
Study of Local Fatigue Methods (TCD, N-SIF, and ESED) on Notches and Defects Related to Numerical Efficiency


Abstract
Featured Application
Abstract
1. Introduction
2. Methodology
2.1. Analysis of Input Values for Local Fatigue Design Methods
2.1.1. Requirements for N-SIF Method
- Notch opening angle ,
- Notch radius ,
- Principal stress scalar at the evaluated defect contour edge point, as well as path values to calculate (in the case of a sharp notch assessment) and/or (for the blunt notch case).
2.1.2. Requirements for TCD Method
- Notch opening angle (depending on the evaluated arc-length sector),
- Notch radius ,
- Principal stress scalars along a path following the notch bisector and extending towards a macroscopic curvature orientation.
2.1.3. Requirements for ESED Method
- Notch opening angle (sharp notch or blunt notch case study),
- Notch radius (blunt notch only),
- Notch bisector vector (in the case of blunt notches, the center of the control volume is shifted by from the notch tip),
- Mesh-based evaluation of element cells within the control sphere, or cells across sphere boundary and their corresponding fractions.
2.2. Software Structure and Modularization
- Curvature assessment of planar defect.
- Computation of element cells within or across the control volume.
- Fatigue assessment by local approaches featuring N-SIF, TCD, and ESED methods.
3. Functionality of Key Modules
3.1. Completion of Model Based on Mesh Input
3.2. Curvature Computation
3.3. Control Volume Assessment
3.4. Local Fatigue Assessment
3.4.1. Notch Stress Intensity Factor
3.4.2. Theory of Critical Distances
3.4.3. Elastic Strain Energy Density
4. Discussion on Numerical Efficiency
5. Conclusions
- Notch stress intensity factor results using the computed boundary value are well-applicable, especially if the defect is evaluated as a blunt notch. A fine mesh-seed in the vicinity of the notch is encouraged in order to compute the boundary value by extrapolation. About three elements per length of critical radius are recommended.
- Fatigue results by evaluating the stress field according to the Theory of Critical Distances are applicable to both methods, although the stress values along the vector path are interpolated from the mesh.
- The elastic strain energy density evaluation is directly applicable to the sub-case approach. For the superposition method, the energy must be calculated from the transformed stress and strain tensor first. To obtain results with high accuracy, a mesh-seed value of about one-half to one-third of the control radius is sufficient.
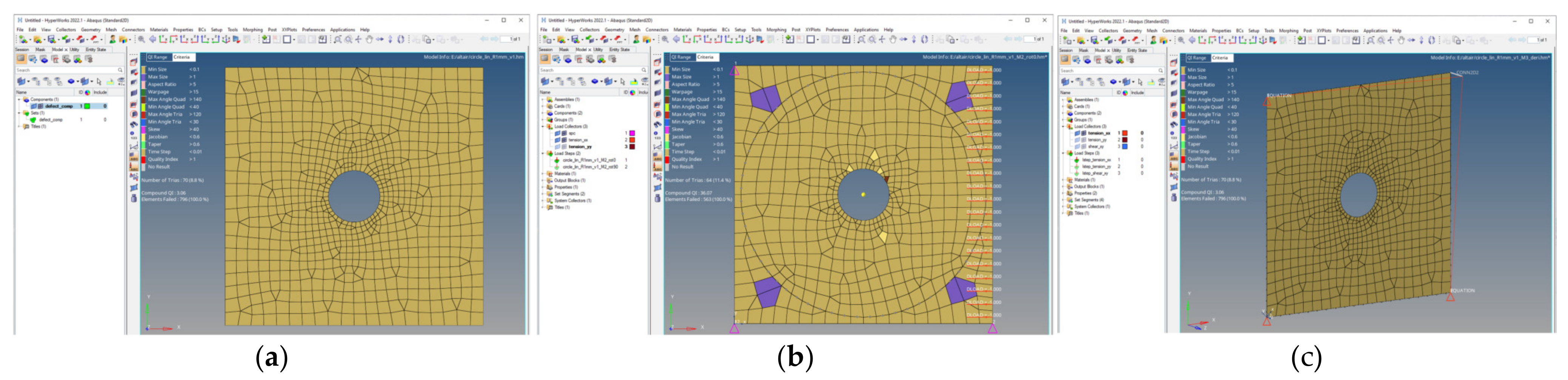
- The size of the surrounding bounding box of the input mesh should be about ten times the extent of the largest defect. The sub-case method splits the input model into a circular section, covering the corresponding defect geometries. The superposition method retains the initial mesh during evaluation.
- For planar models with mesh element count in the tens of thousands, the superposition method is more powerful, in terms of computation time. However, if the cell count is in the range of 100,000 or higher, the sub-case method is more applicable.
