
Surface Quality Evaluation in the Milling Process Using a Ball Nose End Mill



Abstract
:1. Introduction
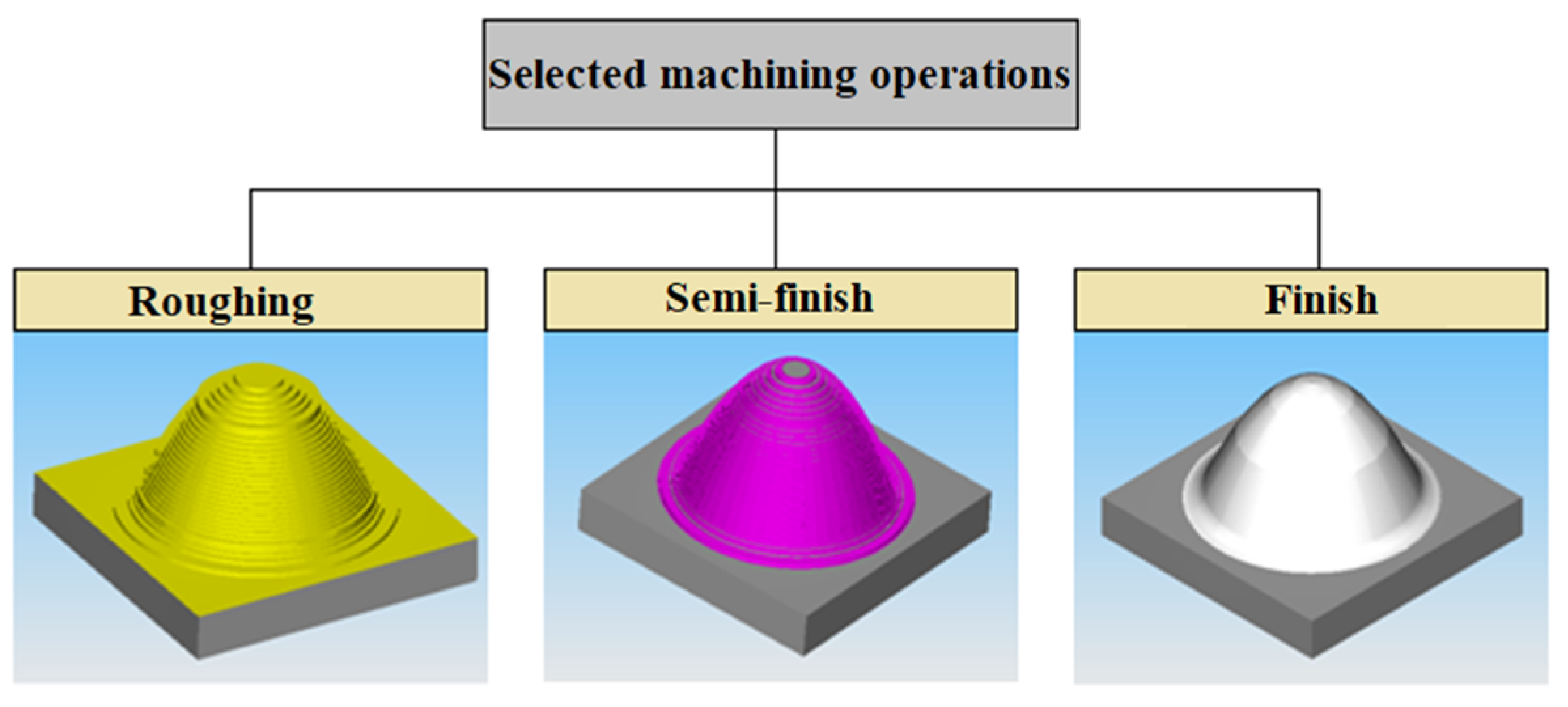
2. Materials and Methods/Research Methodology
- Comparison and evaluation of surface topography using a Keyence VHX-5000 digital microscope (Keyence International, Mechelen, Belgium).
- Roughness evaluation using device Alicona InfiniteFocus G5 (Alicona Imaging GmbH, Raaba/Graz, Austria).
- Evaluation of shape deviations using coordinate measuring machine ZEISS Duramax HTG (Carl Zeiss, Jena, Germany).
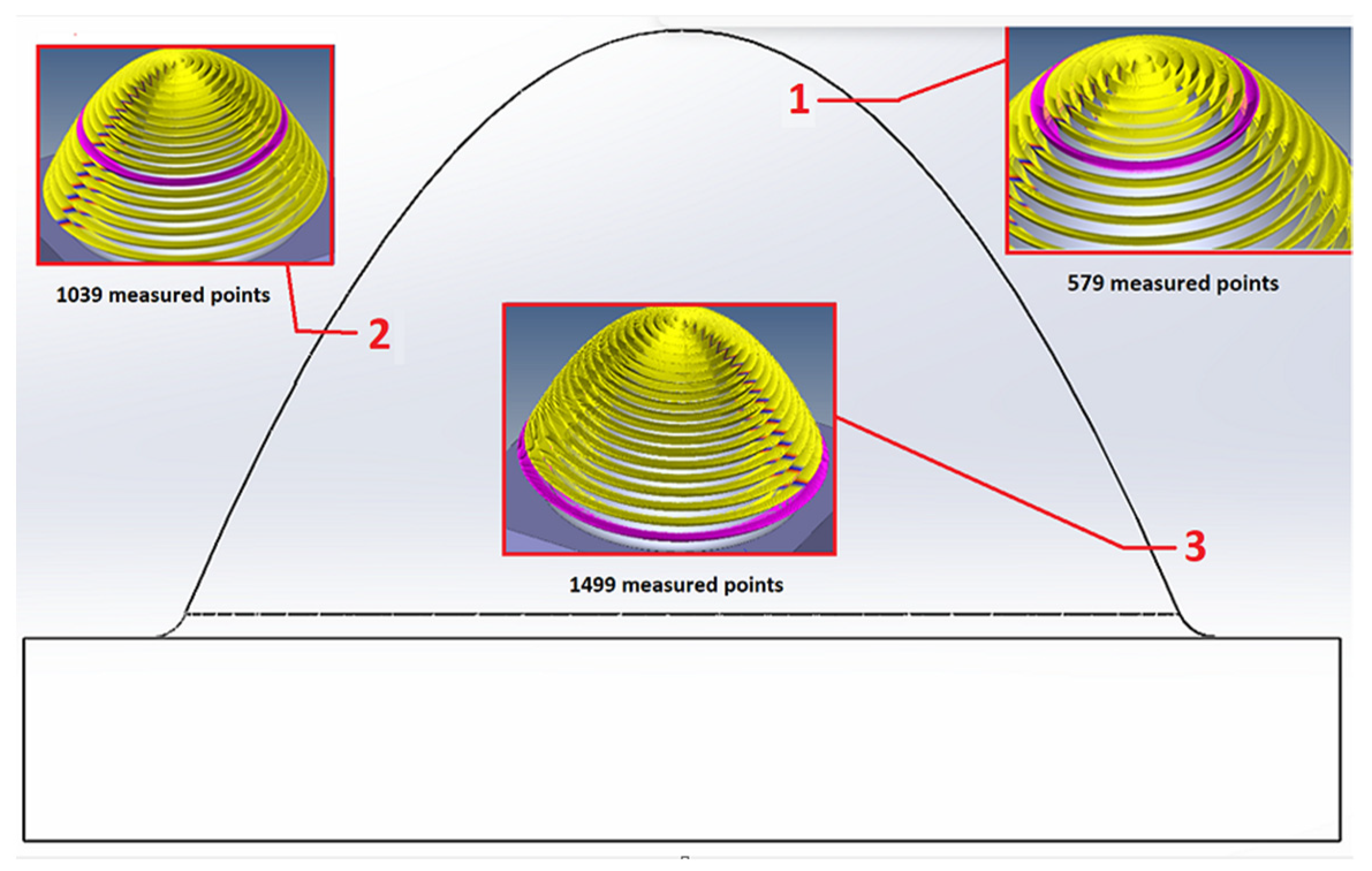
2.1. Topography Observation Methodology
2.2. Surface Roughness Analysis Methodology
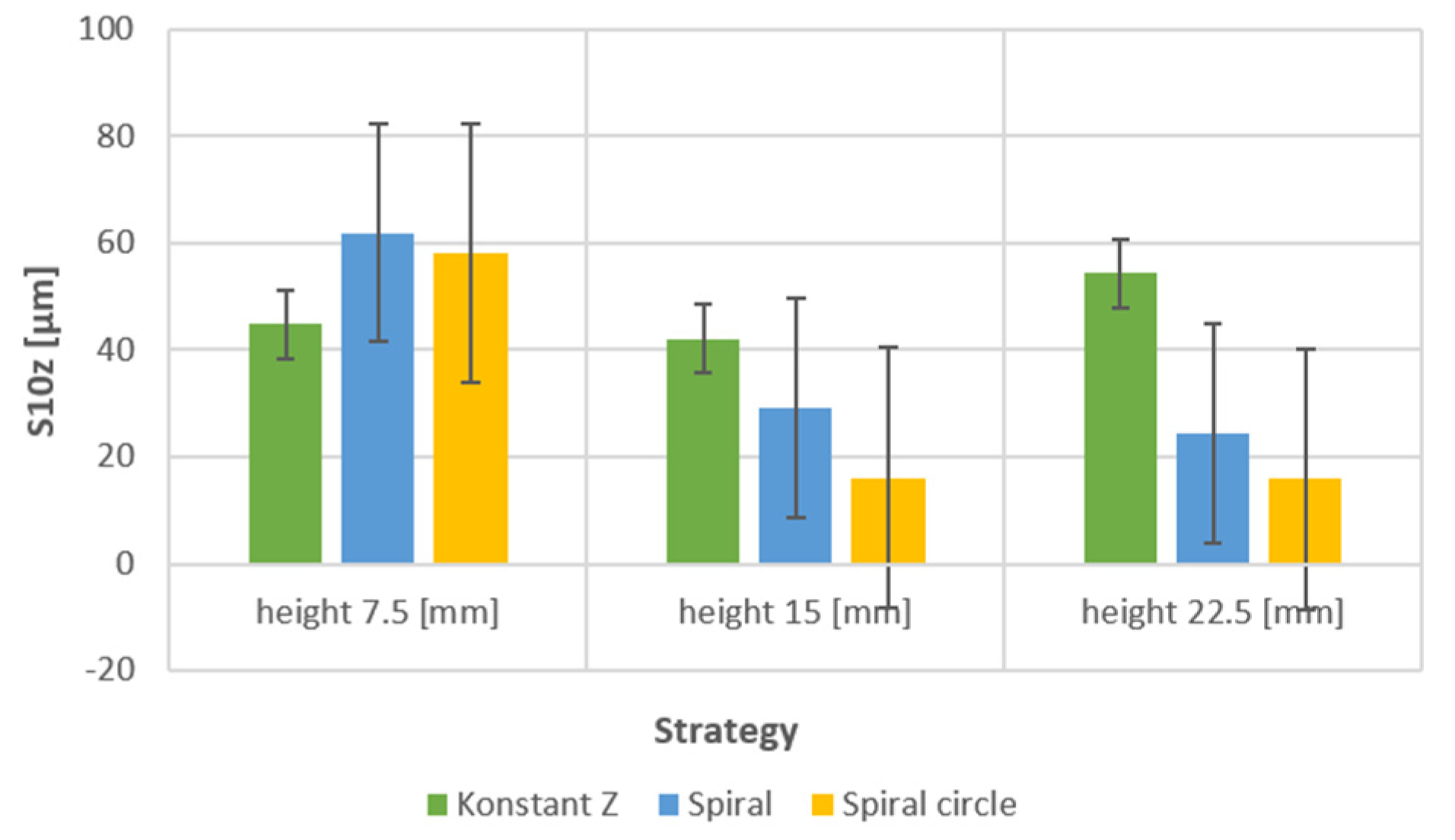
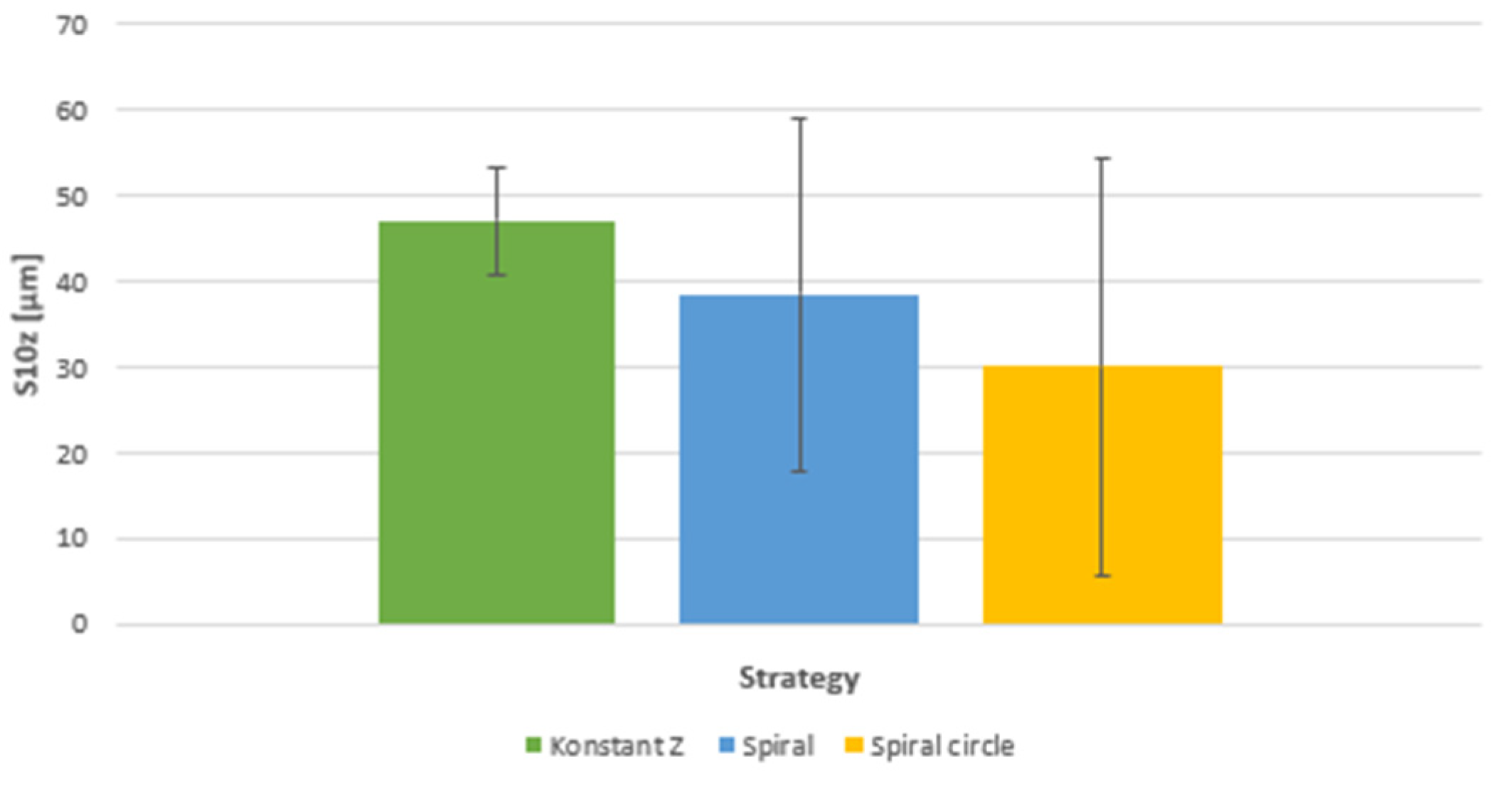
- S10z—Sensitive to changes in the topography of the observed surface; an important parameter in evaluating the surface functionality (affects dimensional accuracy of fitted surfaces, tightness of joints, etc.).
