
Skin Imaging: A Digital Twin for Geometric Deviations on Manufactured Surfaces



Abstract
:
1. Introduction
Motivation and Core Concept
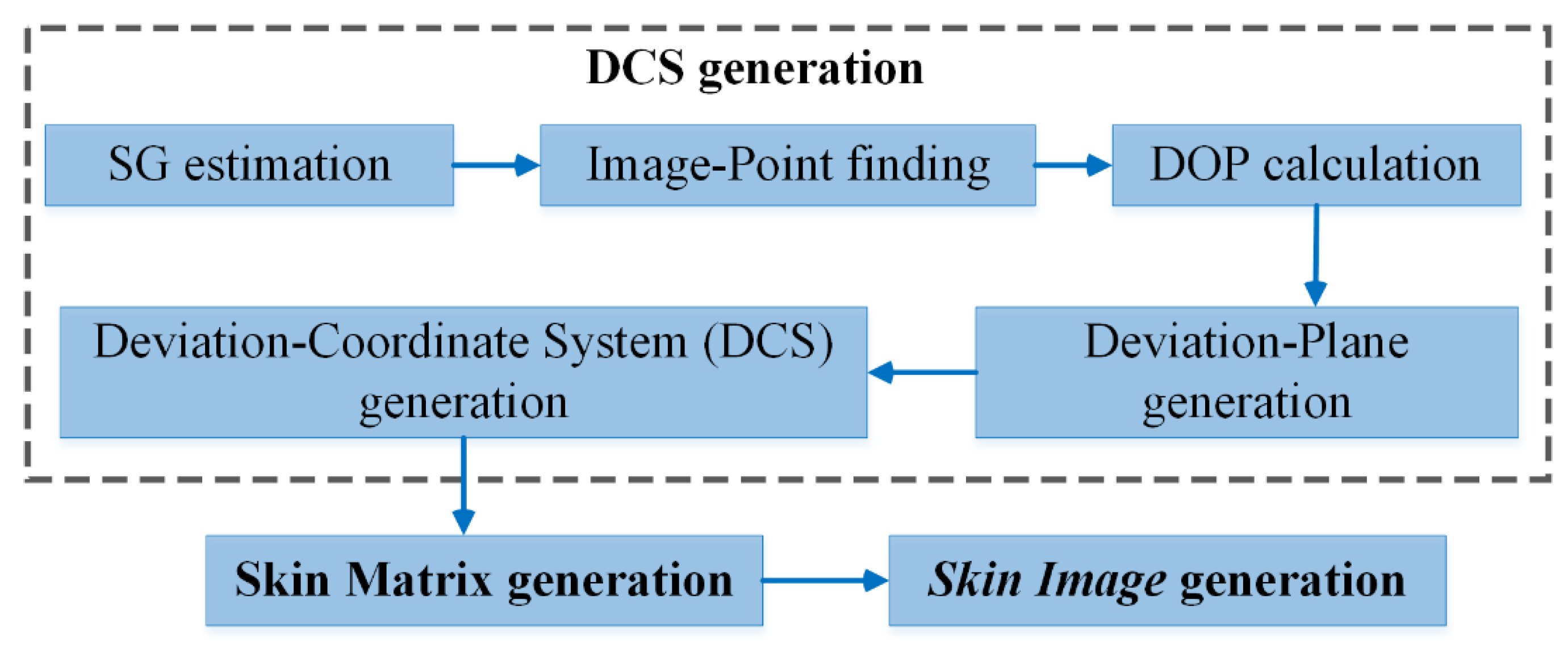
2. Skin Image Methodology
- I—Deviation-Coordinate System (DCS) generation.
- II—Skin matrix generation.
- III—Skin image generation.
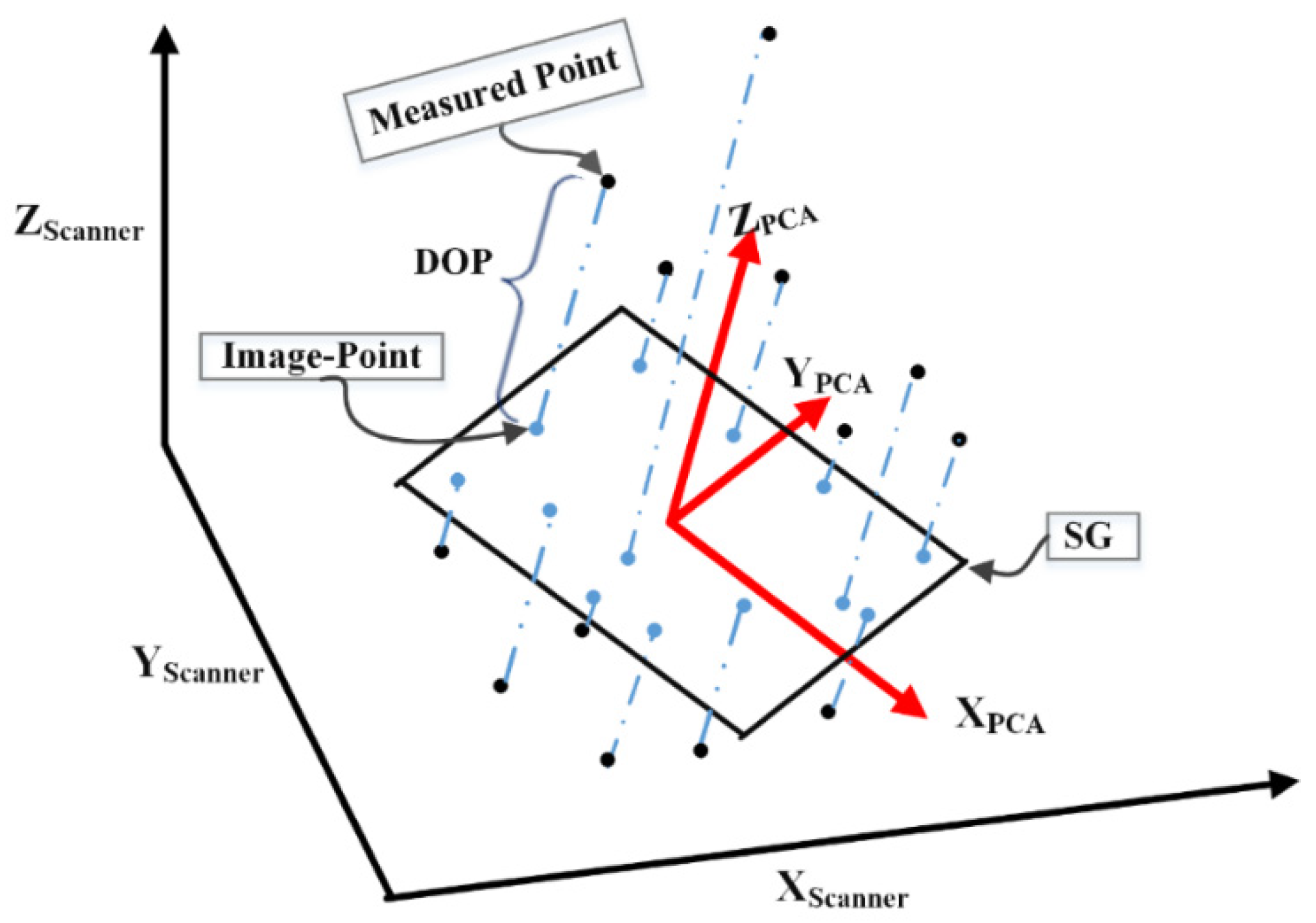
- I. I—SG estimation: Fit the best substitute geometry to the PCs.
- I. II—Image-Point finding: Find image of every point on the SG.
- I. III—DOP calculation: Calculate the deviation of every point from SG.
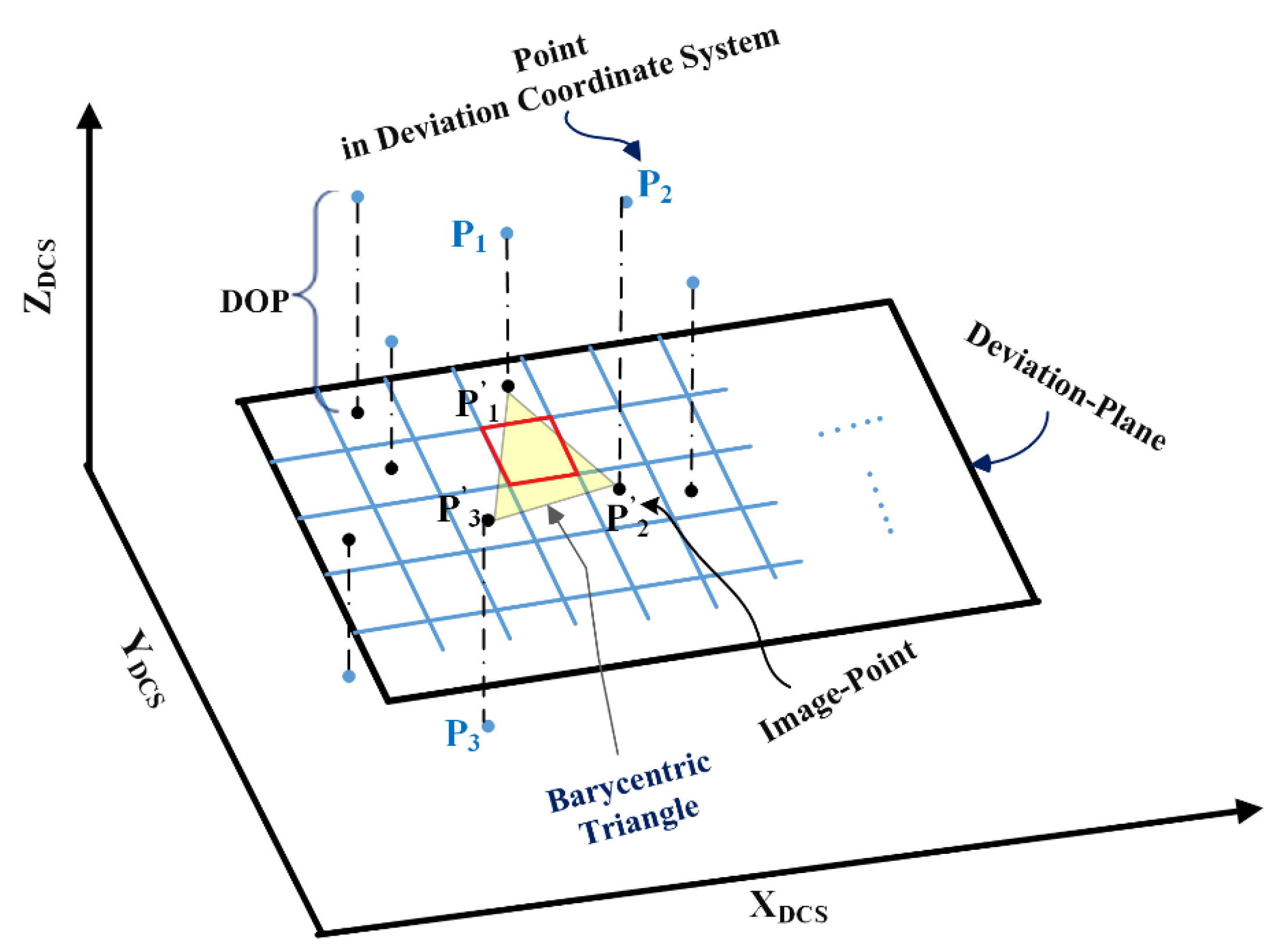
- I. IV—Deviation-Plane generation: Localization of the Image-Point on the SG.