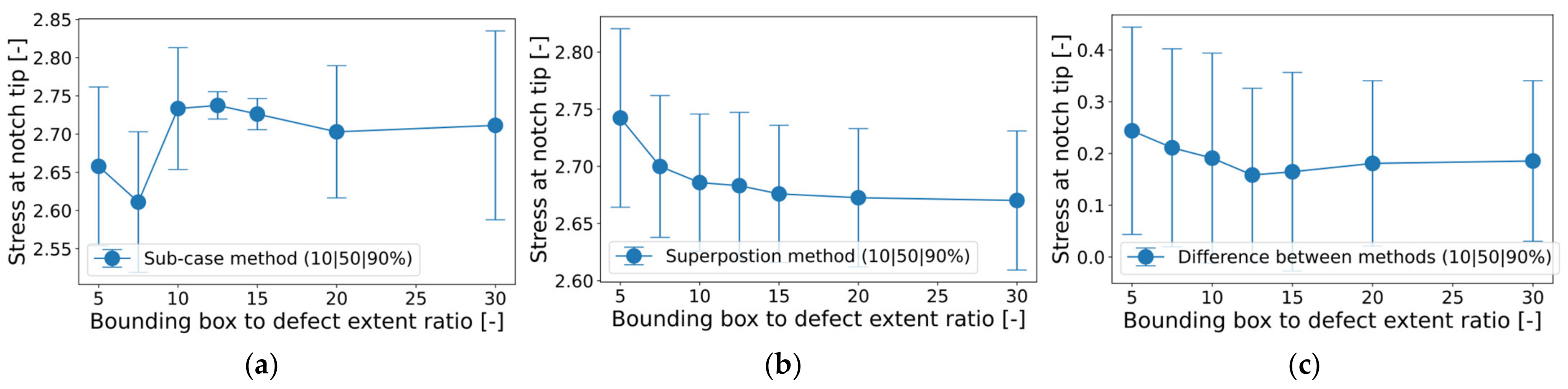
- If results with high accuracy are targeted, instead of minimizing the computation time, the sub-case method should be used for all fatigue approaches. The stress results obtained by the superposition method may differ by about 10–15%, depending on the evaluated notch geometry and mesh-seed. As the Point Method evaluates stress values at points away from the notch tip, the difference is less pronounced with this method. The same recommendations on method order hold true in the case of the elastic strain energy density approach, although the loss in accuracy with the superposition method is less pronounced compared to the sub-case method.
- The implemented methods are capable of evaluating not only a single pore, but also a network of pores concurrently. Thus, the imperfection distribution can be assessed efficiently.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Seeger, T.; Heuler, P. Generalized Application of Neuber’s Rule. J. Test. Eval. 1980, 8, 199–204. [Google Scholar] [CrossRef]
- Radaj, D.; Sonsino, C.M.; Fricke, W. Fatigue Assessment of Welded Joints by Local Approaches, 2nd ed.; Woodhead: Cambridge, UK, 2006; ISBN 9780849384516. [Google Scholar]
- Zhang, G. Method of effective stress for fatigue: Part I—A general theory. Int. J. Fatigue 2012, 37, 17–23. [Google Scholar] [CrossRef]
- Zhang, G.; Sonsino, C.M.; Sundermeier, R. Method of effective stress for fatigue: Part II—Applications to V-notches and seam welds. Int. J. Fatigue 2012, 37, 24–40. [Google Scholar] [CrossRef]
- Radaj, D.; Sonsino, C.M.; Fricke, W. Recent developments in local concepts of fatigue assessment of welded joints. Int. J. Fatigue 2009, 31, 2–11. [Google Scholar] [CrossRef]
- Remes, H. Strain-based approach to fatigue crack initiation and propagation in welded steel joints with arbitrary notch shape. Int. J. Fatigue 2013, 52, 114–123. [Google Scholar] [CrossRef]
- Vormwald, M. Effect of cyclic plastic strain on fatigue crack growth. Int. J. Fatigue 2016, 82, 80–88. [Google Scholar] [CrossRef]
- Atzori, B.; Lazzarin, P.; Tovo, R. Stress distributions for V-shaped notches under tensile and bending loads. Fatigue Fract. Eng. Mater. Struct. 1997, 20, 1083–1092. [Google Scholar] [CrossRef]
- Atzori, B. Cracks and notches: Analogies and differences of the relevant stress distributions and practical consequences in fatigue limit predictions. Int. J. Fatigue 2001, 23, 355–362. [Google Scholar] [CrossRef]
- Atzori, B.; Lazzarin, P. Notch Sensitivity and Defect Sensitivity under Fatigue Loading: Two Sides of the Same Medal. Int. J. Fract. 2001, 107, 1–8. [Google Scholar] [CrossRef]
- Atzori, B.; Lazzarin, P.; Meneghetti, G.; Buffière, J.Y.; Brune, M.; Morel, F.; Nadot, Y. A unifying approach to fatigue design in presence of defects and notches subject to uniaxial loading. MATEC Web Conf. 2014, 12, 9001. [Google Scholar] [CrossRef]
- Schuscha, M.; Horvath, M.; Leitner, M.; Stoschka, M. Notch Stress Intensity Factor (NSIF)-Based Fatigue Design to Assess Cast Steel Porosity and Related Artificially Generated Imperfections. Metals 2019, 9, 1097. [Google Scholar] [CrossRef]
- Schuscha, M.; Leitner, M.; Stoschka, M.; Pusterhofer, S.; Meneghetti, G. Numerical crack growth study on porosity afflicted cast steel specimens. Frat. Integr. Strutt. 2019, 13, 58–69. [Google Scholar] [CrossRef]
- Taylor, D. The theory of critical distances. Eng. Fract. Mech. 2008, 75, 1696–1705. [Google Scholar] [CrossRef]
- Susmel, L. The theory of critical distances: A review of its applications in fatigue. Eng. Fract. Mech. 2008, 75, 1706–1724. [Google Scholar] [CrossRef]
- Meneghetti, G.; Lazzarin, P. The Peak Stress Method for Fatigue Strength Assessment of welded joints with weld toe or weld root failures. Weld. World 2011, 55, 22–29. [Google Scholar] [CrossRef]
- Meneghetti, G.; Campagnolo, A.; Berto, F. Fatigue strength assessment of partial and full-penetration steel and aluminium butt-welded joints according to the peak stress method. Fatigue Fract. Eng. Mater. Struct. 2015, 38, 1419–1431. [Google Scholar] [CrossRef]
- Lazzarin, P.; Lassen, T.; Livieri, P. A notch stress intensity approach applied to fatigue life predictions of welded joints with different local toe geometry. Fatigue Fract. Eng. Mater. Struct. 2003, 26, 49–58. [Google Scholar] [CrossRef]