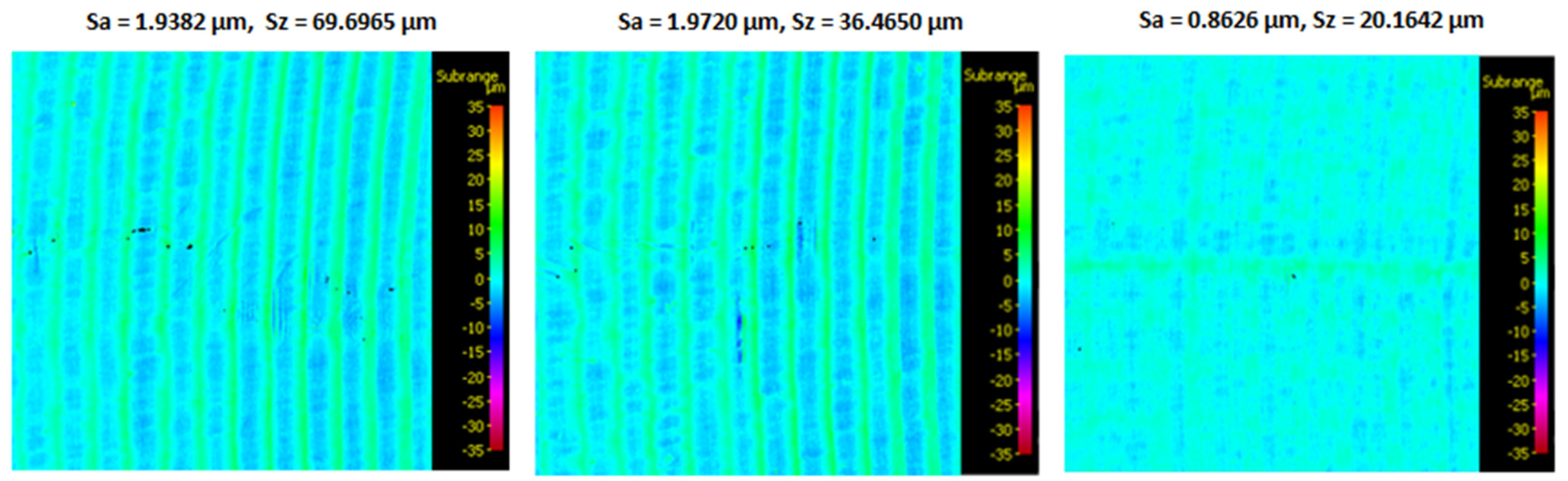
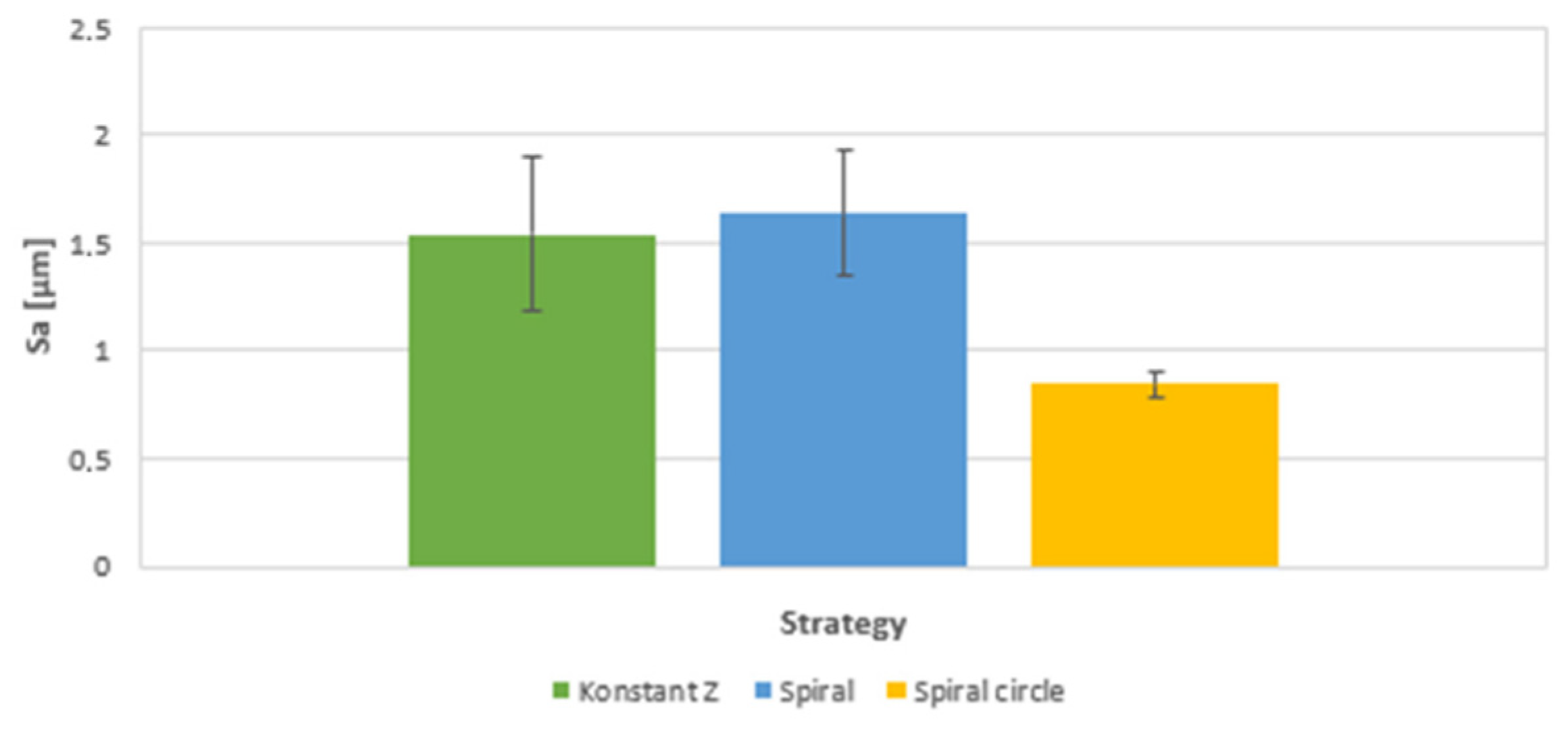
- Sa—A powerful statistical parameter that is used to regulate and control production.
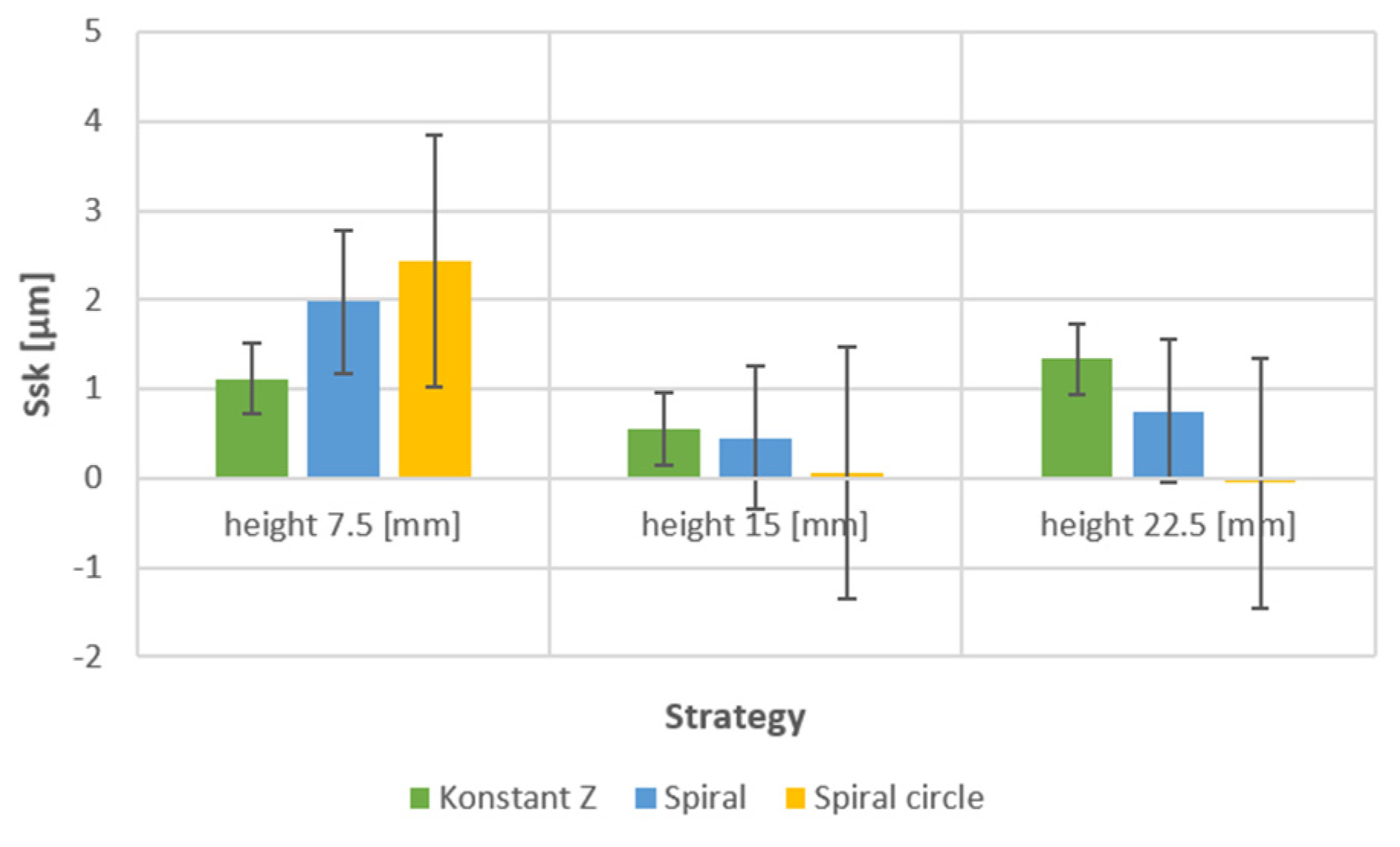
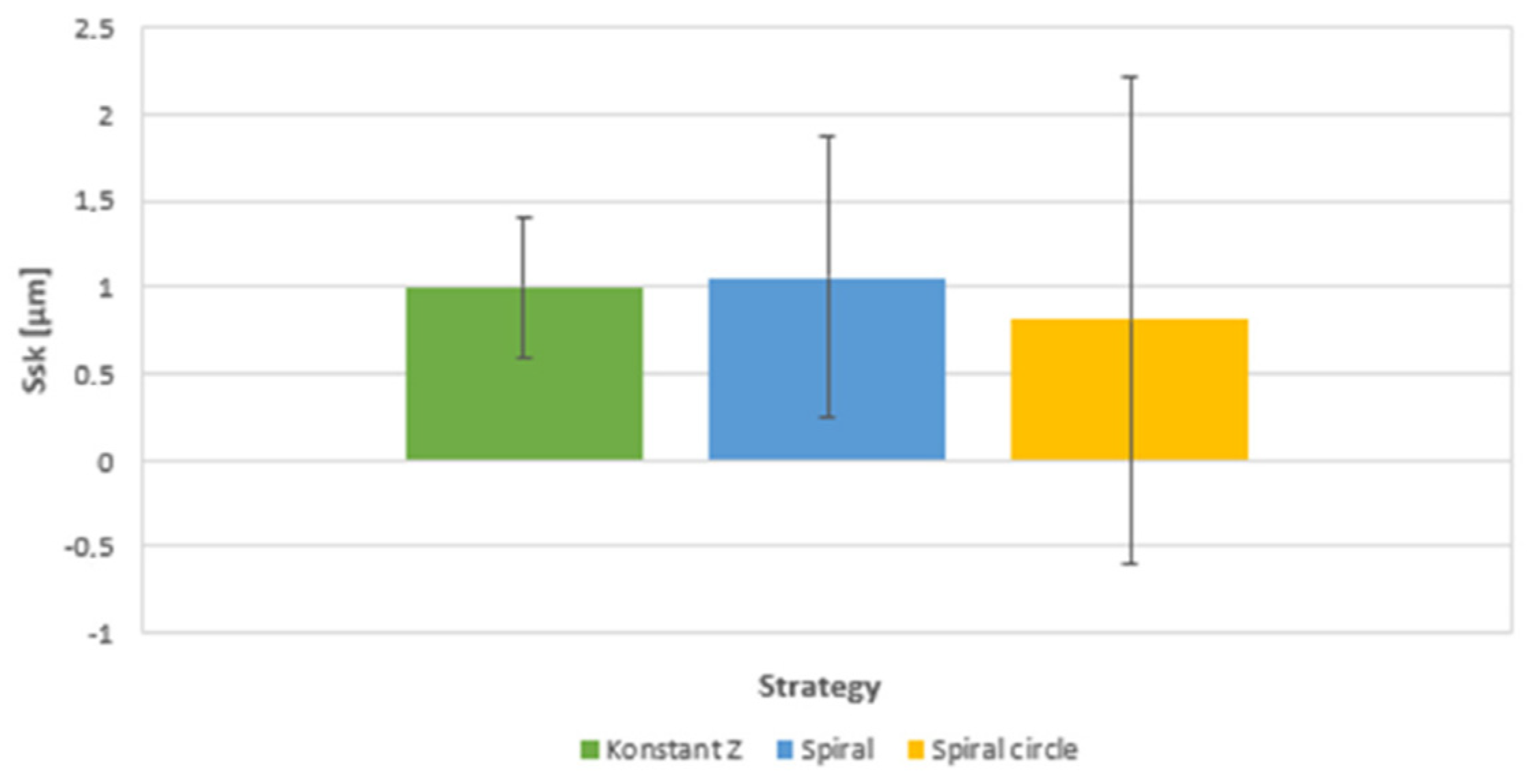
- Ssk—Gives us information about the protrusions and depressions of the topography of the observed surface. If it takes a positive value, protrusion dominates, and if it takes a negative value, depression dominates.