- I. V—Deviation-Coordinate System generation: Assign a corresponding coordinate for every point with results of two latter sub-steps. Figure 1 illustrates the procedures of skin imaging in a flowchart.
- I—Deviation-Coordinate System generation on the planar surface:
- II—Skin Matrix generation:
- III—Skin Image generation:
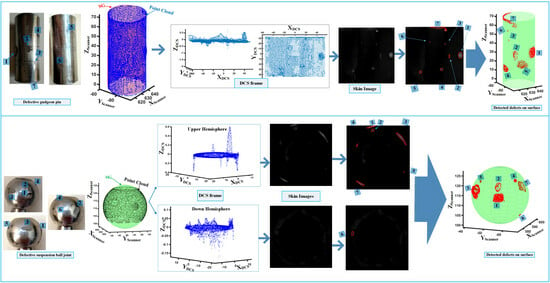
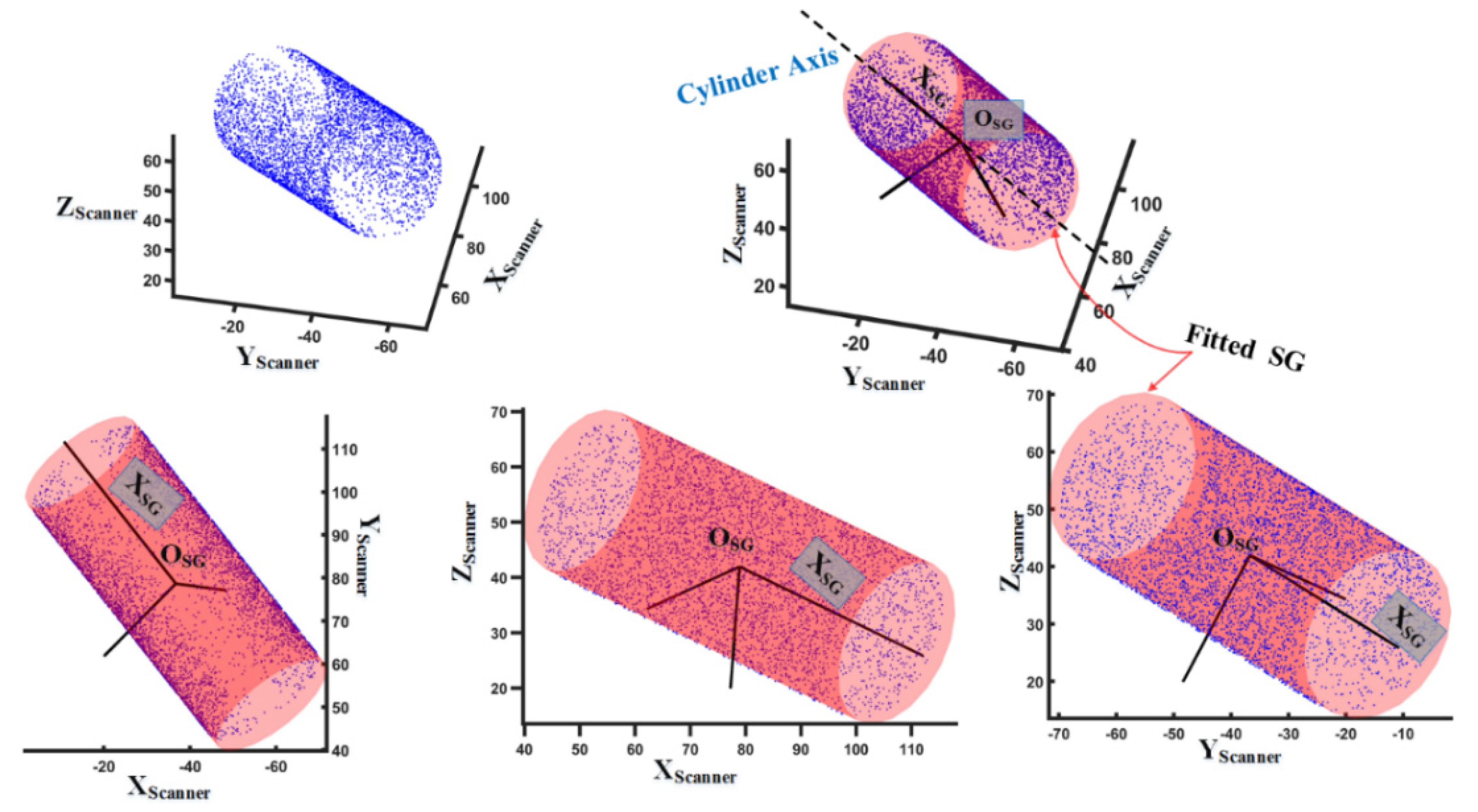
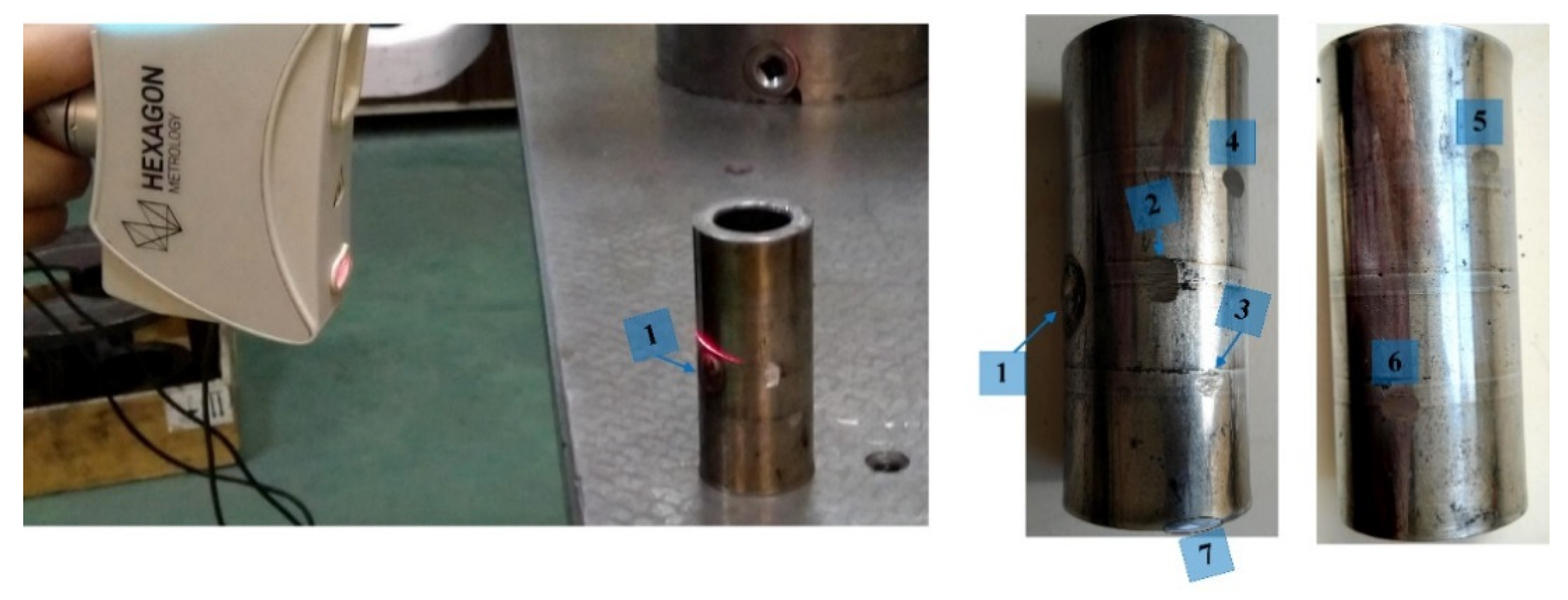
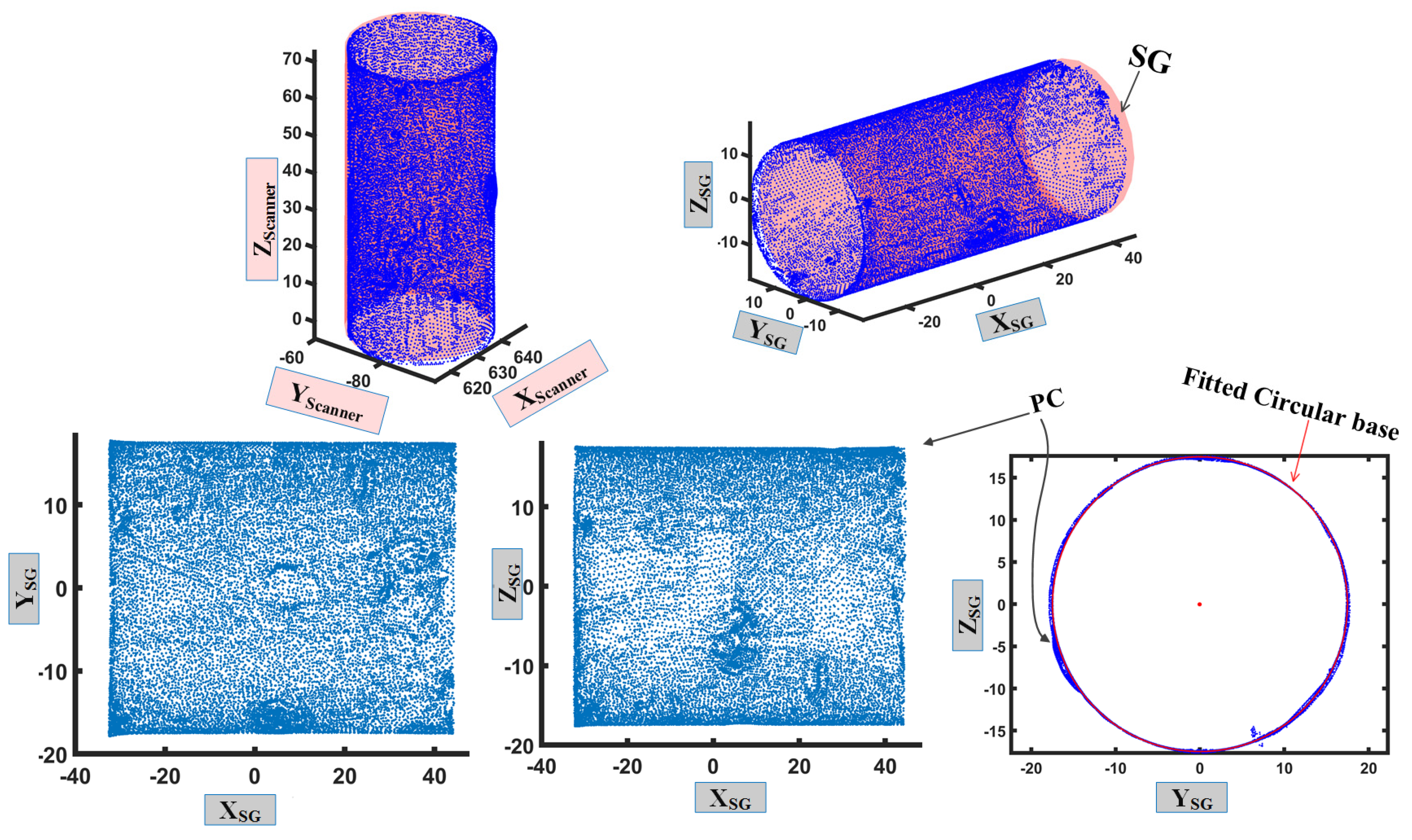
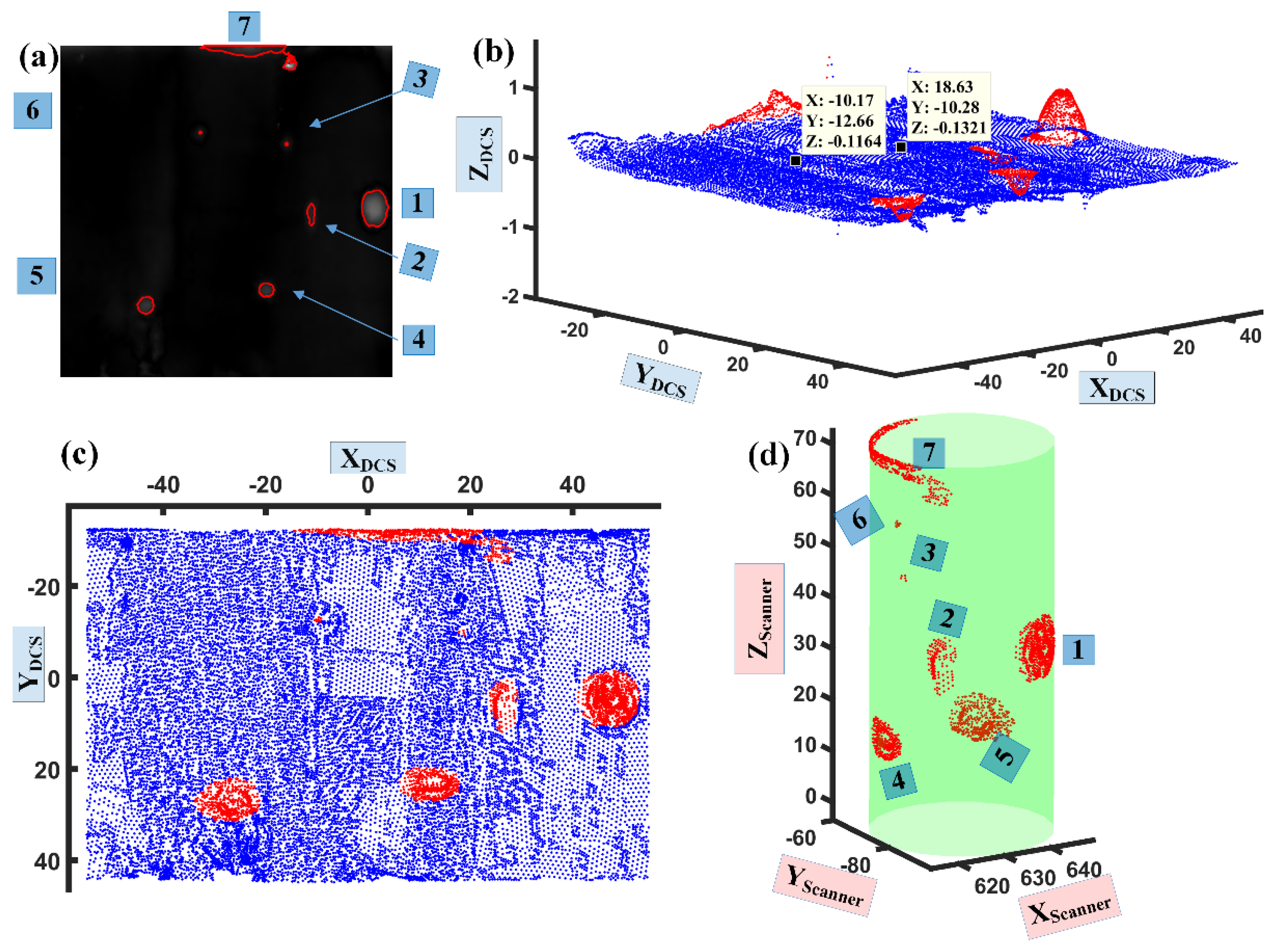
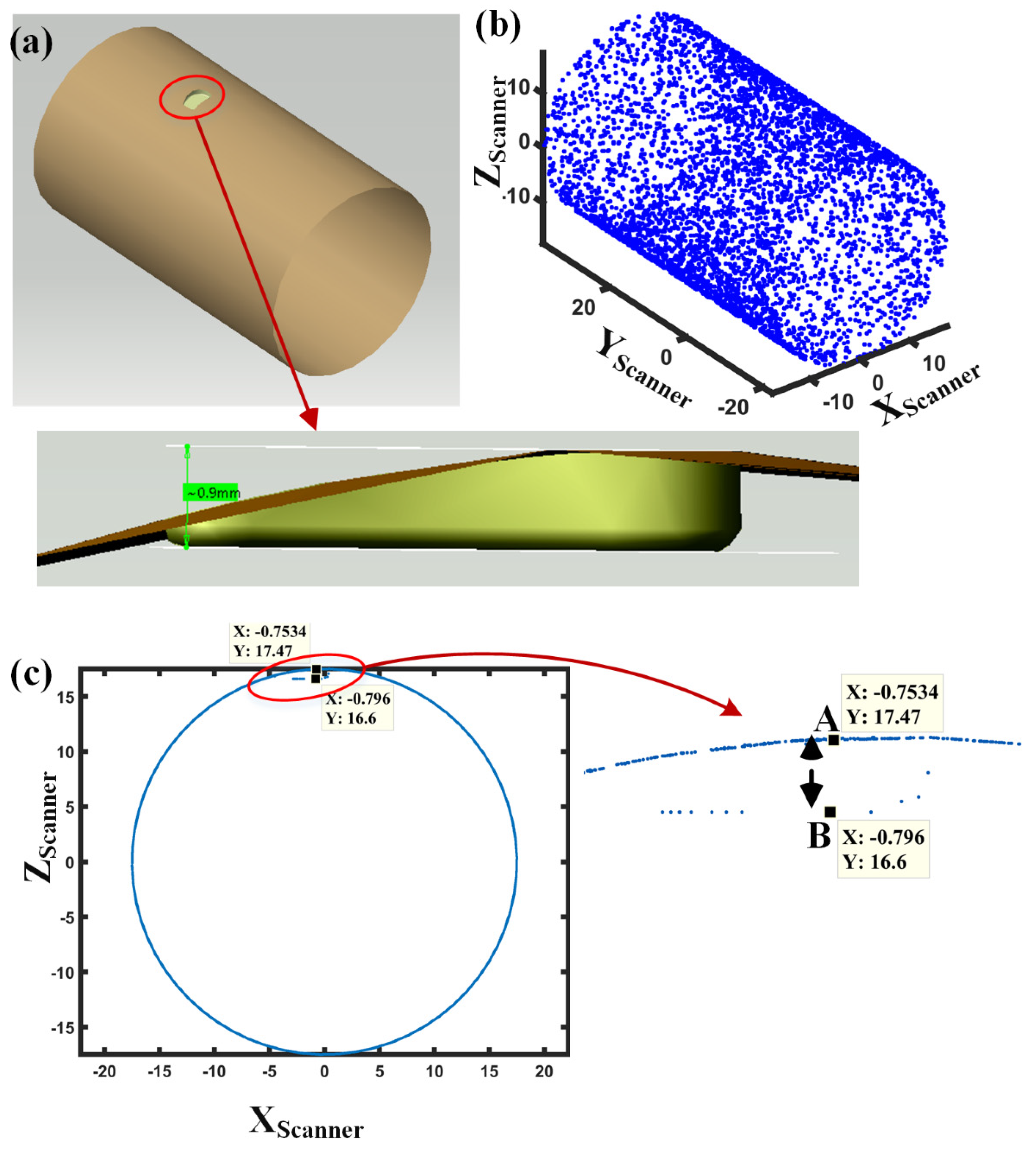
3. Skin Imaging of Manufactured Cylindrical Surface
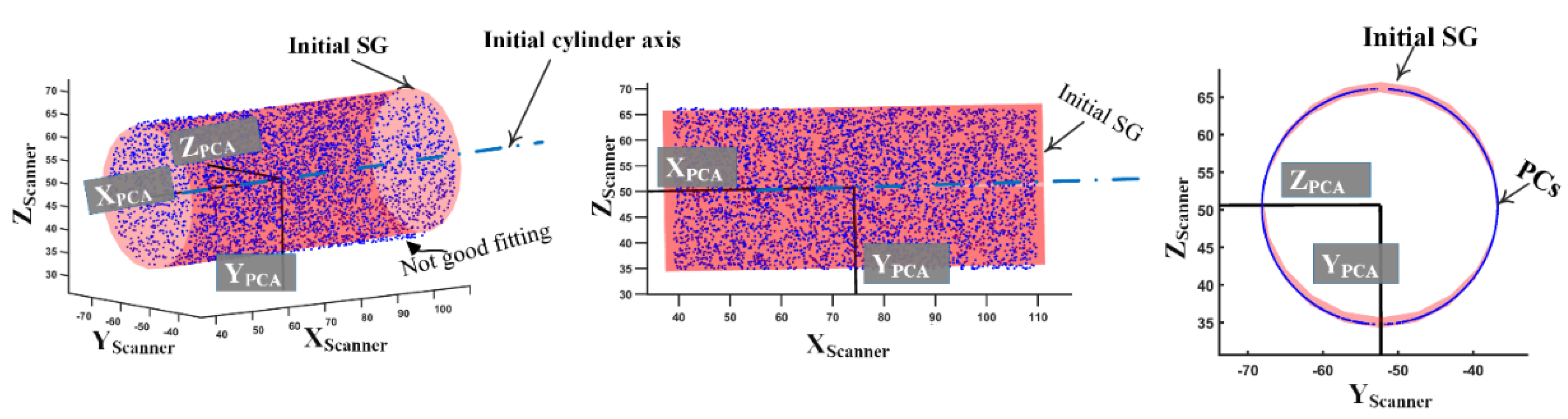
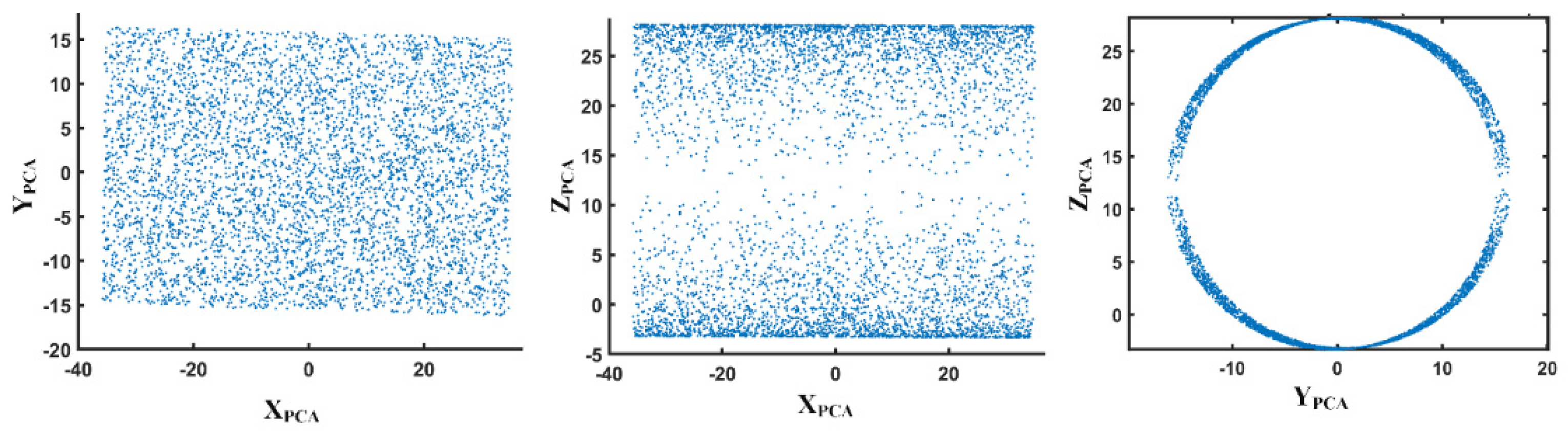
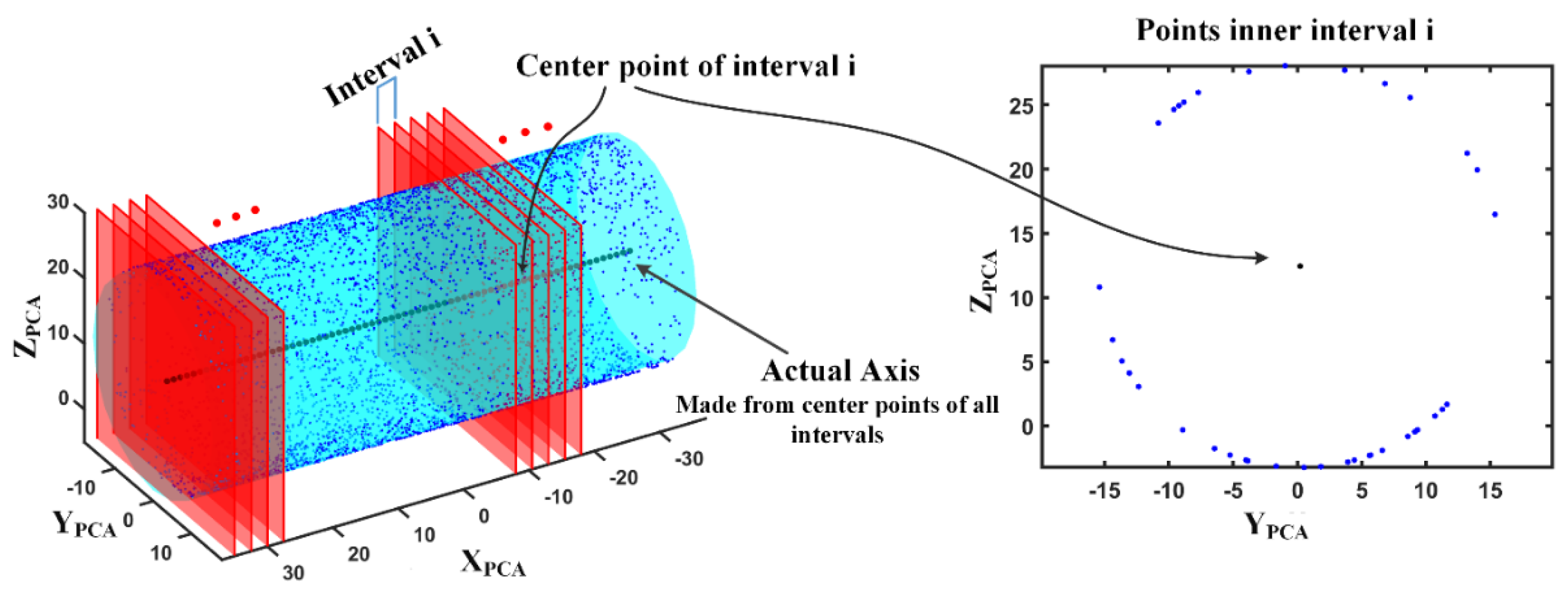
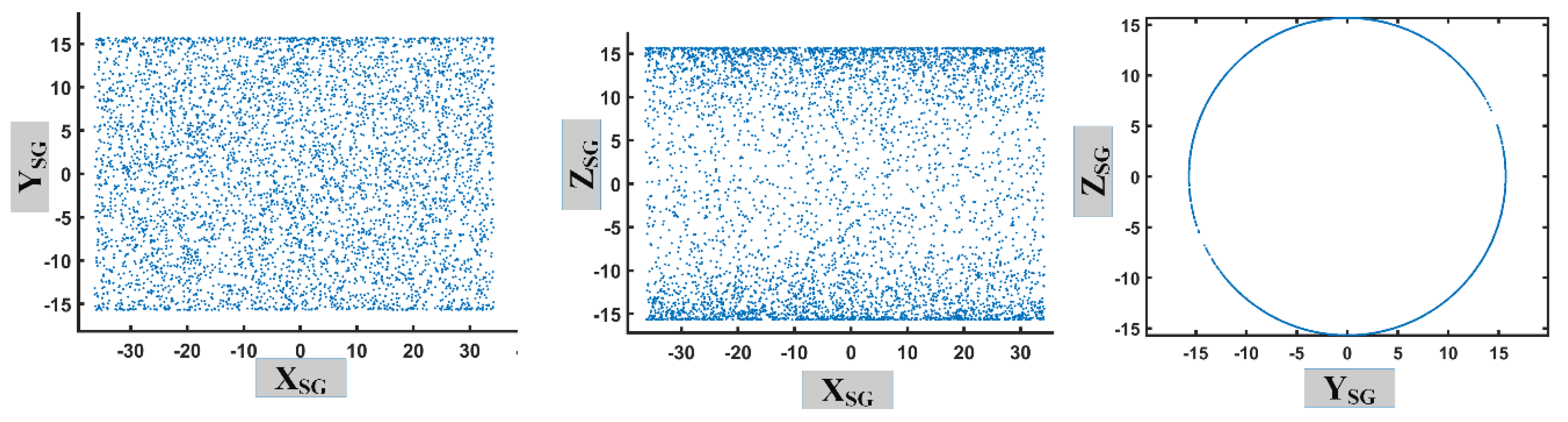
3.1. SG Estimation
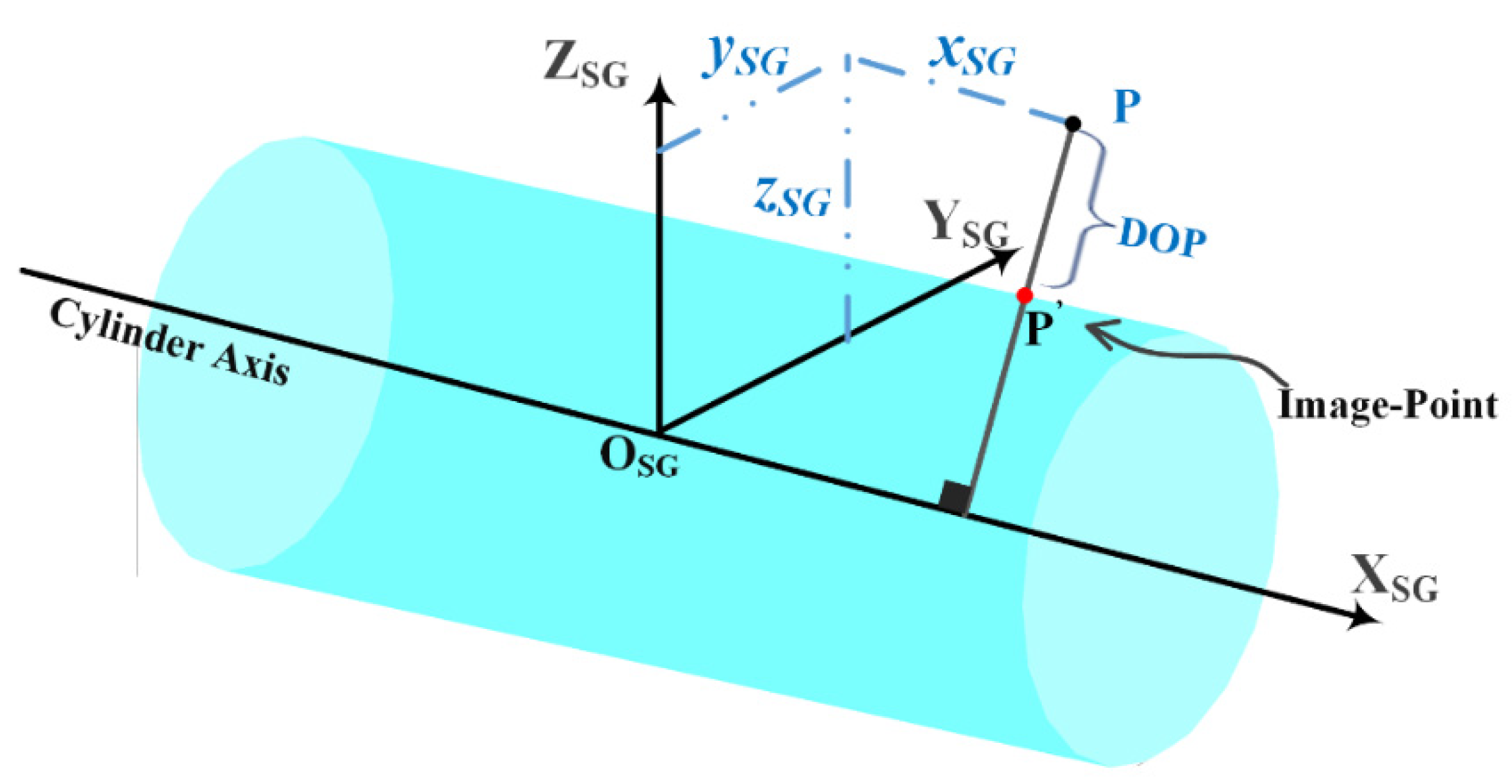
3.2. Image-Point Finding and DOP Calculation
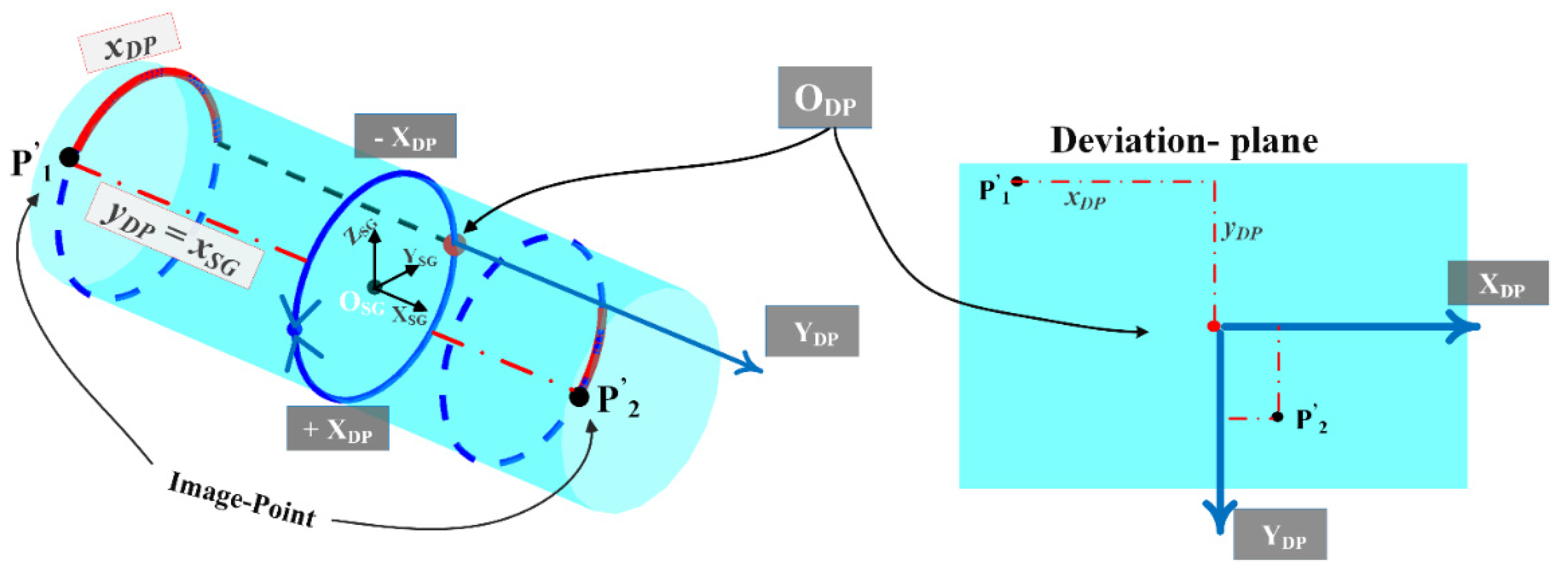
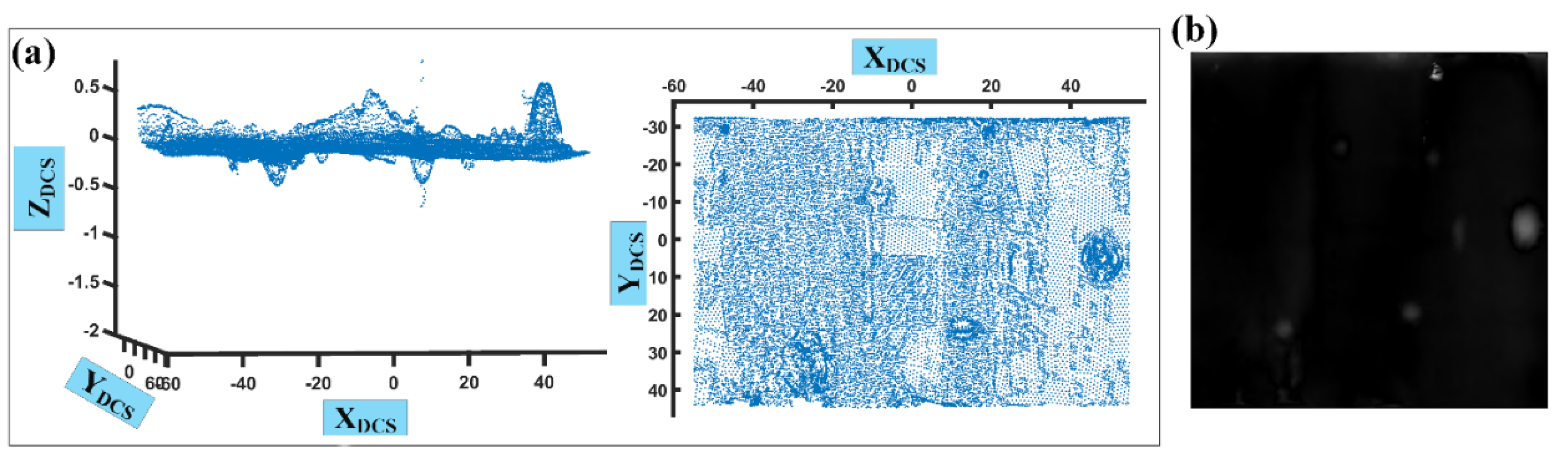
3.3. Deviation-Plane Generation
3.4. Deviation-Coordinate System Generation
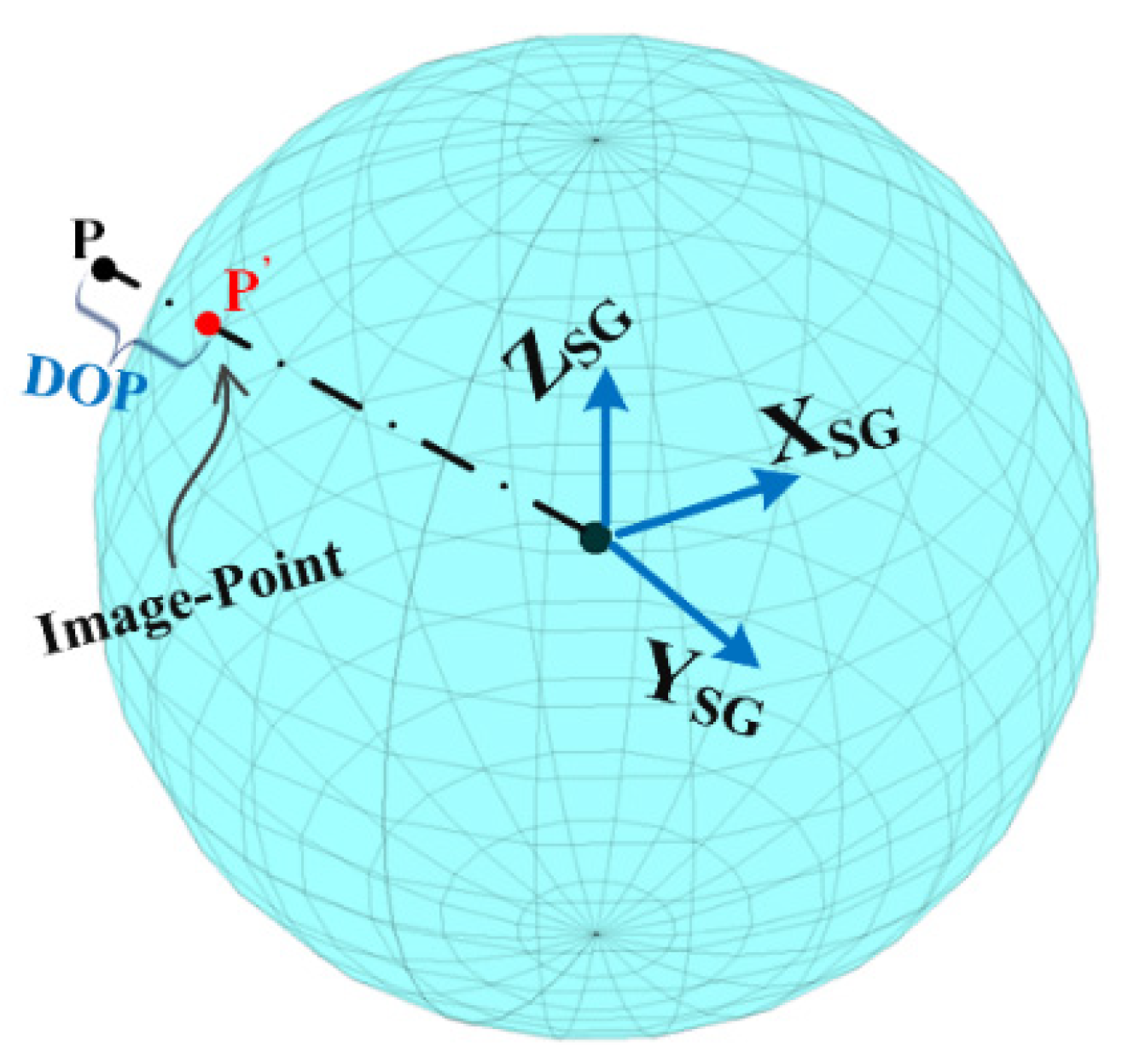
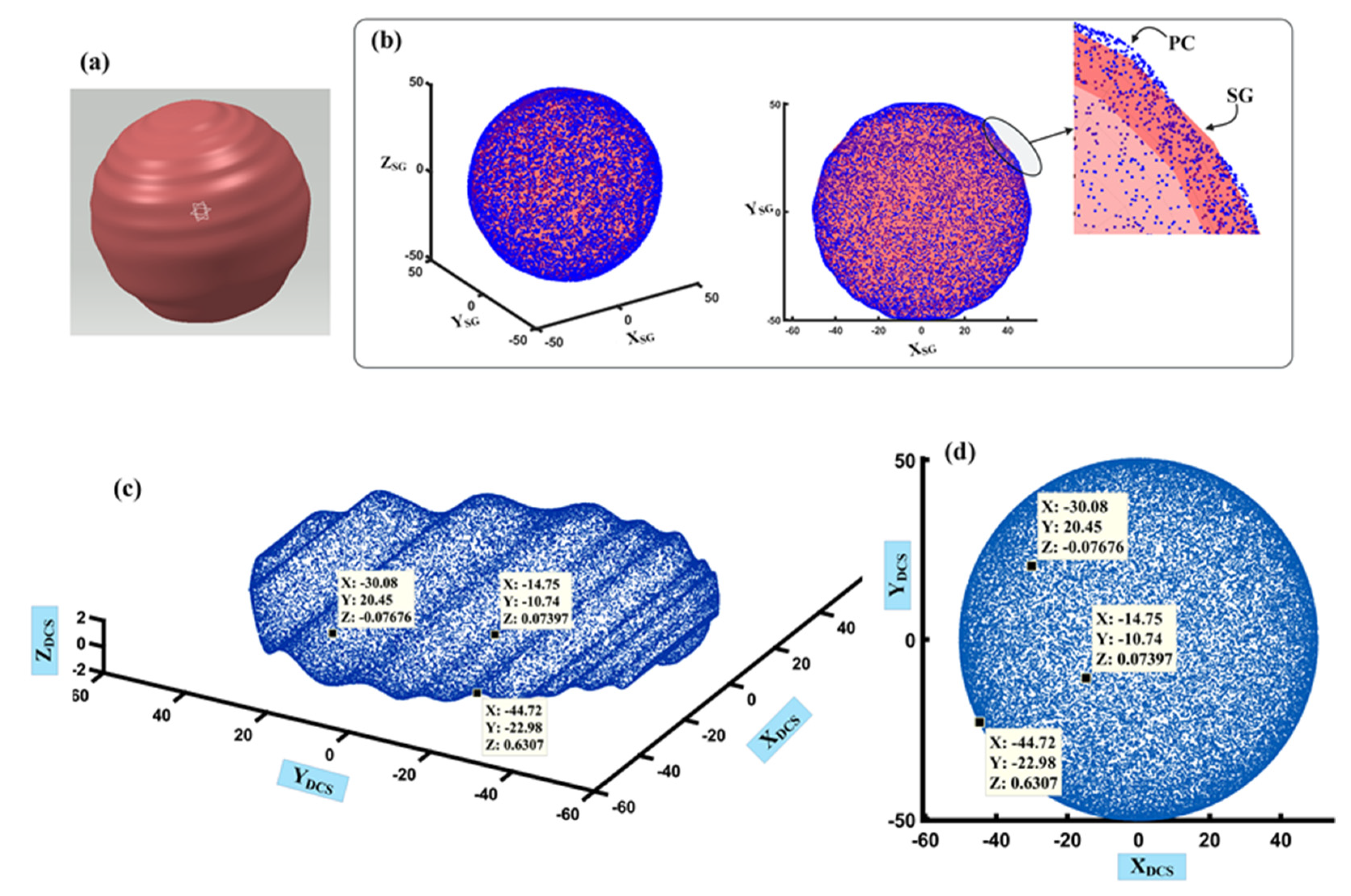
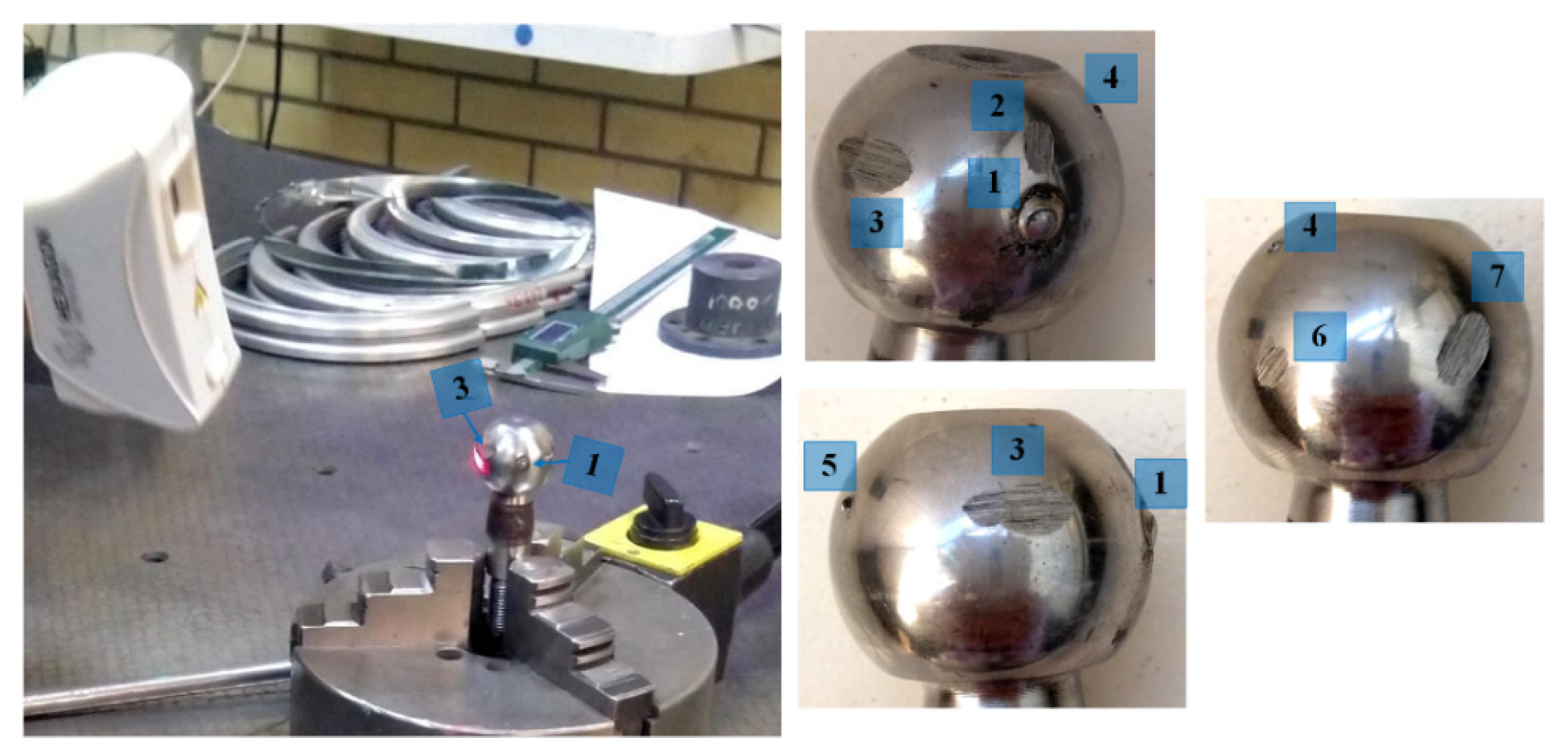
4. Skin Imaging of Manufactured Spherical Surface
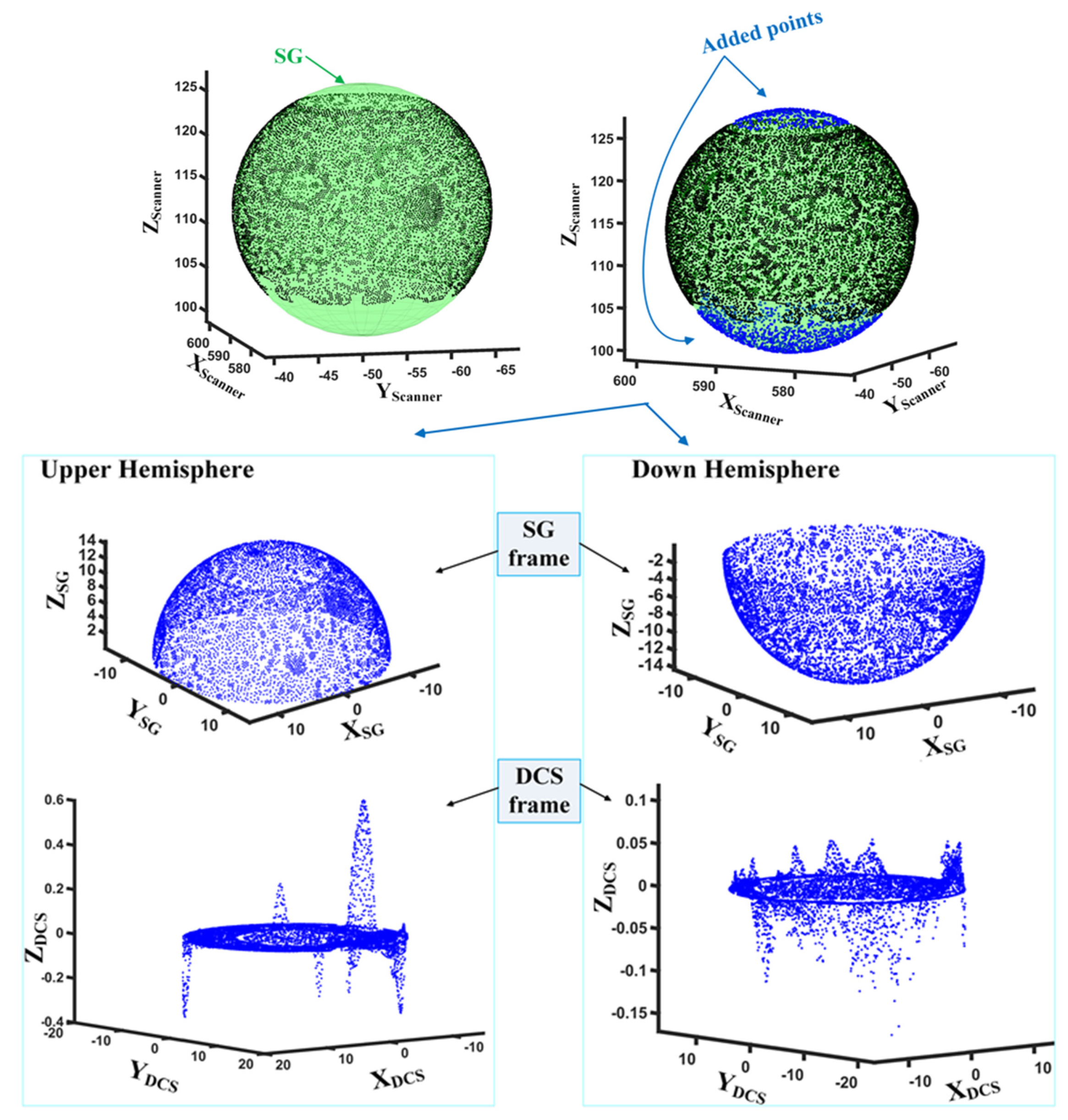
4.1. SG Estimation
4.2. Image-Point Finding and DOP Calculation
4.3. Deviation-Plane and Deviation-Coordinate System Generation
5. Experimental Results and Discussion
5.1. Skin Imaging of the Case Studies
5.2. Skin Image Analyzing
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Catalucci, S.; Thompson, A.; Piano, S.; Branson, D.T.; Leach, R. Optical metrology for digital manufacturing: A review. Int. J. Adv. Manuf. Technol. 2022, 120, 4271–4290. [Google Scholar] [CrossRef]