- Lazzarin, P.; Berto, F. Some Expressions for the Strain Energy in a Finite Volume Surrounding the Root of Blunt V-Notches. Int. J. Fract. 2005, 135, 161–185. [Google Scholar] [CrossRef]
- Lazzarin, P.; Berto, F. Control volumes and strain energy density under small and large scale yielding due to tension and torsion loading. Fatigue Fract. Eng. Mater. Struct. 2008, 31, 95–107. [Google Scholar] [CrossRef]
- Pittarello, L.; Campagnolo, A.; Berto, F. NSIFs estimation based on the averaged strain energy density under in-plane mixed mode loading. Procedia Struct. Integr. 2016, 2, 1829–1836. [Google Scholar] [CrossRef]
- Atzori, B.; Ricotta, M.; Meneghetti, G. Strain energy-and stress-based approaches revisited in notch fatigue of ductile steels. MATEC Web Conf. 2018, 165, 14009. [Google Scholar] [CrossRef]
- Beretta, S.; Murakami, Y. Statistical analysis of defects for fatigue strength prediction and quality control of materials. Fract. Eng. Mater. Struct. 1998, 21, 1049–1065. [Google Scholar] [CrossRef]
- Murakami, Y. Material defects as the basis of fatigue design. Int. J. Fatigue 2012, 41, 2–10. [Google Scholar] [CrossRef]
- Zerbst, U.; Madia, M.; Klinger, C.; Bettge, D.; Murakami, Y. Defects as a root cause of fatigue failure of metallic components. I: Basic aspects. Eng. Fail. Anal. 2019, 97, 777–792. [Google Scholar] [CrossRef]
- Tiryakioğlu, M. Relationship between Defect Size and Fatigue Life Distributions in Al-7 Pct Si-Mg Alloy Castings. Metall. Mater. Trans. A 2009, 40, 1623–1630. [Google Scholar] [CrossRef]
- Aigner, R.; Leitner, M.; Stoschka, M.; Hannesschläger, C.; Wabro, T.; Ehart, R. Modification of a Defect-Based Fatigue Assessment Model for Al-Si-Cu Cast Alloys. Materials 2018, 11, 2546. [Google Scholar] [CrossRef]
- Aigner, R.; Pusterhofer, S.; Pomberger, S.; Leitner, M.; Stoschka, M. A probabilistic Kitagawa-Takahashi diagram for fatigue strength assessment of cast aluminium alloys. Mater. Sci. Eng. A 2019, 745, 326–334. [Google Scholar] [CrossRef]
- Aigner, R.; Pomberger, S.; Leitner, M.; Stoschka, M. On the Statistical Size Effect of Cast Aluminium. Materials 2019, 12, 1578. [Google Scholar] [CrossRef]
- Susmel, L.; Askes, H.; Bennett, T.; Taylor, D. Theory of Critical Distances versus Gradient Mechanics in modelling the transition from the short to long crack regime at the fatigue limit. Fatigue Fract. Eng. Mater. Struct. 2013, 36, 861–869. [Google Scholar] [CrossRef]
- Susmel, L. A unifying approach to estimate the high-cycle fatigue strength of notched components subjected to both uniaxial and multiaxial cyclic loadings. Fatigue Fract. Eng. Mater. Struct. 2004, 27, 391–411. [Google Scholar] [CrossRef]
- El Haddad, M.H.; Smith, K.N.; Topper, T.H. Fatigue Crack Propagation of Short Cracks. J. Eng. Mater. Technol. 1979, 101, 42–46. [Google Scholar] [CrossRef]
- Kitagawa, H.; Takahashi, S. Applicability of fracture mechanics to very small cracks or the cracks in the early stage. In Proceedings of the Second International Conference on the Mechanical Behaviour of Materials, Boston, MA, USA, 6–20 August 1976; pp. 627–631. [Google Scholar]
- Maierhofer, J.; Gänser, H.-P.; Pippan, R. Modified Kitagawa–Takahashi diagram accounting for finite notch depths. Int. J. Fatigue 2015, 70, 503–509. [Google Scholar] [CrossRef]
- Susmel, L.; Taylor, D. A novel formulation of the theory of critical distances to estimate lifetime of notched components in the medium-cycle fatigue regime. Fatigue Fract. Eng. Mater. Struct. 2007, 30, 567–581. [Google Scholar] [CrossRef]
- Ciavarella, M. A simple approximate expression for finite life fatigue behaviour in the presence of ‘crack-like’ or ‘blunt’ notches. Fatigue Fract. Eng. Mater. Struct. 2012, 35, 247–256. [Google Scholar] [CrossRef]
- Susmel, L.; Taylor, D. A critical distance/plane method to estimate finite life of notched components under variable amplitude uniaxial/multiaxial fatigue loading. Int. J. Fatigue 2012, 38, 7–24. [Google Scholar] [CrossRef]
- Horvath, M. Fatigue Life Assessment of Imperfective Cast Steel Components in the Medium-Cycle Regime by Stress- And Energy-Based Concepts. In Proceedings of the 6th International Conference on Structural Integrity and Durability, ICSID 2022, Dubrovnik, Croatia, 20–23 September 2022. [Google Scholar]
- Williams, M.L. Stress Singularities Resulting from Various Boundary Conditions in Angular Corners of Plates in Extension. J. Appl. Mech. 1952, 19, 526–528. [Google Scholar] [CrossRef]
