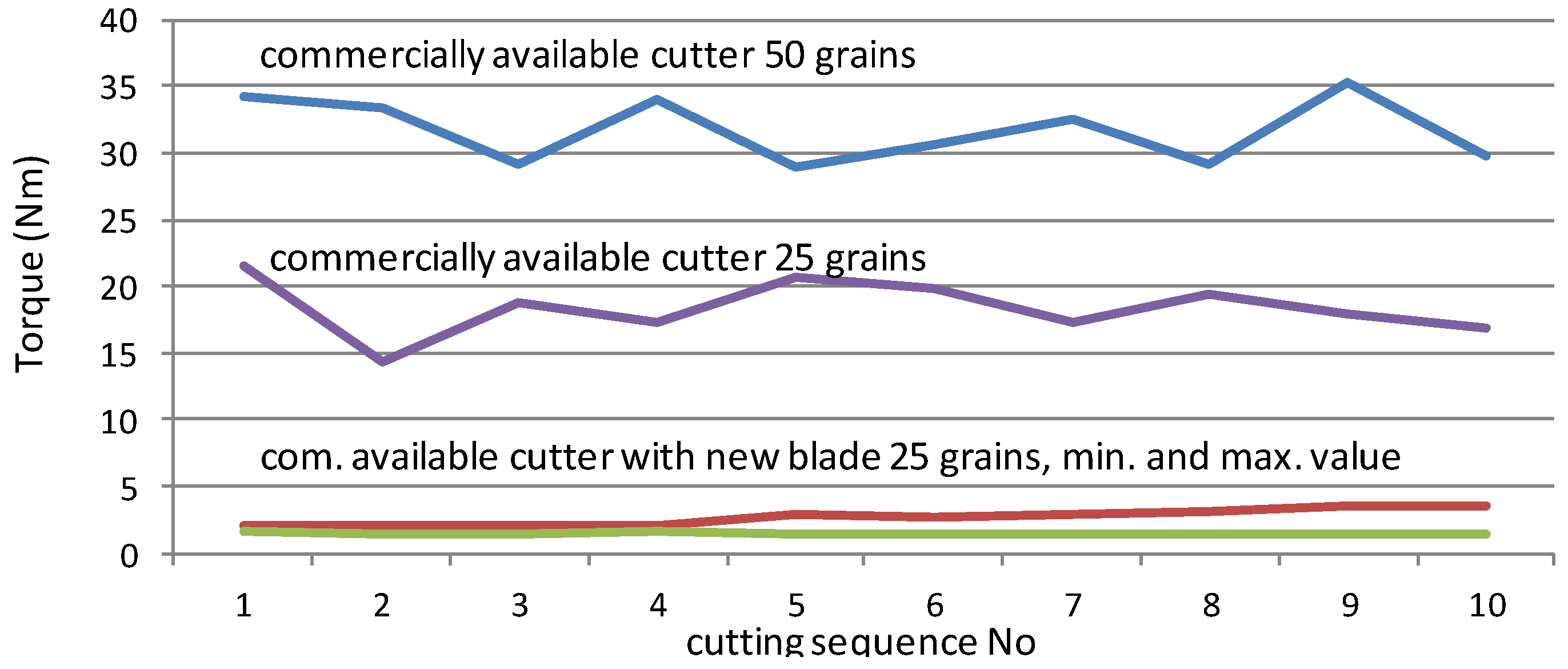
3.1. Results of the Grain Cutting with the Commercial Avialble Grain Cutter (Standard Knife) vs. the Improved Grain Cutter (New Knife)
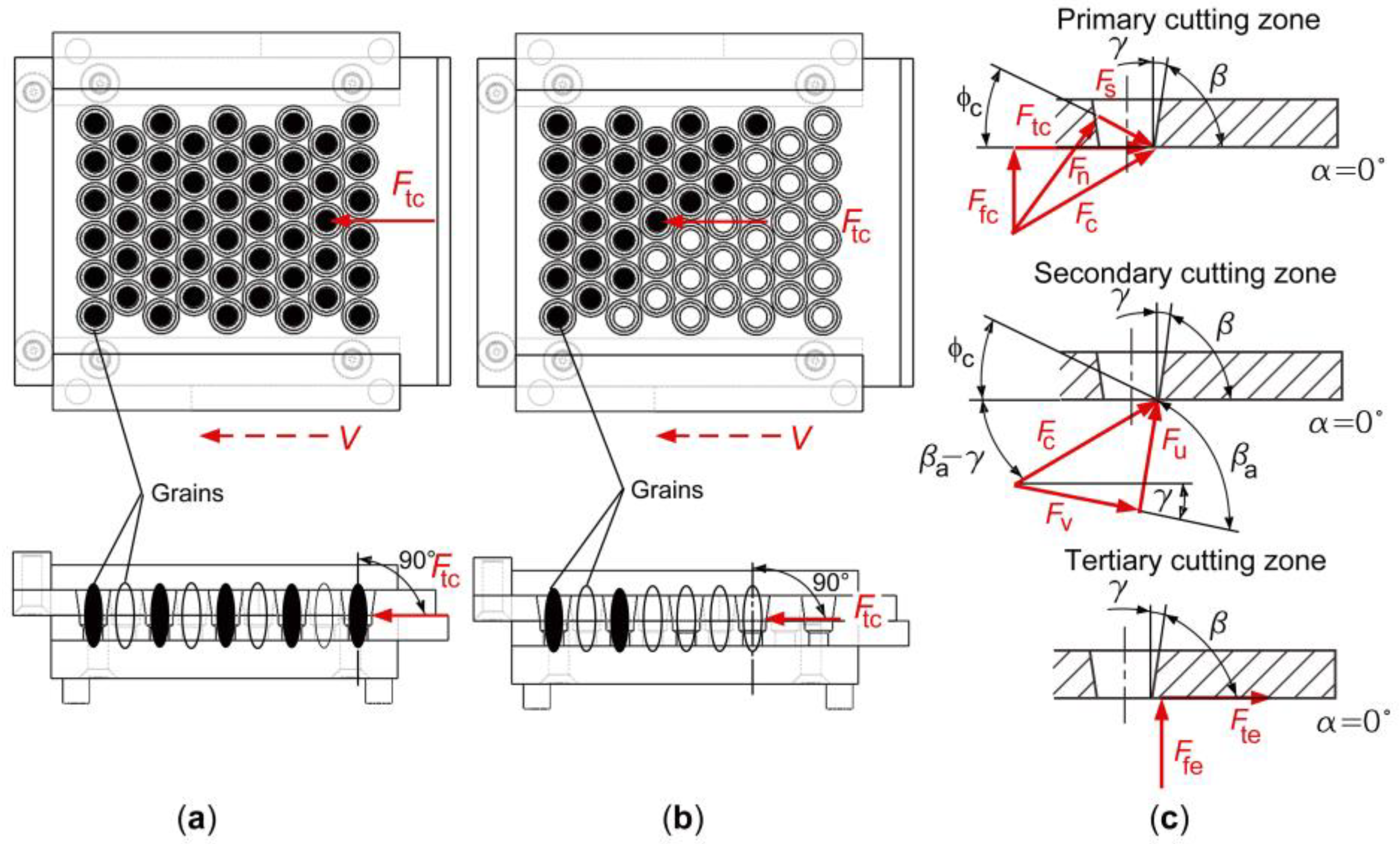
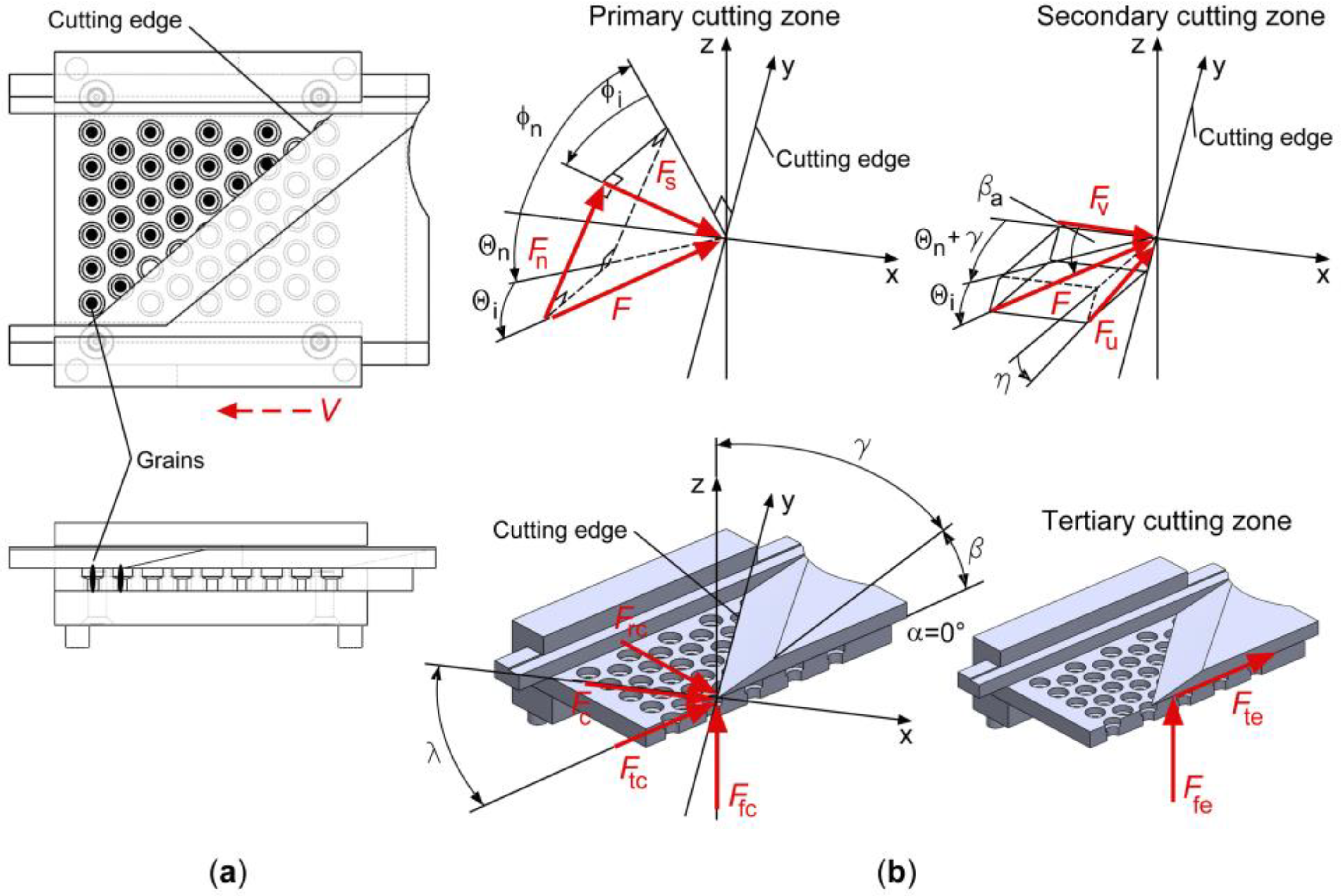
3.2. Analysis of “Tearing” and “Cutting” by Comparing Existing and New Design Solution of the Grain-Cutter Knife
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Samson, M.-F.; Mabille, F.; Chéret, R.; Abécassis, J.; Morel, M.-H. Mechanical and physicochemical characterization of vitreous and mealy durum wheat endosperm. Cereal Chem. 2005, 82, 81–87. [Google Scholar] [CrossRef]
- Dowell, F.E. Differentiating vitreous and nonvitreous durum wheat kernels by using near-infrared spectroscopy. Cereal Chem. 2000, 77, 155–158. [Google Scholar] [CrossRef]
- Dexter, J.E.; Williams, P.C.; Edwards, N.M.; Martin, D.G. The relationships between durum wheat vitreousness, kernel hardness and processing quality. J. Cereal Sci. 1988, 7, 169–181. [Google Scholar] [CrossRef]
- Dexter, J.E.; Marchylo, B.A.; MacGregor, A.W.; Tkachuk, R. The structure and protein composition of vitreous, piebald and starchy durum wheat kernels. J. Cereal Sci. 1989, 10, 19–32. [Google Scholar] [CrossRef]
