Alternative Fiber-Based Paperboard Adhesion Evaluation with T- and Y-Peel Testing



Abstract
:1. Introduction
2. Materials and Methods
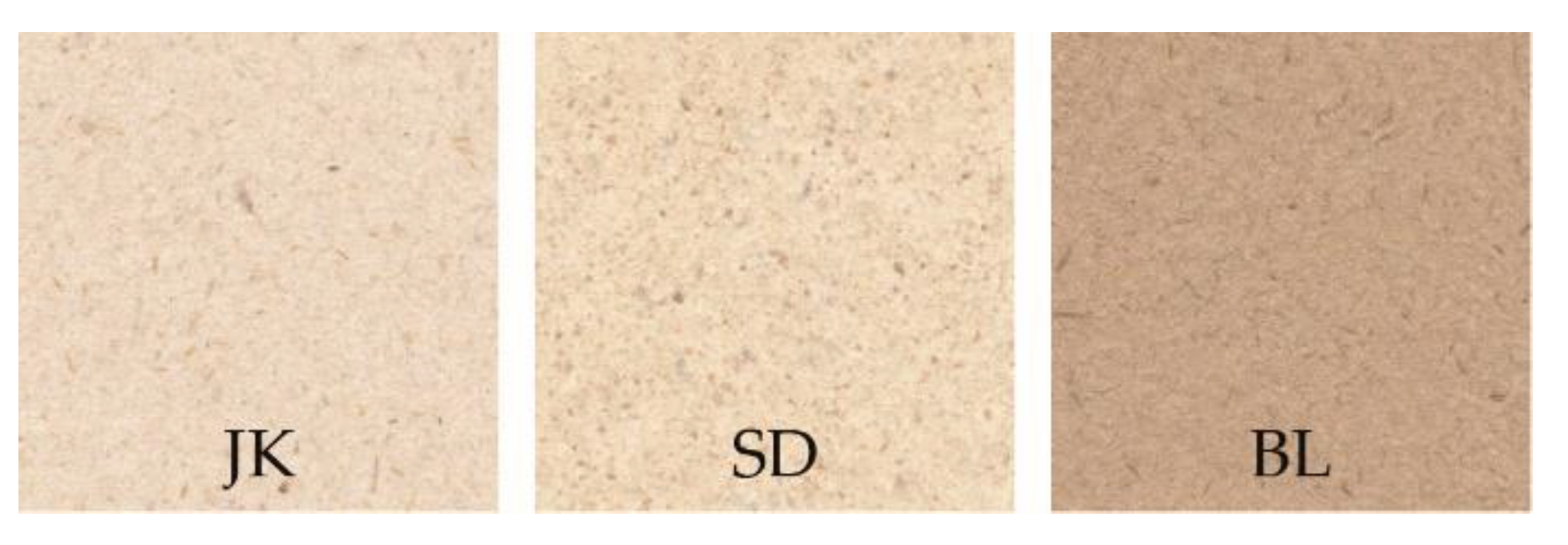
2.1. Paperboard Samples
