Abstract
This paper presents a complex product design-manufacturing-operations and maintenance integration method based on digital twin technology. This method aims to solve the problem of information silos in the design, manufacturing and operation and maintenance phases of complex products in the context of intelligent manufacturing and to integrate the design, manufacturing and operation and maintenance processes of complex products. To address the integration needs of complex product design, manufacturing, operation and maintenance business integration, a framework for complex product design-manufacturing-operation and maintenance integration based on the digital twin is first proposed, in addition to designing a model and operation mechanism for combining the virtual and real of the digital twin model. Then, the implementation of multistage collaborative design technology, data intelligent sensing technology, and data integration and fusion technology for the digital twin-based design-manufacturing-operations and maintenance integration processes are analyzed and discussed. Finally, a case study involving the fault prediction of key components of the bogie of an EMU demonstrated the integrated mode of operation in the design-manufacture-operation and maintenance process of the EMU. It verified the effectiveness of the proposed framework, process and methodology.
1. Introduction
Integrating design-manufacturing-operation and maintenance (O&M) of complex products is critical for intelligent manufacturing. Complex products refer to products that use high technology, complex processes, a large number of parts, a large number of levels of product structure, a large number of changes in the relationship between parts and products, and at the same time, have a high value, such as large ships, high-speed trains and carrier rockets, etc. They have the characteristics of interdisciplinary, multidepartmental collaboration and high integration [1]. The manufacturing mode of complex products is small-batch, multivariety and customized. From the perspective of engineering technology or management, due to its large number of subsystem components and complex system composition relationships, the whole process—from design to manufacturing as well as operation and maintenance—has extremely high complexity and difficulty in its operation [2,3,4].
Low information transparency in the design, manufacturing and O&M of complex products results in department barriers. With the application of a new generation of internet technology, communications technology, IoT technology, etc., in the traditional manufacturing industry, the manufacturing industry of complex products continuously advances toward the intelligent direction [5,6,7]. Additionally, the manufacturing industry of complex products confronts more and more urgent, large-scale, customized customer requirements; therefore, the intelligent manufacturing model continues to face new challenges [8]. In this context, various countries launched the corresponding intelligent manufacturing development strategy; for instance, Germany proposed the “Industry 4.0” [9], the US proposed the “industrial internet” [10], China proposed the “Made In China 2025” [11], etc. These strategies focus on the deep integration of physical information, including the deep integration of physical information for the design, manufacturing and O&M of a complex product as an important part [12]. Currently, each link of design, manufacturing and O&M of product is mutually independent. A significant amount of data generated in each link cannot be interconnected, resulting in long product design cycles, abnormal manufacturing links, and low O&M service response. Therefore, it is urgent to achieve a collaborative manufacturing mode of design, manufacturing and O&M business integration.
Digital twin, a key technology of intelligent manufacturing, provides the possibility for complex product design, manufacturing and O&M integration [13]. The core idea of digital twin originates from the NASA and focuses on predicting aircraft service life through data [14]. Prof. Michael Grieves proposed the concept of digital twin in 2003, i.e., the virtual equivalent of the physical system. It is called an “ideal conceptual model of life cycle management of product” [15]. The digital twin can be defined as the digital representation of physical entity in virtual space and accurately matches the operation of a physical process happening in real-time [16]. Therefore, digital twin is a very practical tool, and through which the current state and future state of a product can be understood via the synchronization of physical mirroring and entity.
Currently, many scholars are researching digital twin technology in many aspects. Duan et al. proposed a universal digital twin system and body concept system to promote the standardized development of digital twin [17]. Psarommatis et al. proposed the procedure for the quantitative calculation of digital twin performance, and the KPI used to confirm the digital twin flexibility, which provides a guarantee for the researchers in the development of the digital twin process [18]. Tao et al. proposed a 5D architecture model of digital twin, which is mainly composed of a physical entity, virtual entity, service module, twin data module, and linking module. The machine’s availability prediction, interference prediction, performance evaluation, etc., are utilized to achieve the dynamic scheduling of the workshop in combination with the digital twin [19]. Li et al. proposed a kind of digital twin framework for the analysis of products to be designed based on current product running data, which utilizes the data of products generated in the operational process and extracts the key information via text processing and association mining. The analysis results provide a suggestion for the design of the next generation of products [20]. Leng et al. comprehensively characterized the operating state of the production line in the folio method based on the combination of online process simulation and multiphysics simulation of digital twin, which can flexibly operate the open-type production line to meet different personalized demands [21]. Oliver et al. combined the mathematical algorithm of remaining service life with the relevant repair strategy and digital twin model to confirm the optimal scheme of repair service [22]. It is becoming increasingly popular to research digital twin technology, and technology is gradually becoming mature. In the meantime, the digital twin technology is applied in the product’s whole life cycle, including research, manufacturing, O&M, etc. [23]. Mainly featuring the interactive feedback of virtuality and reality and the iterative optimization, it can connect the stage of design, manufacturing and O&M to provide real-time, efficient and intelligent service for the whole life cycle of a product.
With the application of digital twin technology in the manufacturing industry as a premise and the integrated design-manufacturing-O&M control of complex products as a goal, this paper puts forward an integrated method of design-manufacturing-O&M of complex products based on digital twin technology. The corresponding virtual layer is established according to the demand analysis of complex product design, the physical manufacturing unit and the real data of the physical O&M center. The design-manufacturing-O&M integration digital twin is constructed by using high-fidelity virtual model development, collaborative design platform development, intelligent data perception, big data processing, data integration and other technologies. In addition, digital twin-driven integrated operation mechanism for complex product design–manufacturing–operations and maintenance is designed. Through the establishment of a digital twin model of complex products and data integration and interaction mechanisms in the virtual-real fusion, an intelligent manufacturing mode that supports the interaction and collaboration in the design, manufacture and O&M of complex products is formed. Finally, the design-manufacturing-O&M integration framework designed in this paper is applied to an enterprise. The number of product part faults is predicted by an LSTM neural network based on the fault data of the twin platform. The fault prediction results are combined with the integration process of design, manufacturing, and O&M stages to realize iterative optimization design, production plan scheduling, manufacturing process control, and optimal allocation of O&M resources. This enables the design, manufacturing and O&M processes to be deeply interconnected.
2. Literature Review
2.1. Study of Intelligent Management of the Whole Life Cycle of Product
With the development of big data technology and IoT technology, the data in the whole life cycle process of products can be utilized efficiently. In recent years, more and more scholars have researched how to better utilize these data. The whole life cycle management of the product is achieved via data integration to improve the benefit of the enterprise.