- Pasha, I.; Anjum, M.F.; Morris, C.F. Grain Hardness: A Major Determinant of Wheat Quality. Food Sci. Technol. Int. 2010, 16, 511–522. [Google Scholar] [CrossRef] [PubMed]
- Bilgin, O.; Korkut, K.Z.; Baser, I.; Daglioglu, O.; Oztürk, I.; Balkan, A.; Kahraman, T. Variation and heritability for some semolina characteristics and grain yield and their relations in durum wheat (Triticum durum Desf.). World J. Agric. Sci. 2010, 6, 301–308. [Google Scholar]
- MEBAK (Middle European Brewing Analysis Commission), Band I and Band II. Brautechnische Analysenmethoden, 3rd ed. (4.1.3.5.1); Selbstverlag der MEBAK: Freising-Weihenstephan, Germany, 1997; pp. 64–66. [Google Scholar]
- Sieber, A.N.; Würschum, T.; Friedrich, C.; Longin, H. Vitreosity, its stability and relationship to protein content in duru wheat. J. Cereal Sci. 2015, 61, 71–77. [Google Scholar] [CrossRef]
- Dexter, J.E.; Edwards, N.M. The implications of frequently encountered grading factors on the processing quality of durum wheat. Tec. Molit. 2001, 52, 553–566. [Google Scholar]
- Baasandorj, T.; Ohm, J.B.; Simsek, S. Effect of dark, hard, and vitreous kernel content on protein molecular weight distribution and on milling and breadmaking quality characteristics for hard spring wheat samples from diverse growing regions. Cereal. Chem. 2015, 92, 570–577. [Google Scholar] [CrossRef]
