
An Intelligent Detection System for Surface Shape Error of Shaft Workpieces Based on Multi-Sensor Combination



Abstract
:1. Introduction
2. Surface Shape Measurement Principle
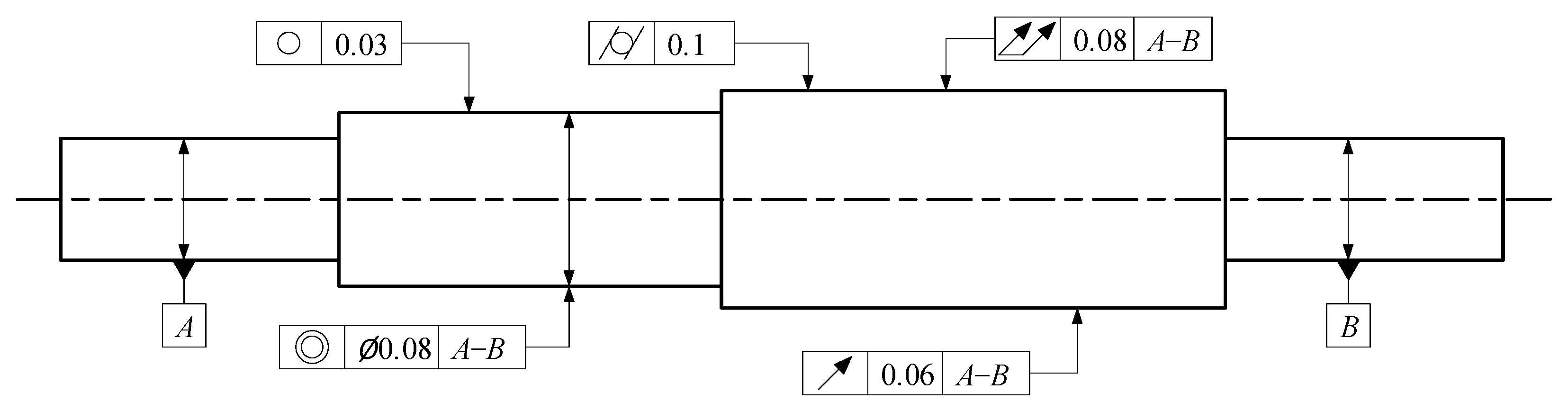
2.1. Measurement Elements for SSE of SW
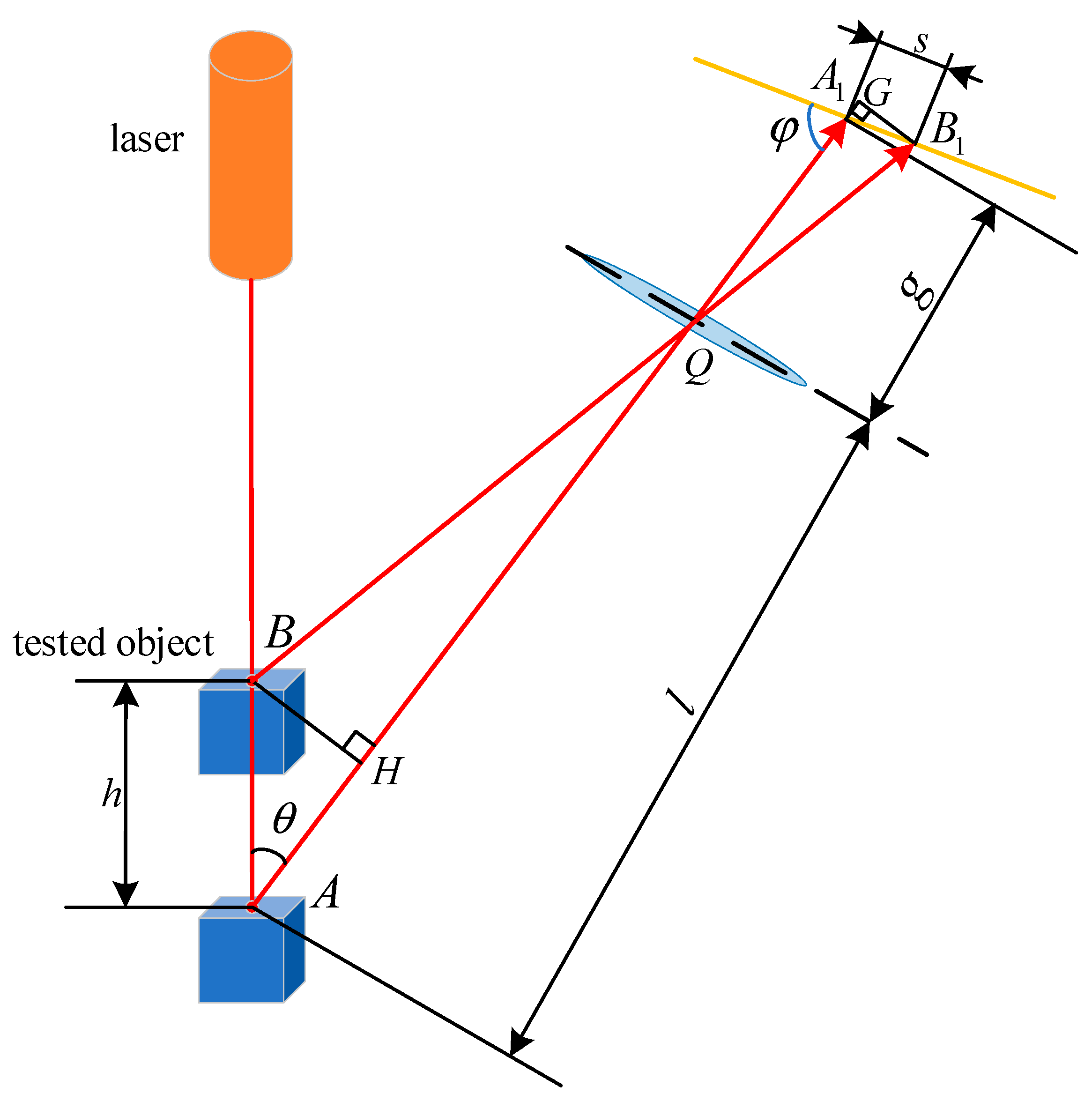
2.2. Detection Principle
2.2.1. Characteristics of the Sensor
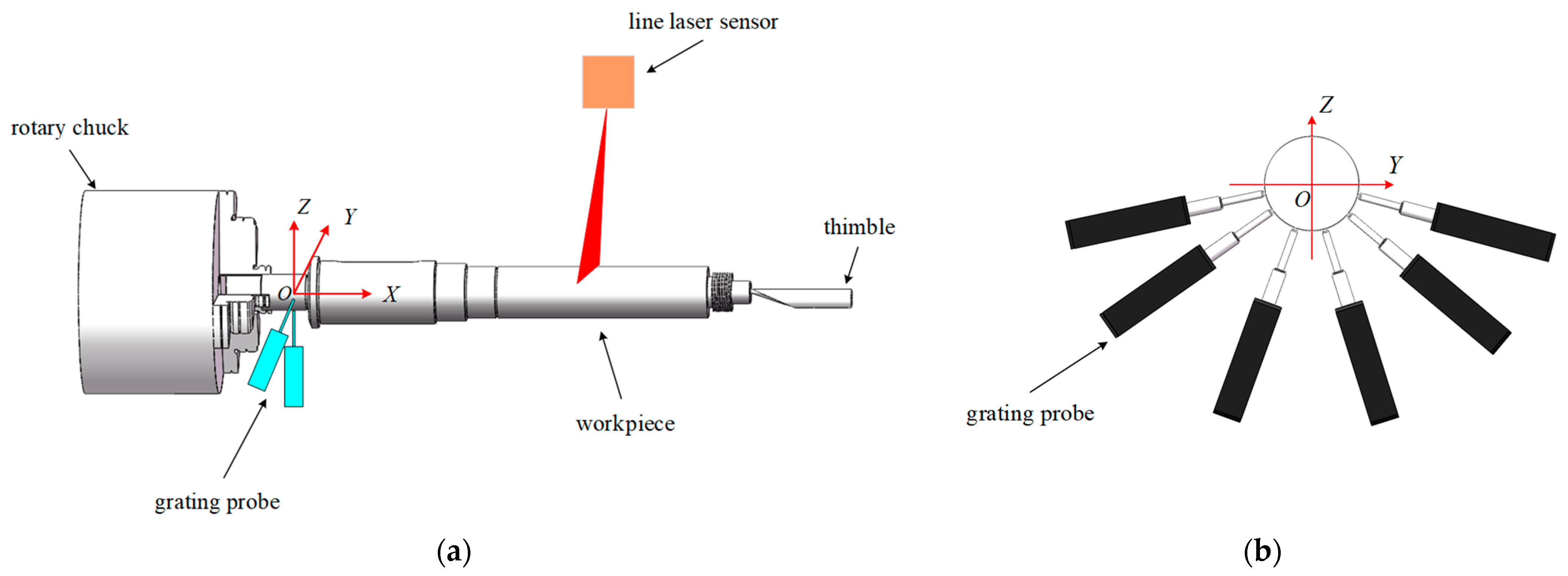
2.2.2. Overall Design of the Detection System
2.2.3. Radial Circular Runout Measurement Principle
2.3. Error Compensation and Calibration
2.3.1. Radial Installation Error
2.3.2. Circumferential Installation Error
2.3.3. Axial Installation Error
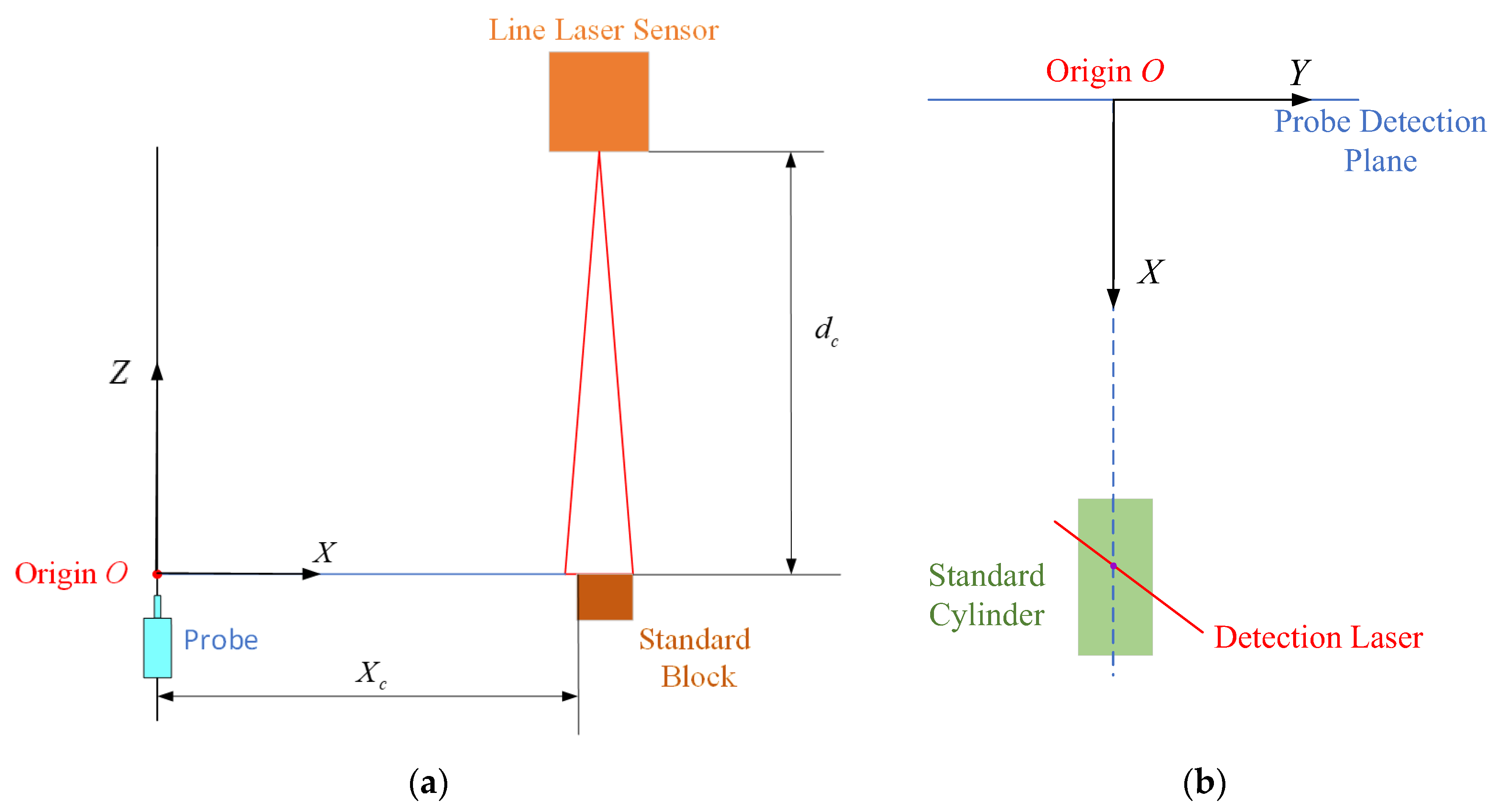
2.3.4. Calibration of the Detection System
3. Experiment
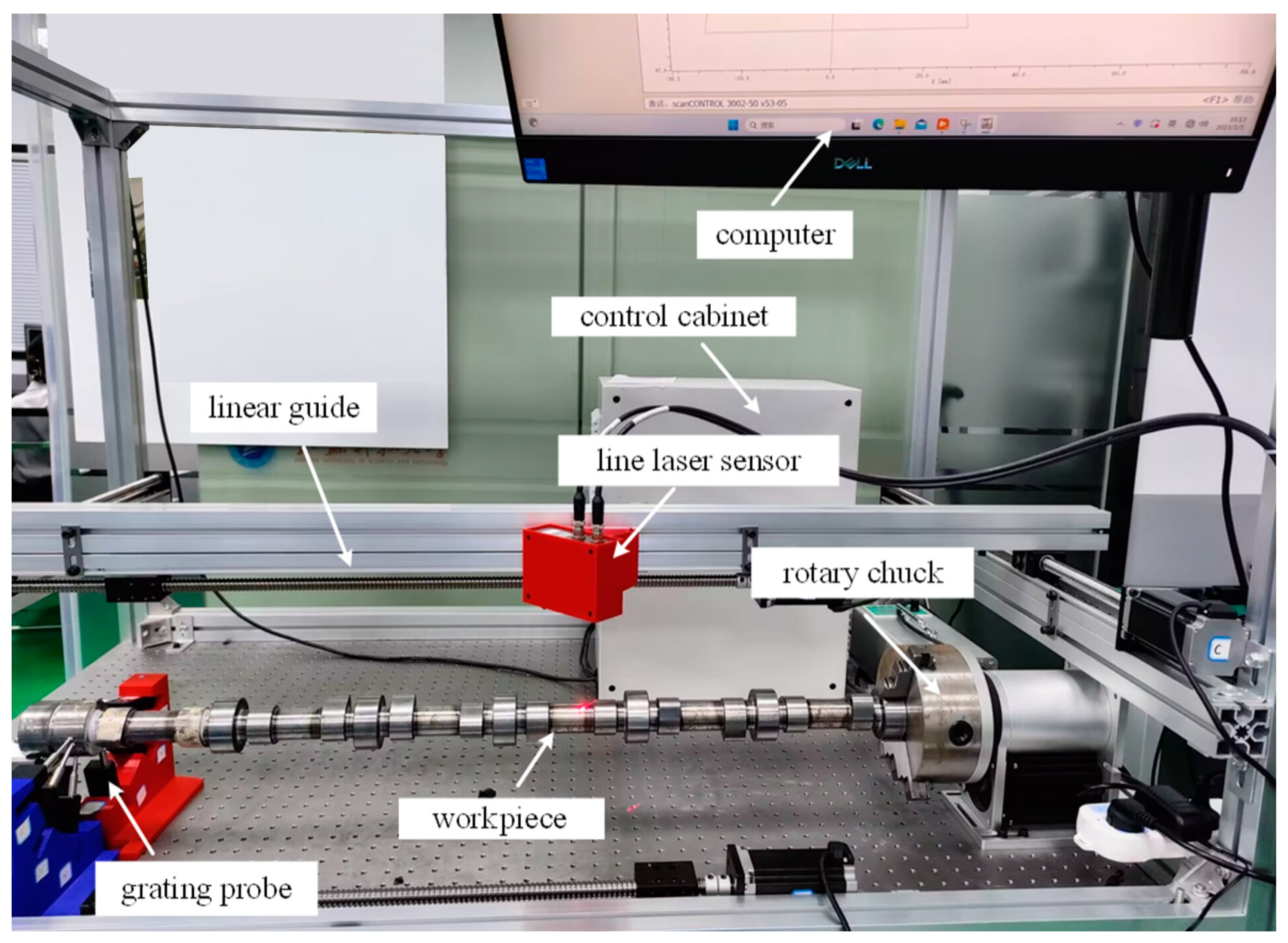
3.1. Experimental Device
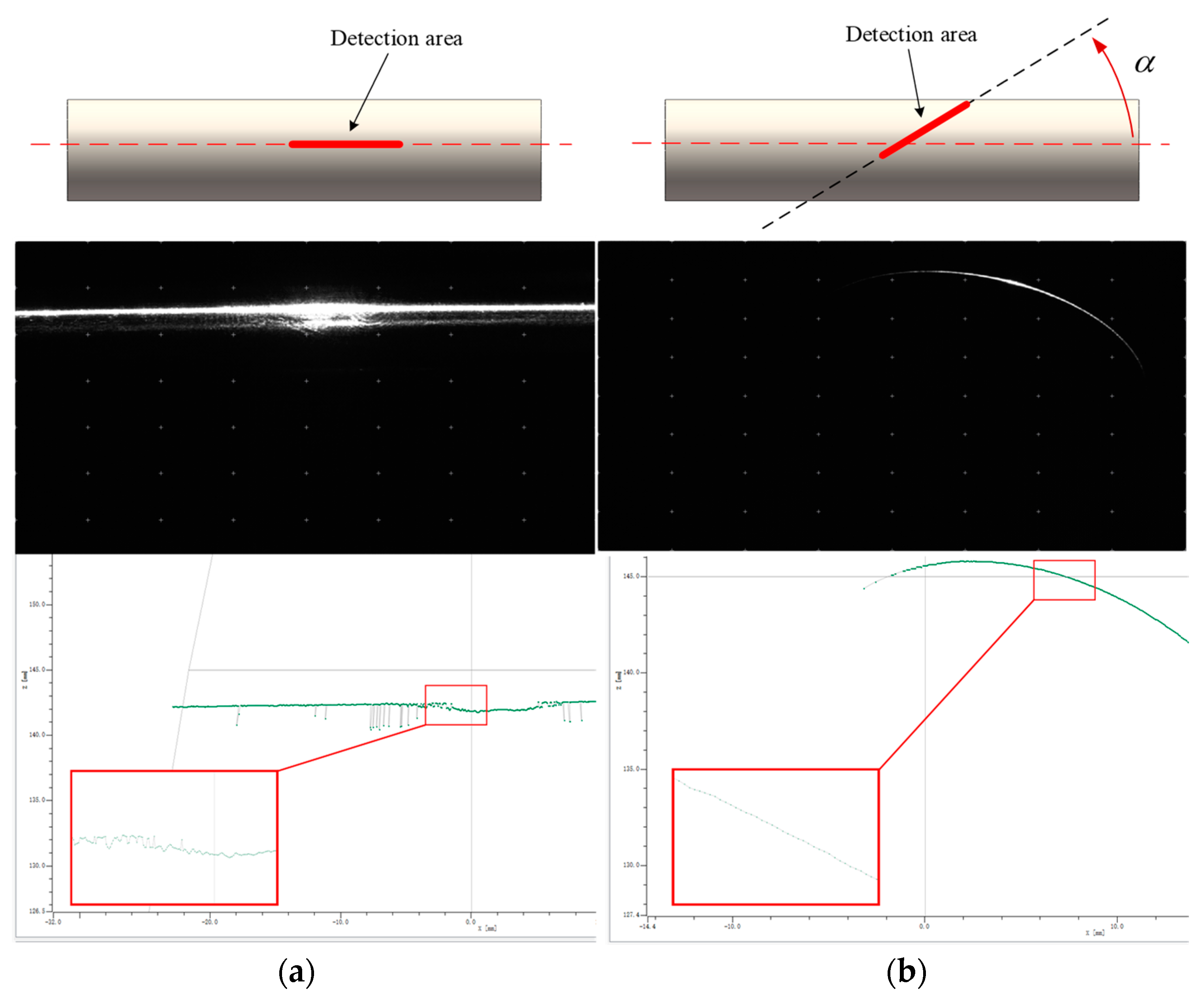