- Meneghetti, G.; Lazzarin, P. Significance of the elastic peak stress evaluated by FE analyses at the point of singularity of sharp V-notched components. Fatigue Fract. Eng. Mater. Struct. 2007, 30, 95–106. [Google Scholar] [CrossRef]
- Meneghetti, G.; Campagnolo, A.; Berto, F. Assessment of tensile fatigue limit of notches using sharp and coarse linear elastic finite element models. Theor. Appl. Fract. Mech. 2016, 84, 106–118. [Google Scholar] [CrossRef]
- Meneghetti, G.; Campagnolo, A.; Avalle, M.; Castagnetti, D.; Colussi, M.; Corigliano, P.; de Agostinis, M.; Dragoni, E.; Fontanari, V.; Frendo, F.; et al. Rapid evaluation of notch stress intensity factors using the peak stress method: Comparison of commercial finite element codes for a range of mesh patterns. Fatigue Fract. Eng. Mater. Struct. 2017, 19, 526. [Google Scholar] [CrossRef]
- Campagnolo, A.; Vecchiato, L.; Meneghetti, G. Multiaxial variable amplitude fatigue strength assessment of steel welded joints using the peak stress method. Int. J. Fatigue 2022, 163, 107089. [Google Scholar] [CrossRef]
- Vecchiato, L.; Campagnolo, A.; Meneghetti, G. The Peak Stress Method for fatigue lifetime assessment of fillet-welded attachments in steel subjected to variable amplitude in-phase multiaxial local stresses. Int. J. Fatigue 2023, 169, 107482. [Google Scholar] [CrossRef]
- Lazzarin, P.; Tovo, R. A unified approach to the evaluation of linear elastic stress fields in the neighborhood of cracks and notches. Int. J. Fract. 1996, 78, 3–19. [Google Scholar] [CrossRef]
- Lazzarin, P.; Tovo, R. A notch intensity factor approach to the stress analysis of welds. Fract. Eng. Mater. Struct. 1998, 21, 1089–1103. [Google Scholar] [CrossRef]
- Lazzarin, P.; Filippi, S. A generalized stress intensity factor to be applied to rounded V-shaped notches. Int. J. Solids Struct. 2006, 43, 2461–2478. [Google Scholar] [CrossRef]
- Lazzarin, P.; Berto, F. From Neuber’s Elementary Volume to Kitagawa and Atzori’s Diagrams: An Interpretation Based on Local Energy. Int. J. Fract. 2005, 135, 33–38. [Google Scholar] [CrossRef]
- Lazzarin, P.; Zambardi, R. A finite-volume-energy based approach to predict the static and fatigue behavior of components with sharp V-shaped notches. Int. J. Fract. 2001, 112, 275–298. [Google Scholar] [CrossRef]
- Radaj, D. State-of-the-art review on extended stress intensity factor concepts. Fatigue Fract. Eng. Mater. Struct. 2014, 37, 1–28. [Google Scholar] [CrossRef]
- Radaj, D. State-of-the-art review on the local strain energy density concept and its relation to the J-integral and peak stress method. Fatigue Fract. Eng. Mater. Struct. 2015, 38, 2–28. [Google Scholar] [CrossRef]
- Meneghetti, G.; Campagnolo, A.; Berto, F.; Atzori, B. Averaged strain energy density evaluated rapidly from the singular peak stresses by FEM: Cracked components under mixed-mode (I+II) loading. Theor. Appl. Fract. Mech. 2015, 79, 113–124. [Google Scholar] [CrossRef]
- Lazzarin, P.; Zambardi, R.; Livieri, P. Plastic notch stress intensity factors for large V-shaped notches under mixed load conditions. Int. J. Fract. 2001, 107, 361–377. [Google Scholar] [CrossRef]
- Lazzarin, P.; Zappalorto, M. Plastic notch stress intensity factors for pointed V-notches under antiplane shear loading. Int. J. Fract. 2008, 152, 1–25. [Google Scholar] [CrossRef]
- Lazzarin, P.; Zambardi, R. The Equivalent Strain Energy Density approach re-formulated and applied to sharp V-shaped notches under localized and generalized plasticity. Fatigue Fract. Eng. Mater. Struct. 2002, 25, 917–928. [Google Scholar] [CrossRef]
- Zappalorto, M.; Lazzarin, P. Strain energy-based evaluations of plastic notch stress intensity factors at pointed V-notches under tension. Eng. Fract. Mech. 2011, 78, 2691–2706. [Google Scholar] [CrossRef]
- Schuscha, M.; Leitner, M.; Stoschka, M.; Meneghetti, G. Local strain energy density approach to assess the fatigue strength of sharp and blunt V-notches in cast steel. Int. J. Fatigue 2020, 132, 105334. [Google Scholar] [CrossRef]
- Branco, R.; Costa, J.D.; Borrego, L.P.; Berto, F.; Razavi, S.; Macek, W. Comparison of different one-parameter damage laws and local stress-strain approaches in multiaxial fatigue life assessment of notched components. Int. J. Fatigue 2021, 151, 106405. [Google Scholar] [CrossRef]