The product’s design-manufacturing-O&M information integration plays an important role in the whole life cycle management of a product. To solve the integration problem of design, manufacturing and O&M, Formentini et al. [24] proposed a kind of concept design method of assembly for the early stage of aircraft development. Such a method can compare the assembly performance of different aircraft structures and confirm the installation of key modules and interfaces, thus achieving the system installation analysis and manufacturing information integration in the aircraft architecture design and development. Anbalagan et al. [25] send the design data to the cloud terminal with the RFID technology of computer-aided design data with design capability, generate the manufacturing cutter path on the WEB server by adopting the manufacturing characteristics information of machine learning recognition product, and change the algorithm processing plan to achieve the integration of design manufacturing. Wang et al. [26] proposed the design and manufacturing service integration framework of complex products based on reliable data and achieved the reliability and optimization of complex product design, the reliability and optimization of the manufacturing process, the reliability of O&M management, and the optimization of an intelligent decision based on the reliable data, providing the reference for the enterprises in charge of the research, development, manufacturing and O&M management of the complex product. KURODA et al. [27] researched the achievement of product design and manufacturing integration via the estimation of the delivery period and information sharing of the dispatching system. Tao et al. [28] proposed a kind of life-cycle modeling method based on characteristics to resolve the life cycle indication, retrieval and integration with value data in the current computer auxiliary work tool and formulated the relationship between various products and process design factors and the product’s environmental impact indicators for the sustainable improvement analysis. Fang et al. [29] proposed a kind of cyber-physical production system that achieves production visualization by utilizing data analysis, which is important in achieving real-time data acquisition, processing and visibility and improving production efficiency. Ren et al. [30] proposed a kind of manufacturing knowledge map framework which is used to extract industry knowledge triad from multisource heterogeneous data and to integrate the domain knowledge. In the meantime, they proposed a kind method of supplementing the hidden relationship of knowledge maps to provide the foundation for the deep integration of industrial internet data. Thomas et al. [31] resolved the access problems of multisource heterogeneous data by establishing the metadata storage library and achieved the life cycle management of the semantic product.
To improve the whole life cycle management ability of the product, Karasev et al. [32] proposed a kind of software system of relevant task solutions and automated Multiagent used for product life-cycle management (PLM) and logistic support analysis (LSA), providing a new solution for the whole life cycle management of the product. Li et al. [33] constructed the management index evaluation model of maintenance, repair and operation by utilizing the decision experiment, evaluation laboratory and improved network analysis process and introduced the weighted value of the corresponding index for ANP calculation to achieve the joint optimization of production and repair of the product. Enzo et al. [34] confirmed the accurate scheduling rule during a change of production conditions in real-time via the integration of physical manufacturing data and simulation data to achieve the self-adaptive control of production scheduling.
Based on the above literature, many scholars research the whole life-cycle management of a product to achieve the integration of design, manufacturing and O&M. However, most scholars only research the integration of certain two stages rather than the inter-coordination among design, manufacturing and O&M. Besides, the deficiency of real-time interaction and feedback of design, manufacturing, O&M data exists in the existing research. Therefore, it is necessary to introduce new technology to achieve the deep integration of design, manufacturing and O&M of complex products. The digital twin technology could provide comprehensive support of data, models and functions for the integration of product design, manufacturing and O&M.
2.2. Application of Digital Twin Technology in Product Design, Manufacturing and O&M
Digital twin technology has been highly concerned in the industrial field. With the deep research of more and more scholars, the digital twin technology has been successively applied in the product’s workshop management [35], collaborative design [36], state monitoring and fault diagnosis [37], etc.
Due to the lack of multidisciplinary coordination in the traditional product design method, effective information cannot be conveyed among the designs, and the manufacturing stage separates from the O&M stage. The collaborative design based on digital twin can resolve such problems. Huang et al. construct a super hi-fi virtual manufacturing system for digital manufacturing, which verifies the digital product design via the virtual manufacturing and performance test of the product to achieve the design and manufacturing integration of the product [38]. Wu et al. constructed the multidisciplinary collaborative design framework of the system based on digital twin by describing the achievement method of multidisciplinary knowledge collaboration, multidisciplinary collaborative modeling and multidisciplinary collaborative simulation, effectively reducing the iteration times and cost in design [39]. Tao et al. proposed a product design framework driven by digital twin to guide customers to establish digital twin supported product design by utilizing the provided knowledge and improved the design capacity of the product via iterative design [40]. Digital twin technology could achieve the intelligence of the manufacturing process via virtuality and reality interaction. Sören et al. researched the acquisition method of conventional data in the digital twin, which improves the accuracy of production planning and the flexibility of workshop manufacturing by obtaining the equipment data on the workshop field [41]. Zhang et al. proposed a new concept of a digital twin workshop, including the physical workshop, virtual workshop, workshop service system and workshop twin data, and discussed the production operation mechanism of a digital twin workshop, providing the theoretical foundation for the intelligent manufacturing of workshop [42]. Zhang et al. constructed many resource interactions in the virtual twin to dispatch the decision process with modeling as Markov in real-time, thus achieving the dispatching optimization in the production process [43]. Psarommatis et al. researched the digital twin for Zero-Defect Manufacturing. They found the existing research gap by analyzing the existing literature concerning the digital twin and Zero-Defect Manufacturing and provided a uniform standardization method for developing the Zero-Defect Manufacturing digital twin model [44]. Wu et al. applied the digital twin technology in the intelligent manufacturing of ships, constructed the digital twin framework covering the physical layer, model layer, data layer, system layer and application layer, and designed its operation mechanism, providing a certain reference for enterprise to implement the intelligent manufacturing [45].
In addition to the application at the design and manufacturing stage, the digital twin technology makes the O&M more intelligent. Syed et al. proposed a kind of intelligent repair decision support system centering on human knowledge, which processes the human knowledge in a repair work order via progressive natural language processing technology to provide solutions for new repair problems by utilizing historical repair data based on digital twin [46]. Szpytko et al. developed a comprehensive repair decision model based on digital twin. Such a model carries out the risk estimation through Markov chain Monte Carlo and the calculation through the particle swarm algorithm, thus obtaining the optimal repair plan [47]. Digital twin technology can be applied at each stage of the product and can carry out feedback from the O&M service stage to the life cycle concept or design stage to optimize the whole life cycle system [48]. Li et al. [49] developed the design and manufacturing integration framework of complex product based on digital twin, which explores the key technology of design and manufacturing integration of complex products from the perspective of demand analysis, concept design, individualized design, multidisciplinary integration design, virtual prototype and product data management. Zhang et al. [50] proposed the design, manufacturing and service integration framework of complex product based on the digital twin technology, discussed the implementation process of design-manufacturing-service integrated optimization from the perspective of PLC, and analyzed the solution of process integration, data flow, modeling simulation and information fusion. Wang et al. [51] raised the overall framework of manufacturing and O&M integration of complex product and the system integration mode of virtuality and reality combination for the independent manufacturing and O&M process of digital twin with the help of digital twin technology and analyzed the key technologies such as manufacturing and O&M integration, data fusion, modeling simulation, etc. to provide the foundation for the deep integration of manufacturing and O&M.
Currently, there is relatively less study on the design-manufacturing- O&M integration of the complex product in the digital twin technology. Most of these researches aim at one or two aspects among design, manufacturing and O&M. As a result, the design information is low in reusability, the manufacturing information cannot be effectively conveyed to the O&M stage for comprehensive decision and cannot be efficiently fed back to the design stage to provide information support for product optimization. The useful information cannot be obtained in real-time at the O&M stage to improve the fault diagnosis efficiency and evaluation efficiency, and cannot be fed back to the manufacturing stage and design stage in real time for optimization and decision. Additionally, the existing results cannot meet the integration demands of complex products. Therefore, we raise a design-manufacturing-O&M integration framework based on digital twin, and the “bridge” established between the physical entity and virtual model through digital twin technology can guarantee the synchronization between the product’s virtual design and the product’s actual manufacturing and O&M process, and resolve the integration problem of comprehensive information of complex product in design, manufacturing and O&M. Such framework contents are described in Section 3.