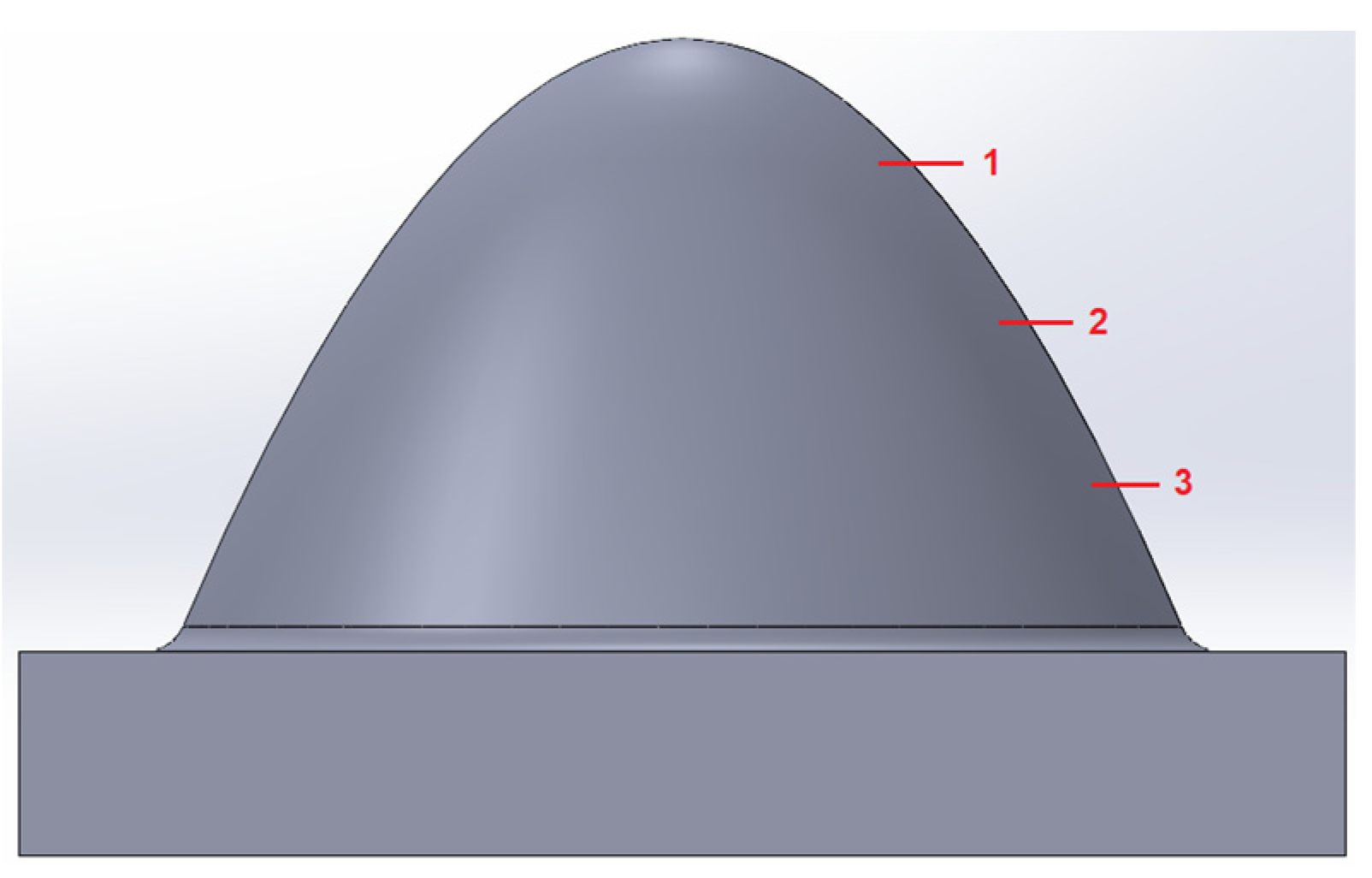
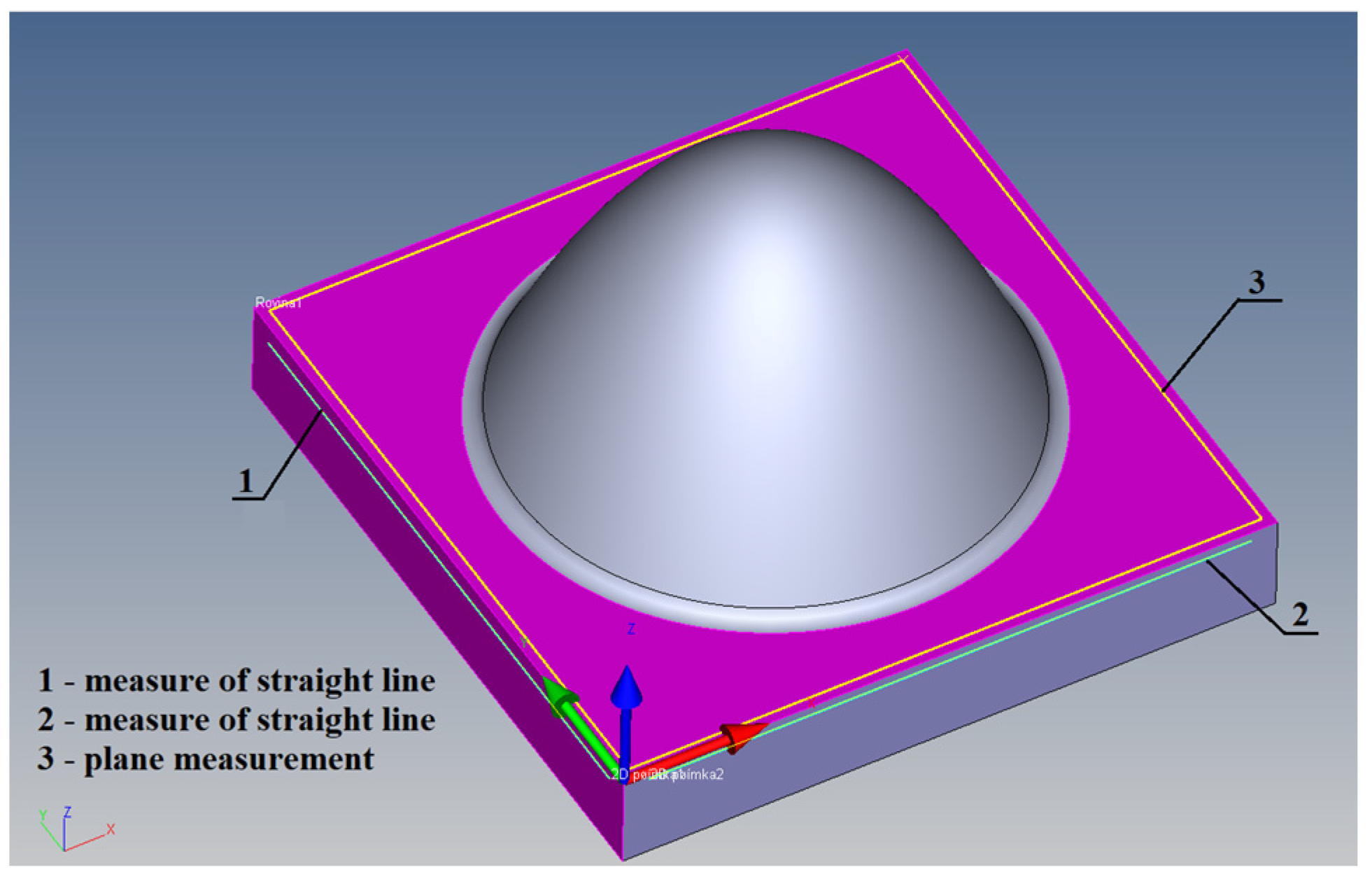
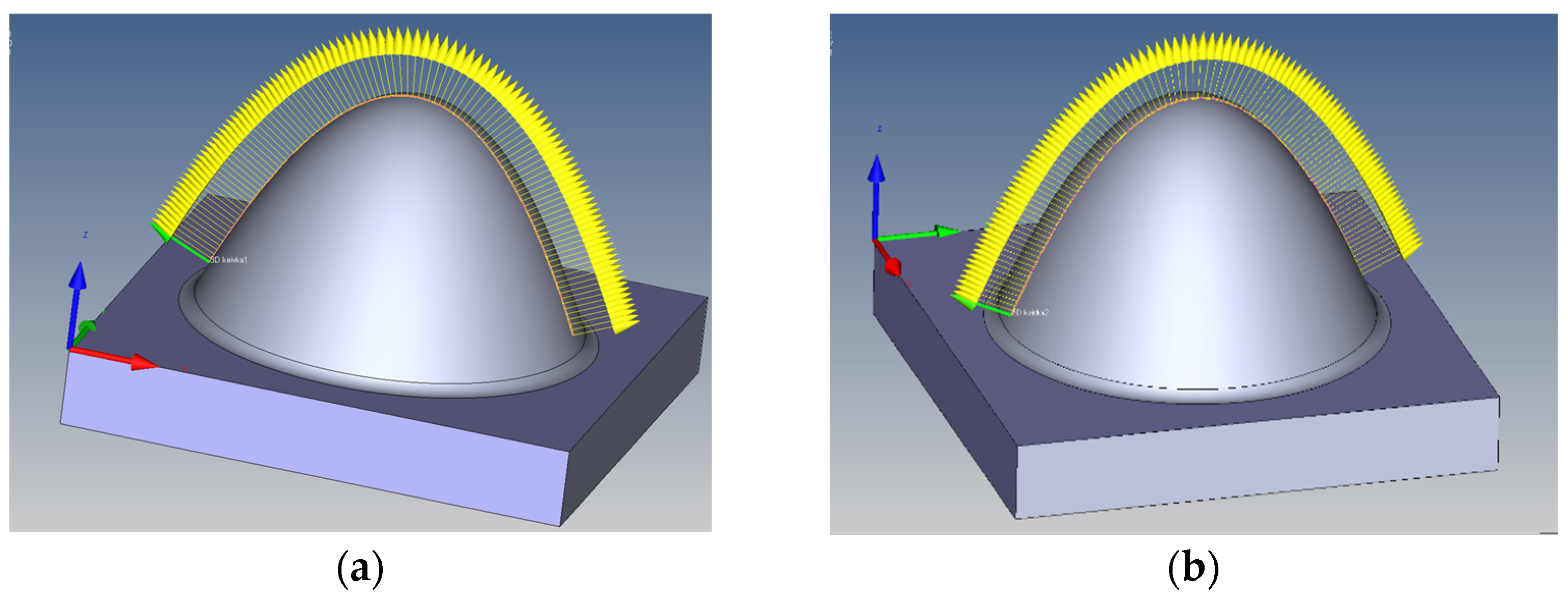
2.3. Methodology of the Shape Deviation
3. Results
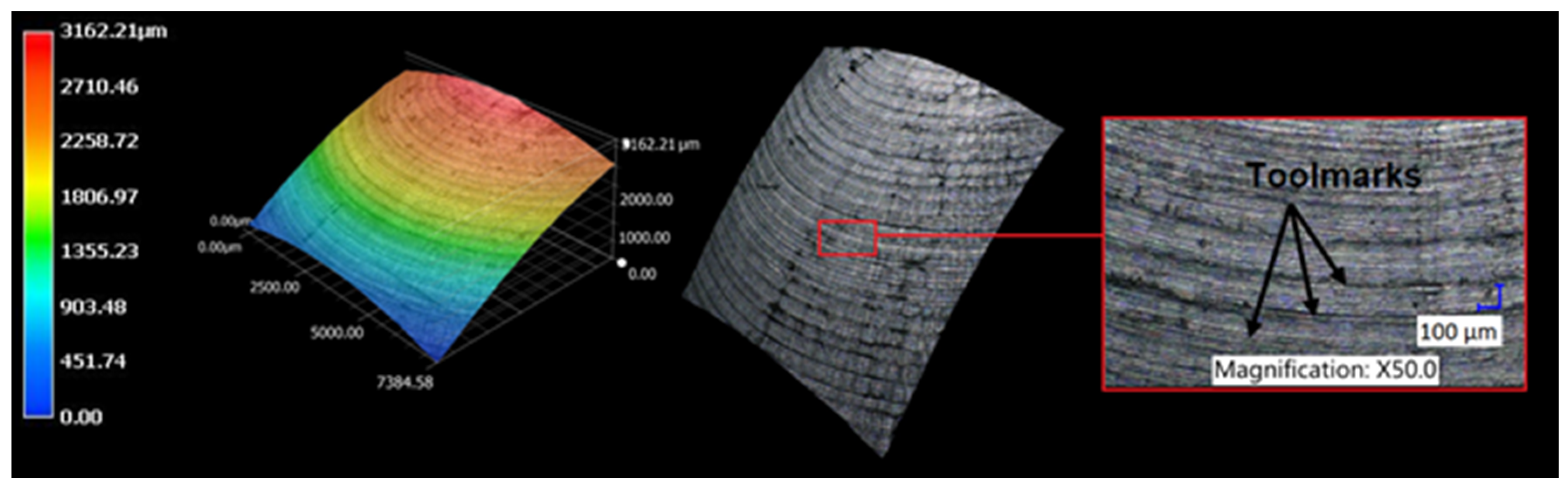
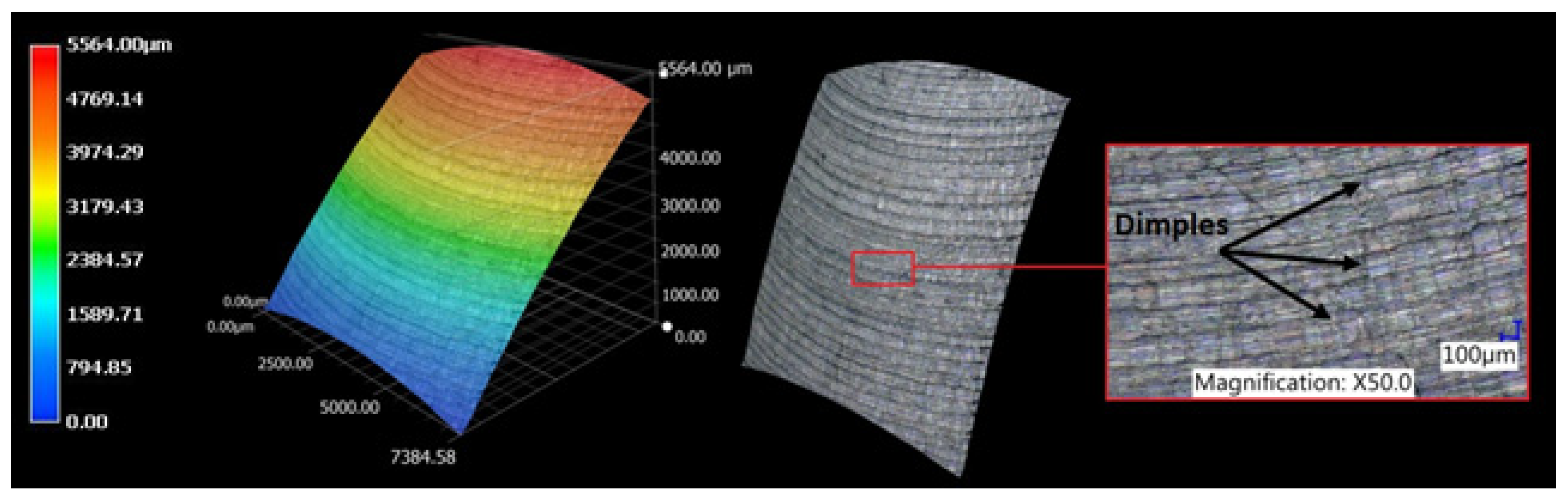
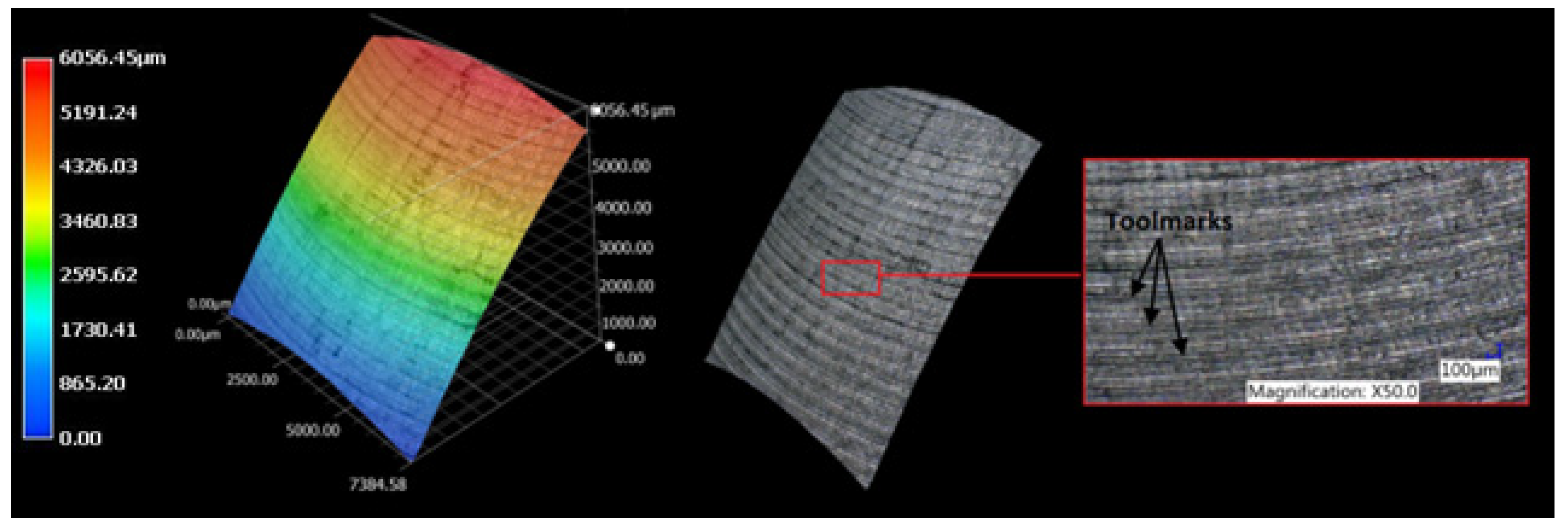
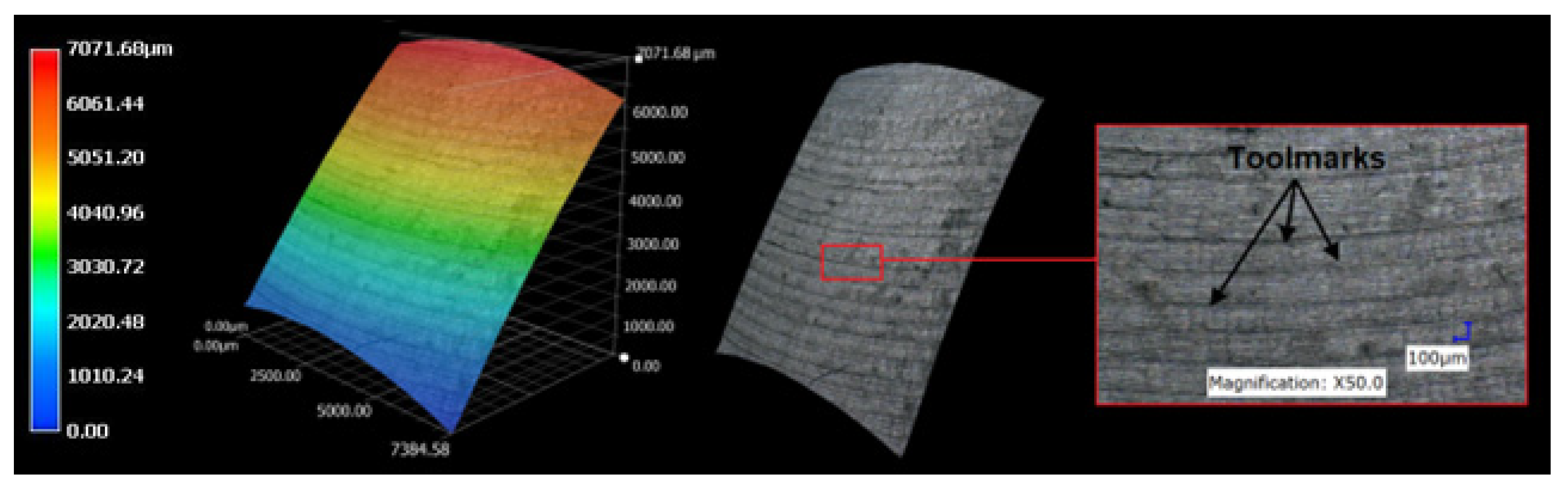
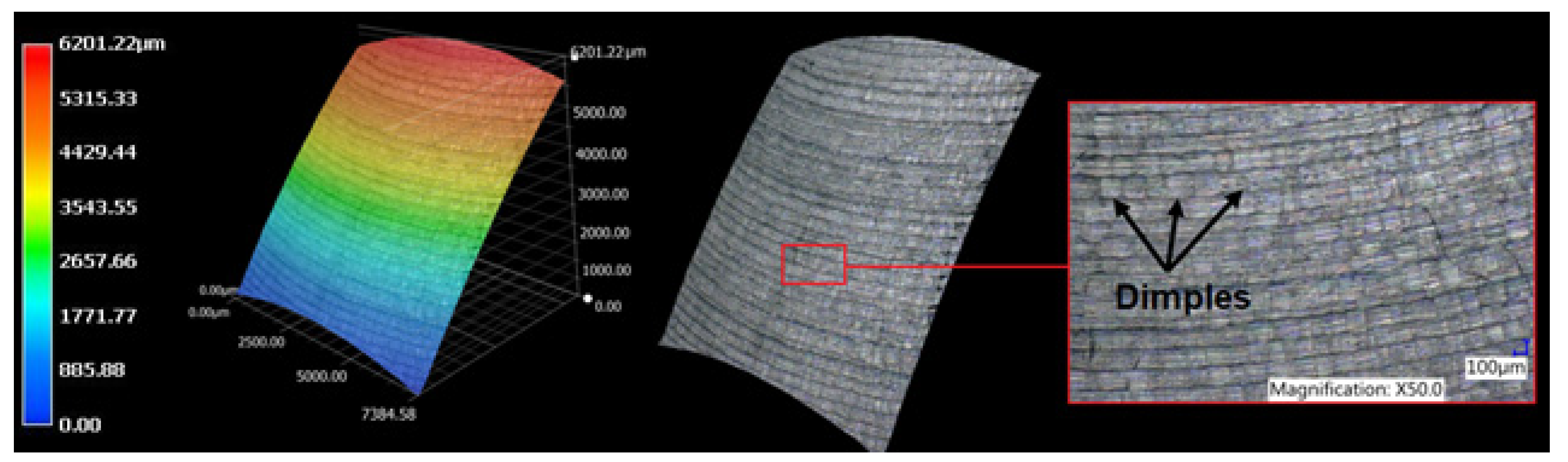
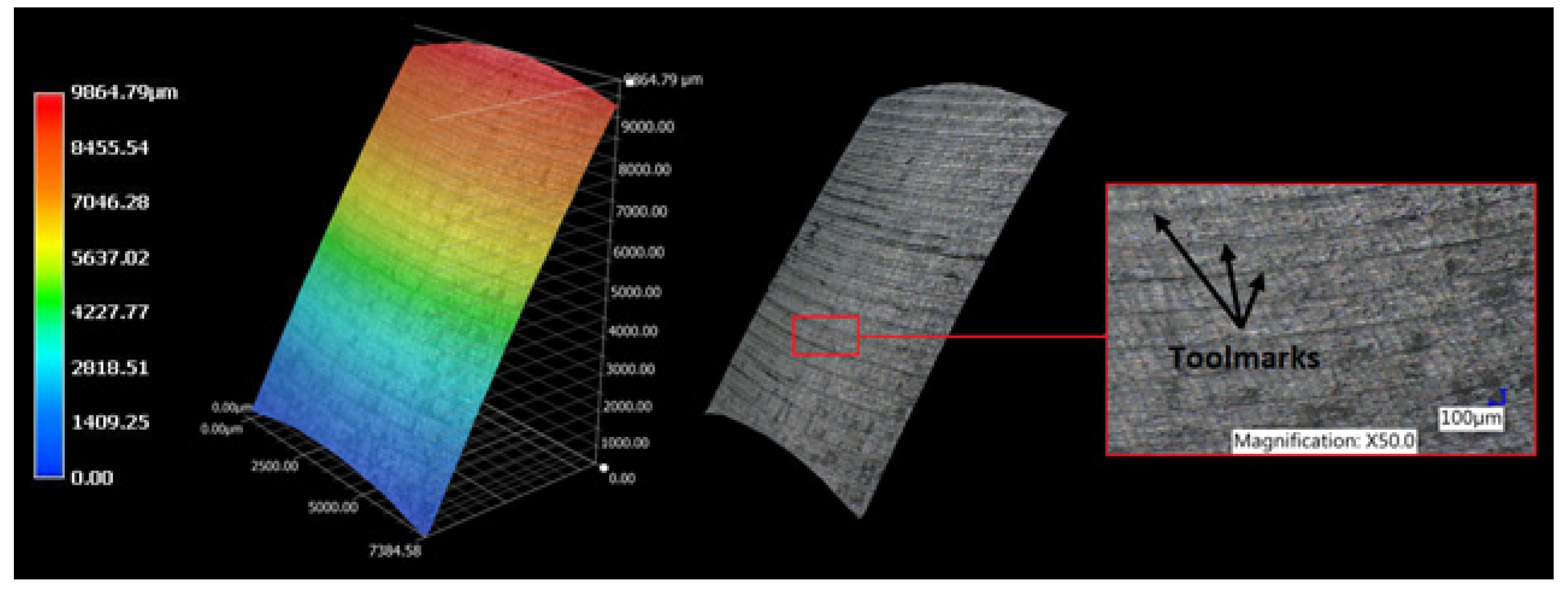
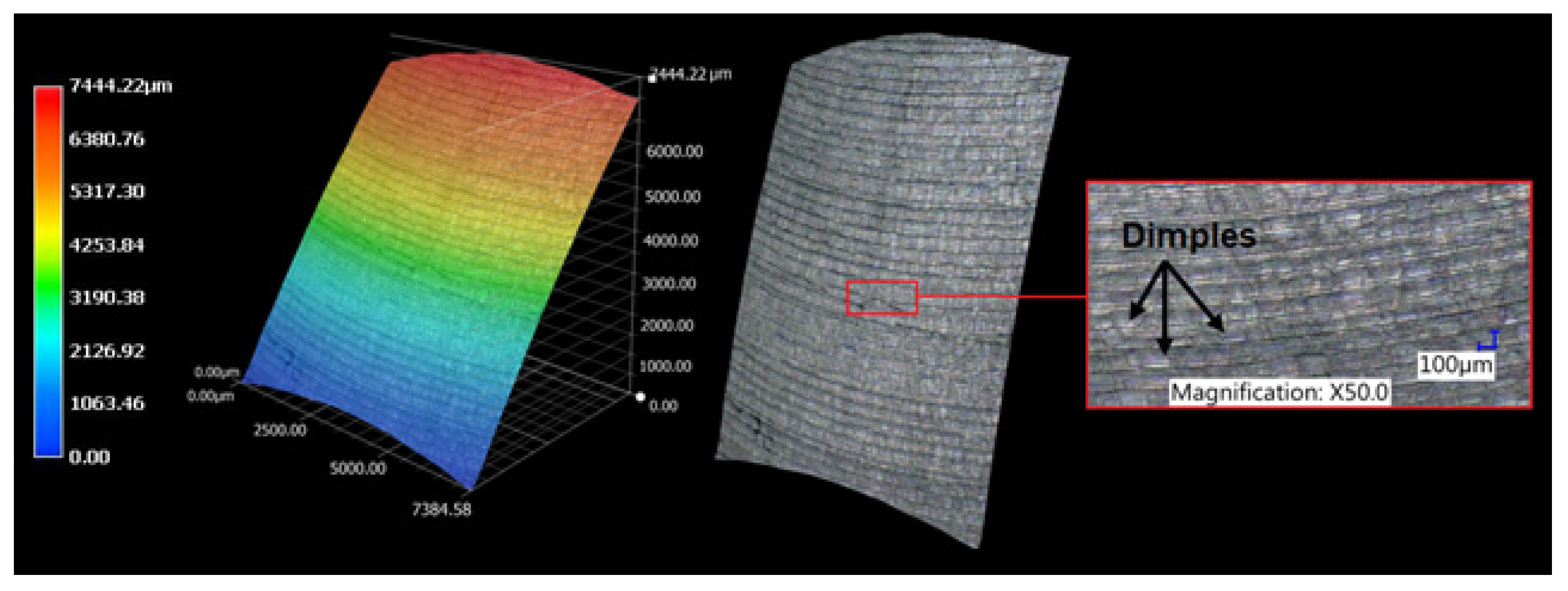
3.1. Surface Topography Evaluation
3.2. Roughness Evaluation
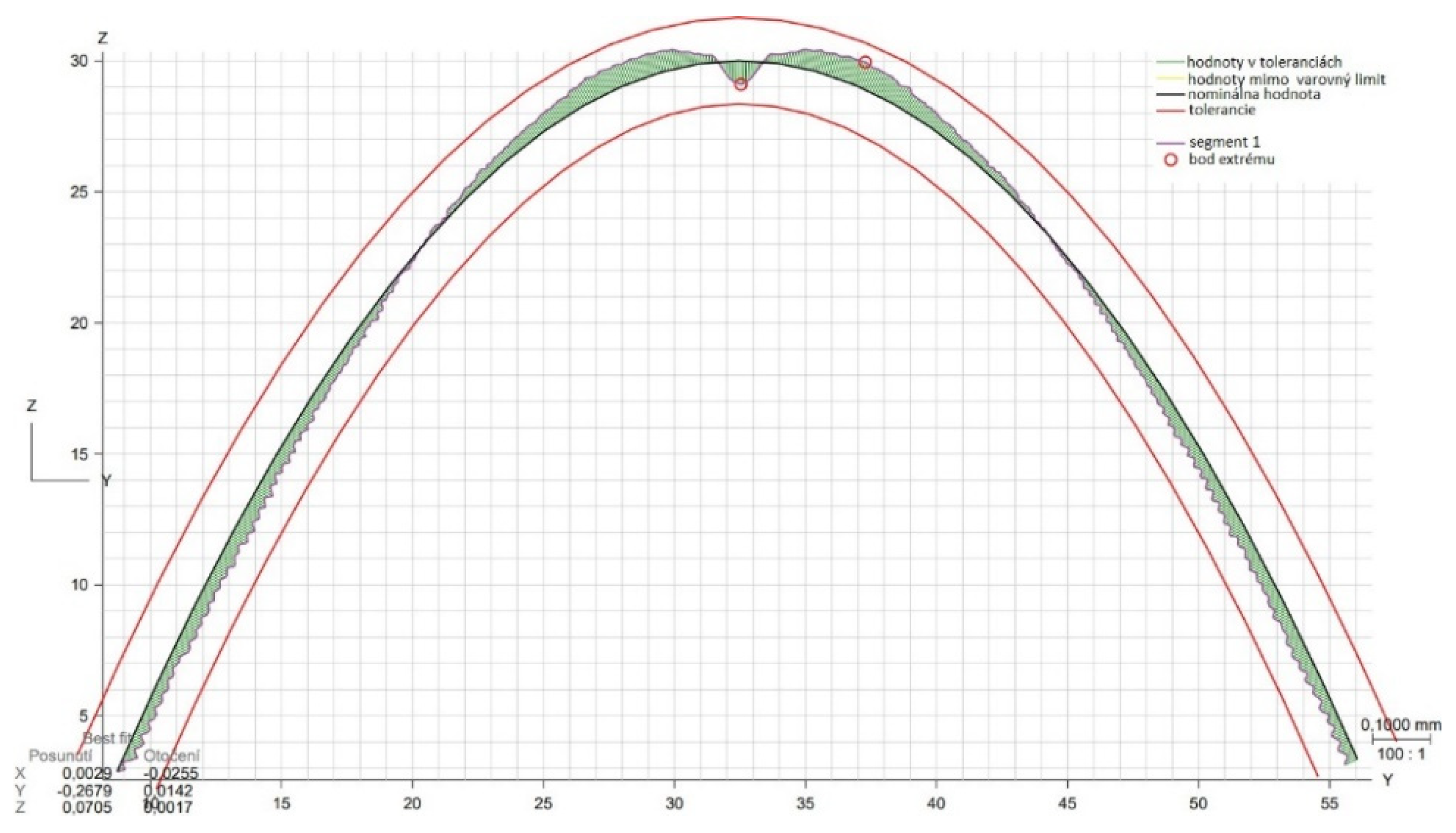
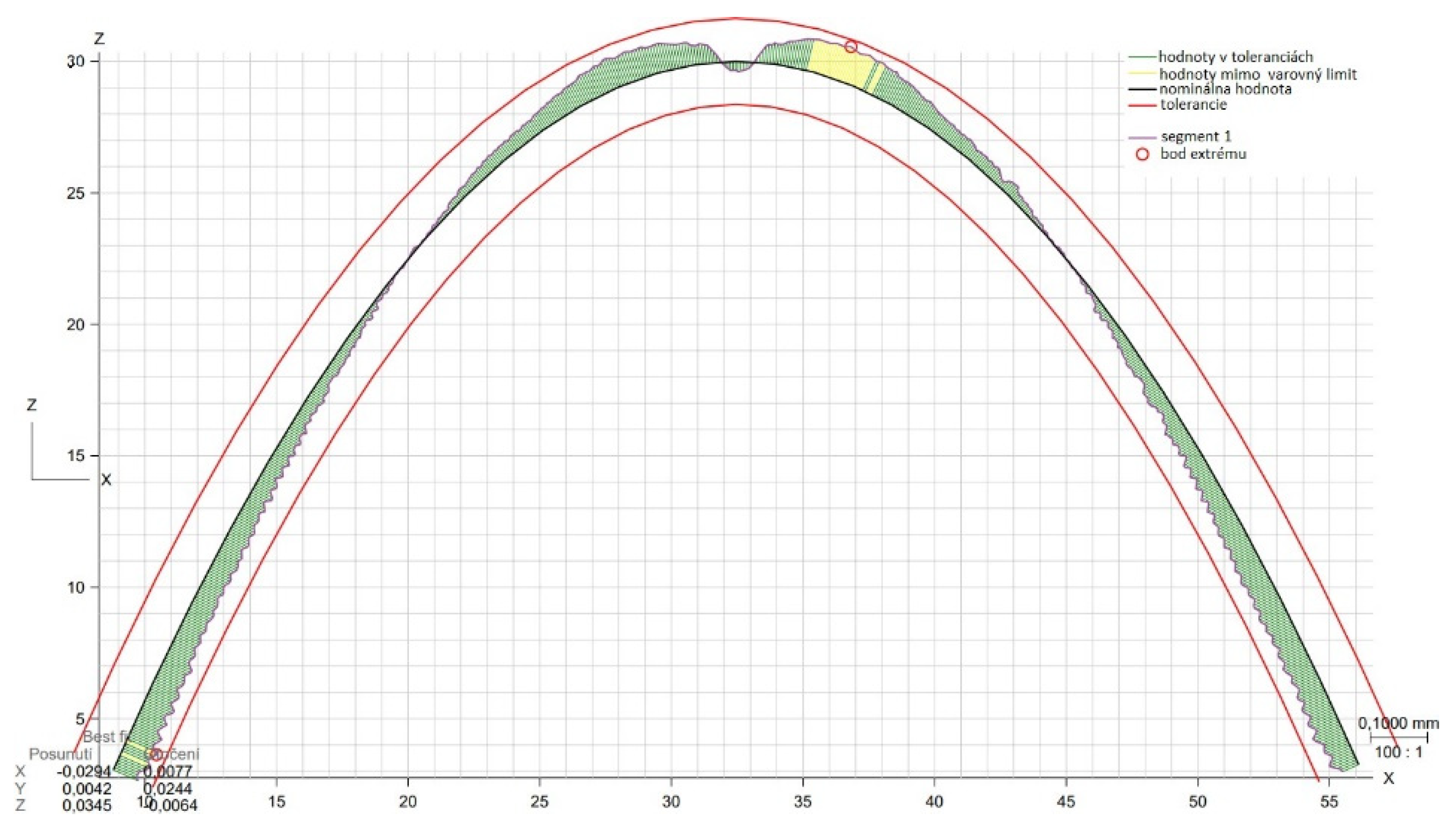
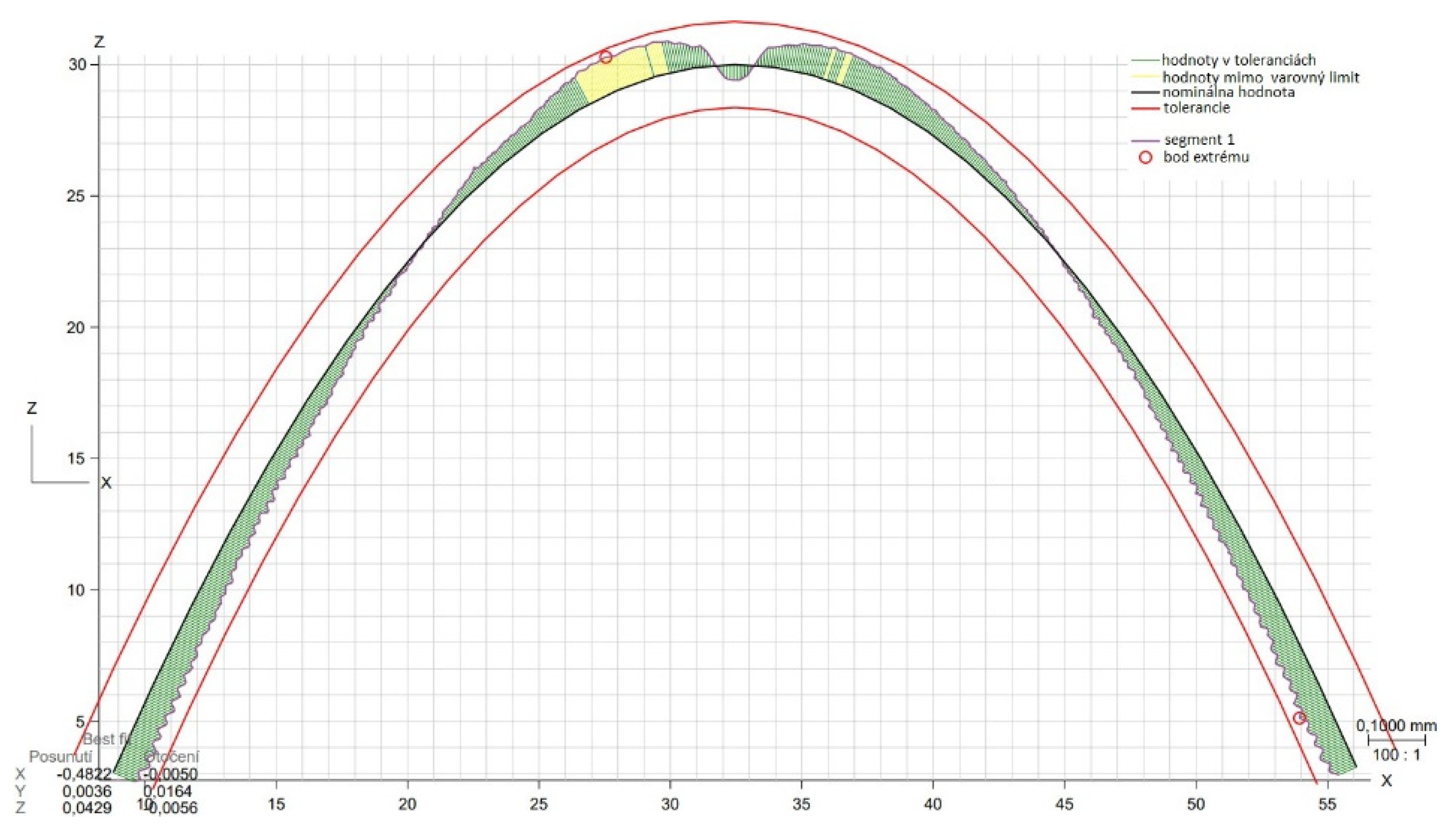
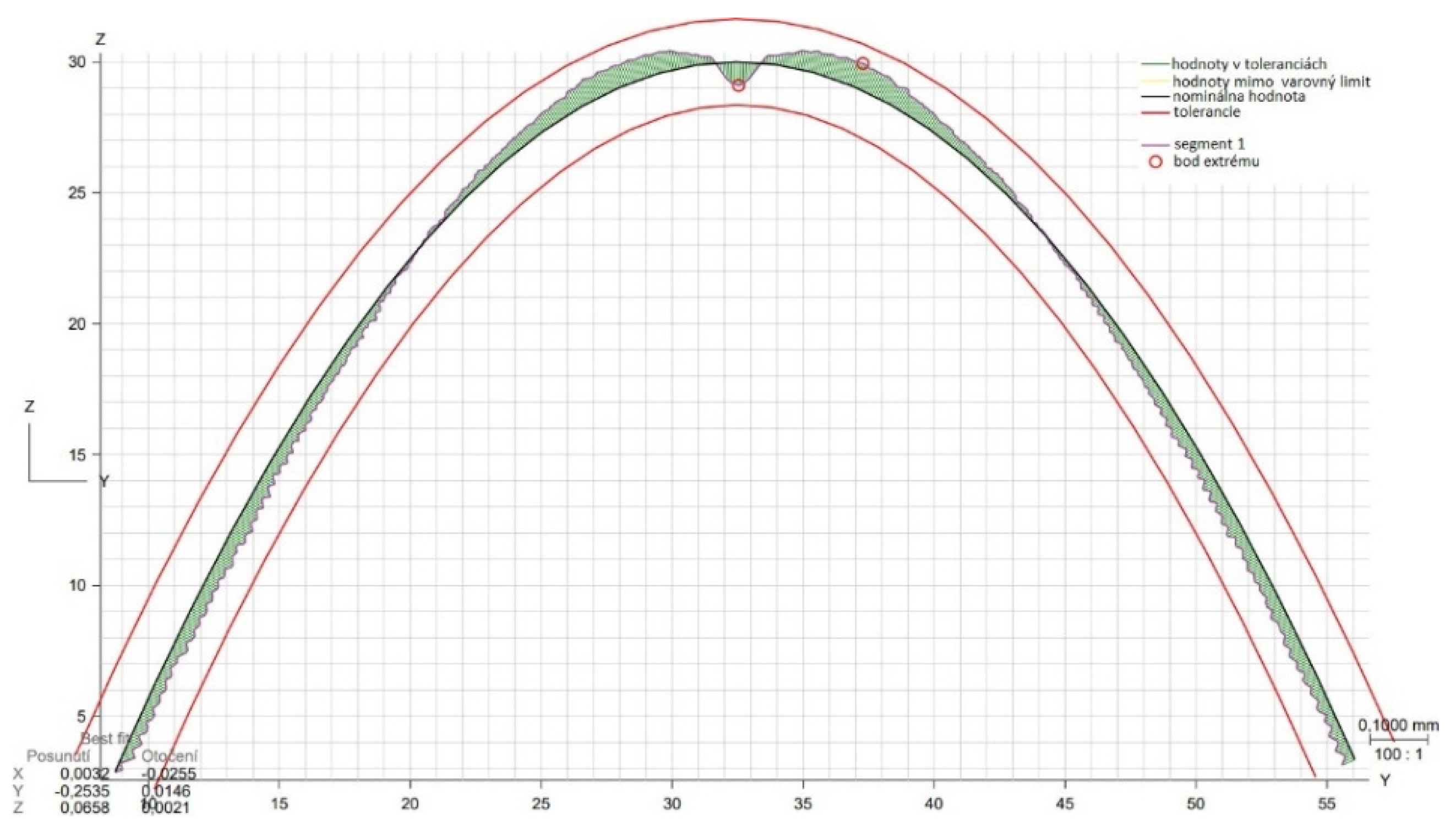
3.3. Shape Deviation Evaluation
4. Discussion
- Dimples as the result of an inadequate control system of the CNC milling machine. The overall machining process involves a so-called cycle time, in which the control system reads the generated NC code line and then converts this data from the code line into a tool position change. Thus, in the case of creating a toolpath consisting of multiple small segments, the machine control system must recalculate a number of NC blocks in a short time. If the control system is not able to handle the calculations related to the required toolpaths and the cutting conditions in the cutting process, it will adapt to its calculation capabilities in the form of a reduced feed rate.
- The Z-constant strategy generates toolpaths using a set of contours from surfaces that describe the shape of the surface at different levels of the Z-axis. In the spiral and spiral circle strategy, in addition to the side force of the tool against the work surface, there is also an axial force in the direction of the tool axis.
- Insufficient sharpness of the tool. A blunt tool deforms the workpiece much more before the chip separates from the main part. This has the effect of adding cutting forces and driving the cutting edge deeper into the part as the deformation increases and then the chip suddenly breaks off, leaving a small hole. The amount of them on the surface causes the surface quality to be much lower.
- The last reason for defects on the surface in the form of dimples may be a poor selection, or not enough coolant. The use of coolant can increase the surface quality, while insufficient cooling and lubrication leads to overheating and shorter tool life.
5. Conclusions
- Shape surface decomposition focused on a deeper understanding of the influence of milling strategies on surface topography.
- To compare the machining efficiency when using three-axis and five-axis machining due to changing tool–workpiece contact, resulting in a change in effective tool diameter. This should show better surface properties not only in the case of topography but also in the case of roughness parameters or surface deviations.
- In the case of five-axis machining, there is an opportunity to investigate the effectiveness of the tilt angle of the tool and thus specify the ideal angle for machining shaped surfaces in five-axis machining with respect to the dimensional and shape accuracy of the part.
- One further possibility of the study is to change the milling method and use ascending instead of descending milling.
- Similarly, a topic for further study could be to compare the effectiveness of the overhang length of the tool in the cutting process when machining shaped surfaces, where tool stiffness, cutting forces, and, therefore, tool deflection in contact with the workpiece would be evaluated.