3.2. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, S. High-speed 3D shape measurement with structured light methods: A review. Opt. Lasers Eng. 2018, 106, 119–131. [Google Scholar] [CrossRef]
- Sahoo, S.; Lo, C.Y. Smart manufacturing powered by recent technological advancements: A review. J. Manuf. Syst. 2022, 64, 236–250. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R. Enabling flexible manufacturing system (FMS) through the applications of industry 4.0 technologies. Internet Things Cyber-Phys. Syst. 2022, 2, 49–62. [Google Scholar] [CrossRef]
- Yan, R.J.; Kayacan, E.; Chen, I.M.; Tiong, L.K.; Wu, J. QuicaBot: Quality inspection and assessment robot. IEEE Trans. Autom. Sci. Eng. 2018, 16, 506–517. [Google Scholar] [CrossRef]
- Weimer, D.; Luepke, H.V.; Tausendfreund, A.; Bergmann, R.B.; Goch, G.; Scholz-Reiter, B. Dimensional In Situ Shape and Surface Inspection of Metallic Micro Components in Micro Bulk Manufacturing. Adv. Mater. Res. 2014, 1018, 493–500. [Google Scholar] [CrossRef]
- Wang, J.; Guo, J. Algorithm for detecting volumetric geometric accuracy of NC machine tool by laser tracker. Chin. J. Mech. Eng. 2013, 26, 166–175. [Google Scholar] [CrossRef]
- Sang, Y.; Wang, X.; Sun, W. Research on the development of an interactive three coordinate measuring machine simulation platform. Comput. Appl. Eng. Educ. 2018, 26, 1173–1185. [Google Scholar] [CrossRef]
- Yang, G.; Chen, Y.; Shi, P.; Wang, Y. A three-dimensional measuring system with stroboscopic laser grating fringe. Optik 2021, 229, 166239. [Google Scholar] [CrossRef]
- Zhao, X.M.; Feng, Y. Measurement method for the symmetry error of double keyway in a shaft. In Proceedings of the 2010 International Conference on Electrical and Control Engineering, Wuhan, China, 25–27 June 2010; IEEE: Piscataway, NJ, USA, 2010; pp. 1257–1259. [Google Scholar]