- Tang, S.; Wang, G.; Zhang, H. In situ 3D monitoring and control of geometric signatures in wire and arc additive manufacturing. Surf. Topogr. Metrol. Prop. 2019, 7, 025013. [Google Scholar] [CrossRef]
- Kalajahi, E.G.; Mahboubkhah, M.; Barari, A. Reducing Noises in Digital Surface Inspection Using a Data Clustering Approach. IFAC-PapersOnLine 2021, 54, 193–198. [Google Scholar] [CrossRef]
- Hua, S.; Li, B.; Shu, L.; Jiang, P.; Cheng, S. Defect detection method using laser vision with model-based segmentation for laser brazing welds on car body surface. Measurement 2021, 178, 109370. [Google Scholar] [CrossRef]
- Gohari, H.; Berry, C.; Barari, A. A Digital Twin for Integrated Inspection System in Digital Manufacturing. IFAC-PapersOnLine 2019, 52, 182–187. [Google Scholar] [CrossRef]
- Bondoc, A.E.; Tayefeh, M.; Barari, A. Employing LIVE Digital Twin in Prognostic and Health Management: Identifying Location of the Sensors. IFAC-PapersOnLine 2022, 55, 138–143. [Google Scholar] [CrossRef]
- Malek, N.G.; Tayefeh, M.; Bender, D.; Barari, A. LIVE Digital Twin for Smart Maintenance in Structural Systems. IFAC-PapersOnLine 2021, 54, 1047–1052. [Google Scholar] [CrossRef]
- Lalehpour, A.; Barari, A. Developing skin model in coordinate metrology using a finite element method. Measurement 2017, 109, 149–159. [Google Scholar] [CrossRef]
- Berry, C.; Tsuzuki, M.S.G.; Barari, A. Data Analytics for Noise Reduction in Optical Metrology of Reflective Planar Surfaces. Machines 2021, 10, 25. [Google Scholar] [CrossRef]
- Grieves, M. Digital Twin: Manufacturing Excellence through Virtual Factory Replication. In Digital Twin White Paper; Institute of Digital Engineering, Loughborough University: London, UK, 2015. [Google Scholar]
- Grieves, M. Digital Twin Certified: Employing Virtual Testing of Digital Twins in Manufacturing to Ensure Quality Products. Machines 2023, 11, 808. [Google Scholar] [CrossRef]