- Another study could analyze the type of chuck on the precision of production because, in practice, different types are used due to the shape and precision of the part we want to achieve.
- Comparing conventional strategies with milling strategies known as HSM (High-Speed Machining) is also of importance in the field of mold and surface forming.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| CNC | computer numerical control |
| NC | numerical control |
| CAM | computer-aided manufacturing |
| CL | cutter location |
| CAD | computer-aided design |
| HB | hardness Brinell |
| D | diameter of milling tool |
| RPM | revolutions per minute |
| ae | radial depth of cut |
| ap | depths of cut for given strategies |
| fz | feed per tooth |
| Eff rad max | maximum effective radius |
| Eff rad min | minimum effective radius |
| F | feed |
| T | tolerance |
| P | surface allowance |
| ISO | International Organization for Standardization |
| S10z | Ten-point height of surface |
| Sa | Arithmetical mean height |
| Ssk | Skewness |
| Lc | cutoff |
| µm | micrometer |
| vc | cutting speed |
References
- Toh, C.K. A study of the effects of cutter path strategies and orientations in milling. J. Mater. Process. Technol. 2004, 152, 346–356. [Google Scholar] [CrossRef]
- Daymi, A.; Boujelbene, M.; Linares, J.M.; Bayraktar, E.; Amara, A.B. Influence of workpiece inclination angle on the surface roughness in ball end milling of the titanium alloy Ti-6Al- 4V. J. Achiev. Mater. Manuf. Eng. 2009, 35, 79–86. [Google Scholar]
- Václav, Š.; Mareš, A.; Legutko, S.; Košťál, P.; Delgado Sobrino, D.R. Proposal of a system for estimating the assembly time in small and medium-sized enterprises. Tech. Gaz. 2020, 27, 2089–2096. [Google Scholar] [CrossRef]
- Razavykia, A.; Iranmanesh, S.; Esmaeilzadeh, A. The Effect of Tool Path Strategy on Surface and Dimension in High-Speed Milling. Int. J. Mech. Aerosp. Ind. Mechatron. Manuf. Eng. 2017, 35, 1475–1479. [Google Scholar]
- Varga, J.; Spišák, E.; Gajdoš, I.; Mulidrán, P. Comparison of milling strategies in the production of shaped surfaces. Adv. Sci. Technol. Res. J. 2022, 16, 267–274. [Google Scholar] [CrossRef]
- Grešová, Z.; Ižol, P.; Vrabeľ, M.; Kaščák, Ľ.; Brindza, J.; Demko, M. Influence of ball-end milling strategy on the accuracy and roughness of free form surfaces. Appl. Sci. 2022, 12, 4421. [Google Scholar] [CrossRef]
- Boujelbene, M.; Moisan, A.; Tounsi, N.; Brenier, B. Productivity enhancement in dies and molds manufacturing by the use of C1 continuous tool path. Int. J. Mach. Tools Manuf. 2004, 44, 101–107. [Google Scholar] [CrossRef]
- Ramos, A.M.; Relvas, C.; Simoes, J.A. The influence of finishing milling strategies on texture, roughness and dimensional deviations on the machining of complex surfaces. J. Mater. Process. Technol. 2003, 136, 209–216. [Google Scholar] [CrossRef]
- Suresh, B.V.; Raviswaran, N. Tool path generation algorithm and 3D tolerance analysis for free-form surfaces. Ethiop. J. Sci. Technol. 2006, 4, 23–30. [Google Scholar]
- Misra, D.; Sundararajan, V.; Wright, P. K: Zig-zag tool path generation for sculptured surface. Geom. Algorithmic Asp. Comput.-Aided Des. Manuf. 2003, 67, 265–280. [Google Scholar] [CrossRef]
- Toh, C.K. Surface topography analysis in high speed finish milling inclined hardened steel. Precis. Eng. 2004, 28, 386–398. [Google Scholar] [CrossRef]
- Ižol, P.; Brindza, J.; Vrabeľ, M.; Demko, M.; Basilio, S.E. Effect of optimization software on part shape accuracy and production times during rough milling of aluminum alloy. Machines 2022, 10, 1212. [Google Scholar] [CrossRef]
