
The Mechanical Properties of Functionally Graded Lattice Structures Derived Using Computer-Aided Design for Additive Manufacturing


Abstract
:1. Introduction
2. Methodology
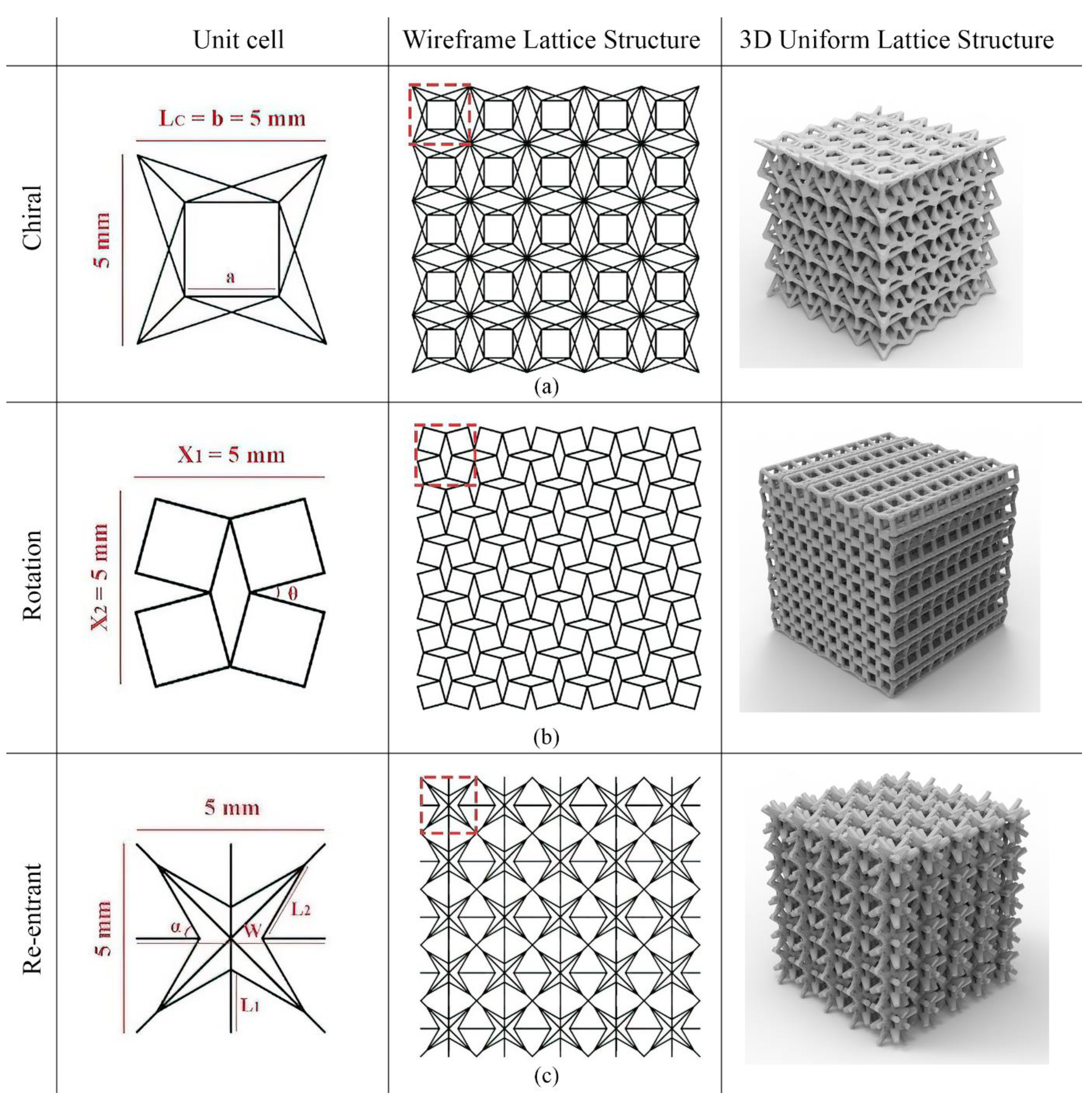
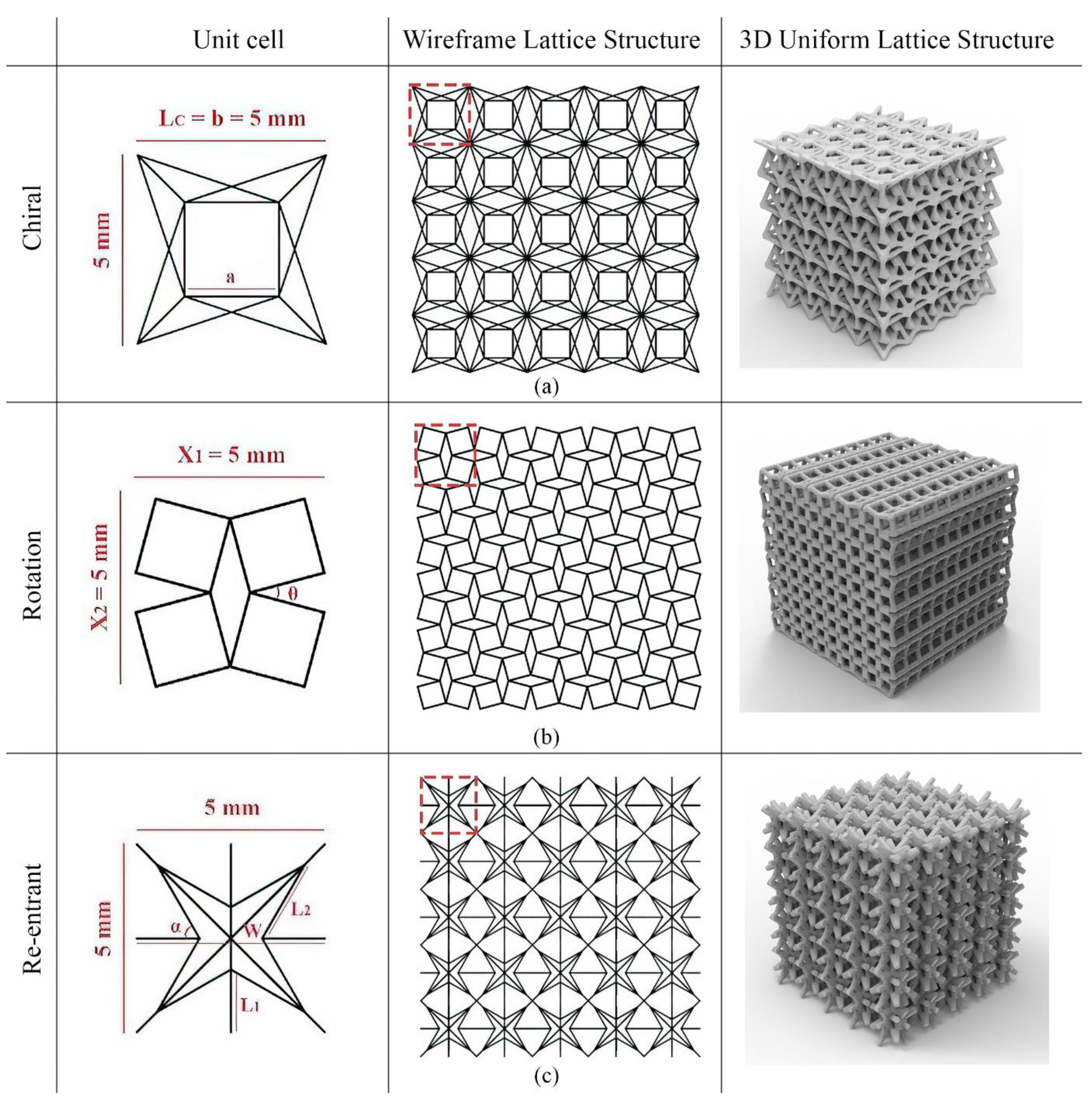
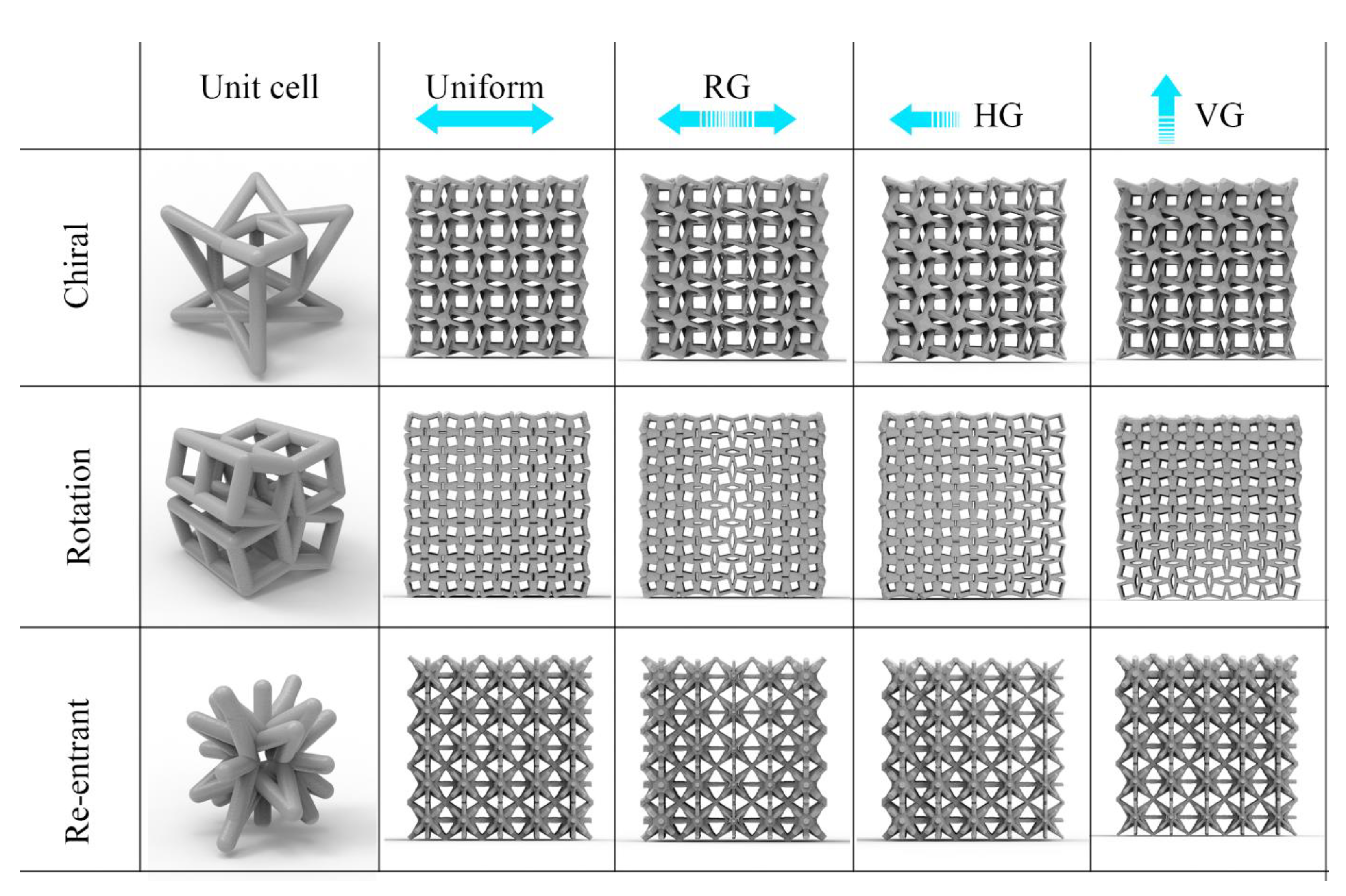
2.1. Design of Unit Cells and Lattice Structures