- Li, X.-K.; Chen, S.; Zhu, S.-P.; Liao, D.; Gao, J.-W. Probabilistic fatigue life prediction of notched components using strain energy density approach. Eng. Fail. Anal. 2021, 124, 105375. [Google Scholar] [CrossRef]
- Branco, R.; Prates, P.; Costa, J.D.; Cruces, A.; Lopez-Crespo, P.; Berto, F. On the applicability of the cumulative strain energy density for notch fatigue analysis under multiaxial loading. Theor. Appl. Fract. Mech. 2022, 120, 103405. [Google Scholar] [CrossRef]
- Branco, R.; Martins, R.F.; Correia, J.; Marciniak, Z.; Macek, W.; Jesus, J. On the use of the cumulative strain energy density for fatigue life assessment in advanced high-strength steels. Int. J. Fatigue 2022, 164, 107121. [Google Scholar] [CrossRef]
- Chang, D.; Yang, X.; Peng, H.; Hou, J.; Zuo, H. A critical elastic strain energy storage-based concept for characterizing crack propagation in elastic–plastic materials. Eng. Fract. Mech. 2022, 264, 108335. [Google Scholar] [CrossRef]
- Li, J.; Wang, X.; Li, R.; Qiu, Y. Multiaxial fatigue life prediction for metals by means of an improved strain energy density-based critical plane criterion. Eur. J. Mech. A Solids 2021, 90, 104353. [Google Scholar] [CrossRef]
- Ren, Z.; Qin, X.; Zhang, Q.; Sun, Y. Multiaxial fatigue life prediction model based on an improved strain energy density criterion. Int. J. Press. Vessels Pip. 2022, 199, 104724. [Google Scholar] [CrossRef]
- Puri, G. Python Scripts for Abaqus: Learn by Example, 1st ed.; GB Books, Incr.: Hawthorne, CA, USA, 2011; ISBN 978-0-615520506. [Google Scholar]
- Horvath, M.; Stoschka, M.; Fladischer, S. Fatigue strength study based on geometric shape of bulk defects in cast steel. Int. J. Fatigue 2022, 163, 107082. [Google Scholar] [CrossRef]
- Gross, D.; Hauger, W.; Schröder, J.; Wall, W.A. Technische Mechanik; Springer: Berlin/Heidelberg, Germany, 2007; ISBN 978-3-540-70762-2. [Google Scholar]
- Kaszynski, A.; Derrick, J.; Correia, D.; Addy, D. pyansys/pymapdl: V0.60.3. 2021. Available online: https://zenodo.org/record/5726008#.Y-SbTi9By3A (accessed on 21 November 2022).
- Encyclopedia of Mathematics. Beta-Distribution. Available online: http://encyclopediaofmath.org/index.php?title=Beta-distribution&oldid=46045 (accessed on 21 November 2022).
- Gupta, A.K.; Nadarajah, S. Handbook of Beta Distribution and its Applications; Marcel Dekker: New York, NY, USA, 2004; ISBN 978-0824753962. [Google Scholar]
- Altair. HyperWorks: 2022.1. Available online: https://www.altair.com/hyperworks/ (accessed on 21 November 2022).
- Nussbaumer, A.; Grigoriou, V. Round robin on local stress evaluation for fatigue by various FEM software: XIII-2650-19-R1. In Proceedings of the 69th International Institute for Welding (IIW) Annual Assembly and International Conference, Melbourne, Australia, 10–15 July 2016. 17p. [Google Scholar]
- Altair. HyperMesh: 2022.1. Available online: https://www.altair.de/hypermesh/ (accessed on 21 November 2022).
- Altair. HyperView: 2022.1. Available online: https://www.altair.de/hyperview/ (accessed on 21 November 2022).
- Altair. Tcl/Tk Commands: 8.5.9. Available online: https://2021.help.altair.com/2021/hwdesktop/hwd/topics/reference/tcl/tcl_tk_syntax_r.htm (accessed on 21 November 2022).
- Jones, K.; Welch, B. Practical Programming in Tcl and Tk, 4th ed.; Prentice Hall: Hoboken, NJ, USA, 2003; ISBN 0-13-038560-3. [Google Scholar]
- Ousterhout, J.K. Tcl and the Tk Toolkit; Addison-Wesley: Boston, MA, USA, 2010; ISBN 978-0-321-33633-0. [Google Scholar]
- VecTcL: 0.3. Available online: https://github.com/auriocus/VecTcl (accessed on 21 November 2022).
- Altair. Compose: 2022.1. Available online: https://www.altair.com/compose (accessed on 21 November 2022).
- OpenMatrix: 1.0.10. Available online: https://github.com/OpenMatrixLanguage/OpenMatrix (accessed on 21 November 2022).
- Altair. Scripting Guide for the OpenMatrix Language: 2022.1. Available online: https://2021.help.altair.com/2021.2/compose/business/en_us/topics/language_guides/language_guide_intro_header_c.htm (accessed on 21 November 2022).
- Altair. Use OML Function in HyperWorks Products: 2022.1. Available online: https://2021.help.altair.com/2021.2/compose/business/en_us/topics/compose/using_oml_functions_in_hyperworks_products_r.htm#using_oml_functions_in_hyperworks_products_r (accessed on 21 November 2022).