- Konopka, I.; Tanska, M.; Konopk, S. Differences of Some Chemicals and Physical Properties of Winter Wheat Grain of Mealy and Vitreous Appearance. Cereal. Res. Commun. 2015, 43, 470–480. [Google Scholar] [CrossRef]
- International Association for Cereal Science and Technology (ICC). 129 Method for Determination of the Vitreousness of Durum Wheat; Quality Assurance and Safety of Crops & Foods ISSN 1757–8361; ICC—International Association for Cereal Science and Technology: Vienna, Austria, 1980. [Google Scholar]
- Branković, G.; Dodig, D.; Zorić, M.; Surlan-Momirović, G.; Dragičević, V.; Djurić, N. Effects of climatic factors on grain vitreousness stability and heritability in durum wheat. Turk. J. Agric. For. 2014, 38, 429–440. [Google Scholar] [CrossRef]
- Kaluđerski, G.; Filipović, N. Methods of Analysis Grain Quality; University of Novi Sad: Novi Sad, Serbia, 1998. [Google Scholar]
- Hoseney, R.C. Structure of cereals. In Principles of Cereal Sciences and Technology; Hoseney, R.C., Ed.; AACC: St. Paul, MN, USA, 1986; pp. 1–33. [Google Scholar]
- Jańczak-Pieniążek, M.; Buczek, J.; Kaszuba, J.; Szpunar-Krok, E.; Bobrecka-Jamro, D.; Jaworska, G. A comparative assessment of the baking quality of hybrid and population wheat cultivars. Appl. Sci. 2020, 10, 7104. [Google Scholar] [CrossRef]