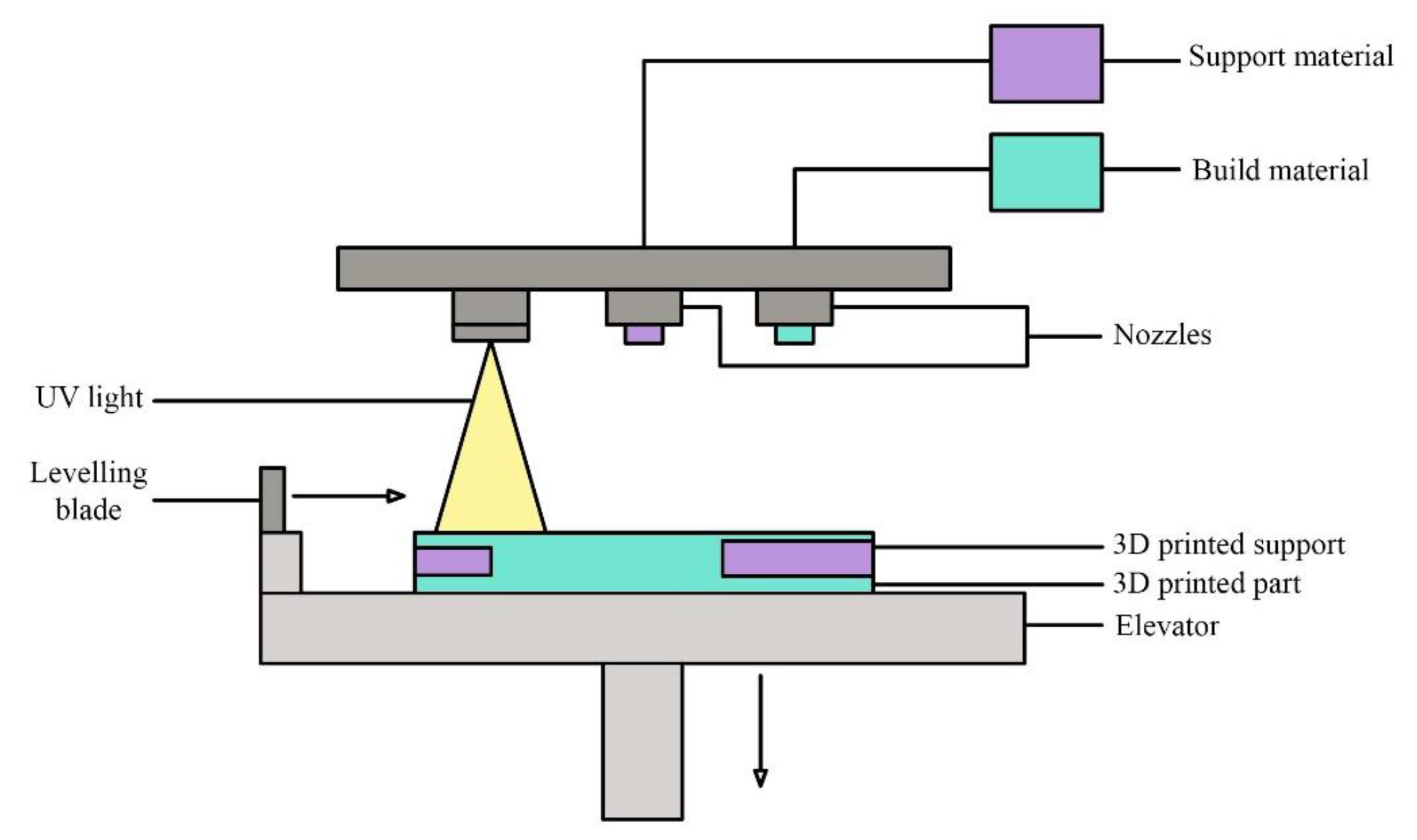
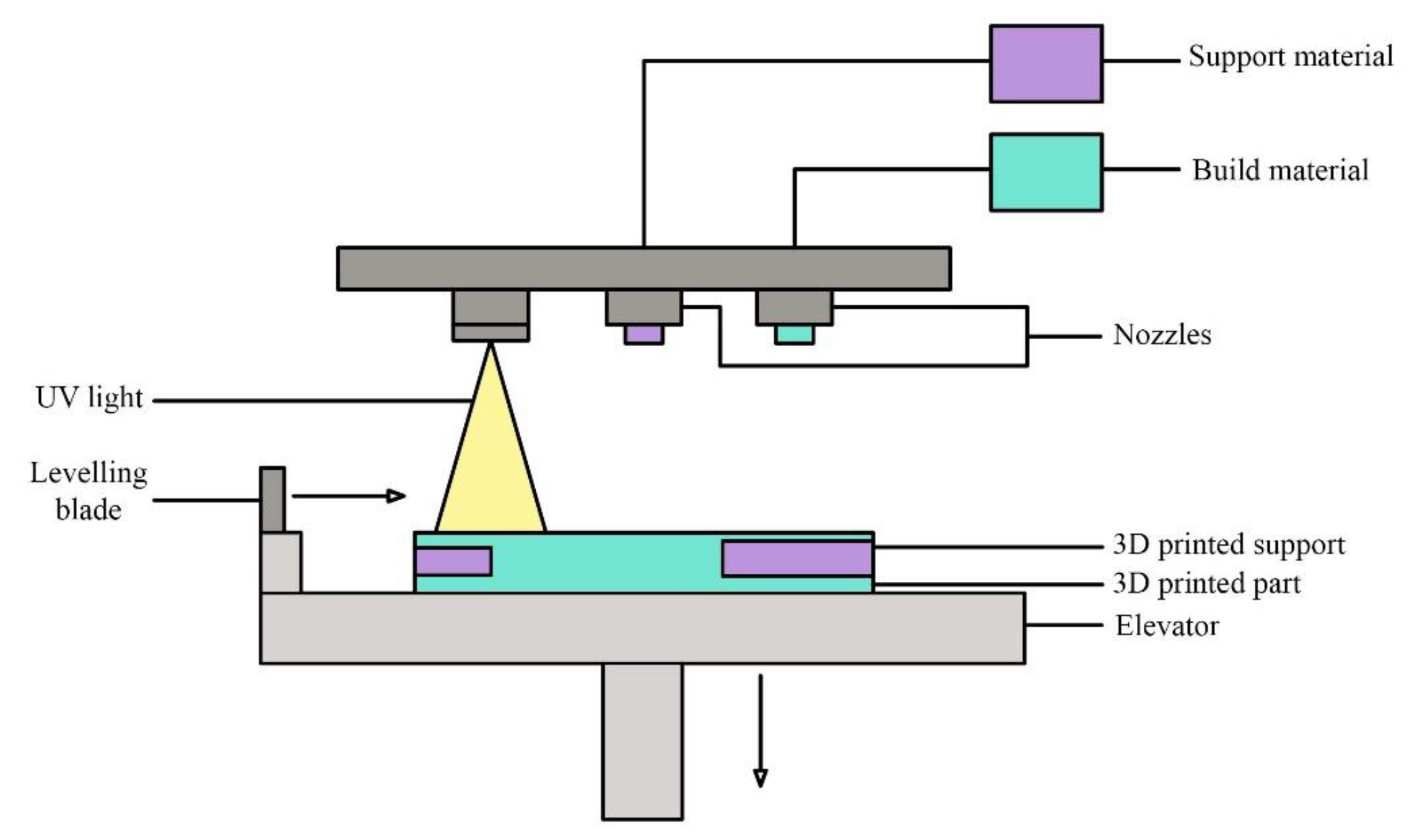
2.2. Additive Manufacturing of Lattice Structures with Material Jetting
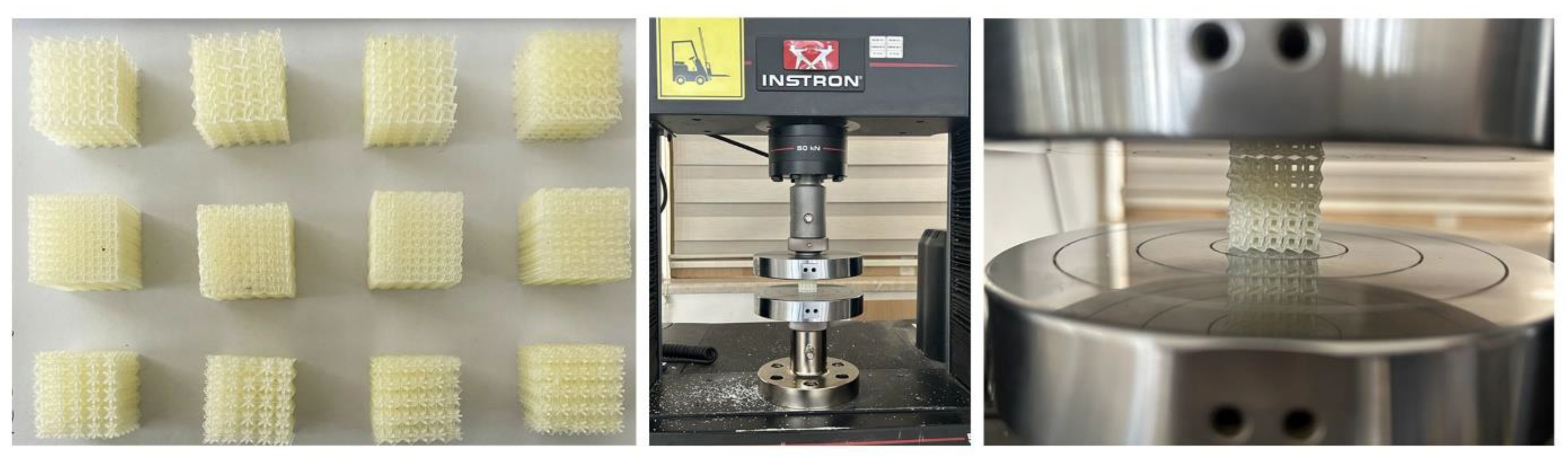
2.3. Compression Tests of Lattice Structures
3. Results and Discussions
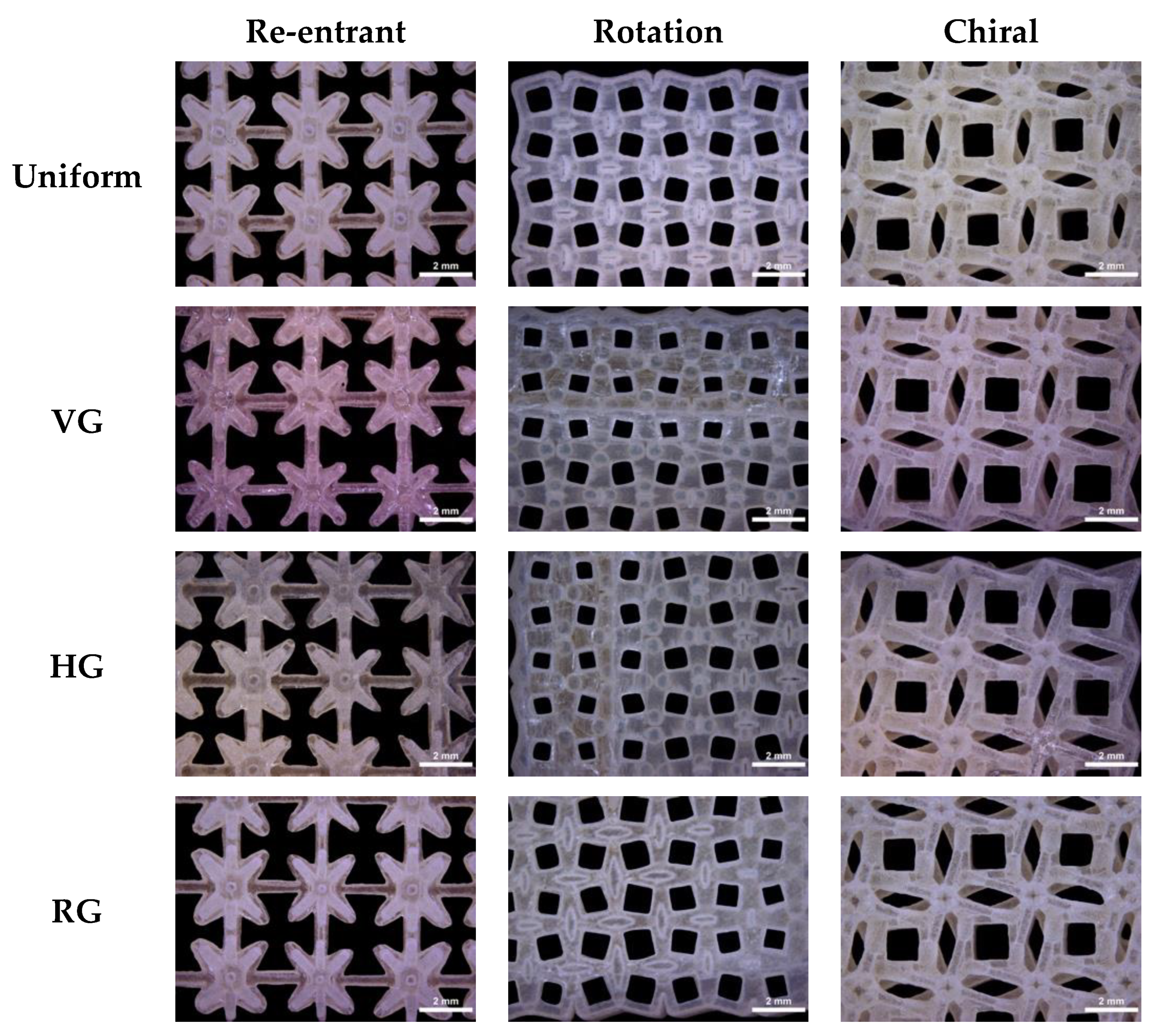