- Lim, Y.S.; Choi, W.; Park, Y.J.; Oh, S.W.; Kim, Y.H.; Park, J.S. A novel one-body dual laser profile based vibration compensation in 3D scanning. Measurement 2018, 130, 455–466. [Google Scholar] [CrossRef]
- Wang, X.; Zhou, Y. A mechanical transmission based image de-blurring method used for on-line surface quality inspection. Measurement 2020, 151, 107262. [Google Scholar] [CrossRef]
- Leo, M.; Masatoshi, I. Real-Time Inspection of Rod Straightness and Appearance by Non-Telecentric Camera Array. Jrobomech 2022, 34, 975–984. [Google Scholar]
- Umetsu, K.; Furutnani, R.; Osawa, S.; Takatsuji, T.; Kurosawa, T. Geometric calibration of a coordinate measuring machine using a laser tracking system. Meas. Sci. Technol. 2005, 16, 2466. [Google Scholar] [CrossRef]
- Guardiani, E.; Morabito, A. An investigation on methods for axis detection of high-density generic axially symmetric mechanical surfaces for automatic geometric inspection. J. Mech. Eng. Sci. 2021, 235, 920–933. [Google Scholar] [CrossRef]
- Lee, K.H.; Park, H. Automated inspection planning of free-form shape parts by laser scanning. Robot. Comput. Integr. Manuf. 2000, 16, 201–210. [Google Scholar] [CrossRef]
- Karthikeyan, S.; Subbarayan, M.R.; Beemaraj, R.K.; Sivakandhan, C. Computer vision-based surface roughness measurement using artificial neural network. Mater. Today Proc. 2022, 60, 1325–1328. [Google Scholar]
- Choi, J.G.; Kim, S. Parallelism Measurement of Rolls by Using a Laser Interferometer. J. Korean Soc. Manuf. Technol. Eng. 2014, 23, 642–646. [Google Scholar] [CrossRef]
- Angelo, L.; Stefano, P.; Morabito, E.A. Comparison of methods for axis detection of high-density acquired axially-symmetric surfaces. Int. J. Interact. Des. Manuf. 2014, 8, 199–208. [Google Scholar] [CrossRef]