3. Construction of Design-manufacturing-O&M Integration Model for Complex Product Based on Digital Twin
To achieve the data integration and sharing of complex products in the design, manufacturing and O&M process, this paper proposes an integrated model of complex product design-manufacturing-O&M based on digital twin, as shown in Figure 1. Such model mainly comprises a physical layer, a virtual model layer and a twin data platform. The design-manufacturing-O&M integration model of the design-manufacturing-O&M complex product driven by digital twin achieves the simulation model of the virtual world and the physical-entity mapping feedback of the real world mainly by constructing the whole life cycle and full-feature model of complex products. Such a model achieves the whole cycle multisource heterogeneous data integration of complex products from demand design, model design, simulation experiment, processing assembly to O&M via the acquisition and reconstruction of repair data, fault prediction data, processing process data, assembly data, etc., in O&M and manufacturing. The information synchronization in the design, manufacturing, and O&M process is ensured via real-time information exchange between the twin data platform and each unit to promptly avoid possible problems in the process and ensure the normal operation of product in the whole life cycle, further achieving the transformation and upgrading of product intelligent manufacturing.
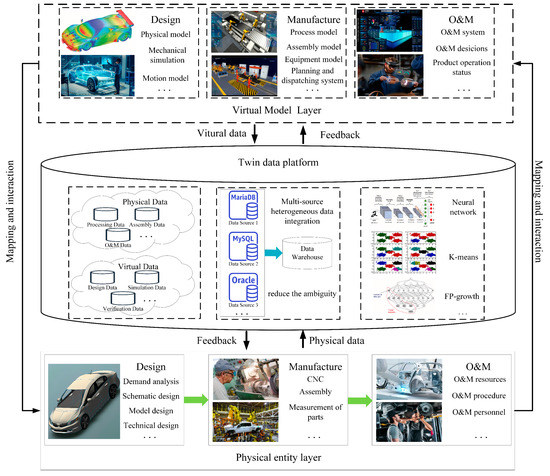
Figure 1.
Digital twin-driven integrated design-manufacturing-O&M model for complex products.
3.1. Physical Layer of Design, Manufacture and O&M
The physical layer mainly includes the physical entity of the design, manufacturing and O&M in reality, in which the design entity refers to the design drawing, design personnel, product’s physical parameters, etc. The manufacturing entity includes the processing workshop, processing personnel, processing equipment, material supplied by Party A, etc. The O&M entity includes the O&M place, O&M resources, O&M personnel, repair method, repair equipment, etc. Every part of the physical layer is an element in constructing the digital twin body.
3.2. Virtual Model Layer of Design, Manufacture and O&M
The virtual mapping at the design stage presents the geometric structure and behavior rule of demand analysis, physical parameters, behavior setting, etc., of product design via high-precision 3D modeling technology in the virtual world. The virtual mapping at the manufacturing stage presents the production manufacturing process of a product in a specific environment via multidisciplinary collaborative simulation technology in the virtual process, including the processing process of the product, the assembly process of a product, the behavior of the worker, the operation of equipment, etc. The virtual mapping at the O&M stage is embodied in the O&M management system, and includes the actual operation process of O&M personnel at the O&M point. The O&M management system contains real-time operation data, historical fault data, and fault prediction data of a product. Additionally, the virtual mapping of the O&M stage comprises the virtual model of O&M personnel, O&M equipment, O&M environment, etc., in a virtual space.
3.3. Twin Data Platform of Design-Manufacture O&M Integration
A twin data platform is the core of driving the whole model operation, including data storage, data fusion and analysis. The data resources in a twin data platform comprise the product design data of the design department, manufacturing data of the manufacturing department and the O&M data of the O&M department. It stores the data of the whole physical layer and virtual model layer and their real virtual mapping and iterative optimization data. In addition to storing data, it can also achieve the fusion and analysis of multisource heterogeneous data by utilizing various artificial intelligence algorithms to meet the consistency synchronization between the physical layer and virtual space layer at every stage of the whole life cycle of product, providing more accurate and comprehensive business data support for each unit. Twin data platform provides a comprehensive, integrated data-sharing platform for the design-manufacturing-O&M integration of complex products. It achieves the full-feature, whole-process and whole-business data support of complex products so that the design, manufacturing and O&M process becomes transparent and forms the data-driven closed-loop manufacturing mode.
4. Design, Manufacturing and O&M Integration Mode of Complex Product Based on Digital Twin
4.1. Design, Manufacturing and O&M Integration Process of Complex Product
In terms of the general traditional manufacturing mode of a complex product, the feasibility of the design scheme is verified by the design department after the designer completes the product design, then the relevant design information is conveyed to the manufacturing department. After that, the design stage of the product is finished. The manufacturing department will plan and dispatch the manufacturing resources per the data provided by the design department, then finish the processing and assembly of the product. After that, the manufacturing stage of the product is finished. After the finished products are delivered to users, users shall contact after-sales personnel for factory return and maintenance in case of fault repair in the usage process. After that, the O&M stage of the product is finished. Those three stages are independent of each other. Such a manufacturing mode forms a kind of information islanding, which causes the associated data at each stage to be omitted in the whole life cycle process of the product.
To form the tight closed loop of a complex product in the design, manufacturing and O&M and to ensure the intellectualization of the whole manufacturing model, the design-manufacturing-O&M integration method of a complex product based on digital twin shall comply with the following methods, as shown in Figure 2. The demands of users are analyzed first and then conveyed to the design department for virtual prototype design, and the virtual design model and product’s actual design scheme are optimized collaboratively. The design department conveys the information to the manufacturing department for production. In the meantime, the workshop manufacturing model of virtual space synchronizes with it, and feeds back the optimal production manufacturing plan to the actual manufacturing workshop via constant iterative optimization. The manufacturing department feeds back the dimension deviation, assembly relation, actual manufacturing parameters, etc., in the manufacturing process to the design department. The product is delivered to users after manufacturing. During product operation, the system would carry out fault pre-warning and analysis as per data. If the product needs maintenance, the actual maintenance center of the product and the virtual maintenance center form the optimal maintenance scheme via constant iterative optimization. The data from the O&M center will also be fed back to the manufacturing and design departments. Finally, the design department will implement the product’s optimization design as per the manufacturing and O&M feedback data. During the entire process, the data goes through the whole process.
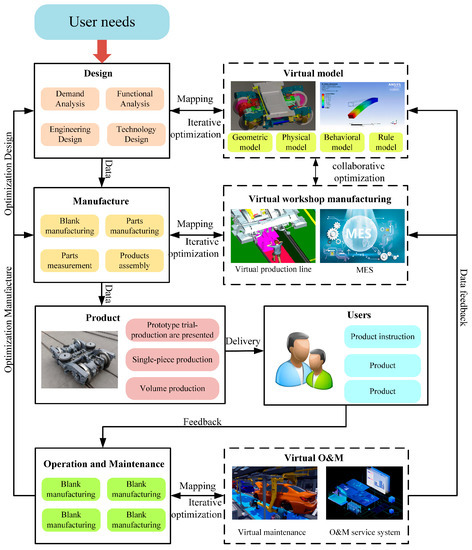
Figure 2.
Digital-twin-based complex product design, manufacturing and O&M integration development process.