- del Real Torres, A.; Andreiana, D.S.; Ojeda Roldán, Á.; Hernández Bustos, A.; Acevedo Galicia, L.E. A Review of Deep Reinforcement Learning Approaches for Smart Manufacturing in Industry 4.0 and 5.0 Framework. Appl. Sci. 2022, 12, 12377. [Google Scholar] [CrossRef]
- Bendowska, K.; Zawadzki, P. Development and Verification of a Simulation Model of an Automated Assembly Line. Appl. Sci. 2023, 13, 10142. [Google Scholar] [CrossRef]
- Umaras, E.; Barari, A.; Horikawa, O.; Tsuzuki, M.S.G. Dimensional Tolerances in Mechanical Assemblies: A Cost-Based Optimization Approach. Appl. Sci. 2023, 13, 9202. [Google Scholar] [CrossRef]
- Kandavalli, S.R.; Khan, A.M.; Iqbal, A.; Jamil, M.; Abbas, S.; Laghari, R.A.; Cheok, Q. Application of sophisticated sensors to advance the monitoring of machining processes: Analysis and holistic review. Int. J. Adv. Manuf. Technol. 2023, 125, 989–1014. [Google Scholar] [CrossRef]
- ElMaraghy, H.A.; Barari, A.; Knopf, G.K. Integrated Inspection and Machining for Maximum Conformance to Design Tolerances. CIRP Ann. 2004, 53, 411–416. [Google Scholar] [CrossRef]
- Barari, A.; Pop-Iliev, R. Reducing rigidity by implementing closed-loop engineering in adaptable design and manufacturing systems. J. Manuf. Syst. 2009, 28, 47–54. [Google Scholar] [CrossRef]
- Kusiak, A. Smart manufacturing. Int. J. Prod. Res. 2017, 56, 508–517. [Google Scholar] [CrossRef]
- Barari, A.; Tsuzuki, M.S.G. Smart Manufacturing and Industry 4.0. Appl. Sci. 2023, 13, 1545. [Google Scholar] [CrossRef]
- Najafabadi, R.H.; Goto, T.G.; Falheiro, M.S.; Martins, C.T.; Barari, A.; Tsuzuki, M.S.G. Smart Topology Optimization Using Adaptive Neighborhood Simulated Annealing. Appl. Sci. 2021, 11, 5257. [Google Scholar] [CrossRef]