- Altintas, Y. Manufacturing Automation, 2nd ed.; Cambridge University Press: New York, NY, USA, 2012. [Google Scholar]
- Guillemot, N.; Beaubier, B.; Braham, T.; Lartigue, C.; Billardon, R. A hybrid approach to predict residual stresses inducted by ball-end tool finishing milling of a bainitic steel. Adv. Mater. Res. 2011, 223, 391–400. [Google Scholar] [CrossRef]
- Stähl, J.E.; De Vos, P. Metal Cutting Theories in Practice; Seco: Lund-Fagersta, Sweden, 2014. [Google Scholar]
- Krustof, J. Berichte uber Betriebswissenschaftliche Arbeiten; VDI Verlag: Duesseldorf, Germany, 1939. [Google Scholar]
- Lee, E.H.; Shaffer, B.W. Theory of plasticity applied to the problem of machining. J. Appl. Mech. 1951, 18, 405–413. [Google Scholar] [CrossRef]
- Royer, R.; Laheurte, R.; Darnis, P.; Gérard, A.; Cahuc, O. Strain gradient plasticity theory applied to machining. In Proceedings of the 14th International Esaform Conference on Material Forming, Belfast, UK, 27–29 April 2011. [Google Scholar]
- Merchant, M.E. Mechanics of the metal cutting process. J. Appl. Phys. 1945, 16, 267–279. [Google Scholar] [CrossRef]
- DIN 17100-1980; Steel For General Structural Purposes. Quality Standard. Deutsche Normen: Sigmaringen, Germany, 1980.