4.2. Operation Mechanism of Design, Manufacturing and O&M Integration
The design, manufacturing and O&M integration of an operation mechanism driven by a digital twin is shown in Figure 3. The whole design, manufacturing and O&M process is interconnected and comprises the integration of a virtual model in addition to the traditional design, manufacturing and O&M to form the intact design, manufacturing and O&M digital twin body. Before design, the corresponding demands and functions are analyzed for the comprehensive design of the product, and the corresponding product 3D model is established based on the integrated design data. At the virtual layer, the model is analyzed to verify whether the model keeps consistent with design data. In the case of inconsistency, the system shall readjust the model parameters till consistency. These data are transmitted to the manufacturing department to formulate the intact production plan. In addition to the design data, the workshop sensor data, abnormal production prediction data, etc., derived from fusion data, shall be collected. The corresponding production plan is generated, and the resource allocation is carried out in the planning and scheduling system based on those data. The virtual workshop shall be verified before actual production to find potential problems. In case of inconsistency, the production plan shall be amended till the potential conflict does not exist. At this time, the production plan data after amendment are issued to the production workshop to guide the actual processing and manufacturing of the whole workshop.
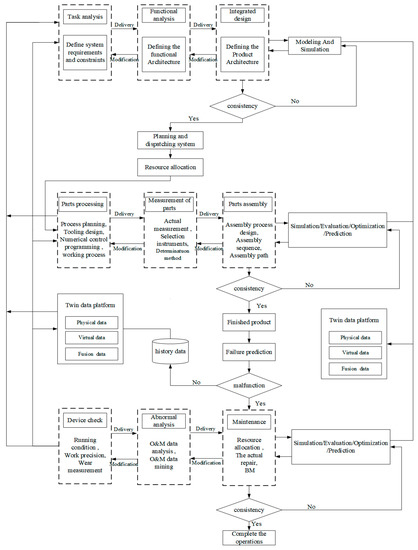
Figure 3.
Design, manufacturing, O&M integrated operation mechanism driven by digital twin.
Once the real-time status of the workshop changes in the actual production process, the amendment suggestions could still be returned to the production plan system. The finished products after production will be monitored in real-time by the O&M service system in the operation process. The O&M service system predicts the fault occurrence as per the historical operation data. If there is a fault as predicted, the O&M service system shall carry out the O&M configuration, formulate the O&M plan as per the internal algorithm, and promptly issue the O&M plan to the virtual O&M space for O&M simulation. If the O&M plan contains conflict, the O&M plan will be corrected till the normal virtual O&M. Such plan is stored in the data platform. Once the fault occurs, the O&M plan is directly acquired for repair. The normal operation data are saved in the historical database and uploaded to the data platform for data fusion in order to provide an intact data basis for the normal operation of each part.
The whole operation process saves the physical, virtual, and interactive data in the twin data platform. Then the twin data platform integrates, analyzes and digs the data and feeds the data back to each stage so that there is the corresponding virtual mapping in digital space at all stages to form the intact digital twin body of a complex product. The product’s design, manufacturing and O&M stage are associated, and the product is continuously optimized and improved at each stage via virtual mapping and interaction at each stage.
5. Design, Manufacturing and O&M Integration Key Technology of Complex Product Based on Digital Twin
In terms of the design, manufacturing and O&M integration of a complex product based on digital twin, the product design, manufacturing and O&M process is simulated, diagnosed, verified, predicted and controlled mainly via multistage collaborative design of the whole life cycle, intelligent data identification of the whole life cycle, accurate perception, data integration and fusion, real-time data analysis, AI model decision, etc., to provide fundamental guarantee for solving the uncertainty of product design, manufacturing and O&M process.
5.1. Full Life-Cycle Multistage Collaborative Development Technology
The collaborative design modeling of the complex product describes the substantive characteristics and associated relationship of the product at each stage of the whole life cycle and shortens the design cycle mainly via the simulation experiment of the model and the multistage and multidisciplinary design optimization. The collaborative design modeling of complex products based on digital twin is finished based on the system engineering theory and method. The full-featured and high-precision design modeling is carried out for the product’s mechanical, electrical, automatic control, hydraulic system, etc. at first, then the simulation optimization and management of the model is penetrated into the manufacturing process, commissioning process and O&M process to achieve the deep fusion of whole life cycle for a product’s virtual model and physical entity and to provide decision and service foundation for the next generation of design optimization of a product.
The intelligent collaborative design platform of a complex product, as shown in Figure 4, is developed based on uniform IT architecture and general business components by centering on the design process of a product. Such a platform develops the dedicated business components based on the demands of users, integrates various modeling and simulation software in combination with the product’s design process, and constructs the professional application system, which supports the efficient design and iterative optimization of the product owns the independent knowledge library. The platform could achieve the user management, function management, system parameter management, log management, etc., develop the corresponding module based on the accompanying research and development features of the complex product via a breakthrough of the existing design model, and achieve the unified scheduling and management of the software, model, process, data and knowledge library used in the whole product digital design and simulation verification system, as well as multisource heterogeneous information integration of knowledge library, database, etc.
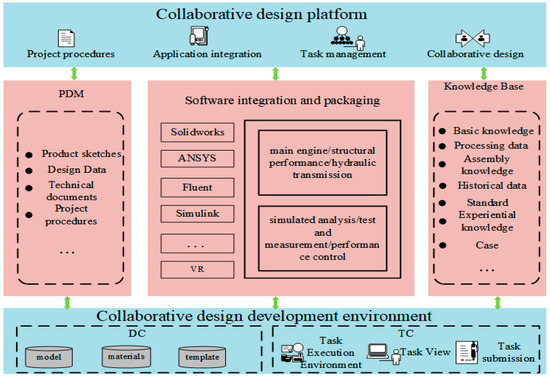
Figure 4.
Intelligent collaborative design platform for complex products.
5.2. Digital Twin Full Element Modeling Technology
The foundation of the digital twin model is to build an ultra-high fidelity virtual O&M cell and manufacture cells corresponding to the physical world. High-fidelity modeling technology for complex products is shown in Figure 5. The virtual model of manufacturing and O&M includes the establishment of a manufacturing process, O&M process, manufacturing personnel, O&M personnel, parts inventory, maintenance tools, etc. How can these models be built with high precision and super-reality? When building these models, we should accurately express their geometric appearance and motion, rules and feature performance. For the establishment of its geometric model, the 3D software of industrial machinery is usually used, for example, CATIAv5R21, Solidworks2022, etc.
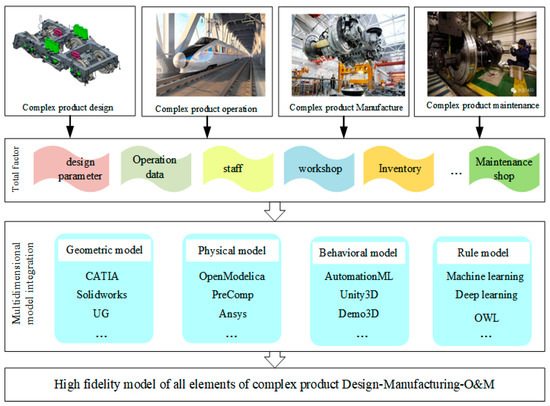
Figure 5.
High-fidelity modeling of complex products.
For the establishment of the physical model, we use finite element modeling. The material, load, density, thermal conductivity and other physical properties of the physical entities are approximately developed through mathematical models. Because of the complexity of the manufacturing, O&M process and environment of complex products, it is necessary to establish a model in a multicoupling environment and a complex physical model by integrating physical modeling technology. To establish the motion model, it is necessary to analyze a motion evolution in time and space through kinematics and mechanics analysis and establish the corresponding dynamic equations. This analysis should be attached to the virtual 3D model using the programming language to establish the behavior model. Establishing a rule model is very important, which is the basis to ensure the decision-making, evaluation and optimization ability of the digital twin model in the operation process. The establishment of the rule model needs the help of deep learning technology, and the rule-specific extraction can be realized through its strong learning ability.