- Berry, C.; Barari, A. Cyber-Physical System Utilizing Work-Piece Memory in Digital Manufacturing. IFAC-PapersOnLine 2019, 52, 201–206. [Google Scholar] [CrossRef]
- Lalehpour, A.; Berry, C.; Barari, A. Adaptive data reduction with neighbourhood search approach in coordinate measurement of planar surfaces. J. Manuf. Syst. 2017, 45, 28–47. [Google Scholar] [CrossRef]
- He, G.; Sang, Y.; Pang, K.; Sun, G. An improved adaptive sampling strategy for freeform surface inspection on CMM. Int. J. Adv. Manuf. Technol. 2018, 96, 1521–1535. [Google Scholar] [CrossRef]
- Jalid, A.; Hariri, S.; Laghzale, N.E. Influence of sample size on flatness estimation and uncertainty in three-dimensional measurement. Int. J. Metrol. Qual. Eng. 2015, 6, 102. [Google Scholar] [CrossRef]
- Barari, A.; Mordo, S. Effect of sampling strategy on uncertainty and precision of flatness inspection studied by dynamic minimum deviation zone evaluation. Int. J. Metrol. Qual. Eng. 2013, 4, 3–8. [Google Scholar] [CrossRef]
- Mian, S.H.; Al-Ahmari, A.M. Application of the sampling strategies in the inspection process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 565–575. [Google Scholar] [CrossRef]
- Martins, T.C.; Tsuzuki, M.S.G.; Takimoto, R.Y.; Barari, A.; Gallo, G.B.; Garcia, M.A.A.; Tiba, H. Algorithmic iterative sampling in coordinate metrology plan for coordinate metrology using dynamic uncertainty analysis. In Proceedings of the 2014 12th IEEE International Conference on Industrial Informatics (INDIN), Porto Alegre, Brazil, 27–30 July 2014; pp. 316–319. [Google Scholar] [CrossRef]
- Yi, B.; Liang, R.; Wang, X.; Wu, S.; Huang, N. Free-form surface form error evaluation based on smaller-scale sampling points in touch-trigger probing. Precis. Eng. 2022, 76, 255–260. [Google Scholar] [CrossRef]
- Barari, A. A Best-Fit Method to Maximize Conformance to Tolerance in Surface Coordinate Metrology. J. CMSC 2012, 7, 20–27. [Google Scholar]