- Altair. Templex Reference: 2022.1. Available online: https://2021.help.altair.com/2021/hwdesktop/hwd/topics/reference/templex/templex_overview_r.htm (accessed on 21 November 2022).
- Altair. Object Hierarchy: 2022.1. Overview of Object Hierarchy for HyperView, HyperGraph, HyperWorks Desktop, MotionView, MediaView and TextView. 2022. Available online: https://2021.help.altair.com/2021/hwdesktop/hwd/topics/reference/tcl/object_hierarchy_r.htm (accessed on 21 November 2022).
- Python 3.11.0 Documentation. Available online: https://docs.python.org/3/ (accessed on 21 November 2022).
- Hellmann, D. The Python 3 Standard Library by Example; Addison-Wesley: Boston, MA, USA, 2017; ISBN 9780134291055. [Google Scholar]
- Gorelick, M.; Ozsvald, I. High Performance Python: Practical Performant Programming for Humans, 2nd ed.; O’Reilly: Sebastopol, CA, USA, 2020; ISBN 1492055026. [Google Scholar]
- Brownlee, J. Python Multiprocessing Jump-Start: Develop Parallel Programs, Side-Step the GIL, and Use All CPU Cores; Python Concurrency Jump-Start Series; Super Fast Python Pty. Ltd.: Vermont, VIC, Australia, 2022; ISBN 979-8842924988. [Google Scholar]
- Altair. Compose-Usage Options: 2022.1. Business Edition. Available online: https://www.altair.com/compose-usage-options/ (accessed on 21 November 2022).
- The HDF Group. HDF5: 1.10.9. Available online: https://portal.hdfgroup.org/display/HDF5/HDF5 (accessed on 21 November 2022).
- Schroeder, W. The Visualization Toolkit: An Object-Oriented Approach to 3D Graphics, 4th ed.; Kitware: Clifton Park, NY, USA, 2006; ISBN 978-1-930934-19-1. [Google Scholar]
- Sullivan, B.; Kaszynski, A.; Koyama, T.; Deak, A.; MatthewFlam; Favelier, G.; Jones, J.; Chiu, P.; Mologni, R.; Larson, E.; et al. pyvista/pyvista: Release Notes-v0.37.0; Zenodo: Geneva, Switzerland, 2023. [Google Scholar] [CrossRef]
- Manfredo, P.D.C. Differential Geometry of Curves and Surfaces, Revised, 2nd ed.; Dover Publications Inc.: Mineola, NY, USA, 2016; ISBN 978-0-486-80699-0. [Google Scholar]
- Halimi, O.; Raviv, D.; Aflalo, Y.; Kimmel, R. Computable invariants for curves and surfaces. In Processing, Analyzing and Learning of Images, Shapes, and Forms: Part 2; Elsevier: Amsterdam, The Netherlands, 2019; pp. 273–314. ISBN 9780444641403. [Google Scholar]
- Batchelor, P. [vtkusers] Computing Curvature of a Surface. Available online: https://public.kitware.com/pipermail/vtkusers/2002-July/012198.html (accessed on 21 November 2022).
- Cohen-Steiner, D.; Morvan, J.-M. Restricted delaunay triangulations and normal cycle. In Proceedings of the Nineteenth Conference on Computational Geometry—SCG ‘03. The Nineteenth Conference on Computational Geometry, San Diego, CA, USA, 8–10 June 2003; Fortune, S., Ed.; ACM Press: New York, NY, USA, 2003; p. 312, ISBN 1581136633. [Google Scholar]
- VTK. vtkCurvatures Class Reference: 9.2.20221001. Available online: https://vtk.org/doc/nightly/html/classvtkCurvatures.html (accessed on 21 November 2022).
- Carlson, K.; Ou, S.; Harin, R.A.; Beckermann, C. Analysis of ASTM X-ray shrinkage rating for steel castings. In Proceedings of the 54th SFSA Technical and Operating Conference, Chicago, IL, USA, 7–11 December 2022; Steel Founder’s Society of America: Crystal Lake, IL, USA, 2000; p. 35. [Google Scholar]































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Notch Tip Radius | ||||
|---|---|---|---|---|
| Notch Tip Radius | ||
|---|---|---|
| Points on Ellipse | Extreme Arc-Lengths | Rc | Semi-Major Axis Radius | Semi-Minor Axis Radius |