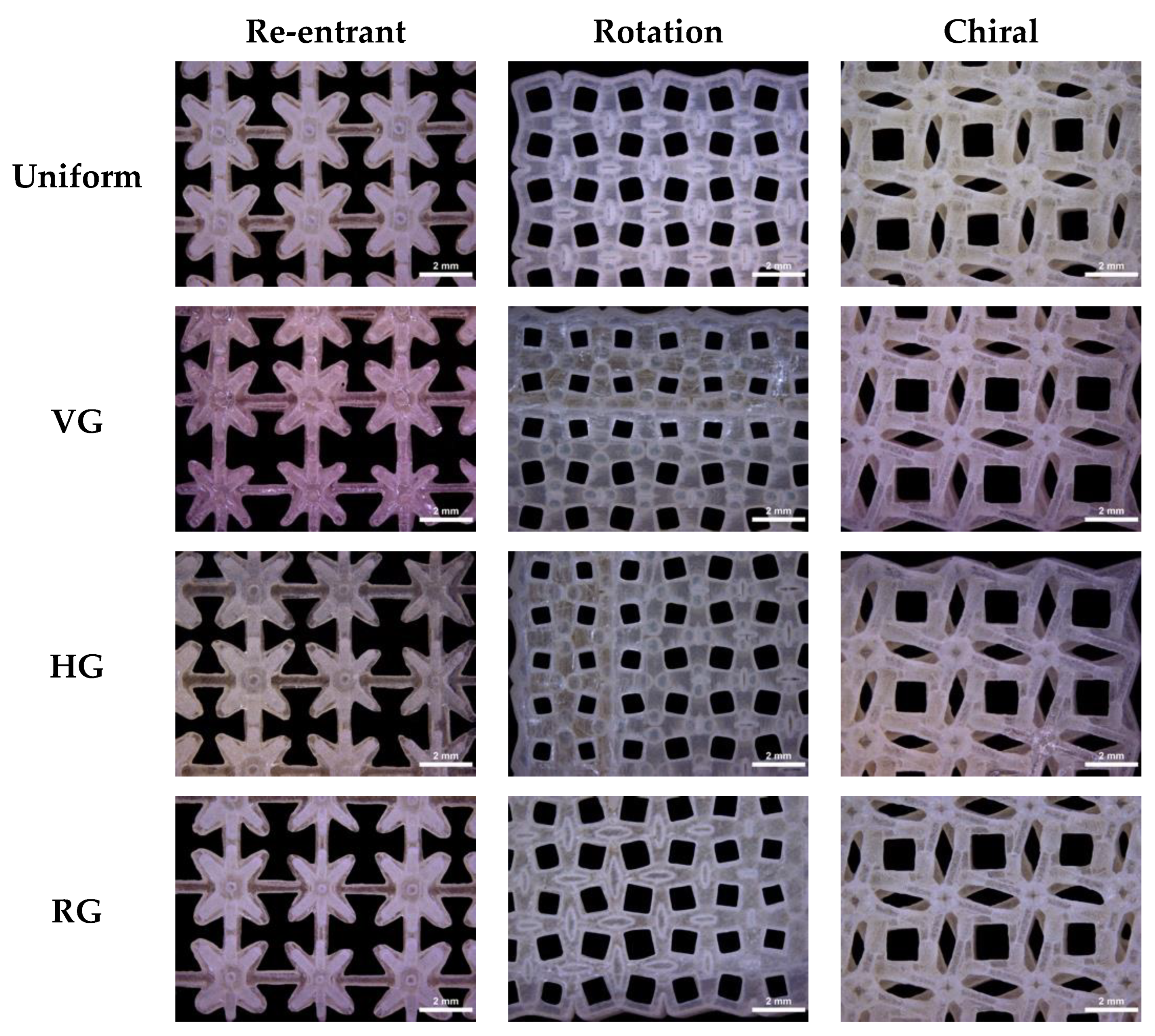
3.1. Structural Characteristics
3.1.1. Dimensional Accuracy
3.1.2. Relative Density
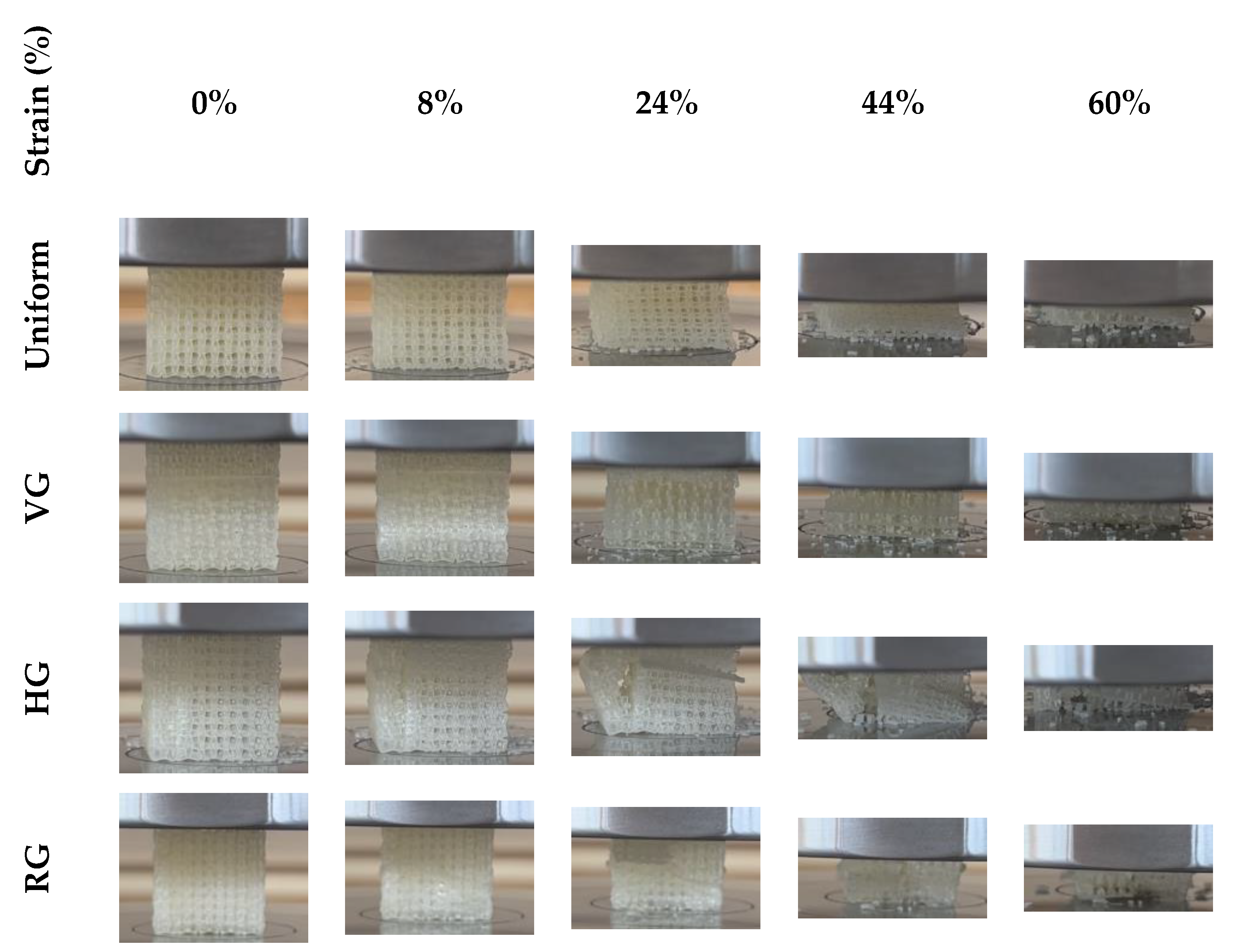
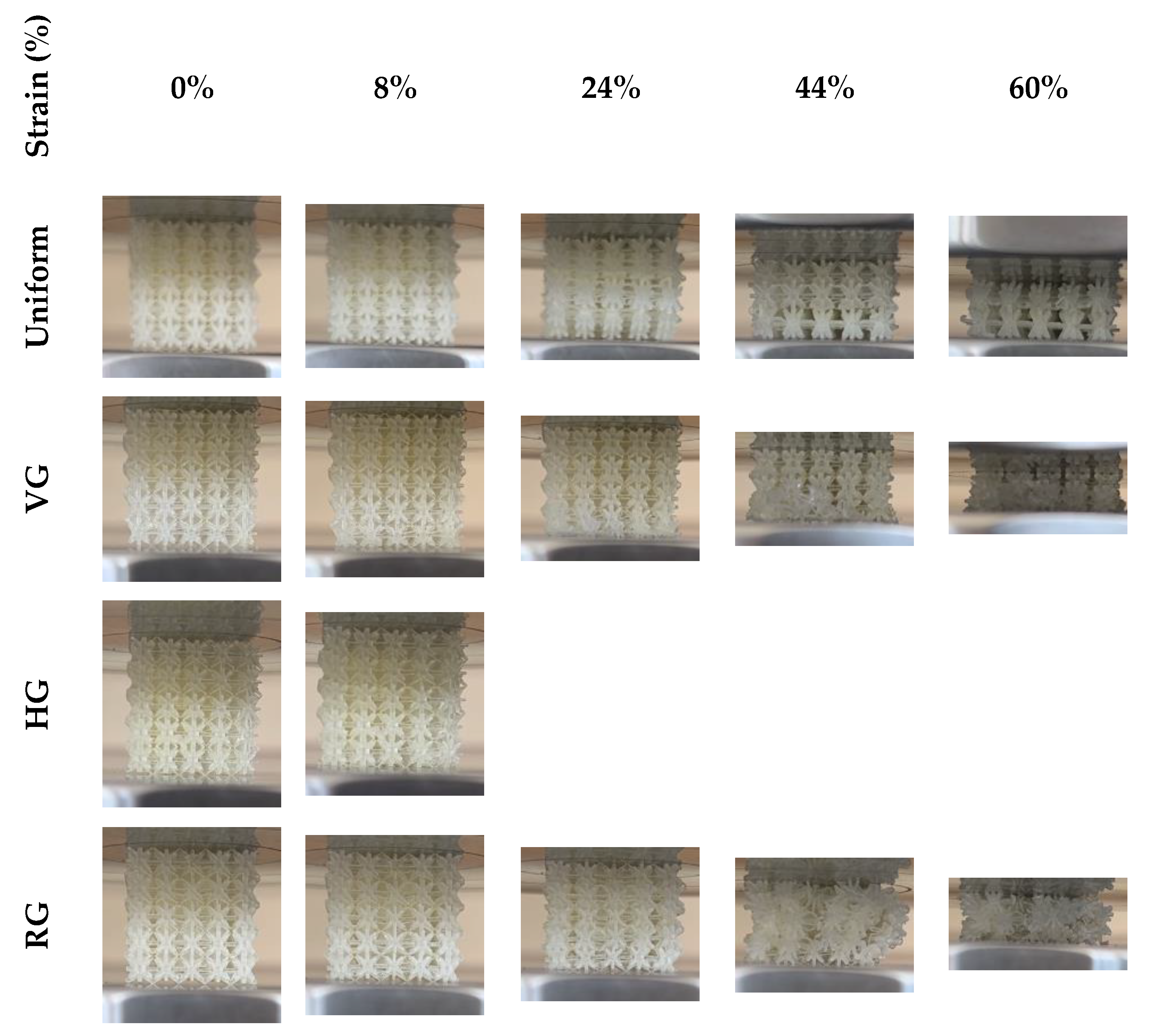
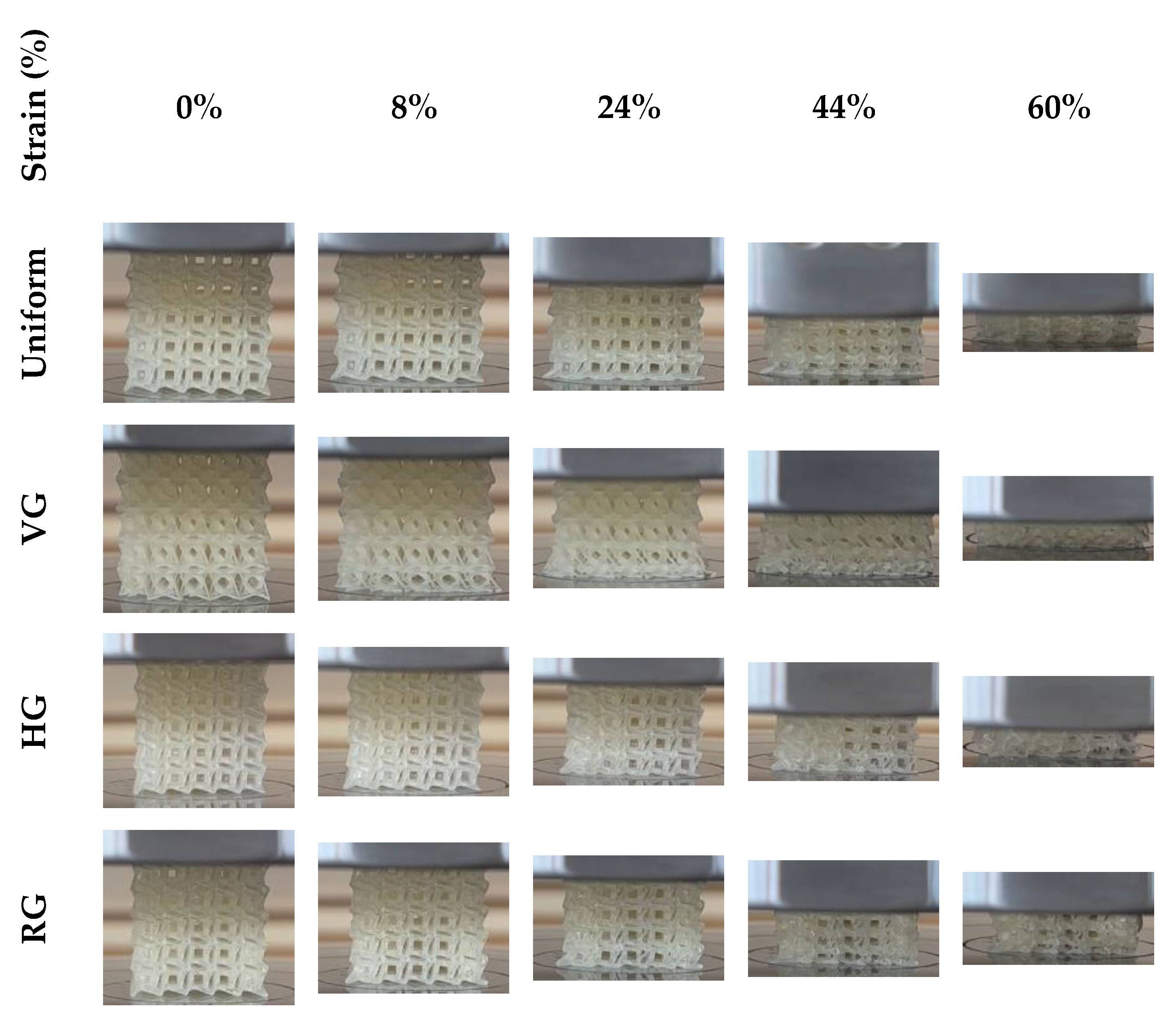
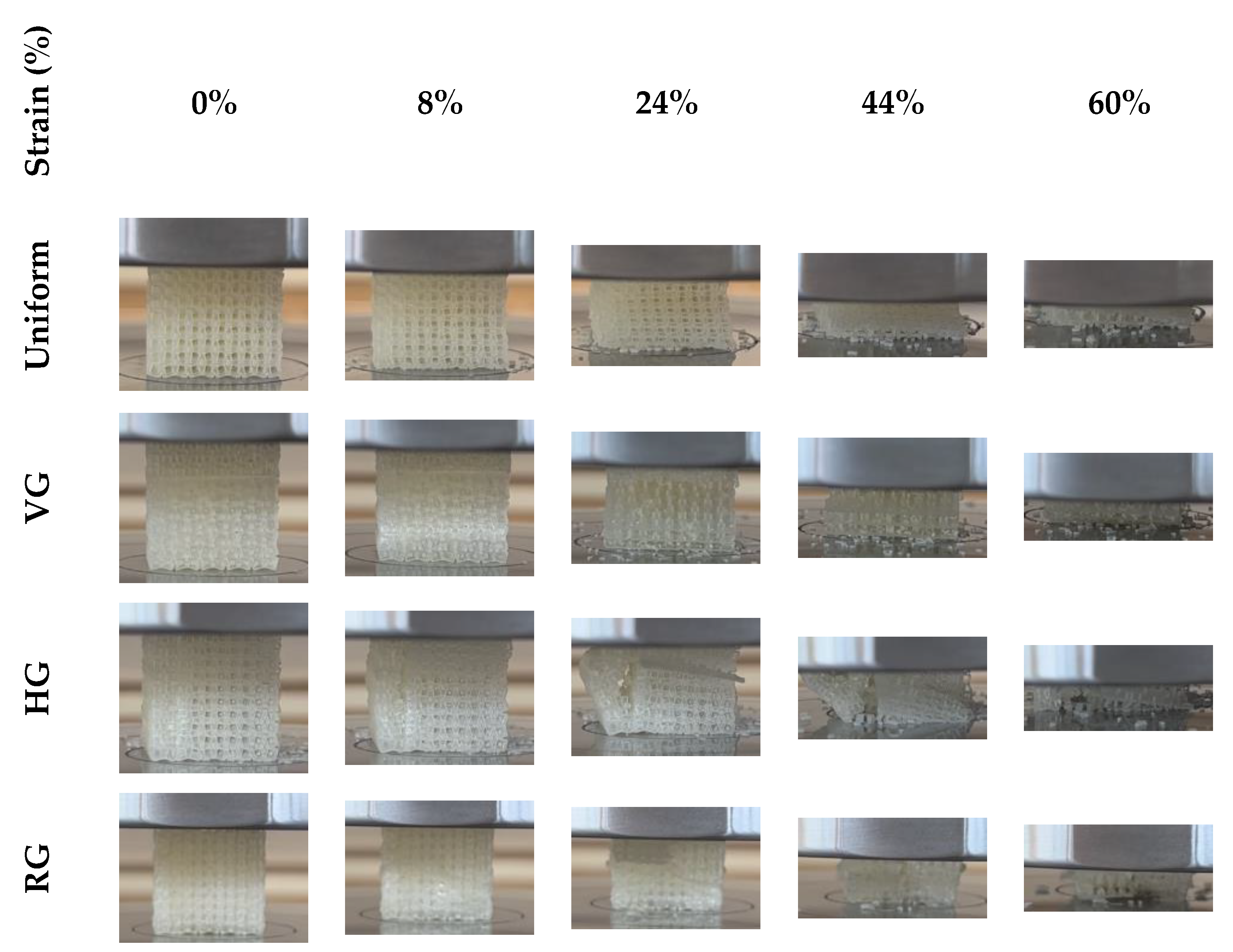
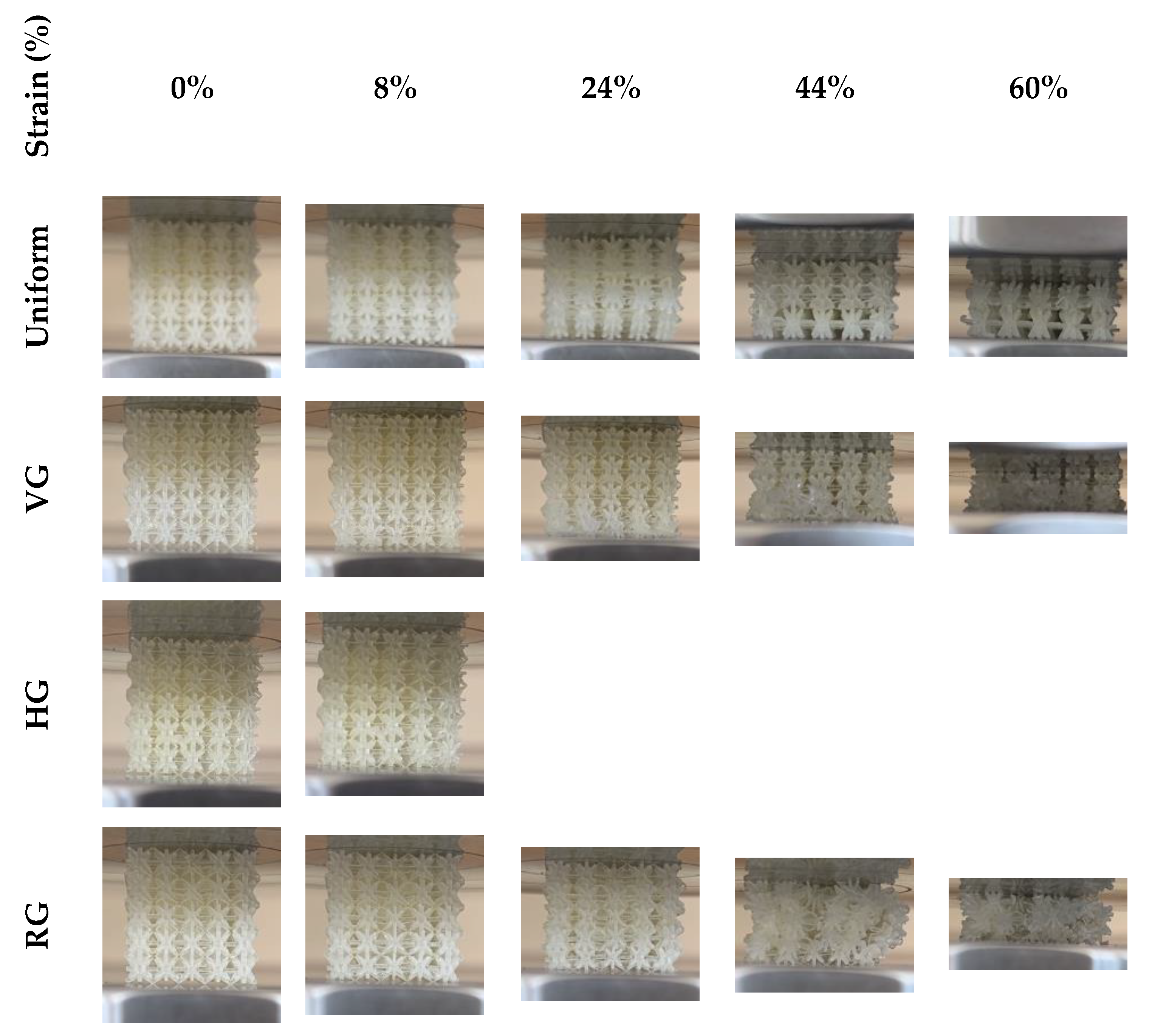