2.2. Paperboard Sample Characterization
2.3. Adhesion Strength Testing
3. Results and Discussion
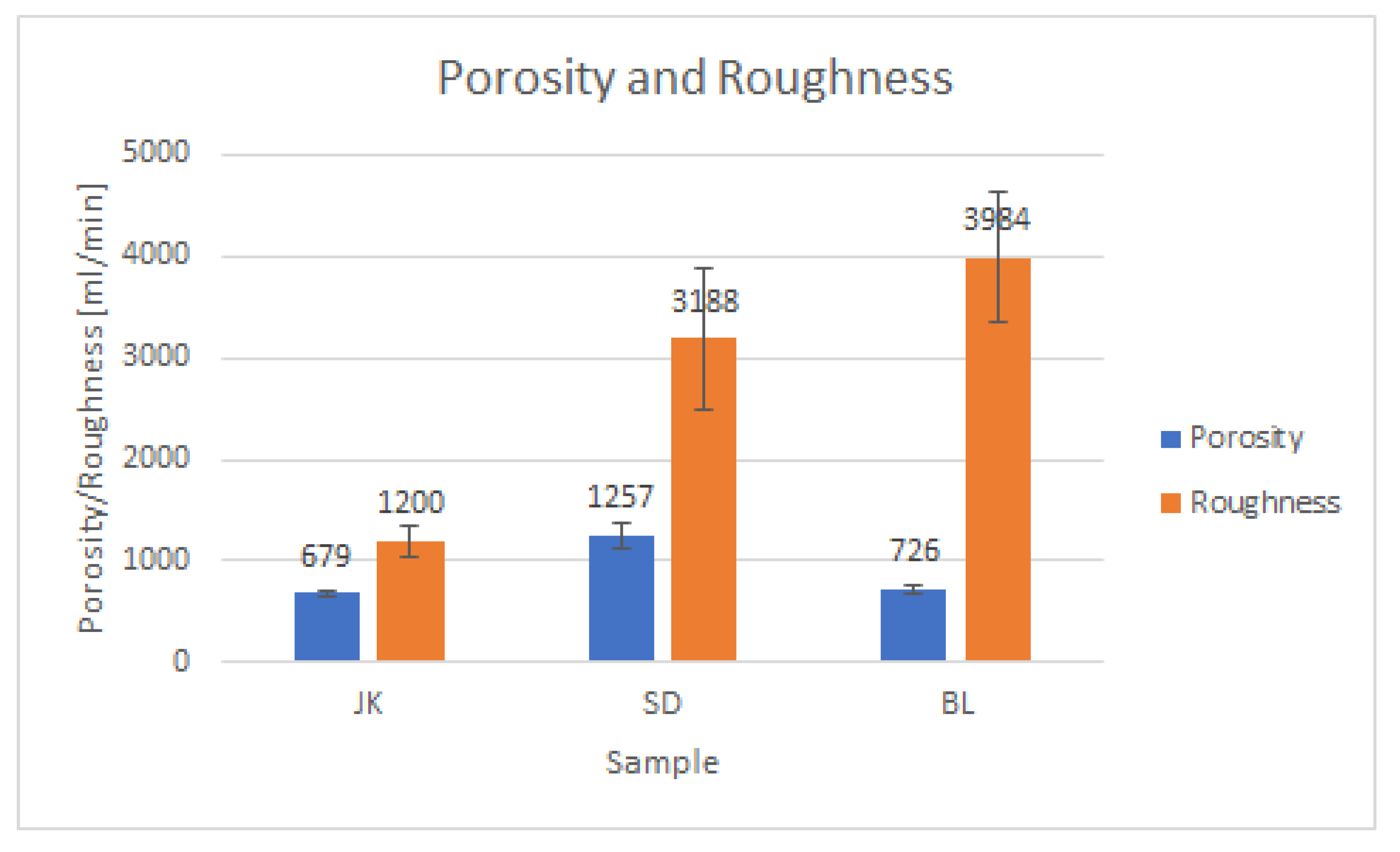
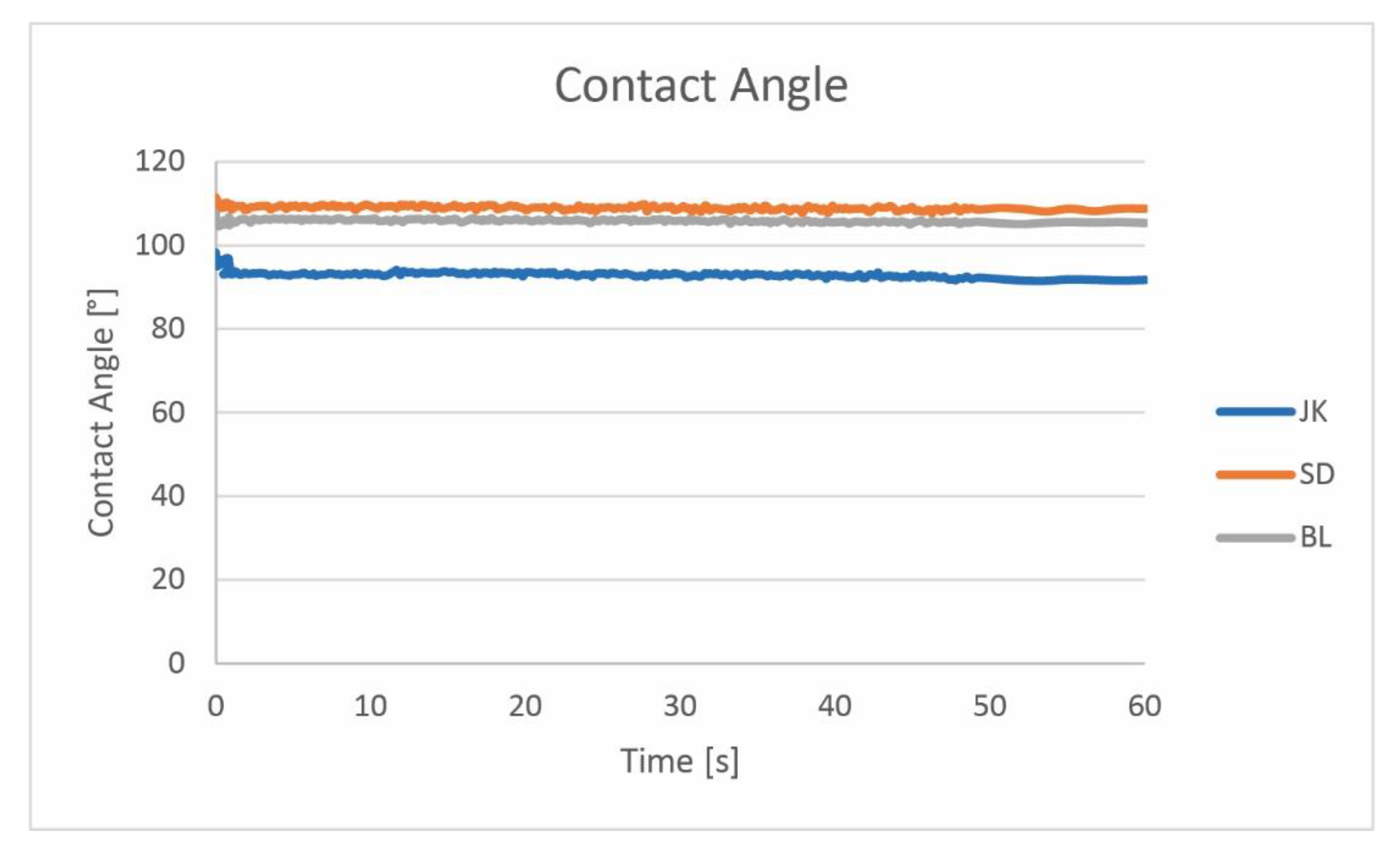