5.3. Data Intelligent Perceptive Technology
The data intelligent perceptive technology, the premise of achieving the design, manufacturing and O&M integration of a complex product, can collect the physical entity data of a product’s life cycle in real-time and provide a data foundation for constructing the data twin body and virtuality and reality interaction. The data sensing network of design, manufacturing and O&M integration can comprehensively utilize a complex product’s life-cycle data. As shown in Figure 6, the intelligent perception system construction of design, manufacturing and O&M integration mainly comprises: (1) Uniform data access interface and protocol at each stage. (2) Construction of the product’s whole life ycle perception network through the arrangement of the wired or wireless sensor. (3) Construction of comprehensive perception indicators, general technology and standard system for multisensor. (4) Multisource heterogeneous data fusion.
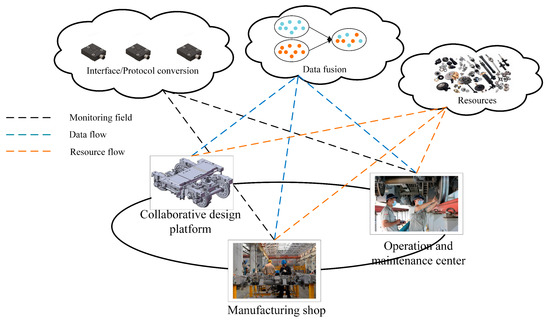
Figure 6.
Design, Manufacture, and O&M-integrated intelligent sensing system.
The intelligent perceptive technology of the whole life cycle arranges sensors in the equipment, personnel and materials of actual production and O&M to collect real-time data. Different types and structures of sensors are used because these data have distinct transmission interfaces and protocols. Therefore, arranging a specific data access model for uniform access to data with different resources is necessary. Additionally, the data shall be extracted, cleaned, transformed and uploaded to achieve data integration due to the diversified structure. The collaboration network is established to achieve the objective at each stage of design, manufacturing and O&M. With the perception, calculation and interaction ability, the collaboration network could achieve the all-round and full-coverage data perception of a complex product, and fully obtain the product data in design, manufacturing and O&M process to construct an intact digital twin body.
5.4. Data Integration Fusion and Analysis Technology
With the extensive application of automation, informatization, intellectualization, etc., in the manufacturing industry, the complex product would generate massive multisource heterogeneous data in the design, manufacturing and O&M process. Since different data sources have different operating systems and management systems, the storage mode and logic structure of data are distinct, which not only makes the data integration difficult but also impedes the construction of digital twin body.
To provide better services for the design, manufacturing and O&M integration of complex products, it is necessary to carry out multisource heterogeneous data fusion and analysis. The data fusion analysis framework diagram based on digital twin, shown in Figure 7, is divided into five layers: data collection, processing, fusion, analysis and application. The full-feature data of a complex product’s construction design, manufacturing and O&M digital twin body is mainly collected, including the physical entity data, virtual model parameter data and their interactive data. In terms of data processing, the processing of missing values of these data, noise processing, etc., are involved. In data fusion, the neural network and body modeling technology are mainly utilized for uniform formalization indication of multisource data structure and semantic heterogeneity, and the fusion of multisource heterogeneous data is achieved per the data fusion rule. Regarding data analysis, various data mining algorithms are used for the prediction, correlation analysis, evaluation, etc., of data. The data fusion and analysis technology could provide the needed value information for the product design, manufacturing and O&M integration process.
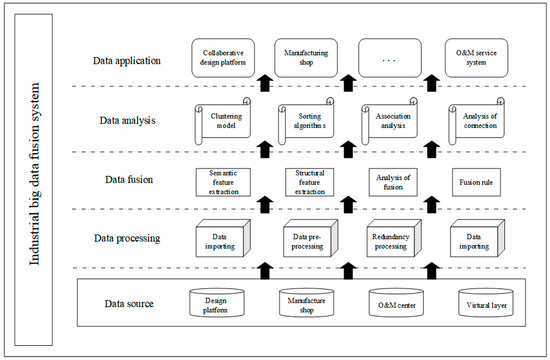
Figure 7.
Data fusion and analysis architecture.
Digital twin technology is mainly driven by data and could simulate the real behavior of the physical world in the virtual world via data fusion analysis. The data obtained via data fusion and analysis technology could be applied at the design stage to enhance the accuracy of product design, applied at the manufacturing stage to provide optimized production decisions for a product, and applied at the maintenance stage to provide a favorable decision basis for product repair and fault prediction to effectively promote the reliability and utilizability of product.
5.5. LSTM Neural Network Fault Prediction Technology
LSTM belongs to one of the recurrent neural networks. Such a network can shorten the prediction time when improving prediction precision to guarantee the research of the relevant field. The logic processing unit of the LSTM neural network is shown in Figure 8.
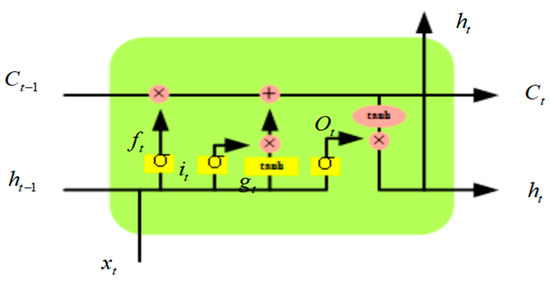
Figure 8.
The logical processing unit of the LSTM neural network.
In the figure, , and represent the door control signal of the forgetting gate, in-gate and out-gate, respectively. indicates the grid input data at t. indicates the output value of a hidden layer at the current moment and the input value of the output layer. indicates the output value of the hidden layer at the last moment. , activation function, is used to finish the nonlinear transformation of data and indicates the nonlinear mapping relationship between the in-gate and out-gate. The top line represents the state of the neuron. The logic processing unit of LSTM has the following mathematical expression:
wherein , and indicate the weight matrix of input with the forgetting gate, in-gate and out-gate, respectively; , and indicate the weight matrix of hidden layer input with forgetting gate, in-gate and out-gate, respectively, at the last moment; and , and indicate the bias matrix.
During input, the LSTM network enters the nerve cell status through the sigmoid function control information in the forgetting gate so that the output at the last moment passes or partially passes. Second, the information needing updating is generated and is composed of two parts, including the input door layer, which determines the update value through the sigmoid function, and the tanh layer, which is used to generate new candidate values in addition to obtain new candidate values. Those two parts are combined to throw away unnecessary information and add new information. Finally, the model output is carried out. An initial value is worked out through the sigmoid layer, then is zoomed between −1~1 based on the tanh function, and multiplies with the output value obtained through sigmoid function one by one.
6. Application Cases
Taking the key part of the EMU bogie as an example, the feasibility of a complex product’s design, manufacturing and O&M integration framework is verified based on the digital twin model in this paper. The fault times of EMU bogie at a certain time are collected in this case, the information of accessories and equipment needing repairing is fed back to the O&M Center based on fault prediction data, and the O&M plan is formulated promptly. The data are fed back to the manufacturing department for prompt production and improvement as per the demands. The data are fed back to the design department for the prompt adjustment of the structural design of each part as well as structure simulation and verification to continuously finish the product improvement and optimization design.