3.2. Deformation Behaviors
3.3. Compressive Properties
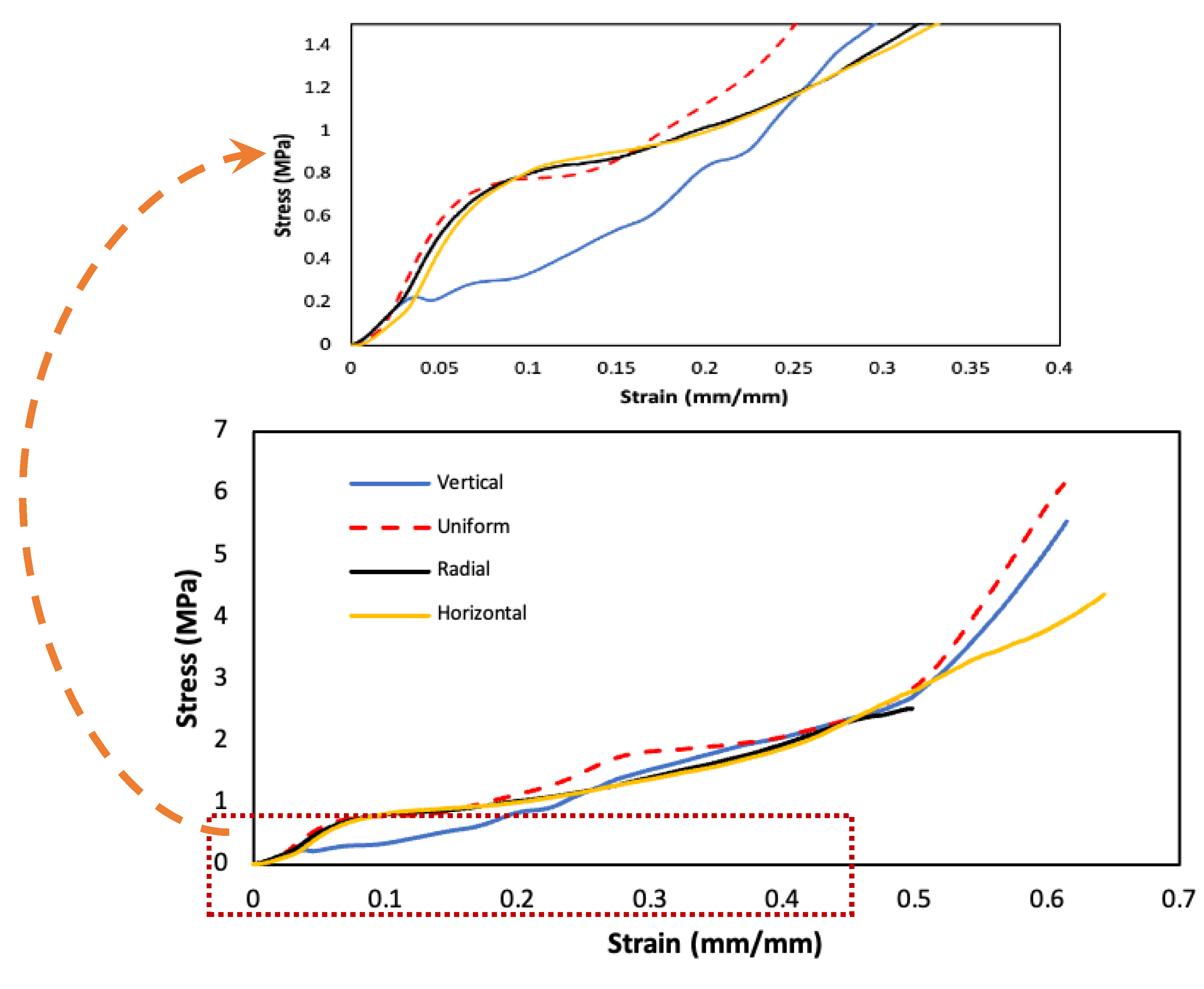
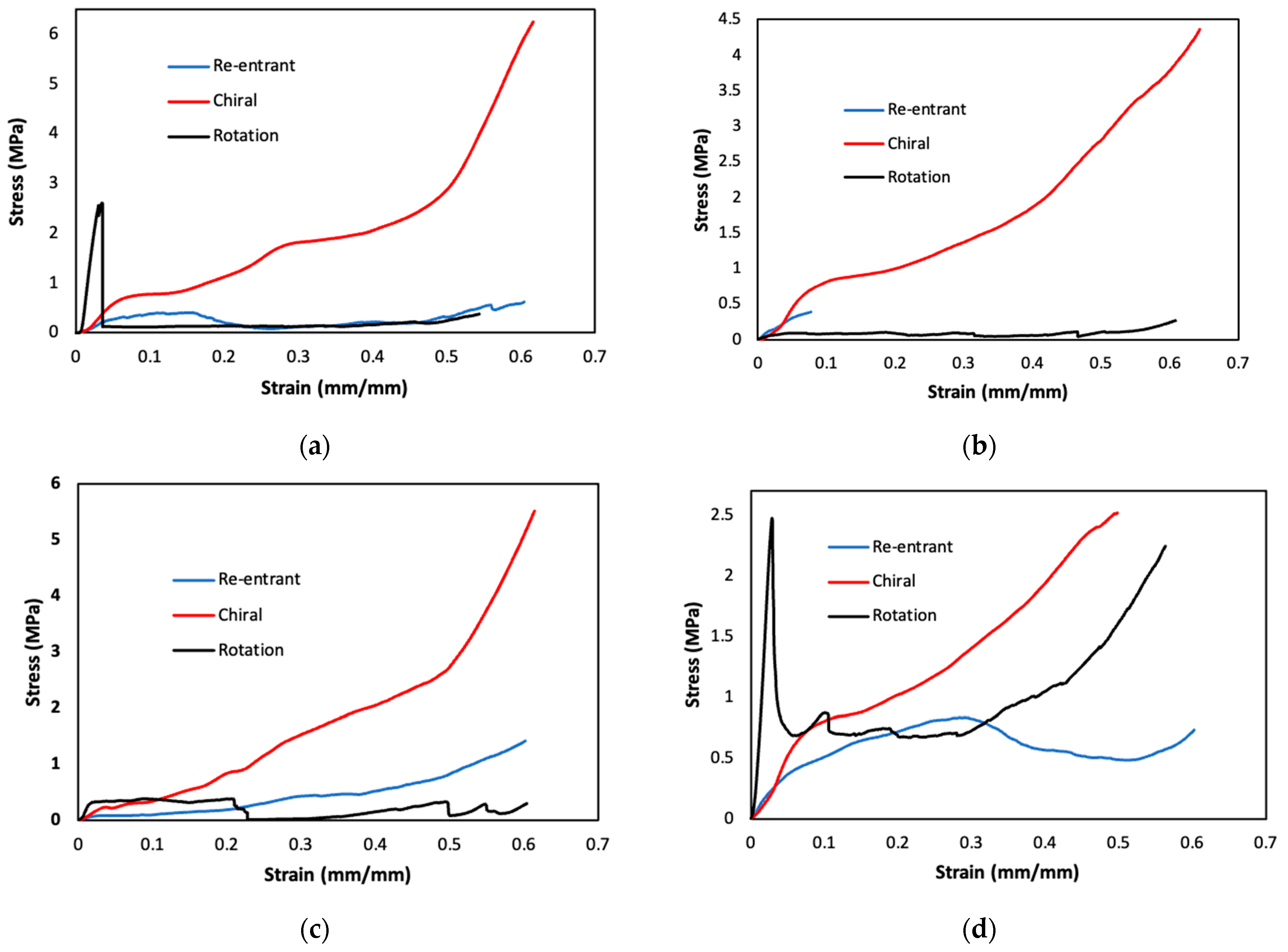
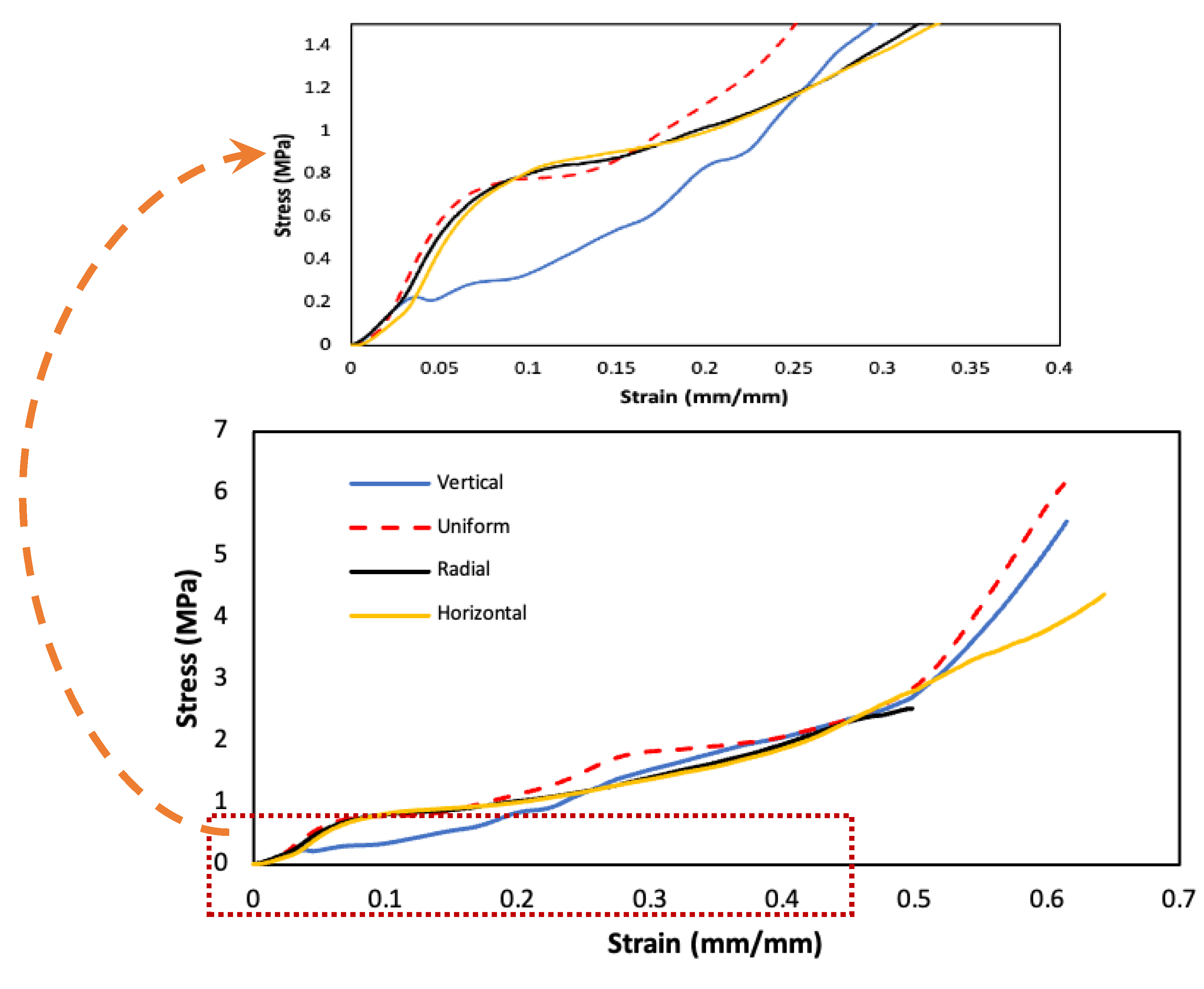
3.3.1. Compressive Test Results for Chiral Structures
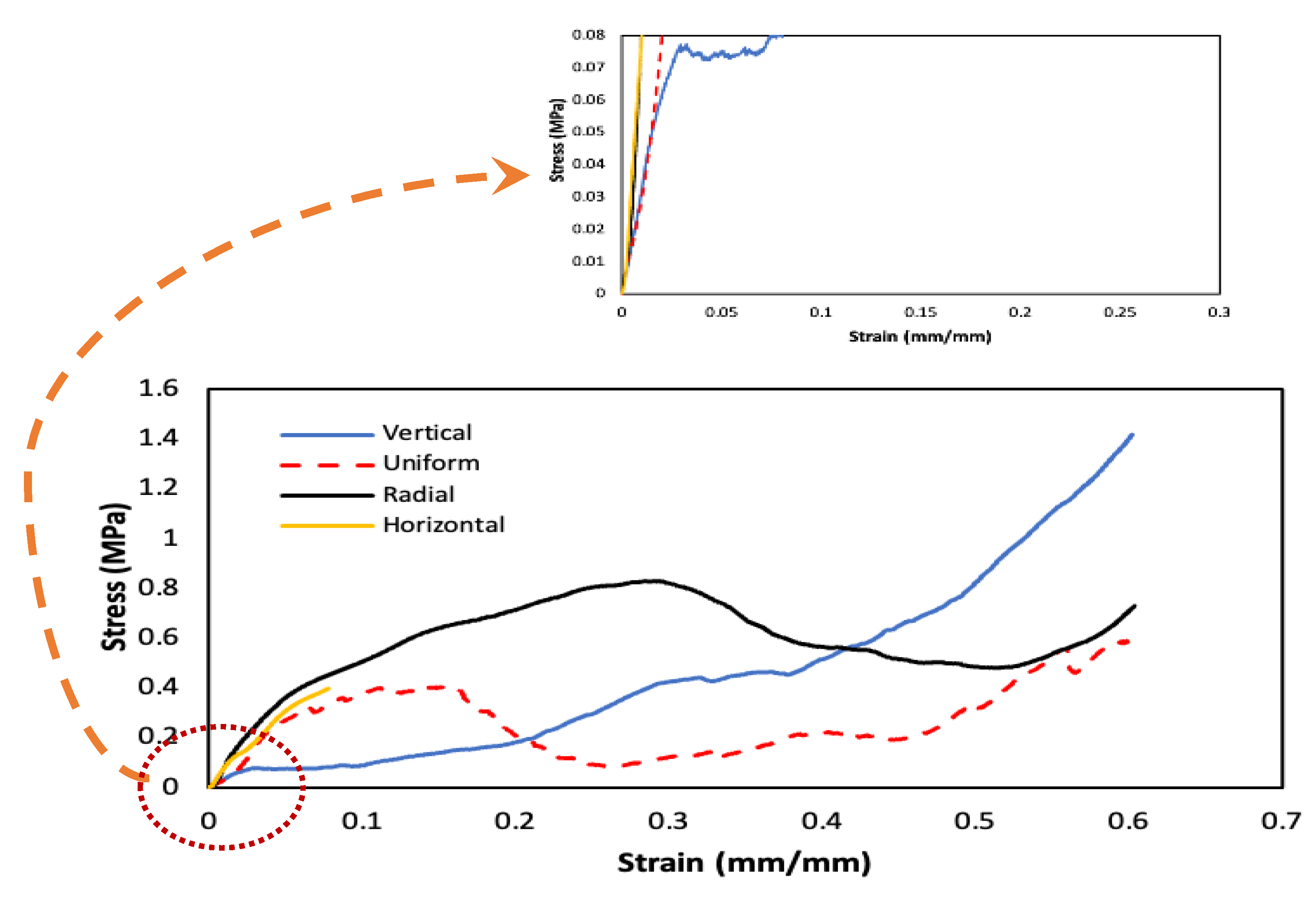
3.3.2. Compressive Test Results for Re-Entrant Structures