- Gu, R.; Wang, Z.; Ma, L.; Nie, J. Calibration method of laser scanning measurement system for large-scale component using a free-form surface reconstruction model. Measurement 2023, 210, 112511. [Google Scholar] [CrossRef]
- Barari, A. Inspection of the machined surfaces using manufacturing data. J. Manuf. Syst. 2013, 32, 107–113. [Google Scholar] [CrossRef]
- Mehrad, V.; Xue, D.; Gu, P. Prediction of surface reconstruction uncertainties for freeform surface inspection. Measurement 2013, 46, 2682–2694. [Google Scholar] [CrossRef]
- Poniatowska, M. Deviation model based method of planning accuracy inspection of free-form surfaces using CMMs. Measurement 2012, 45, 927–937. [Google Scholar] [CrossRef]
- Jamiolahmadi, S.; Barari, A. Surface Topography of Additive Manufacturing Parts Using a Finite Difference Approach. J. Manuf. Sci. Eng. 2014, 136, 061009. [Google Scholar] [CrossRef]
- Jamiolahmadi, S.; Barari, A. Study of detailed deviation zone considering coordinate metrology uncertainty. Measurement 2018, 126, 433–457. [Google Scholar] [CrossRef]
- Wu, J.; Qiao, L.; Huang, Z. Deviation modeling of manufactured surfaces from a perspective of manufacturing errors. Int. J. Adv. Manuf. Technol. 2018, 98, 1321–1337. [Google Scholar] [CrossRef]
- Polini, W.; Corrado, A. A Unique Model to Estimate Geometric Deviations in Drilling and Milling Due to Two Uncertainty Sources. Appl. Sci. 2021, 11, 1996. [Google Scholar] [CrossRef]
- ISO 17450-1:2011; Geometrical Product Specifications (GPS)—General Concepts. ISO: Geneva, Switzerland, 2011.
- Zhang, M.; Anwer, N.; Stockinger, A.; Mathieu, L.; Wartzack, S. Discrete shape modeling for skin model representation. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 672–680. [Google Scholar] [CrossRef]