- Asilturk, I.; Akkus, H. Determining the effect of cutting parameters on surface roughness in hard turning using the Taguchi method. Measurement 2011, 44, 1697–1704. [Google Scholar] [CrossRef]
- Varga, J.; Tóth, T.; Kaščák, Ľ.; Spišák, E. The effect of the machining strategy on the surface accuracy when milling with a ball end cutting tool of the aluminum alloy AlCu4Mg. Appl. Sci. 2022, 12, 638. [Google Scholar] [CrossRef]
- Chiang, S.; Tsai, C.; Lee, A. Analysis of cutting forces in ball end milling. J. Mater. Process. Technol. 1995, 47, 231–249. [Google Scholar] [CrossRef]
- Varga, J.; Tóth, T.; Frankovský, P.; Dulebová, Ľ.; Spišák, E.; Zajačko, I.; Živčák, J. The influence of automated machining strategy on geometric deviations of machined surfaces. Appl. Sci. 2021, 11, 2353. [Google Scholar] [CrossRef]
- De Souza, A.F.; Bodziak, S. Advanced Free Form Manufacturing by Computer Aided Systems-Cax, 1st ed.; INTECH Open Access Publisher: Rijeka, Croatia, 2012; pp. 555–586. [Google Scholar]
- Boujelbene, M.; Moisan, A.; Torbaty, S. Study of the tool inclination in multi-axes milling. In Proceedings of the 15th International Conference on Manufacturing Systems-ICMaS, Bucharest, Romania, 26–27 October 2006. [Google Scholar]
- Ozturk, E.; Tunc, L.T.; Budak, E. Investigation of lead and tilt angle effects in 5-axis ball-end milling processes. Int. J. Mach. Tools Manuf. 2009, 49, 1053–1062. [Google Scholar] [CrossRef]
- Scandiffio, I.; Diniz, A.E.; Souza, A.F. Evaluating surface roughness, tool life, and machining force when milling free-form shapes on hardened AISI D6 steel. Int. J. Adv. Manuf. Technol. 2015, 82, 1–13. [Google Scholar] [CrossRef]
- Souza, A.F.; Berkenbrock, E.; Rodriguez, A.R.; Diniz, A.E. Influences of the tool path strategy on the machining force when milling free form geometries with a ball-end cutting tool. J. Braz. Soc. Mech. Sci. Eng. 2014, 37, 675–687. [Google Scholar] [CrossRef]
- Bissacco, G.; Hansen, H.N.; Chiffre, L. Size effect on surface generation in micromilling of hardened tool steel. CIRP Ann.-Manuf. Technol. 2006, 555, 593–596. [Google Scholar] [CrossRef]
- Ducobu, F.; Filippi, E.; Rivière, L.E. Chip formation and minimum chip thickness in micro-milling. In Proceedings of the 12th CIRP Conference on Modeling of Machining Operations, Donostia-San Sebastián, Spain, 9−14 September 2009. [Google Scholar]
- Tuysuz, O.; Altintas, Y.; Feng, H.Y. Prediction of cutting forces in three and five-axis ball-end milling with tool indentation effect. Int. J. Mach. Tools Manuf. 2013, 66, 66–81. [Google Scholar] [CrossRef]
- Liu, N.; Loftus, M.; Whitten, A. Surface finish visualization in high speed, ball nose milling applications. Int. J. Mach. Tools Manuf. 2005, 45, 1152–1161. [Google Scholar] [CrossRef]
- Aspinwall, D.K.; Dewes, R.C.; Ng, E.G.; Sage, C. The influence of cutter orientation and workpiece angle on machinability when high-speed milling Inconel 718 under finishing conditions. Int. J. Mach. Tools Manuf. 2007, 47, 1839–1846. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Wiackiewicz, G.M.; Krolczyk, G.M. Study on metrological relations between instant tool displacements and surface roughness during precise ball end milling. Measurement 2018, 129, 686–694. [Google Scholar] [CrossRef]
- Shaghayegh, S.; Sadeghi, M.H.; Hassanpour, H. The Influence of Tool Path Strategies on Cutting Force and Surface Texture during Ball End Milling of Low Curvature Convex Surfaces. Sci. World J. 2014, 2014, 1–14. [Google Scholar] [CrossRef]