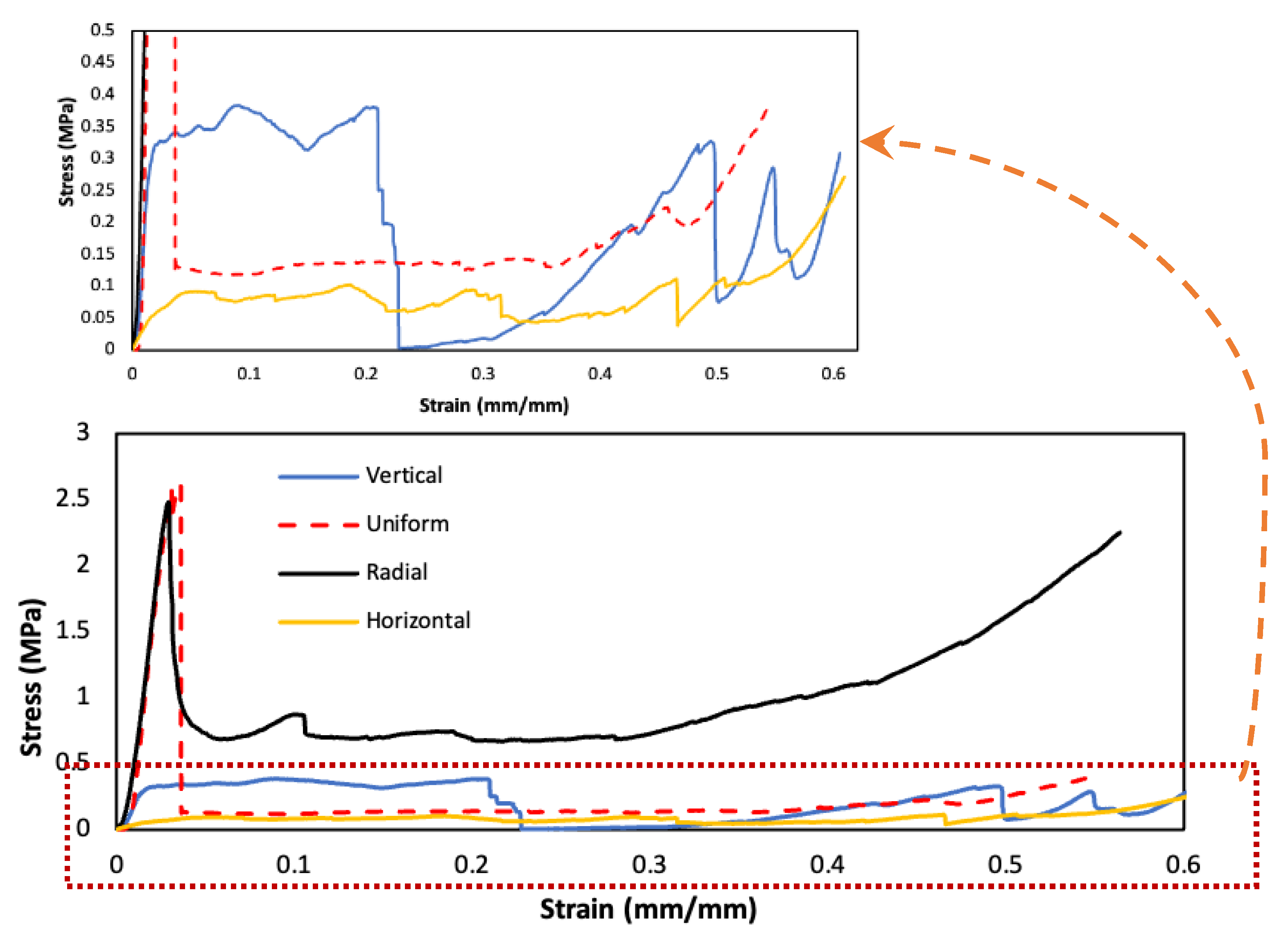
3.3.3. Compressive Test Results for Rotation Structures
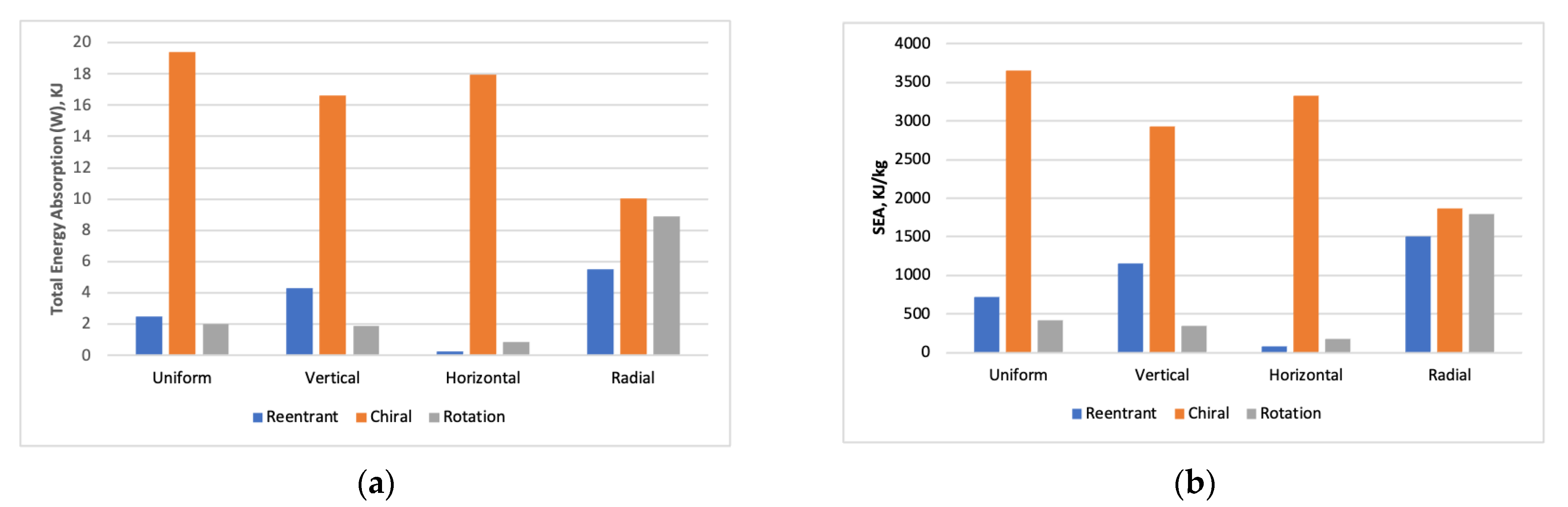
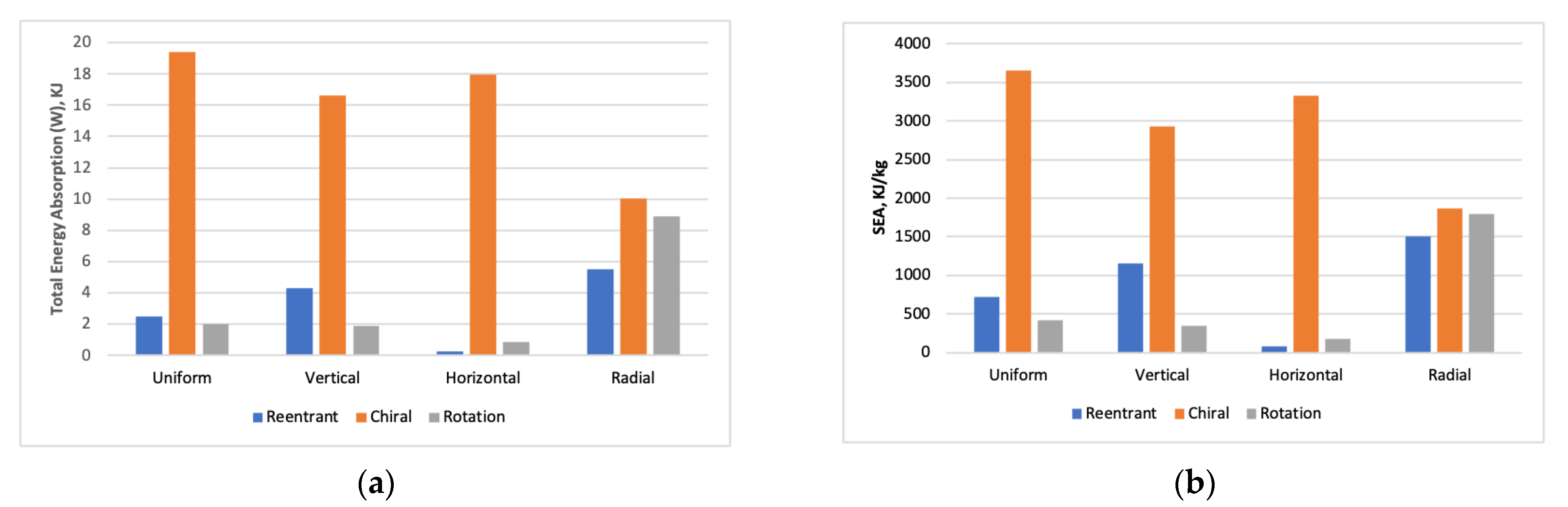
3.4. Energy Absorption Capabilities
4. Conclusions
- According to the results of the compression test performed in this study, the highest compressive strength value was obtained in the uniform configuration of the rotation lattice structure. When only FGLSs are considered, the best results were obtained in the RG configuration of the rotation lattice structure. The HG and RG configurations of the chiral lattice structure stand out for their high energy absorption.