6.1. EMU Bogie Wheel Pair System Fault Data
A bogie, as the most important part of EMU, directly affects the security and stability of train operations. A bogie’s O&M plan and repair method would certainly be associated with the repair degree. A total of 128 repair and maintenance records from a certain CRH series of EMU were collected, and the data of servicing work and routine security checks needed eliminating. Based on the Python platform, the Pandas function reads the fault repair data of the collected bogie key parts, removes the data set of the missing data, deletes the useless information of notice order number, train set number, fault feedback personnel, etc., and screens the fault information of 41 bogie key parts, as shown in Table 1.

Table 1.
Pre-processed maintenance data information.
6.2. EMU Bogie Wheel Pair System Fault Data Prediction
The faults of EMU bogie key points are predicted to analyze the fault reasons. If a fault arises from the product design process, the data shall be fed back to the design department for product optimization design. If a fault arises from the manufacturing department, the data shall be fed back to the manufacturing department for the adjustment of the production plan and the optimization of resource allocation. The faults are predicted to find problems in advance during the EMU operation, replace parts at O&M Center and Operating Point in advance and avoid faults in advance. The LSTM neural network prediction method is adopted to predict the fault times of bogie key parts in a certain year. Such a prediction method, due to its high accuracy rate, is extensively applied.
To realize the prediction of the number of failures, an LSTM network prediction model is established, which includes an input layer, a hidden layer and an output layer. This experiment uses the fault data from the past 20 years of a CRH series EMU for model training. The training data set is 5400 key component failure data recorded from 2000 to 2020, accounting for 80% of the total data. First, the data is normalized to remove the dimension difference, and the processed data is input into the LSTM model for training. Considering the small amount of data in this paper, the number of hidden layers of the LSTM model is set to 1, the training step is set to 2, and the number of training rounds is set to 200. To test the effect, the failure data of a certain year can be randomly selected, and the prediction effect of the model is shown in Figure 9.
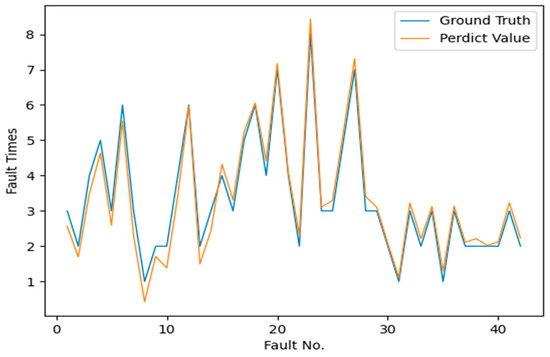
Figure 9.
Curves of true and predicted values.
As can be seen in Figure 9, the number of predictions for the different failures largely matches the true values. However, the predicted values for fault 8 and fault 10 deviated significantly from the true values, and they were both predicted to be lower than the true values. Fault 8 is a cracked rim and fault 10 is a burnt bearing. A possible reason for the lower-than-true rim failure prediction is that the replacement rim is of substandard quality due to a defect in the manufacturing process. The reason for the lower predicted than the true value of bearing burn is the poor lubrication of the bearings during this period. According to the results, the predicted values for the remaining faults are generally consistent with the true values. The prediction results of the model can meet the fault prediction requirements and provide a data-driven basis for complex product design, manufacturing and O&M integration. Through the model to predict the number of failures in the next year, the final failure prediction results of the key components of the bogie within one year are shown in Table 2.
Table 2.
Bogie wheelset system fault prediction data.
According to the failure data and prediction data in Table 1 and Table 2, it is shown that the number of component failures of the bogie wheelset system is relatively high. The wheelset system failed 31 times in 2021, and the number of failures predicted for the next year is 33. From the results, it can be seen that in the wheel pair system, the wheel tread surface was damaged six times, the wheel surface peeling occurred six times, axle damage occurred seven times, the wheel diameter failed three times, the wheel concaved three times, and the rest of the system experienced damage eight times. Therefore, it is necessary to pay close attention to the operating state of the bogie wheel pair system and the manufacturing quality of the wheelset, formulate the corresponding repair scheme in advance, and feed data back to the manufacturing department and design department. In the meantime, the fault cause of each part is traced, and the specific problems are avoided and optimized in advance.
6.3. Operating Mechanism of EMU Bogie Wheel Pair System Fault Processing
The fault-processing operating mechanism of an EMU bogie driven by digital twin is shown in Figure 10. The fault data of the bogie are processed and analyzed via the twin data platform of the digital twin. The bogie wheel pair fault prediction data are conveyed to each unit for fault processing in combination with the actual operation condition of the EMU, repair point, and parts inventory of the manufacturing workshop. The repair data and manufacturing data are fed back to the design department, which will carry out optimization design as per the actual problems. Based on the prediction results, the corresponding fault repair and data feedback are carried out in conjunction with the O&M sites, the wheelset design department, the wheelset inventory, and the axle inventory.
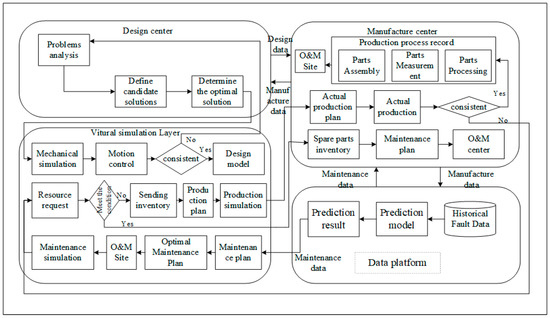
Figure 10.
Digital-twin-driven EMU bogie fault handling operation mechanism.
In such an operating mechanism, the data platform conveys the processed fault data and some other fusion data to the virtual model layer for virtual simulation. After the virtual layer accepts data such as maintenance time, parts inventory, and maintenance personnel, an initial set of O&M plans can be generated promptly. Then, the optimal O&M plan is sent to the corresponding O&M point for execution and synchronizes simulation at the virtual layer to achieve repair of the EMU wheel pair.
The optimal repair plan information is sent to the manufacturing center to verify whether the corresponding vehicle wheel, bearing, gearwheel inventory, etc., meets the current O&M demands. If met, the corresponding part inventory shall be allocated as per the optimal O&M plan for repair at the repair point. If not, the demand information shall be sent to the virtual manufacturing unit and the production plan is promptly formulated for production simulation. The production simulation shall be carried out simultaneously with the actual product; otherwise, the corresponding production plan is promptly adjusted untie consistency is reached. Finally, the finished products shall be sent to the O&M point for repair as required.
The best maintenance plan information, production plan, scheduling information, and actual maintenance information generated during the wheel-to-wheel troubleshooting process are stored in the twin data platform. It is updated to a usable knowledge base to provide timely responses to the next occurrence of the problem.
In this process, the design department obtains the corresponding manufacturing information and O&M information of wheel pairs, axles and bearings promptly, develops product design candidates through the analysis of component failure problems and problems in the production process, and selects the optimal design solution through virtual simulation and analysis to prepare for the next generation of product updates. It verifies the framework of a complex product design-manufacturing-O&M integration based on the digital twin proposed in this paper, ensuring transparency and real-time information between the design, manufacturing, operations, and maintenance.