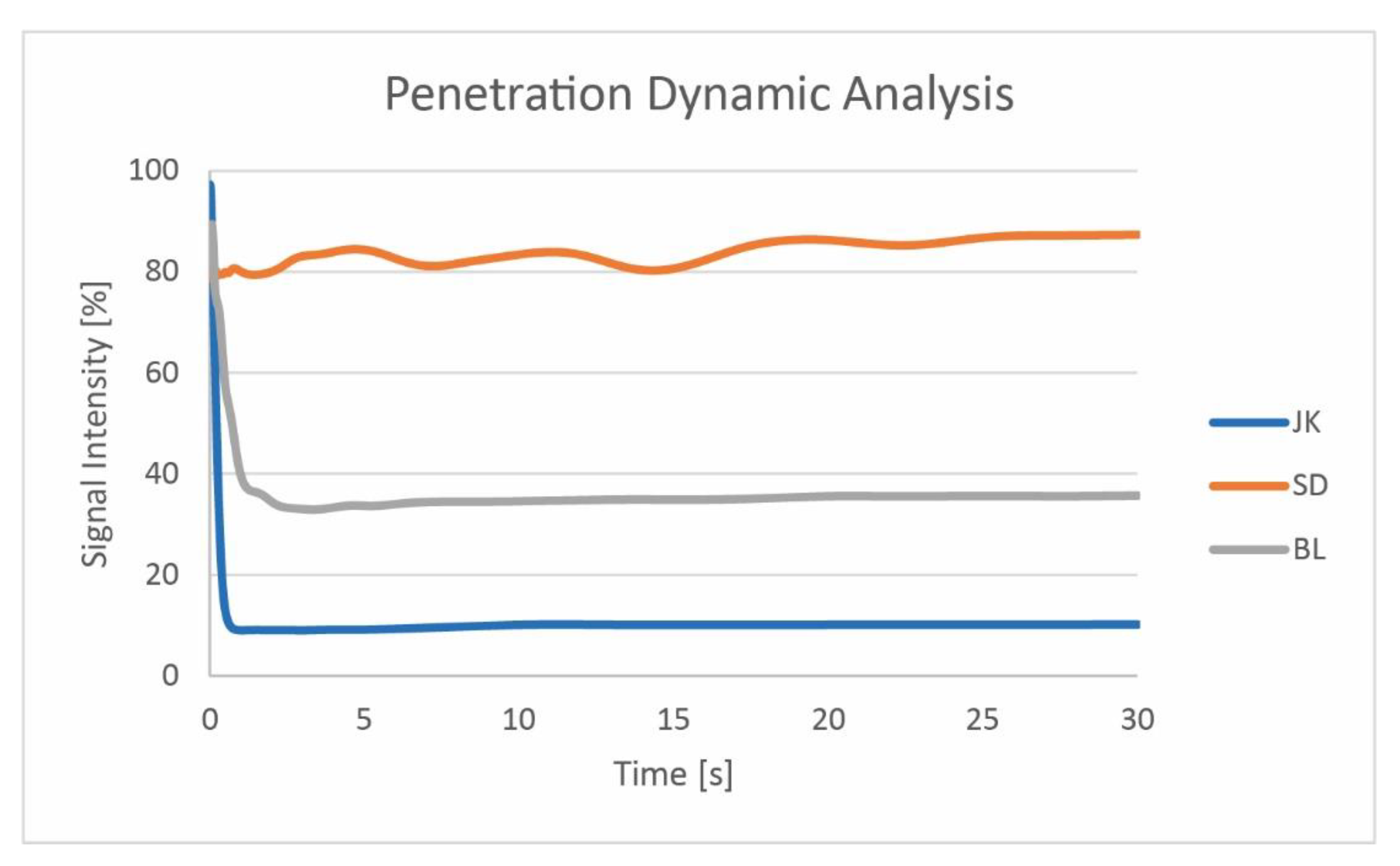
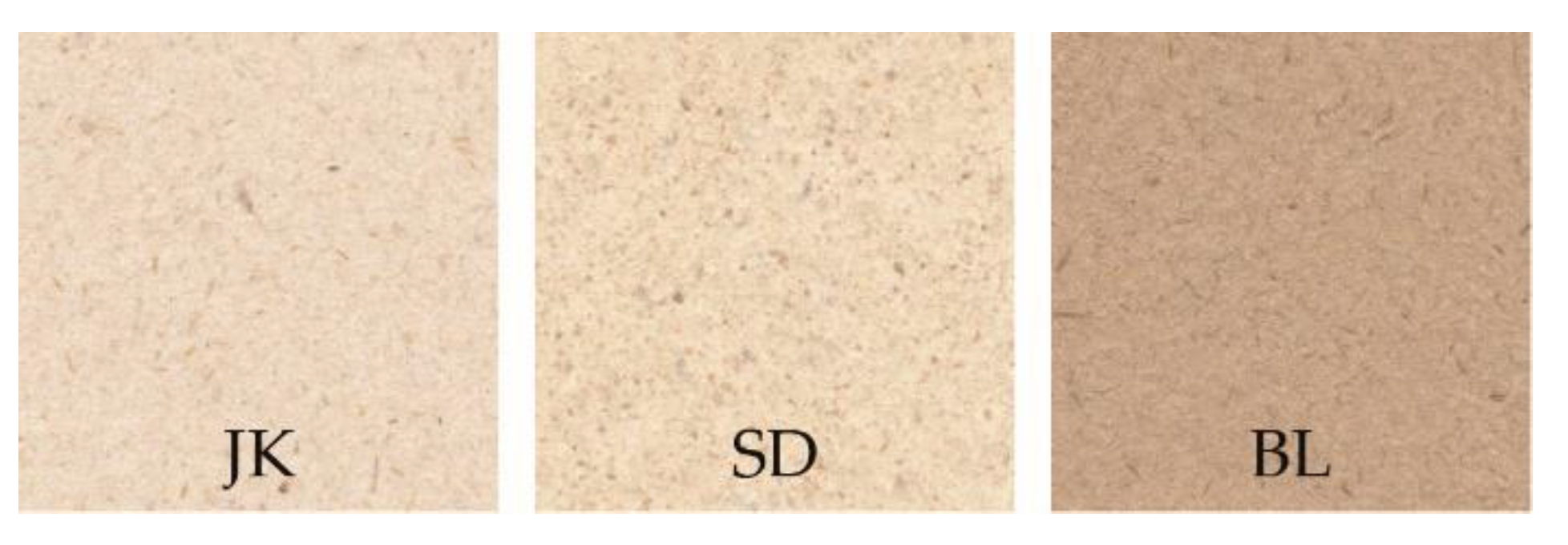
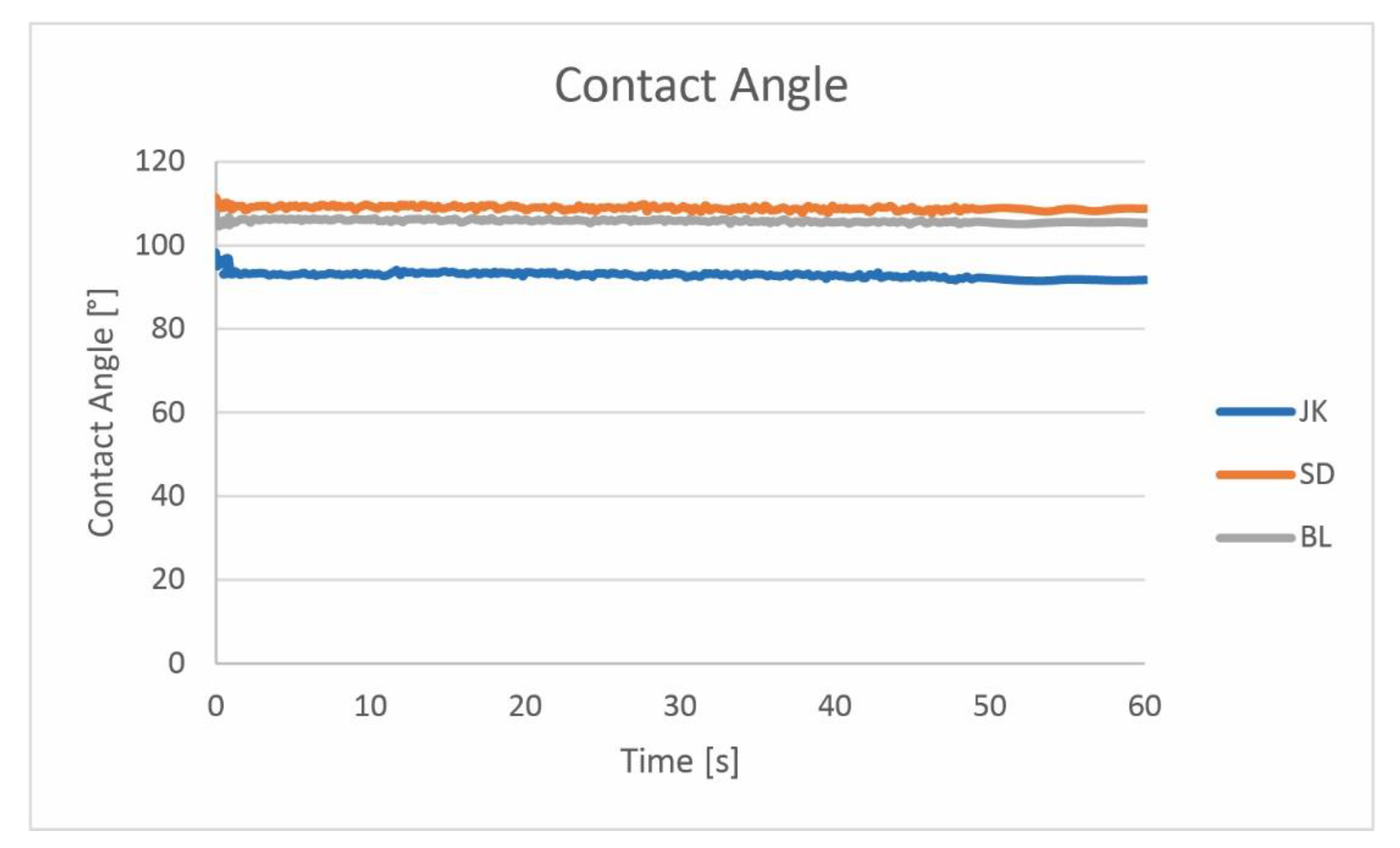