- Liu, Y.L.; Li, G.C.; Zhou, H.G.; Feng, F.; Ge, W. On-machine measurement method for the geometric error of shafts with a large ratio of length to diameter. Measurement 2021, 176, 109194. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | 1 | 2 | 3 | 4 | 5 | 6 |
| Angle/° | 15 | 40 | 75 | 70 | 35 | 12 |
| Actual value/mm | 7.6262 | 8.1061 | 8.1002 | 8.4614 | 9.3362 | 9.7081 |
| X coordinate | 0 | 0 | 0 | 0 | 0 | 0 |
| Y coordinate | −31.9132 | −27.1189 | −11.3209 | 8.6604 | 26.3031 | 33.5255 |
| Z coordinate | −6.7834 | −18.9889 | −31.1040 | −32.3212 | −22.0709 | −8.9831 |
| Number | 1 | 2 | 3 | 4 | 5 |
| Radial circular runout/mm | 0.3701 | 0.2393 | 0.3267 | 0.4044 | 0.2651 |
| Number | 6 | 7 | 8 | 9 | 10 |
| Radial circular runout/mm | 0.4426 | 0.3638 | 0.4416 | 0.3736 | 0.4470 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guan, X.; Tang, Y.; Dong, B.; Li, G.; Fu, Y.; Tian, C. An Intelligent Detection System for Surface Shape Error of Shaft Workpieces Based on Multi-Sensor Combination. Appl. Sci. 2023, 13, 12931. https://doi.org/10.3390/app132312931
Guan X, Tang Y, Dong B, Li G, Fu Y, Tian C. An Intelligent Detection System for Surface Shape Error of Shaft Workpieces Based on Multi-Sensor Combination. Applied Sciences. 2023; 13(23):12931. https://doi.org/10.3390/app132312931
Chicago/Turabian StyleGuan, Xiaoyan, Ying Tang, Baojiang Dong, Guochao Li, Yanling Fu, and Chongshun Tian. 2023. "An Intelligent Detection System for Surface Shape Error of Shaft Workpieces Based on Multi-Sensor Combination" Applied Sciences 13, no. 23: 12931. https://doi.org/10.3390/app132312931
APA StyleGuan, X., Tang, Y., Dong, B., Li, G., Fu, Y., & Tian, C. (2023). An Intelligent Detection System for Surface Shape Error of Shaft Workpieces Based on Multi-Sensor Combination. Applied Sciences, 13(23), 12931. https://doi.org/10.3390/app132312931