7. Conclusions and Prospect
Based on the digital twin concept, this paper studies the integrated framework and key technologies of complex product design, manufacturing and O&M. The design, manufacturing and O&M integration of product is the key point of achieving intelligent manufacturing. The digital twin reacts to the true status of the product at different stages by constructing the multidimensional simulation model of a complex product, and achieves the deep integration of design, manufacturing and O&M of a complex product through data driving. The design, manufacturing and O&M integration framework of a complex product based on digital twin solves the information disconnection at each stage of design, manufacturing and O&M in traditional manufacturing mode, and the poor real-time feedback ability of data, to form a kind of good closed-loop manufacturing mode. Such framework comprises the design-manufacturing-O&M physical entity module, virtual model module and twin data platform. At the twin data platform, the design, manufacturing and O&M process of products are connected to achieve the optimization design, accurate manufacturing and maintenance of the product and to enhance the management quality of the product’s whole life cycle.
Finally, this paper applies the framework in the O&M of bogie key parts of certain EMU. Based on the fault prediction results, the data are fed back to the O&M, manufacturing, and design departments. The design department achieves the optimization design and synchronous simulation of the product in virtual space as per the feedback results of manufacturing data and O&M data. The manufacturing department promptly avoids the problems generated in the manufacturing process as per feedback results of design data and actual O&M data and achieves the high-precision manufacturing of products via visual interaction and virtual verification. The O&M Department promptly formulates the O&M plan, configures the O&M resources as per the obtained data, and evaluates and optimizes the scheme at the virtual model layer to improve the actual O&M efficiency. The design, manufacturing and O&M integration of EMU bogie key parts are achieved via the interaction and iteration of the physical and virtual layers.
Digital twin technology is in its initial stage, so many key technologies are not yet mature. This paper also discusses some key technologies in the design-manufacturing-O&M integration of digital twin. With the development of communication technology and information technology, we believe the specific achievement of digital twin technology will be further advanced to encourage further development of intelligent manufacturing.
Author Contributions
Conceptualization, C.Z. and L.D.; methodology, C.Z. and L.D.; formal analysis, L.D.; investigation, C.Z.; resources, C.Z.; data curation, L.D.; writing—original draft preparation, L.D.; writing—review and editing, Y.W. and L.D.; visualization, C.Z.; supervision, C.Z.; project administration, C.Z.; funding acquisition, C.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This work was funded by the General Project 51974229 of the National Natural Science Foundation of China, and the Shaanxi Province Innovation Capability Support Program 2021TD-27.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Wang, Y.; Li, Y.; Ren, W. Digital twin-based research on the prediction method for the complex product assembly abnormal events. Int. J. Comput. Integr. Manuf. 2021, 34, 1382–1393. [Google Scholar] [CrossRef]
- Wu, Z.; Gao, Z.; Cao, Y.; Ye, X.; Yang, J. Tolerance Design and Adjustment of Complex Customized Product Based on Cloud Manufacturing. Procedia CIRP 2015, 27, 169–175. [Google Scholar] [CrossRef]
- Ren, S.; Shi, L.; Liu, Y.; Cai, W.; Zhang, Y. A personalised operation and maintenance approach for complex products based on equipment portrait of product-service system. Robot. Comput.-Integr. Manuf. 2023, 80, 102485. [Google Scholar] [CrossRef]
- Xue, D.; Imaniyan, D. A framework for optimal design of complex products. Procedia CIRP 2018, 70, 416–421. [Google Scholar] [CrossRef]
- Hong, Z.; Feng, Y.; Li, Z.; Li, Z.; Hu, B.; Zhang, Z.; Tan, J. Performance balance oriented product structure optimization involving heterogeneous uncertainties in intelligent manufacturing with an industrial network. Inf. Sci. 2022, 598, 126–156. [Google Scholar] [CrossRef]
- Wu, B.; Zhao, W.; Hu, H.; Liu, Y.; Lv, J. Conceptual Design of Intelligent Manufacturing Equipment Based on a Multi-source Heterogeneous Requirement Mapping Method. IFAC-Pap. 2022, 55, 475–480. [Google Scholar] [CrossRef]
- Li, C.; Chen, Y.; Shang, Y. A review of industrial big data for decision making in intelligent manufacturing. Eng. Sci. Technol. Int. J. 2022, 29, 101021. [Google Scholar] [CrossRef]
- Gauss, L.; Lacerda, D.P.; Cauchick Miguel, P.A. Market-Driven Modularity: Design method developed under a Design Science paradigm. Int. J. Prod. Econ. 2022, 246, 108412. [Google Scholar] [CrossRef]
- Silvestri, L.; Gallo, T.; Silvestri, C. Which tools are needed to implement Lean Production in an Industry 4.0 environment? A literature review. Procedia Comput. Sci. 2022, 200, 1766–1777. [Google Scholar] [CrossRef]
- Boyes, H.; Hallaq, B.; Cunningham, J.; Watson, T. The industrial internet of things (IIoT): An analysis framework. Comput. Ind. 2018, 101, 1–12. [Google Scholar] [CrossRef]
- Wang, J.; Wu, J.; Chen, Y. Made in China 2025 and manufacturing strategy decisions with reverse QFD. Int. J. Prod. Econ. 2020, 224, 107539. [Google Scholar] [CrossRef]
- Cardin, O.; Trentesaux, D. Design and Use of Human Operator Digital Twins in Industrial Cyber-Physical Systems: Ethical Implications. IFAC-Pap. 2022, 55, 360–365. [Google Scholar] [CrossRef]
- García, A.; Bregon, A.; Martínez-Prieto, M.A. Towards a connected Digital Twin Learning Ecosystem in manufacturing: Enablers and challenges. Comput. Ind. Eng. 2022, 171, 108463. [Google Scholar] [CrossRef]
- Glaessgen, E.; Stargel, D. The digital twin paradigm for future NASA and US air force vehicles. In Proceedings of the 53rd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference 20th AIAA/ASME/AHS Adaptive Structures Conference 14th AIAA, Honolulu, HI, USA, 23–26 April 2012. [Google Scholar]
- Corallo, A.; Del Vecchio, V.; Lezzi, M.; Morciano, P. Shop Floor Digital Twin in Smart Manufacturing: A Systematic Literature Review. Sustainability 2021, 13, 12987. [Google Scholar] [CrossRef]
- Saracco, R. Digital Twins: Bridging Physical Space and Cyberspace. Computer 2019, 52, 58–64. [Google Scholar] [CrossRef]
- Duan, H.; Tian, F. The development of standardized models of digital twin. IFAC-Pap. 2020, 53, 726–731. [Google Scholar] [CrossRef]