- EN 10025-2: 2004; Part 2: Technical Delivery Conditions for Non-Alloy Structural Steels. European Commission: Brussels, Belgium, 2004.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | Ti | Mn | Cu | Cr | Zn | Ni | Co | Mo |
|---|---|---|---|---|---|---|---|---|---|
| % | 96.43 | 1.73 | 0.54 | 0.37 | 0.31 | 0.28 | 0.25 | 0.05 | 0.04 |
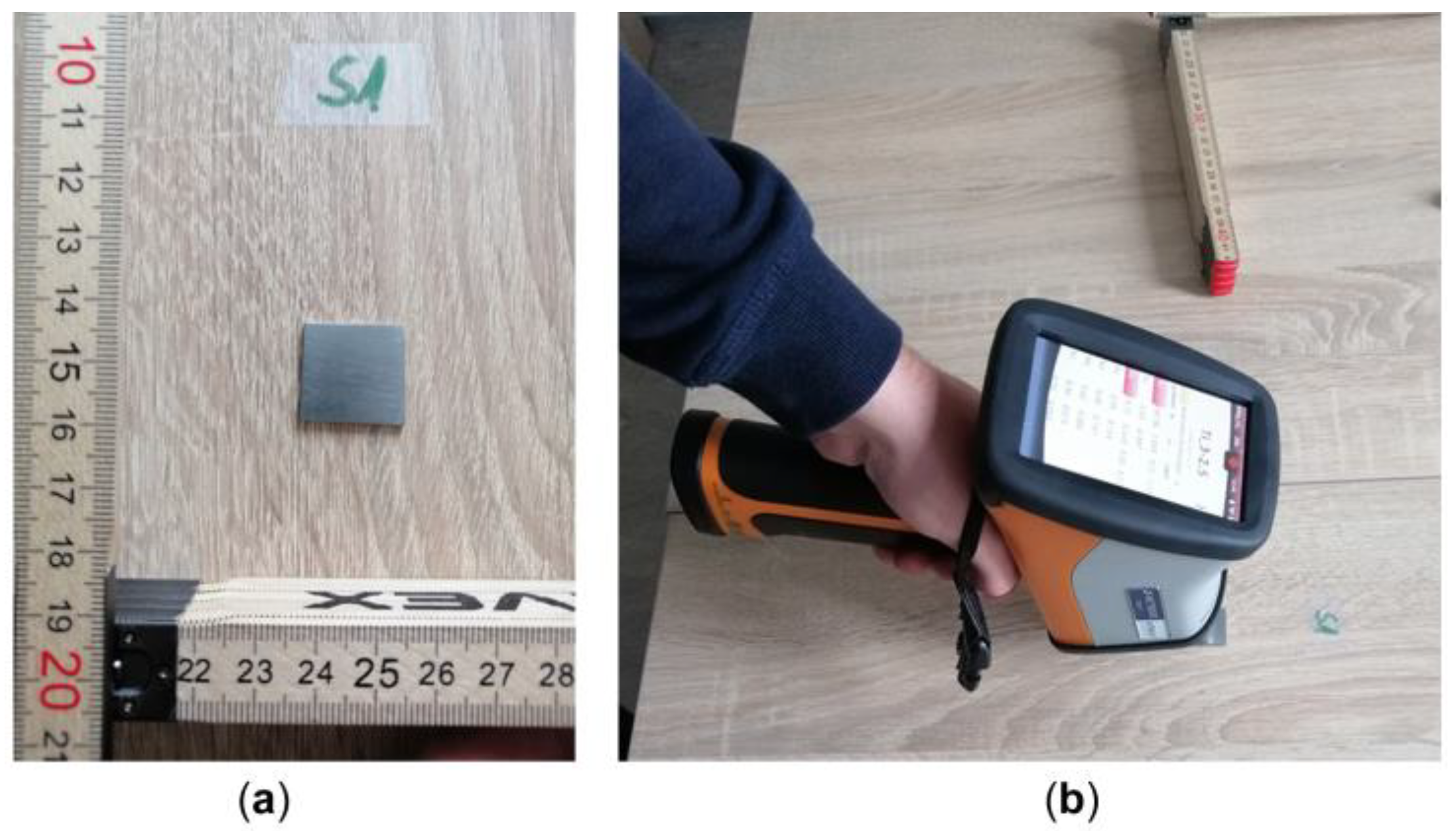
| Deviation, ± | 0.154 | 0.035 | 0.015 | 0.013 | 0.011 | 0.010 | 0.014 | 0.004 | 0.004 |
| Variety | Analysts | Total Vitreous Grain Cutter (New Knife) | Total Vitreous Grain Cutter (Standard Knife) |
|---|---|---|---|
| (%) | (%) | ||
| 1 | A | 48 | 40 |
| 1 | B | 47 | 43 |
| 1 | C | 49 | 37 |
| 2 | A | 68 | 50 |
| 2 | B | 66 | 52 |
| 2 | C | 69 | 46 |
| 3 | A | 64 | 40 |
| 3 | B | 61 | 43 |
| 3 | C | 63 | 36 |
| 4 | A | 56 | 52 |
| 4 | B | 53 | 55 |
| 4 | C | 55 | 47 |
| 5 | A | 52 | 60 |
| 5 | B | 51 | 52 |
| 5 | C | 50 | 63 |
| 6 | A | 65 | 46 |
| 6 | B | 64 | 50 |
| 6 | C | 62 | 40 |
| 7 | A | 51 | 56 |
| 7 | B | 54 | 50 |
| 7 | C | 55 | 61 |
| 8 | A | 59 | 58 |
| 8 | B | 60 | 50 |
| 8 | C | 57 | 62 |
| 9 | A | 52 | 56 |
| 9 | B | 54 | 58 |
| 9 | C | 54 | 51 |
| 10 | A | 38 | 44 |
| 10 | B | 37 | 39 |
| 10 | C | 40 | 49 |
| Variety | Total Vitreous Pohl’s Grain Cutter (New Knife) | Total Vitreous Pohl’s Grain Cutter (Standard Knife) |
|---|---|---|
| (%) | (%) | |
| 1 | 48.00 ± 1.00 | 40.00 ± 3.00 |