- Käsemodel, R.B.; Souza, A.F.; Voigt, R.; Basso, I.; Rodrigues, A.R. CAD/CAM interfaced algorithm reduces cutting force, roughness, and machining time in free-form milling. Int. J. Adv. Manuf. Technol. 2020, 107, 1883–1900. [Google Scholar] [CrossRef]
- Souza, A.F.; Diniz, A.E.; Rodrigues, A.R.; Coelho, R.T. Investigating the cutting phenomena in free-form milling using a ball-end cutting tool for die and mold manufacturing. Int. J. Adv. Manuf. Technol. 2014, 71, 1565–1577. [Google Scholar] [CrossRef]
- Kose, E.; Kurt, A.; Şeker, U. The Effects of the Feed Rate on the Cutting Tool Stresses in Machining of Inconel 718. J. Mater. Process. Technol. 2008, 231, 165–173. [Google Scholar] [CrossRef]
- Schulz, H.; Hock, S. High-Speed Milling of Dies and Moulds-Cutting Conditions and Technology. J. Mater. Process. Technol. 1995, 44, 35–38. [Google Scholar] [CrossRef]
- Cai, Y.; Zhangiang, L.; Shi, Z.; Song, Q. Optimum end milling tool path and machining parameters for micro Laval nozzle manufacturing. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 231, 1–11. [Google Scholar] [CrossRef]
- Antoniadis, A.; Bilalis, N.; Balouktsis, A.; Savakis, C. Prediction of Surface Topomorphy and Roughness in Ball-End Milling. Int. J. Adv. Manuf. Technol. 2003, 21, 965–971. [Google Scholar] [CrossRef]
- Šimunović, G.; Šimunović, K.; Šarić, T. Modelling and simulation of surface roughness in face milling. Int. J. Simul. Model. 2013, 12, 141–153. [Google Scholar] [CrossRef]
- Vukelic, D.; Tadic, B.; Miljanic, D. Novel workpiece clamping method for increased machining performance. Teh. Vjesn.-Tech. Gaz. 2012, 19, 837–846. [Google Scholar]
- Antic, A.; Kozak, D.; Kosec, B.; Šimunović, G.; Šarić, T.; Kovačevič, D.; Čep, R. The influence of tool wear on the chip-forming mechanism and tool vibrations. Teh. Vjesn.-Tech. Gaz. 2013, 20, 105–112. [Google Scholar]
- Toh, C.K. Design, evaluation, and optimization of cutter path strategies when high speed milling hardened mold and die materials. Mater. Des. 2005, 26, 517–533. [Google Scholar] [CrossRef]
- Abuelnaga, A.M.; Dardiry, M.A. Optimization methods for metal cutting. Int. J. Mach. Tool Des. Res. 1997, 24, 11–18. [Google Scholar] [CrossRef]
- White, B.; Houshyar, A. Quality and optimum parameter selection in metal cutting. Comput. Ind. 1992, 20, 87–98. [Google Scholar] [CrossRef]
- Ikua, B.W.; Tanaka, H.; Obata, F.; Sakamoto, S.; Kishi, T.; Ishii, T. Prediction of cutting forces and machining error in ball end milling of curved surfaces—II experimental verification. Precis. Eng. 2002, 26, 69–82. [Google Scholar] [CrossRef]
- Matras, A.; Kowalczyk, R. Analysis of machining accuracy during free form surface milling simulation for different milling strategies. Proc. SPIE-Int. Soc. Opt. Eng. 2014, 9290, 1–7. [Google Scholar] [CrossRef]
- Hao, X.; Yue, C.; Liu, X.; Wang, L. Modeling of Convex Surface Topography in Milling Process. Met. -Open Access Metall. J. 2020, 10, 1218. [Google Scholar] [CrossRef]
- Pessoles, X.; Landon, Y.; Rubio, W. Kinematic modelling of a 3-axis NC machine tool in linear and circular interpolation. Int. J. Adv. Manuf. Technol. 2010, 47, 5–8. [Google Scholar] [CrossRef]
- Monreal, M.; Rodriguez, C.A. Infuence of tool path strategy on the cycle time of high-speed milling. Comput.-Aided Des. 2003, 35, 395–401. [Google Scholar] [CrossRef]
- Yau, H.T.; Kuo, M.J. NURBS machining and feed rate adjustment for high-speed cutting of complex sculptured surfaces. Int. J. Prod. Res. 2001, 39, 21–41. [Google Scholar] [CrossRef]