- Anwer, N.; Ballu, A.; Mathieu, L. The skin model, a comprehensive geometric model for engineering design. CIRP Ann. 2013, 62, 143–146. [Google Scholar] [CrossRef]
- Anwer, N.; Schleich, B.; Mathieu, L.; Wartzack, S. From solid modelling to skin model shapes: Shifting paradigms in computer-aided tolerancing. CIRP Ann. 2014, 63, 137–140. [Google Scholar] [CrossRef]
- Schleich, B.; Anwer, N.; Mathieu, L.; Wartzack, S. Skin Model Shapes: A new paradigm shift for geometric variations modelling in mechanical engineering. Comput.-Aided Des. 2014, 50, 1–15. [Google Scholar] [CrossRef]
- Schleich, B.; Walter, M.; Wartzack, S.; Anwer, N.; Mathieu, L. A Comprehensive Framework for Skin Model Simulation. Eng. Syst. Des. Anal. 2012, 44861, 567–576. [Google Scholar] [CrossRef]
- Semere, D.; Yacob, F.; Hedlind, M.; Bagge, M. Skin Model Based Tolerance and Variations Analysis. Procedia CIRP 2018, 72, 726–731. [Google Scholar] [CrossRef]
- Ghanbary Kalajahi, E.; Mahboubkhah, M.; Barari, A. On detailed deviation zone evaluation of scanned surfaces for automatic detection of defected regions. Measurement 2023, 221, 113462. [Google Scholar] [CrossRef]
- Zong, Y.; Liang, J.; Wang, H.; Ren, M.; Zhang, M.; Li, W.; Lu, W.; Ye, M. An intelligent and automated 3D surface defect detection system for quantitative 3D estimation and feature classification of material surface defects. Opt. Lasers Eng. 2021, 144, 106633. [Google Scholar] [CrossRef]
- Huang, C.; Wang, G.; Song, H.; Li, R.; Zhang, H. Rapid surface defects detection in wire and arc additive manufacturing based on laser profilometer. Measurement 2022, 189, 110503. [Google Scholar] [CrossRef]
- Wells, L.J.; Shafae, M.S.; Camelio, J.A. Automated Surface Defect Detection Using High-Density Data. J. Manuf. Sci. Eng. 2016, 138, 071001. [Google Scholar] [CrossRef]