- Psarommatis, F.; May, G. A standardized approach for measuring the performance and flexibility of digital twins. Int. J. Prod. Res. 2022, 1–16. [Google Scholar] [CrossRef]
- Zhang, M.; Tao, F.; Nee, A.Y.C. Digital Twin Enhanced Dynamic Job-Shop Scheduling. J. Manuf. Syst. 2021, 58, 146–156. [Google Scholar] [CrossRef]
- Li, S.; Wang, J.; Rong, J.; Wei, W. A digital twin framework for product to-be-designed analysis based on operation data. Procedia CIRP 2022, 109, 179–184. [Google Scholar] [CrossRef]
- Leng, J.; Chen, Z.; Sha, W.; Lin, Z.; Lin, J.; Liu, Q. Digital twins-based flexible operating of open architecture production line for individualized manufacturing. Adv. Eng. Inform. 2022, 53, 101676. [Google Scholar] [CrossRef]
- Davies, O.; Makkattil, O.; Jiang, C.; Farsi, M. A Digital Twin Design for Maintenance Optimization. Procedia CIRP 2022, 109, 395–400. [Google Scholar] [CrossRef]
- Xiao, W.; He, M.; Wei, Z.; Wang, N. SWLC-DT: An Architecture for Ship Whole Life Cycle Digital Twin Based on Vertical–Horizontal Design. Machines 2022, 10, 998. [Google Scholar] [CrossRef]
- Fukushige, S.; Nishioka, M.; Kobayashi, H. Data-assimilated lifecycle simulation for adaptive product lifecycle management. CIRP Ann. 2017, 66, 37–40. [Google Scholar] [CrossRef]
- Anbalagan, A.; Moreno-Garcia, F.C. An IoT based industry 4.0 architecture for integration of design and manufacturing systems. Mater. Today Proc. 2021, 46, 7135–7142. [Google Scholar] [CrossRef]
- Wang, J.; Meng, Z.; Gao, D.; Feng, L. Construction of an Integrated Framework for Complex Product Design Manufacturing and Service Based on Reliability Data. Machines 2022, 10, 555. [Google Scholar] [CrossRef]
- Kuroda, M. Integration of product design and manufacturing through real-time due-date estimation and scheduling systems. J. Adv. Mech. Des. Syst. Manuf. 2016, 10, JAMDSM0042. [Google Scholar] [CrossRef]
- Tao, J.; Chen, Z.; Yu, S.; Liu, Z. Integration of Life Cycle Assessment with computer-aided product development by a feature-based approach. J. Clean. Prod. 2017, 143, 1144–1164. [Google Scholar] [CrossRef]
- Fang, P.; Yang, J.; Zheng, L.; Zhong, R.Y.; Jiang, Y. Data analytics-enable production visibility for Cyber-Physical Production Systems. J. Manuf. Syst. 2020, 57, 242–253. [Google Scholar] [CrossRef]
- Ren, L.; Li, Y.; Wang, X.; Cui, J.; Zhang, L. An ABGE-aided manufacturing knowledge graph construction approach for heterogeneous IIoT data integration. Int. J. Prod. Res. 2022, 1–15. [Google Scholar] [CrossRef]
- Eickhoff, T.; Eiden, A.; Göbel, J.C.; Eigner, M. A Metadata Repository for Semantic Product Lifecycle Management. Procedia CIRP 2020, 91, 249–254. [Google Scholar] [CrossRef]
- Karasev, V.O.; Sukhanov, V.A. Product Lifecycle Management Using Multi-agent Systems Models. Procedia Comput. Sci. 2017, 103, 142–147. [Google Scholar] [CrossRef]
- Li, L.; Liu, M.; Shen, W.; Cheng, G. A novel performance evaluation model for MRO management indicators of high-end equipment. Int. J. Prod. Res. 2019, 57, 6740–6757. [Google Scholar] [CrossRef]
- Frazzon, E.Z.; Kück, M.; Freitag, M. Data-driven production control for complex and dynamic manufacturing systems. CIRP Ann. 2018, 67, 515–518. [Google Scholar] [CrossRef]
- Qian, W.; Guo, Y.; Zhang, H.; Huang, S.; Zhang, L.; Zhou, H.; Fang, W.; Zha, S. Digital twin driven production progress prediction for discrete manufacturing workshop. Robot. Comput.-Integr. Manuf. 2023, 80, 102456. [Google Scholar] [CrossRef]
- Lo, C.K.; Chen, C.H.; Zhong, R.Y. A review of digital twin in product design and development. Adv. Eng. Inform. 2021, 48, 101297. [Google Scholar] [CrossRef]
- Dinter, R.V.; Tekinerdogan, B.; Catal, B. Predictive maintenance using digital twins: A systematic literature review. Inf. Softw. Technol. 2022, 151, 107008. [Google Scholar] [CrossRef]
- Huang, S.; Wang, G.; Lei, D.; Yan, Y. Toward digital validation for rapid product development based on digital twin: A framework. Int. J. Adv. Manuf. Technol. 2022, 119, 2509–2523. [Google Scholar] [CrossRef]
- Wu, Y.; Zhou, L.; Zheng, P.; Sun, Y.; Zhang, K. A digital twin-based multidisciplinary collaborative design approach for complex engineering product development. Adv. Eng. Inform. 2022, 52, 101635. [Google Scholar] [CrossRef]
- Tao, F.; Sui, F.; Liu, A.; Qi, Q.; Zhang, M.; Song, B.; Guo, Z.; Lu, S.C.Y.; Nee, A.Y.C. Digital twin-driven product design framework. Int. J. Prod. Res. 2019, 57, 3935–3953. [Google Scholar] [CrossRef]
- Dittmann, S.; Zhang, P.; Glodde, A.; Dietrich, F. Towards a scalable implementation of digital twins—A generic method to acquire shopfloor data. Procedia CIRP 2021, 96, 157–162. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, M.; Cheng, J.; Qi, Q. Digital twin workshop: A new paradigm for future workshop. Comput. Integr. Manuf. Syst. 2017, 23, 1–9. [Google Scholar] [CrossRef]
- Zhang, L.; Yan, Y.; Hu, Y.; Ren, W. Reinforcement learning and digital twin-based real-time scheduling method in intelligent manufacturing systems. IFAC Pap. 2022, 55, 359–364. [Google Scholar] [CrossRef]
- Psarommatis, F.; May, G. A literature review and design methodology for digital twins in the era of zero defect manufacturing. Int. J. Prod. Res. 2022, 1–21. [Google Scholar] [CrossRef]
- Wu, Q.; Mao, Y.; Chen, J.; Wang, C. Application research of digital twin-driven ship intelligent manufacturing system: Pipe machining production line. J. Mar. Sci. Eng. 2021, 9, 338. [Google Scholar] [CrossRef]
- Naqvi, S.M.R.; Ghufran, M.; Meraghni, S.; Varnier, G.; Nicod, J.M.; Zerhouni, N. Human knowledge centered maintenance decision support in digital twin environment. J. Manuf. Syst. 2022, 65, 528–537. [Google Scholar] [CrossRef]
- Szpytko, J.; Duarte, Y.S. A digital twins concept model for integrated maintenance: A case study for crane operation. J. Intell. Manuf. 2021, 32, 1863–1881. [Google Scholar] [CrossRef]
- D’Amico, R.D.; Erkoyuncu, J.A.; Addepalli, S.; Penver, S. Cognitive digital twin: An approach to improve the maintenance management. CIRP J. Manuf. Sci. Technol. 2022, 38, 613–630. [Google Scholar] [CrossRef]
- Li, H.; Tao, F.; Wang, H.; Song, W.; Zhang, Z.; Fan, B.; Wu, C.; Li, Y.; Li, L.; Wen, X.; et al. Integrated development framework and key technologies of complex product design and manufacturing based on digital twinning. Comput. Integr. Manuf. Syst. 2019, 25, 1320–1336. [Google Scholar] [CrossRef]
- Zhang, L.; Feng, L.; Wang, J.; Lin, K.-Y. Integration of Design, Manufacturing, and Service Based on Digital Twin to Realize Intelligent Manufacturing. Machines 2022, 10, 275. [Google Scholar] [CrossRef]
- Wang, Y.; Ren, W.; Li, Y.; Zhang, C. Complex product manufacturing and operation and maintenance integration based on digital twin. Int. J. Adv. Manuf. Technol. 2021, 117, 361–381. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).