- Coelho, R.T.; Souza, A.F.; Roger, A.R. Mechanistic approach to predict real machining time for milling free-form geometries applying high feed rate. Int. J. Adv. Manuf. Technol. 2010, 46, 1103–1111. [Google Scholar] [CrossRef]
- Souza, A.F.; Käsemodel, R.B.; Arias, M.; Marin, F.; Rodriguez, A.R. Study of tool paths calculated by diferent commercial CAM systems and infuences on the real machining time and surface roughness for milling free-form geometries. J. Braz. Soc. Mech. Sci. Eng. 2019, 363, 1–12. [Google Scholar] [CrossRef]
- Siller, H.; Rodriguez, C.A.; Ahuett, H. Cycle time prediction in high-speed milling operations for sculptured surface finishing. J. Mater. Process. Technol. 2006, 174, 355–362. [Google Scholar] [CrossRef]
- Lim, E.M.; Meng, C.H. The prediction of dimensional error for sculptured surface productions using the ball-end milling process. Part 2: Surface generation model and experimental verification. Int. J. Mach. Tools Manuf. 1995, 35, 1171–1185. [Google Scholar] [CrossRef]
- Quinsat, Y.; Sabourin, L.; Lartigue, C. Surface topography in ball end milling process: Description of a 3D surface roughness parameter. J. Mater. Process. Technol. 2008, 195, 135–143. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Aichouh, P.; Efstathiou, K. Determination of the chip geometry, cutting force and roughness in free form surfaces finishing milling, with ball end tools. Int. J. Mach. Tools Manuf. 2003, 43, 499–514. [Google Scholar] [CrossRef]
- Layegh, S.E.; Lazoglu, I. 3D surface topography analysis in 5-axis ball-end milling. CIRP Ann. -Manuf. Technol. 2017, 66, 133–136. [Google Scholar] [CrossRef]
- Sun, Y.; Liu, Y.; Zheng, M.; Xu, J.; Guo, Q. A review on theories/methods to obtain surface topography and analysis of corresponding affecting factors in the milling process. Int. J. Adv. Manuf. Technol. 2023, 127, 3097–3131. [Google Scholar] [CrossRef]
- Xu, J.; Zhang, H.; Sun, Y. Swept surface-based approach to simulating surface topography in ball-end CNC milling. Int. J. Adv. Manuf. Technol. 2017, 98, 107–118. [Google Scholar] [CrossRef]
- Zhou, R.; Qilin, C. Modelling and analysis of surface topography generated in end milling process. Int. J. Adv. Manuf. Technol. 2021, 1–19. [Google Scholar] [CrossRef]
- Zhang, P.; Su, G. On the milling strategy in machining curved surfaces based on minimum stress concentration by a 3-axis machining center. Int. J. Adv. Manuf. Technol. 2022, 119, 1–12. [Google Scholar] [CrossRef]
- Varga, J.; Stahovec, J.; Beňo, J.; Vrabeľ, M. Assessment of surface quality for chosen milling strategies when producing relief surfaces. Adv. Sci. Technol. Res. J. 2014, 8, 37–41. [Google Scholar] [CrossRef]
- Lasemi, A.; Xue, D.; Gu, P. Recent development in CNC machining of freeform surfaces: A state-of-the-art review. Comput. Aided Des. 2010, 42, 641–654. [Google Scholar] [CrossRef]
- Václav, Š.; Sivtsev, N.S.; Senderská, K. Investigation of stress-strain state of a workpiece at gauge burnishing of its holes. Adv. Sci. Technol. Res. J. 2017, 11, 211–222. [Google Scholar] [CrossRef]
- Kaymakci, M.; Lazoglu, I. Tool path selection strategies for complex sculptured surface machining. Mach. Sci. Technol. 2008, 12, 119–132. [Google Scholar] [CrossRef]
- Pokorný, P.; Peterka, J.; Václav, Š. The task of 5-axis milling. Tech. Gaz. 2012, 19, 147–150. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tool Diameter [mm] | Cutting Speed [m.min−1] | Feed per Tooth [mm] | Spindle Frequency [RPM] | Tool Producer | Tool Code |
|---|---|---|---|---|---|
| End Mill D 18 | 270 | 0.125 | 4800 | Korloy (Seoul, Republic of Korea) | AMS2018S |
| End Mill D8 | 123 | 0.029 | 4900 | ZPS-FN (Zlín, Czech Republic) | 273618.080 |