|---|---|---|---|---|
| 50 | 65 µm/251 µm | 0.190 mm 1 | 6.97 mm | 0.65 mm |
| 0.251 mm | 6.69 mm | 0.65 mm | ||
| 0.065 mm | 7.59 mm | 0.83 mm | ||
| 100 | 32 µm/126 µm | 0.190 mm 1 | 7.37 mm | 0.34 mm |
| 0.126 mm | 7.75 mm | 0.34 mm | ||
| 0.032 mm | 7.91 mm | 0.37 mm | ||
| 200 | 16 µm/63 µm | 0.190 mm 1 | 7.96 mm | 0.22 mm |
| 0.063 mm | 7.98 mm | 0.20 mm | ||
| 0.016 mm | 7.23 mm | 0.22 mm | ||
| 400 | 8 µm/31 µm | 0.190 mm 1 | 7.21 mm | 0.16 mm |
| 0.031 mm | 7.99 mm | 0.16 mm | ||
| 0.008 mm | 7.99 mm | 0.15 mm |
| Points on Circle | Average Mesh-Seed | Sharp Notch Study 1 | Blunt Notch Study 1 |
|---|---|---|---|
| 42 | 0.15 mm | 0.062 mm² | 0.185 mm² |
| 78 | 0.10 mm | 0.061 mm² | 0.183 mm² |
| 98 | 0.08 mm | 0.061 mm² | 0.185 mm² |
| 131 | 0.06 mm | 0.060 mm² | 0.186 mm² |
| 196 | 0.04 mm | 0.060 mm² | 0.185 mm² |
| 392 | 0.02 mm | 0.060 mm² | 0.187 mm² |
| Evaluation Method | Max Notch Tip Stress | Exceedance Limit 97.5% 1 | |
|---|---|---|---|
| 3° | Sub-case (M2) | 2.91 MPa | 2.67 MPa/0.07 MPa |
| Superposition (M3) | 2.86 MPa | 2.74 MPa/0.05 MPa | |
| 5° | Sub-case (M2) | 2.91 MPa | 2.67 MPa/0.07 MPa |
| Superposition (M3) | 2.86 MPa | 2.74 MPa/0.05 MPa | |
| 10° | Sub-case (M2) | 2.90 MPa | 2.67 MPa/0.06 MPa |
| Superposition (M3) | 2.85 MPa | 2.71 MPa/0.07 MPa | |
| 15° | Sub-case (M2) | 2.90 MPa | 2.67 MPa/0.06 MPa |
| Superposition (M3) | 2.86 MPa | 2.70 MPa/0.07 MPa | |
| 30° | Sub-case (M2) | 2.90 MPa | 2.68 MPa/0.06 MPa |
| Superposition (M3) | 2.82 MPa | 2.74 MPa/0.05 MPa |
| Evaluation Method | Max Notch Tip Stress | Exceedance Limit 97.5% 1 | |
|---|---|---|---|
| 3° | Sub-case (M2) | 8.18 MPa | 4.58 MPa/2.04 MPa |
| Superposition (M3) | 8.06 MPa | 4.96 MPa/2.21 MPa | |
| 5° | Sub-case (M2) | 8.18 MPa | 4.59 MPa/2.05 MPa |
| Superposition (M3) | 8.03 MPa | 4.96 MPa/2.21 MPa | |
| 10° | Sub-case (M2) | 8.13 MPa | 4.59 MPa/2.04 MPa |
| Superposition (M3) | 8.02 MPa | 4.97 MPa/2.21 MPa | |
| 15° | Sub-case (M2) | 8.18 MPa | 4.58 MPa/2.04 MPa |
| Superposition (M3) | 8.02 MPa | 4.98 MPa/2.21 MPa | |
| 30° | Sub-case (M2) | 7.60 MPa | 4.57 MPa/2.05 MPa |
| Superposition (M3) | 8.02 MPa | 4.97 MPa/2.25 MPa |
| Evaluation Method | Max notch Tip Stress | Exceedance Limit 97.5% 1 | |
|---|---|---|---|
| 3° | Sub-case (M2) | 6.80 MPa | 4.03 MPa/1.04 MPa |
| Superposition (M3) | 6.89 MPa | 4.20 MPa/1.07 MPa | |
| 5° | Sub-case (M2) | 6.79 MPa | 4.03 MPa/1.04 MPa |
| Superposition (M3) | 6.89 MPa | 4.21 MPa/1.08 MPa | |
| 10° | Sub-case (M2) | 6.79 MPa | 4.03 MPa/1.04 MPa |
| Superposition (M3) | 6.89 MPa | 4.21 MPa/1.08 MPa | |
| 15° | Sub-case (M2) | 6.79 MPa | 4.02 MPa/1.06 MPa |
| Superposition (M3) | 6.85 MPa | 4.24 MPa/1.05 MPa | |
| 30° | Sub-case (M2) | 6.79 MPa | 4.03 MPa/1.00 MPa |
| Superposition (M3) | 6.62 MPa | 4.20 MPa/0.97 MPa |
| Evaluation of * | Cell Edge Length | |||
|---|---|---|---|---|
| sharp notch | 0.058 mm³ | 30 | ~45 µm | |
| blunt notch | 0.183 mm³ | 88 | ~45 µm |
| Points on Circle | Average Mesh-Seed | ||
|---|---|---|---|
| 42 | 0.15 mm | ||
| 78 | 0.10 mm | ||
| 98 | 0.08 mm | ||
| 131 | 0.06 mm | ||
| 196 | 0.04 mm | ||
| 392 | 0.02 mm |
| Input Mesh | Method # | Overall | Curvature | Cell Fractions | # Vertices | # Elements |
|---|---|---|---|---|---|---|
| circle_lin_ R1mm_v1 | 1 * | 15 s | 2 s | 5 s | 42 | 796 |
| 2 | 14 s | 2 s | 4 s | 42 | 442 | |
| 3 | 15 s | 2 s | 5 s | 42 | 796 | |
| ellipsis_ lin_rot0deg_v1 | 1 * | 65 s | 9 s | 47 s | 100 | 4770 |
| 2 | 40 s | 9 s | 23 s | 100 | 1603 | |
| 3 | 65 s | 9 s | 47 s | 100 | 4770 | |