- It was found that the energy absorption capacities of rotating and re-entrant FGLSs were more successful than those of uniform structures. The energy absorption potentials of FGLSs in chiral lattice structures can be further enhanced with improvements to the design.
- It was found that the dimensional deviation in uniform lattice was less than that in gradient lattice. The chiral structure was superior in geometric accuracy and dimensional completeness.
- The problem of the incomplete dissolution of the support material, which occurs in the post-production process with MJ, leads to dimensional deviations, especially in thin geometries. Therefore, the largest geometric deviations occurred in thin geometries. CAD design has an impact on dimensional accuracy, which complicates the solution of the support material in rotation lattice.
- The connection problems in the re-entrant lattice structure showed that geometric features can cause problems during fabrication. This was due to the inability to create strong strut-end connections in the re-entrant structure.
- Consistent with the literature [63], the results showed that the internal design of lattice structures is decisive in achieving a more ideal energy-absorbing structure.
- The maximum energy absorption capacity value (19.381 KJ) and the maximum SEA value (3649.905 KJ/kg) were obtained from the uniform configuration of the chiral lattice structure.
- Generally, the best SEA performance was obtained for chiral structures. The results showed that chiral lattice structures can be used for applications where high toughness and energy dissipation are expected.
- This study shows that FGLSs have significant advantages over uniform structures in terms of dimensional accuracy, mechanical strength and energy absorption and demonstrates the potential of these structures for industrial applications.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hou, W.; Yang, X.; Zhang, W.; Xia, Y. Design of energy-dissipating structure with functionally graded auxetic cellular material. Int. J. Crashworthiness 2018, 23, 366–376. [Google Scholar] [CrossRef]
- Tancogne-Dejean, T.; Spierings, A.B.; Mohr, D. Additively-manufactured metallic micro-lattice materials for high specific energy absorption under static and dynamic loading. Acta Mater. 2016, 116, 14–28. [Google Scholar] [CrossRef]
- Handler, E.; Sterling, A.; Pegues, J.; Ozdes, H.; Masoomi, M.; Shamsaei, N.; Thompson, S.M. Design and process considerations for effective additive manufacturing of heat exchangers. In Proceedings of the 2017 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 7–9 August 2017. [Google Scholar]
- Pan, G.T.; Chong, S.; Tsai, H.J.; Lu, W.H.; Yang, T.C.K. The effects of iron, silicon, chromium, and aluminium additions on the physical and mechanical properties of recycled 3D printing filaments. Adv. Polym. Technol. 2018, 37, 1176–1184. [Google Scholar] [CrossRef]
- Köhnen, P.; Haase, C.; Bültmann, J.; Ziegler, S.; Schleifenbaum, J.H.; Bleck, W. Mechanical properties and deformation behavior of additively manufactured lattice structures of stainless steel. Mater. Des. 2018, 145, 205–217. [Google Scholar] [CrossRef]
- Chen, Z.; Wang, Z.; Zhou, S.; Shao, J.; Wu, X. Novel negative Poisson’s ratio lattice structures with enhanced stiffness and energy absorption capacity. Materials 2018, 11, 1095. [Google Scholar] [CrossRef]
- Pan, C.; Han, Y.; Lu, J. Design and optimization of lattice structures: A review. Appl. Sci. 2020, 10, 6374. [Google Scholar] [CrossRef]
- Loh, G.H.; Pei, E.; Harrison, D.; Monzón, M.D. An overview of functionally graded additive manufacturing. Addit. Manuf. 2018, 23, 34–44. [Google Scholar] [CrossRef]
- Choy, S.Y.; Sun, C.N.; Leong, K.F.; Wei, J. Compressive properties of functionally graded lattice structures manufactured by selective laser melting. Mater. Des. 2017, 131, 112–120. [Google Scholar] [CrossRef]
- Miyamoto, Y.; Kaysser, W.A.; Rabin, B.H.; Kawasaki, A.; Ford, R.G. Functionally Graded Materials: Design, Processing and Applications; Springer Science & Business Media: New York, NY, USA, 2013; Volume 5, pp. 29–63. [Google Scholar]
- Khan, S. Analysis of tribological applications of functionally graded materials in mobility engineering. Int. J. Sci. Eng. Res. 2015, 6, 1150–1160. [Google Scholar]
- Niendorf, T.; Leuders, S.; Riemer, A.; Brenne, F.; Tröster, T.; Richard, H.A.; Schwarze, D. Functionally graded alloys obtained by additive manufacturing. Adv. Eng. Mater. 2014, 16, 857–861. [Google Scholar] [CrossRef]
- Xu, Z.; Razavi, S.M.J.; Ayatollahi, M.R. Functionally Graded Lattice Structures: Fabrication Methods, Mechanical Properties, Failure Mechanisms and Applications. Int. J. Impact Eng. 2022, 125, 163–172. [Google Scholar]
- Schumacher, C.; Bickel, B.; Rys, J.; Marschner, S.; Daraio, C.; Gross, M. Microstructures to control elasticity in 3D printing. ACM Trans. Graph. (TOG) 2015, 34, 136. [Google Scholar] [CrossRef]
- Zhang, W.; Ma, Z.; Hu, P. Mechanical properties of a cellular vehicle body structure with negative Poisson’s ratio and enhanced strength. J. Reinf. Plast. Compos. 2014, 33, 342–349. [Google Scholar] [CrossRef]
- Maskery, I.; Hussey, A.; Panesar, A.; Aremu, A.; Tuck, C.; Ashcroft, I.; Hague, R. An investigation into reinforced and functionally graded lattice structures. J. Cell. Plast. 2017, 53, 151–165. [Google Scholar] [CrossRef]
- Bai, L.; Gong, C.; Chen, X.; Sun, Y.; Xin, L.; Pu, H.; Peng, Y.; Luo, J. Mechanical properties and energy absorption capabilities of functionally graded lattice structures: Experiments and simulations. Int. J. Mech. Sci. 2020, 182, 105735. [Google Scholar] [CrossRef]
- Takezawa, A.; Zhang, X.; Kato, M.; Kitamura, M. Method to optimize an additively-manufactured functionally-graded lattice structure for effective liquid cooling. Addit. Manuf. 2019, 28, 285–298. [Google Scholar] [CrossRef]
- Plocher, J.; Panesar, A. Mechanical performance of additively manufactured fiber-reinforced functionally graded lattices. JOM 2020, 72, 1292–1298. [Google Scholar] [CrossRef]
- Al-Saedi, D.S.; Masood, S.H.; Faizan-Ur-Rab, M.; Alomarah, A.; Ponnusamy, P. Mechanical properties and energy absorption capability of functionally graded F2BCC lattice fabricated by SLM. Mater. Des. 2018, 144, 32–44. [Google Scholar] [CrossRef]
- Novak, N.; Vesenjak, M.; Ren, Z. Auxetic cellular materials-a review. Stroj. Vestn. J. Mech. Eng. 2016, 62, 485–493. [Google Scholar] [CrossRef]
- Li, C.; Shen, H.S.; Wang, H.; Yu, Z. Large amplitude vibration of sandwich plates with functionally graded auxetic 3D lattice core. Int. J. Mech. Sci. 2020, 174, 105472. [Google Scholar] [CrossRef]
- Qiao, J.X.; Chen, C.Q. Impact resistance of uniform and functionally graded auxetic double arrowhead honeycombs. Int. J. Impact Eng. 2015, 83, 47–58. [Google Scholar] [CrossRef]
- Aremu, A.O.; Brennan-Craddock, J.P.J.; Panesar, A.; Ashcroft, I.A.; Hague, R.J.; Wildman, R.D.; Tuck, C. A voxel-based method of constructing and skinning conformal and functionally graded lattice structures suitable for additive manufacturing. Addit. Manuf. 2017, 13, 1–13. [Google Scholar] [CrossRef]
- Daynes, S.; Feih, S.; Lu, W.F.; Wei, J. Optimisation of functionally graded lattice structures using isostatic lines. Mater. Des. 2017, 127, 215–223. [Google Scholar] [CrossRef]
- Nguyen, C.H.P.; Choi, Y. Concurrent density distribution and build orientation optimization of additively manufactured functionally graded lattice structures. Comput. Aided Des. 2020, 127, 102884. [Google Scholar] [CrossRef]
- Nguyen, C.H.P.; Kim, Y.; Choi, Y. Design for additive manufacturing of functionally graded lattice structures: A design method with process induced anisotropy consideration. Int. J. Precis. Eng. Manuf. Green Technol. 2021, 8, 29–45. [Google Scholar] [CrossRef]
- Yi, B.; Zhou, Y.; Yoon, G.H.; Saitou, K. Topology optimization of functionally-graded lattice structures with buckling constraints. Comput. Methods Appl. Mech. Eng. 2019, 354, 593–619. [Google Scholar] [CrossRef]
- Mora, S.; Pugno, N.M.; Misseroni, D. 3D printed architected lattice structures by material jetting. Mater. Today 2022, 59, 107–132. [Google Scholar] [CrossRef]
- Gülcan, O.; Günaydın, K.; Tamer, A. The state of the art of material jetting—A critical review. Polymers 2021, 13, 2829. [Google Scholar] [CrossRef]
- Meteyer, S.; Xu, X.; Perry, N.; Zhao, Y.F. Energy and material flow analysis of binder-jetting additive manufacturing processes. Procedia CIRP 2014, 15, 19–25. [Google Scholar] [CrossRef]
- Golhin, A.P.; Srivastava, C.; Strandlie, A.; Sole, A.S.; Grammatikos, S. Effects of accelerated aging on the appearance and mechanical performance of materials jetting products. Mater. Des. 2023, 228, 111863. [Google Scholar] [CrossRef]
- Hao, W.; Liu, J.; Kanwal, H. Compressive properties of cementitious composites reinforced by 3D printed PA 6 lattice. Polym. Test. 2023, 117, 107811. [Google Scholar] [CrossRef]
- Tee, Y.L.; Tran, P.; Leary, M.; Pille, P.; Brandt, M. 3D Printing of polymer composites with material jetting: Mechanical and fractographic analysis. Addit. Manuf. 2020, 36, 101558. [Google Scholar] [CrossRef]
- Wang, Z.; Bo, R.; Bai, H.; Cao, S.; Wang, S.; Chang, J.; Lan, Y.; Li, Y.; Zhang, Y. Flexible Impact-Resistant Composites with Bioinspired Three-Dimensional Solid–Liquid Lattice Designs. ACS Appl. Mater. Interfaces 2023, 15, 22553–22562. [Google Scholar] [CrossRef] [PubMed]