| 2 | 67.67 ± 1.53 | 49.33± 3.06 |
| 3 | 62.67 ± 1.53 | 39.67± 3.51 |
| 4 | 54.67± 1.53 | 39.62± 4.04 |
| 5 | 53.15± 1.00 | 46.92± 5.69 |
| 6 | 55.40± 1.53 | 37.27± 5.03 |
| 7 | 53.33± 2.08 | 55.67± 5.51 |
| 8 | 58.67± 1.53 | 56.67± 6.11 |
| 9 | 53.33± 1.55 | 55.00± 3.60 |
| 10 | 38.33± 1.53 | 44.00 ± 5.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mastanjević, K.; Habschied, K.; Dvojković, K.; Karakašić, M.; Glavaš, H. Vitreosity as a Major Grain Quality Indicator—Upgrading the Grain-Cutter Method with a New Blade. Appl. Sci. 2023, 13, 2655. https://doi.org/10.3390/app13042655
Mastanjević K, Habschied K, Dvojković K, Karakašić M, Glavaš H. Vitreosity as a Major Grain Quality Indicator—Upgrading the Grain-Cutter Method with a New Blade. Applied Sciences. 2023; 13(4):2655. https://doi.org/10.3390/app13042655
Chicago/Turabian StyleMastanjević, Krešimir, Kristina Habschied, Krešimir Dvojković, Mirko Karakašić, and Hrvoje Glavaš. 2023. "Vitreosity as a Major Grain Quality Indicator—Upgrading the Grain-Cutter Method with a New Blade" Applied Sciences 13, no. 4: 2655. https://doi.org/10.3390/app13042655
APA StyleMastanjević, K., Habschied, K., Dvojković, K., Karakašić, M., & Glavaš, H. (2023). Vitreosity as a Major Grain Quality Indicator—Upgrading the Grain-Cutter Method with a New Blade. Applied Sciences, 13(4), 2655. https://doi.org/10.3390/app13042655