| defect_elongated_ lin_v1 | 1 * | 155 s | 25 s | 120 s | 178 | 7954 |
| 2 | 108 s | 24 s | 72 s | 178 | 3535 | |
| 3 | 155 s | 25 s | 120 s | 178 | 7954 | |
| circle_fine_ lin_R1mm | 1 * | 992 s | 118 s | 850 s | 400 | 20,093 |
| 2 | 469 s | 118 s | 335 s | 400 | 6533 | |
| 3 | 992 s | 118 s | 850 s | 400 | 20,093 | |
| defect_elongated_ fine_lin_v1 | 1 * | 1460 s | 95 s | 1320 s | 356 | 31,656 |
| 2 | 618 s | 93 s | 504 s | 356 | 13,519 | |
| 3 | 1460 s | 95 s | 1320 s | 356 | 31,656 |
| Input Mesh | Method # | Overall | Derive Sub-Cases | Animation | Odb2Mat | Local Fatigue Assessment |
|---|---|---|---|---|---|---|
| circle_lin_ R1mm_v1 | 1 * | 21 s | 0 s | 1 s | 4 s | 16 s |
| 2 | 9 s | 0 s | 1 s | 4 s | 3 s | |
| 3 | 24 s | 3 s | 3 s | 1 s | 16 s | |
| ellipsis_ lin_rot0deg_v1 | 1 * | 73 s | 0 s | 1 s | 5 s | 67 s |
| 2 | 33 s | 0 s | 1 s | 5 s | 26 s | |
| 3 | 76 s | 4 s | 3 s | 1 s | 67 s | |
| defect_elongated_ lin_v1 | 1 * | 148 s | 0 s | 1 s | 5 s | 142 s |
| 2 | 95 s | 0 s | 1 s | 5 s | 88 s | |
| 3 | 151 s | 5 s | 3 s | 1 s | 142 s | |
| circle_fine_ lin_R1mm | 1 * | 536 s | 0 s | 1 s | 7 s | 528 s |
| 2 | 169 s | 0 s | 1 s | 7 s | 161 s | |
| 3 | 539 s | 5 s | 5 s | 1 s | 528 s | |
| defect_elongated_ fine_lin_v1 | 1 * | 740 s | 0 s | 1 s | 8 s | 731 s |
| 2 | 271 s | 0 s | 1 s | 8 s | 260 s | |
| 3 | 746 s | 7 s | 7 s | 1 s | 731 s |
| Input Mesh | Method # | Overall (SP/MP **) | Pre-Processing (SP/MP **) | Solving *** | Post-Processing (SP/MP **) |
|---|---|---|---|---|---|
| circle_lin_ R1mm_v1 | 1 * | 702 s/-- | 132 s/-- | 360 s | 210 s/-- |
| 2 | 227 s/221 s | 20 s/17 s | 180 s | 27 s/24 s | |
| 3 | 104 s/97 s | 16 s/14 s | 40 s | 48 s/43 s | |
| ellipsis_ lin_rot0deg_v1 | 1 * | 1659 s/-- | 569 s/-- | 360 s | 730 s/-- |
| 2 | 287 s/252 s | 46 s/29 s | 180 s | 61 s/43 s | |
| 3 | 239 s/183 s | 68 s/32 s | 40 s | 131 s/111 s | |
| defect_elongated_ lin_v1 | 1 * | 3165 s/-- | 1325 s/-- | 360 s | 1480 s/-- |
| 2 | 449 s/317 s | 112 s/51 s | 180 s | 157 s/86 s | |
| 3 | 427 s/324 s | 159 s/108 s | 40 s | 228 s/176 s | |
| circle_fine_ lin_R1mm | 1 * | 14,578 s/-- | 8858 s/-- | 360 s | 5360 s/-- |
| 2 | 1041 s/620 s | 482 s/170 s | 180 s | 379 s/270 s | |
| 3 | 1995 s/1061 s | 976 s/306 s | 40 s | 979 s/715 s | |
| defect_elongated_ fine_lin_v1 | 1 * | 21,505 s/-- | 13,745 s/-- | 360 s | 7400 s/-- |
| 2 | 1299 s/707 s | 637 s/212 s | 180 s | 482 s/315 s | |
| 3 | 2579 s/1187 s | 1439 s/440 s | 40 s | 1100 s/707 s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stoschka, M.; Horvath, M.; Fladischer, S.; Oberreiter, M. Study of Local Fatigue Methods (TCD, N-SIF, and ESED) on Notches and Defects Related to Numerical Efficiency. Appl. Sci. 2023, 13, 2247. https://doi.org/10.3390/app13042247
Stoschka M, Horvath M, Fladischer S, Oberreiter M. Study of Local Fatigue Methods (TCD, N-SIF, and ESED) on Notches and Defects Related to Numerical Efficiency. Applied Sciences. 2023; 13(4):2247. https://doi.org/10.3390/app13042247
Chicago/Turabian StyleStoschka, Michael, Michael Horvath, Stefan Fladischer, and Matthias Oberreiter. 2023. "Study of Local Fatigue Methods (TCD, N-SIF, and ESED) on Notches and Defects Related to Numerical Efficiency" Applied Sciences 13, no. 4: 2247. https://doi.org/10.3390/app13042247
APA StyleStoschka, M., Horvath, M., Fladischer, S., & Oberreiter, M. (2023). Study of Local Fatigue Methods (TCD, N-SIF, and ESED) on Notches and Defects Related to Numerical Efficiency. Applied Sciences, 13(4), 2247. https://doi.org/10.3390/app13042247