| Ball End Mill D6 | 92.4 | 0.022 | 4900 | ZPS-FN (Zlín, Czech Republic) | 511418.060 |
| Milling Operation | Tool Diameter [mm] | Depth of Cut ap [mm] | Radial Depth of Cut ae [mm] | Toolpath Tolerance T [mm] | Surface Allowance P [mm] |
|---|---|---|---|---|---|
| Roughing | End Mill D 18 | 3 | 3 | 0.1 | 0.5 |
| Semi finish | End Mill D 8 | 0.5 | 0.5 | 0.1 | 0.2 |
| Finish | Ball End Mill D 6 | - | 0.25 | 0.01 | 0 |
| Strategy | Radial Depth of Cut ae [µm] of 7.5 mm | ||
|---|---|---|---|
| Measurement 1 | Measurement 2 | Measurement 3 | |
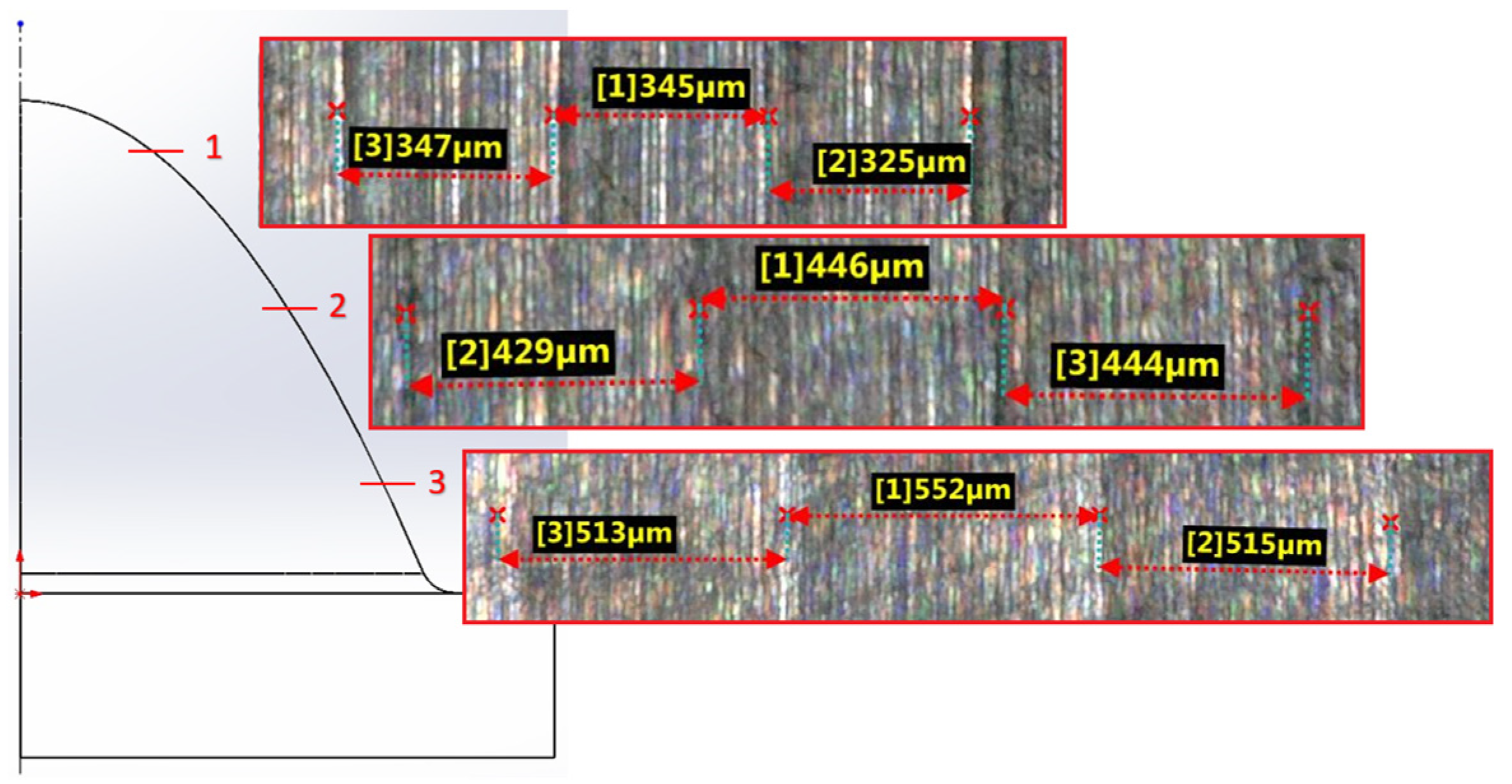
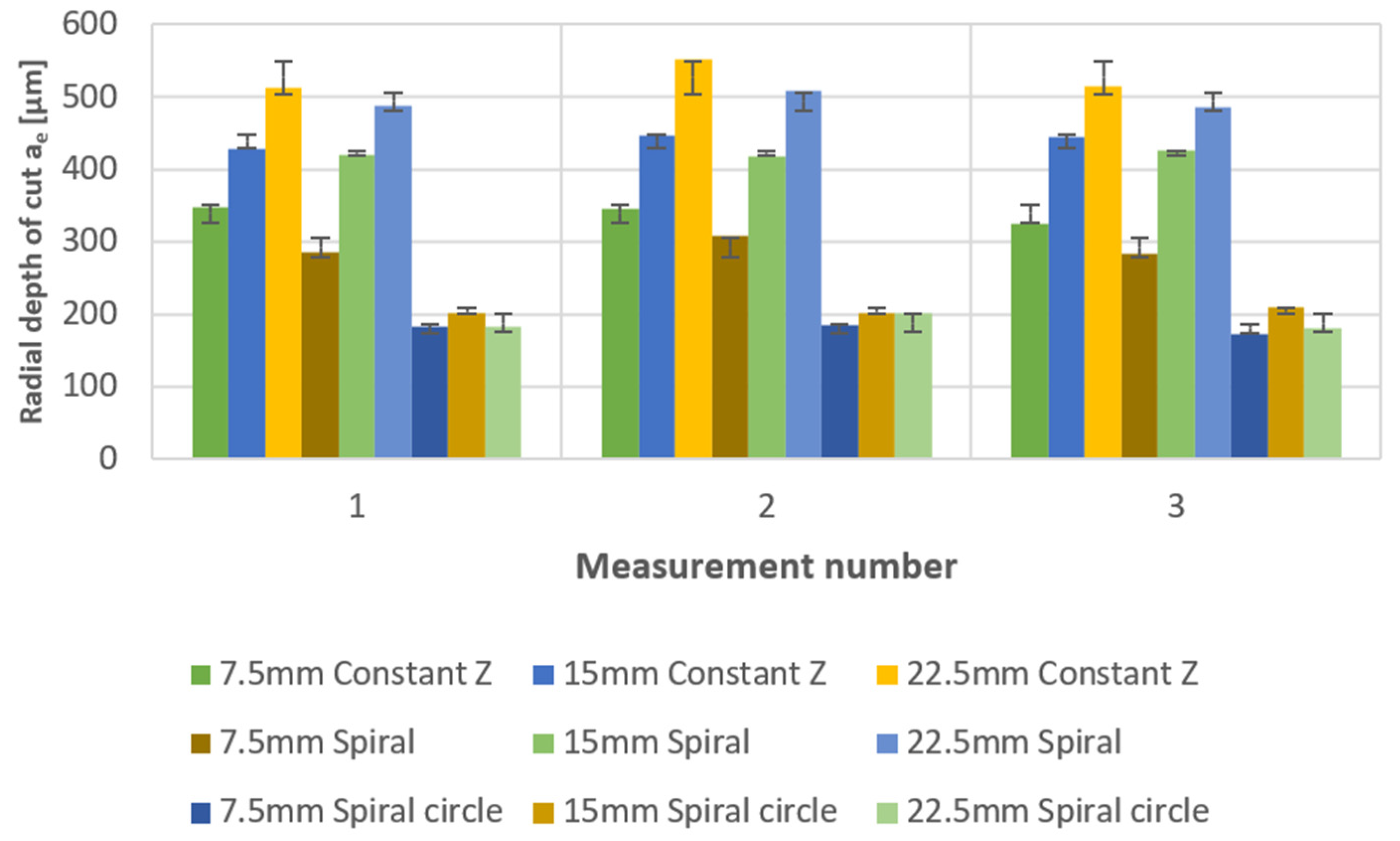
| Constant Z | 347 | 345 | 325 |
| Spiral | 286 | 308 | 283 |
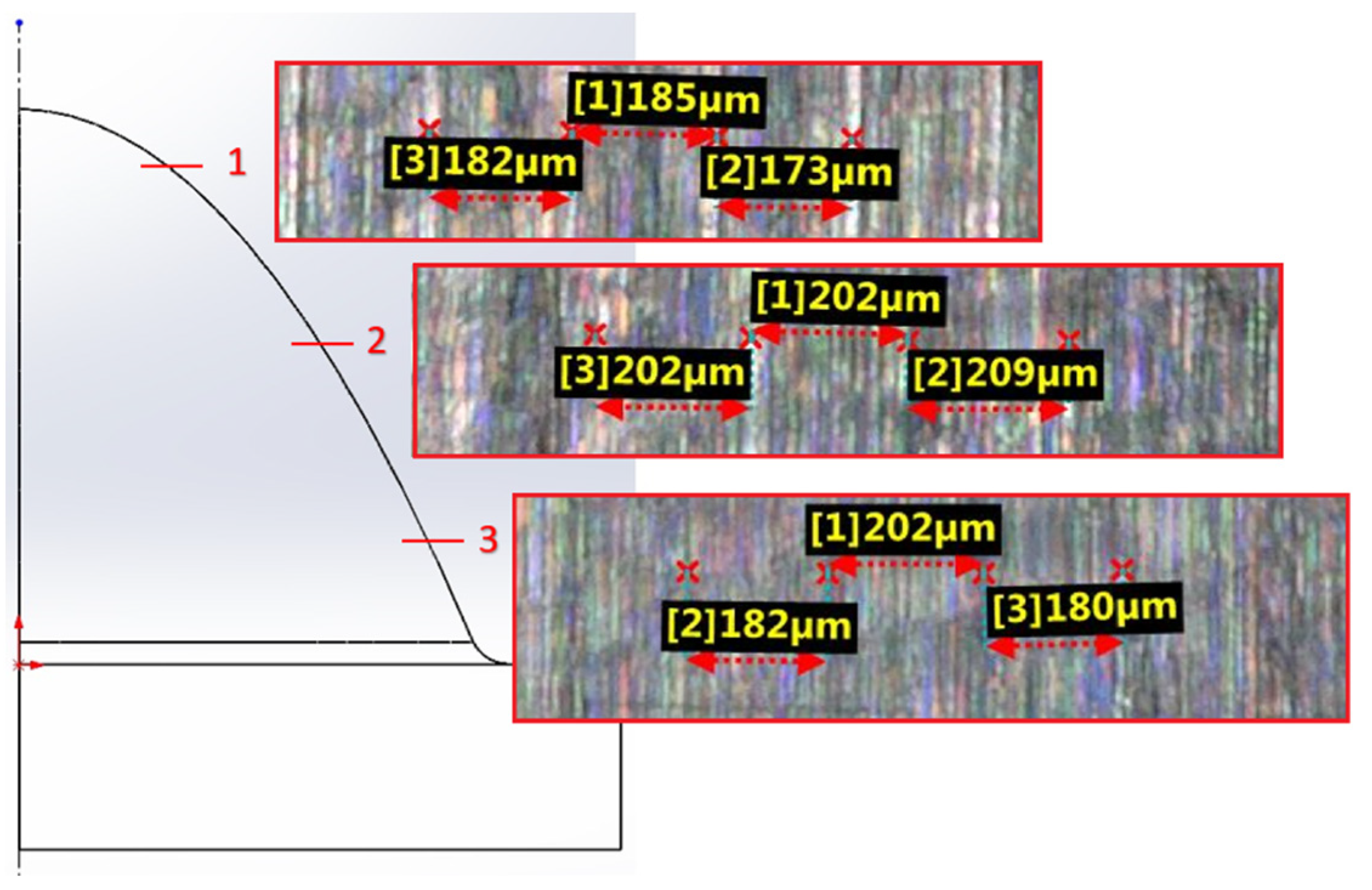
| Spiral circle | 182 | 185 | 173 |
| Strategy | Radial Depth of Cut ae [µm] of 15 mm | ||
|---|---|---|---|
| Measurement 1 | Measurement 2 | Measurement 3 | |
| Constant Z | 429 | 446 | 444 |
| Spiral | 421 | 419 | 426 |
| Spiral circle | 202 | 202 | 209 |
| Strategy | Radial Depth of Cut ae [µm] of 22.5 mm | ||
|---|---|---|---|
| Measurement 1 | Measurement 2 | Measurement 3 | |
| Constant Z | 513 | 552 | 515 |
| Spiral | 488 | 508 | 486 |
| Spiral circle | 182 | 202 | 180 |
| Roughness Parameter | Constant Z Average ± Standard Deviation [mm] | Spiral Average ± Standard Deviation [mm] | Spiral Circle Average ± Standard Deviation [mm] |
|---|---|---|---|
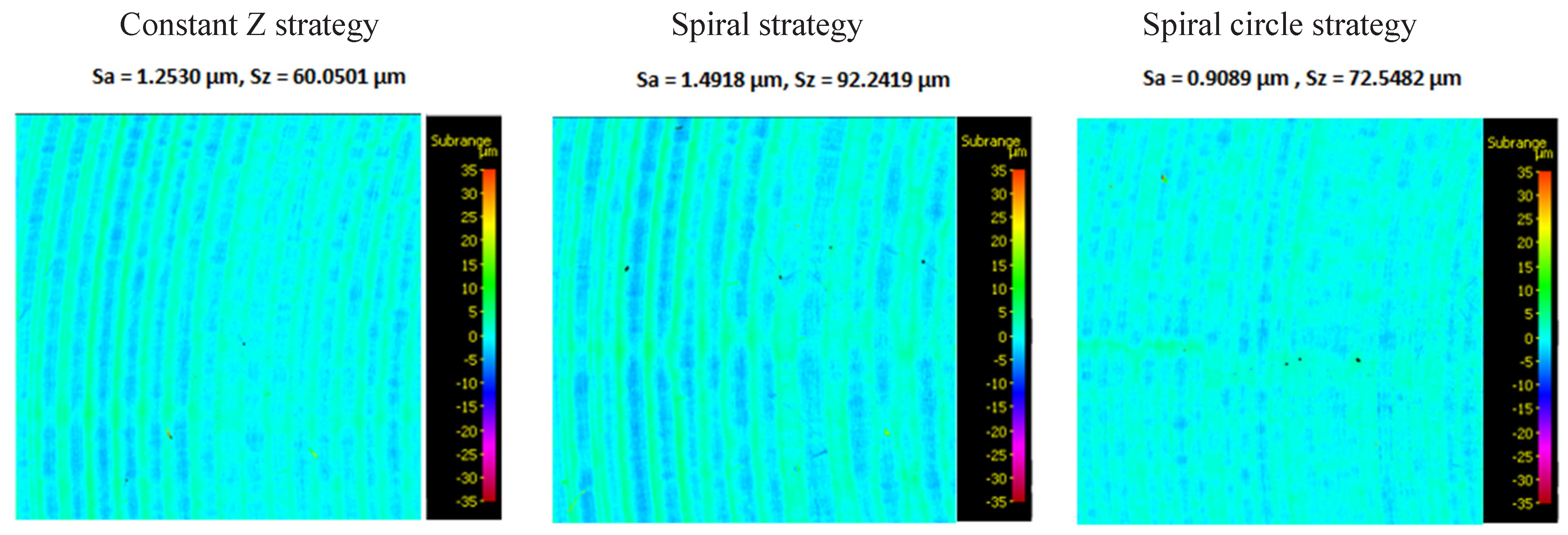
| S10z | 47.050 ± 6.434 | 38.444 ± 20.499 | 30.051 ± 24.339 |
| Ssk | 1.005 ± 0.402 | 1.065 ± 0.805 | 0.814 ± 1.409 |
| Sa | 1.539 ± 0.356 | 1.643 ± 0.285 | 0.854 ± 0.060 |
| Area Evaluated | Calculated Deviation [mm] | Set Tolerance [mm] | Maximum Negative Deviation [mm] | Maximum Positive Deviation [mm] |
|---|---|---|---|---|
| 2D profile X–Z | 0.1231 | 0.15 | −0.0549 | 0.0616 |
| 2D profile Y–Z | 0.0874 | 0.15 | −0.0411 | 0.0437 |
| 3D area profile | 0.1372 | 0.15 | −0.0686 | 0.0665 |
| Area Evaluated | Calculated Deviation [mm] | Set Tolerance [mm] | Maximum Negative Deviation [mm] | Maximum Positive Deviation [mm] |
|---|---|---|---|---|
| 2D profile X–Z | 0.1249 | 0.15 | −0.0580 | 0.0625 |
| 2D profile Y–Z | 0.0905 | 0.15 | −0.0440 | 0.0453 |
| 3D area profile | 0.1983 | 0.15 | −0.0561 | 0.0991 |
| Area Evaluated | Calculated Deviation [mm] | Set Tolerance [mm] | Maximum Negative Deviation [mm] | Maximum Positive Deviation [mm] |
|---|---|---|---|---|
| 2D profile X–Z | 0.1228 | 0.15 | −0.0557 | 0.0614 |
| 2D profile Y–Z | 0.0868 | 0.15 | −0.0411 | 0.0434 |
| 3D area profile | 0.1371 | 0.15 | −0.0686 | 0.0670 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Varga, J.; Ižol, P.; Vrabeľ, M.; Kaščák, Ľ.; Drbúl, M.; Brindza, J. Surface Quality Evaluation in the Milling Process Using a Ball Nose End Mill. Appl. Sci. 2023, 13, 10328. https://doi.org/10.3390/app131810328
Varga J, Ižol P, Vrabeľ M, Kaščák Ľ, Drbúl M, Brindza J. Surface Quality Evaluation in the Milling Process Using a Ball Nose End Mill. Applied Sciences. 2023; 13(18):10328. https://doi.org/10.3390/app131810328
Chicago/Turabian StyleVarga, Ján, Peter Ižol, Marek Vrabeľ, Ľuboš Kaščák, Mário Drbúl, and Jozef Brindza. 2023. "Surface Quality Evaluation in the Milling Process Using a Ball Nose End Mill" Applied Sciences 13, no. 18: 10328. https://doi.org/10.3390/app131810328
APA StyleVarga, J., Ižol, P., Vrabeľ, M., Kaščák, Ľ., Drbúl, M., & Brindza, J. (2023). Surface Quality Evaluation in the Milling Process Using a Ball Nose End Mill. Applied Sciences, 13(18), 10328. https://doi.org/10.3390/app131810328