- Nurunnabi, A.; Sadahiro, Y.; Lindenbergh, R.; Belton, D. Robust cylinder fitting in laser scanning point cloud data. Measurement 2019, 138, 632–651. [Google Scholar] [CrossRef]
- Coope, I.D. Circle fitting by linear and nonlinear least squares. J. Optim. Theory Appl. 1993, 76, 381–388. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Defect | Magnitude | Out of Cylindricity (mm) (Average) | Out of Cylindricity (mm) (Maximum) |
|---|---|---|---|
| 1 | 91 | 0.3320 | 0.6501 |
| 2 | 33 | 0.1381 | 0.2321 |
| 3 | 27 | 0.1574 | 0.1808 |
| 4 | 47 | 0.17 | 0.34 |
| 5 | 47 | 0.1566 | 0.3532 |
| 6 | 27 | 0.1757 | 0.1931 |
| 7 | 87 | 0.2631 | 0.5126 |
| Defect | Magnitude | Out of Sphericity (mm) (Average) | Out of Sphericity (mm) (Maximum) |
|---|---|---|---|
| 1 | 145 | 0.32 | 0.57 |
| 2 | 40 | 0.1373 | 0.1730 |
| 3 | 63 | 0.1819 | 0.3309 |
| 4 | 44 | 0.1412 | 0.1957 |
| 5 | 39 | 0.12 | 0.2059 |
| 6 | 23 | 0.08 | 0.16 |
| 7 | 64 | 0.2365 | 0.3502 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ghanbary Kalajahi, E.; Mahboubkhah, M.; Barari, A. Skin Imaging: A Digital Twin for Geometric Deviations on Manufactured Surfaces. Appl. Sci. 2023, 13, 12971. https://doi.org/10.3390/app132312971
Ghanbary Kalajahi E, Mahboubkhah M, Barari A. Skin Imaging: A Digital Twin for Geometric Deviations on Manufactured Surfaces. Applied Sciences. 2023; 13(23):12971. https://doi.org/10.3390/app132312971
Chicago/Turabian StyleGhanbary Kalajahi, Elnaz, Mehran Mahboubkhah, and Ahmad Barari. 2023. "Skin Imaging: A Digital Twin for Geometric Deviations on Manufactured Surfaces" Applied Sciences 13, no. 23: 12971. https://doi.org/10.3390/app132312971
APA StyleGhanbary Kalajahi, E., Mahboubkhah, M., & Barari, A. (2023). Skin Imaging: A Digital Twin for Geometric Deviations on Manufactured Surfaces. Applied Sciences, 13(23), 12971. https://doi.org/10.3390/app132312971