- Guo, X.; Hu, Y.; Li, X.; Fuh, J.Y.H.; Lu, W.F. 3D printing microlattice interpenetrating phase composites for energy absorption, damage resistance, and fracture toughness. Compos. Struct. 2023, 325, 117617. [Google Scholar] [CrossRef]
- Thirunavukkarasu, N.; Gao, J.; Peng, S.; Laroui, A.; Wu, L.; Weng, Z. Mechanically robust 3D printed elastomeric lattices inspired by strong and tough hierarchical structures. Addit. Manuf. 2023, 66, 103451. [Google Scholar] [CrossRef]
- Veloso, F.; Gomes-Fonseca, J.; Morais, P.; Correia-Pinto, J.; Pinho, A.C.; Vilaça, J.L. Overview of methods and software for the design of functionally graded lattice structures. Adv. Eng. Mater. 2022, 24, 2200483. [Google Scholar] [CrossRef]
- Dangal, B.; Jung, S. The Impact of Additive Manufacturing Constraints and Design Objectives on Structural Topology Optimization. Appl. Sci. 2023, 13, 10161. [Google Scholar] [CrossRef]
- Duarte, I.; Vesenjak, M.; Krstulović-Opara, L.; Ren, Z. Static and dynamic axial crush performance of in-situ foam-filled tubes. Compos. Struct. 2015, 124, 128–139. [Google Scholar] [CrossRef]
- Vesenjak, M.; Hokamoto, K.; Matsumoto, S.; Marumo, Y.; Ren, Z. Uni-directional porous metal fabricated by rolling of copper sheet and explosive compaction. Mater. Lett. 2016, 170, 39–43. [Google Scholar] [CrossRef]
- Vesenjak, M.; Kovačič, A.; Tane, M.; Borovinšek, M.; Nakajima, H.; Ren, Z. Compressive properties of lotus-type porous iron. Comput. Mater. Sci. 2012, 65, 37–43. [Google Scholar] [CrossRef]
- Milton, G.W. Composite materials with Poisson’s ratios close to—1. J. Mech. Phys. Solids 1992, 40, 1105–1137. [Google Scholar] [CrossRef]
- Grima, J.N.; Gatt, R.; Alderson, A.; Evans, K.E. On the potential of connected stars as auxetic systems. Mol. Simul. 2005, 31, 925–935. [Google Scholar] [CrossRef]
- Chen, M.; Jiang, H.; Zhang, H.; Li, D.; Wang, Y. Design of an acoustic superlens using single-phase metamaterials with a star-shaped lattice structure. Sci. Rep. 2018, 8, 1861. [Google Scholar] [CrossRef] [PubMed]
- Xu, W.; Liu, Z.; Wang, L.; Zhu, P. 3D chiral metamaterial modular design with highly-tunable tension-twisting properties. Mater. Today Commun. 2022, 30, 103006. [Google Scholar] [CrossRef]
- Chen, Z.; Wu, X.; Xie, Y.M.; Wang, Z.; Zhou, S. Re-entrant auxetic lattices with enhanced stiffness: A numerical study. Int. J. Mech. Sci. 2020, 178, 105619. [Google Scholar] [CrossRef]
- Grima, J.N.; Evans, K.E. Auxetic behavior from rotating squares. J. Mater. Sci. Lett. 2000, 19, 1563–1565. [Google Scholar] [CrossRef]
- Plewa, J.; Płońska, M.; Lis, P. Investigation of modified auxetic structures from rigid rotating squares. Materials 2022, 15, 2848. [Google Scholar] [CrossRef]
- Moore, J.P.; Williams, C.B. Fatigue properties of parts printed by PolyJet material jetting. Rapid Prototyp. J. 2015, 21, 675–685. [Google Scholar] [CrossRef]
- Eren, O.; Sezer, H.K.; Yalçın, N. Effect of lattice design on mechanical response of PolyJet additively manufactured cellular structures. J. Manuf. Process. 2022, 75, 1175–1188. [Google Scholar] [CrossRef]
- Objet30 Series Specifications. Available online: https://proto3000.com/product/objet30-series/#Specifications (accessed on 12 October 2023).
- RGD720 Rigid Translucent Photosensitive Resin Data Sheet. Available online: https://www.stratasys.com/materials/search/rgd720 (accessed on 1 June 2023).
- ASTM D1621. Standard Test Method for Compressive Properties of Rigid Cellular Plastics. ASTM International: West Conshohocken, PA, USA, 2000. [CrossRef]
- Alghamdi, A.; Maconachie, T.; Downing, D.; Brandt, M.; Qian, M.; Leary, M. Effect of additive manufactured lattice defects on mechanical properties: An automated method for the enhancement of lattice geometry. Int. J. Adv. Manuf. Technol. 2020, 108, 957–971. [Google Scholar] [CrossRef]
- Maxwell, J.C.L. On the calculation of the equilibrium and stiffness of frames. Lond. Edinb. Dublin Philos. Mag. J. Sci. 1864, 27, 294–299. [Google Scholar] [CrossRef]
- Gao, Y.; Wei, X.; Han, X.; Zhou, Z.; Xiong, J. Novel 3D auxetic lattice structures developed based on the rotating rigid mechanism. Int. J. Solids Struct. 2021, 233, 111232. [Google Scholar] [CrossRef]
- Xue, Y.; Wang, W.; Han, F. Enhanced compressive mechanical properties of aluminum based auxetic lattice structures filled with polymers. Compos. Part B Eng. 2019, 171, 183–191. [Google Scholar] [CrossRef]
- Ashby, M.F.; Evans, T.; Fleck, N.A.; Hutchinson, J.W.; Wadley, H.N.G.; Gibson, L.J. Metal Foams: A Design Guide; Butterworth-Heinemann: Woburn, UK, 2000. [Google Scholar]
- Maskery, I.; Aboulkhair, N.T.; Aremu, A.O.; Tuck, C.J.; Ashcroft, I.A.; Wildman, R.D.; Hague, R.J.M. A mechanical property evaluation of graded density Al-Si10-Mg lattice structures manufactured by selective laser melting. Mater. Sci. Eng. A 2016, 670, 264–274. [Google Scholar] [CrossRef]
- Mangla, S.K.; Kazancoglu, Y.; Sezer, M.D.; Top, N.; Sahin, I. Optimizing fused deposition modelling parameters based on the design for additive manufacturing to enhance product sustainability. Comput. Ind. 2023, 145, 103833. [Google Scholar] [CrossRef]
- Al-Qrimli, F.; Khalid, S.K.; Mahdi, F.A. The Effect of Cone Angle on Composite Tubes Subjected to Axial Loading. Br. J. Appl. Sci. Technol. 2015, 7, 351–363. [Google Scholar] [CrossRef]
- Ren, K.; Chew, Y.; Zhang, Y.F.; Fuh, J.Y.H.; Bi, G.J. Thermal field prediction for laser scanning paths in laser aided additive manufacturing by physics-based machine learning. Comput. Methods Appl. Mech. Eng. 2020, 362, 112734. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 3D Printer Specifications | |
|---|---|
| Mode | The High Quality (HQ) |
| Layer thickness | 16 micron |
| Temperature for operating conditions | 18–25 °C (64–77 °F) |
| Resolution | X, Y and Z axis: 600, 600, 1600 dpi |
| Property | Standard | Unit | Value |
|---|---|---|---|
| Tensile strength | ASTM D-638-03 | MPa | 50–65 |
| Elongation at break | D-638-05% 15–25 | % | 15–25 |
| Elastic modulus | D-638-04 | MPa | 2000–3000 |
| Flexural strength | D-790-03 | MPa | 80–110 |
| Distortion temperature | D-648-06 | °C | 45–50 |
| Geometry | Configurations | CAD Strut Diameter (μm) | Printed Strut Diameter (μm) | Deviation % | Weight (g) | |
|---|---|---|---|---|---|---|
| Re-entrant | Uniform | 700 | 748 | 6.8 | 3.48 | 0.1865 |
| VG—min. strut | 400 | 462 | 15.5 | 3.7 | 0.1989 | |
| VG—max. strut | 1000 | 1086 | 8.6 | 3.7 | 0.1989 | |
| HG—min. strut | 400 | 448 | 12 | 3.61 | 0.1941 | |
| HG—max. strut | 1000 | 1074 | 7.4 | 3.61 | 0.1941 | |
| RG—min. strut | 400 | 454 | 13.5 | 3.66 | 0.1968 | |
| RG—max. strut | 1000 | 1082 | 8.2 | 3.66 | 0.1968 | |
| Chiral | Uniform | 700 | 738 | 5.4 | 5.31 | 0.2855 |
| VG—min. strut | 400 | 426 | 6.5 | 5.67 | 0.3049 | |
| VG—max. strut | 1000 | 1056 | 5.6 | 5.67 | 0.3049 | |
| HG—min. strut | 400 | 436 | 9 | 5.4 | 0.2904 | |
| HG—max. strut | 1000 | 1044 | 4.4 | 5.4 | 0.2904 | |
| RG—min. strut | 400 | 430 | 7.5 | 5.36 | 0.2882 | |
| RG—max. strut | 1000 | 1034 | 3.4 | 5.36 | 0.2882 | |
| Rotation | Uniform | 700 | 758 | 8.2 | 4.87 | 0.2619 |
| VG—min. strut | 400 | 474 | 18.5 | 5.55 | 0.2984 | |
| VG—max. strut | 1000 | 1108 | 10.8 | 5.55 | 0.2984 | |
| HG—min. strut | 400 | 442 | 10.5 | 4.64 | 0.2495 | |
| HG—max. strut | 1000 | 1082 | 8.2 | 4.64 | 0.2495 | |
| RG—min. strut | 400 | 466 | 16.5 | 4.96 | 0.2667 | |
| RG—max. strut | 1000 | 1144 | 14.4 | 4.96 | 0.2667 |
| Sample | Max. Comp. Stress (Mpa) | Energy Absorption (KJ) | Young’s Modulus (Mpa) | Strain at Max. Comp. Stress (mm/mm) | SEA (KJ/kg) | |
|---|---|---|---|---|---|---|
| Re-entrant | Uniform | 0.40694 | 2.489 | 2.574631 | 0.1580576 | 715.229 |
| Vertical | 0.07614 | 4.292 | 2.483787 | 0.0306548 | 1160 | |
| Horizontal | 0.39785 | 0.279 | 5.123209 | 0.0776564 | 77.285 | |
| Radial | 0.83003 | 5.505 | 2.909711 | 0.285262 | 1504.098 | |
| Chiral | Uniform | 0.81773 | 19.381 | 6.0109 | 0.136 | 3649.905 |
| Vertical | 0.22529 | 16.626 | 5.9822 | 0.0376 | 2932.275 | |
| Horizontal | 0.85715 | 17.95 | 7.2848 | 0.1176 | 3324.074 | |
| Radial | 0.82877 | 10.0169 | 7.3443 | 0.11284 | 1868 | |
| Rotation | Uniform | 2.61513 | 2.0331 | 73.50496 | 0.0355776 | 417.474 |
| Vertical | 0.32136 | 1.891 | 16.3379 | 0.01966 | 340.72 | |
| Horizontal | 0.09046 | 0.828 | 1.9227 | 0.047 | 178.448 | |
| Radial | 2.47589 | 8.907 | 84.63192 | 0.0292548 | 1795.766 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Top, N.; Şahin, İ.; Gökçe, H. The Mechanical Properties of Functionally Graded Lattice Structures Derived Using Computer-Aided Design for Additive Manufacturing. Appl. Sci. 2023, 13, 11667. https://doi.org/10.3390/app132111667
Top N, Şahin İ, Gökçe H. The Mechanical Properties of Functionally Graded Lattice Structures Derived Using Computer-Aided Design for Additive Manufacturing. Applied Sciences. 2023; 13(21):11667. https://doi.org/10.3390/app132111667
Chicago/Turabian StyleTop, Neslihan, İsmail Şahin, and Harun Gökçe. 2023. "The Mechanical Properties of Functionally Graded Lattice Structures Derived Using Computer-Aided Design for Additive Manufacturing" Applied Sciences 13, no. 21: 11667. https://doi.org/10.3390/app132111667
APA StyleTop, N., Şahin, İ., & Gökçe, H. (2023). The Mechanical Properties of Functionally Graded Lattice Structures Derived Using Computer-Aided Design for Additive Manufacturing. Applied Sciences, 13(21), 11667. https://doi.org/10.3390/app132111667