3.1. Paperboard Samples Characterization
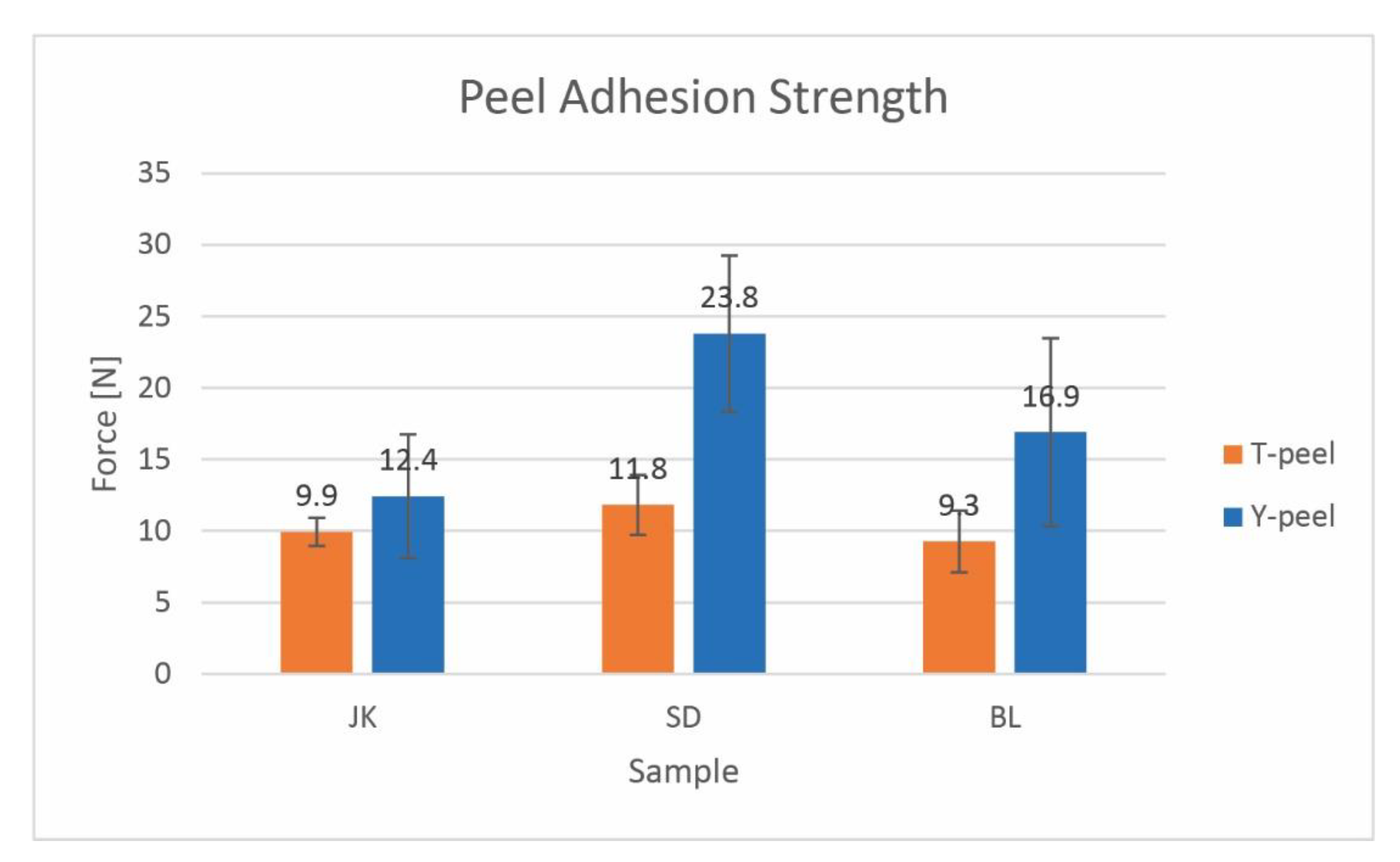
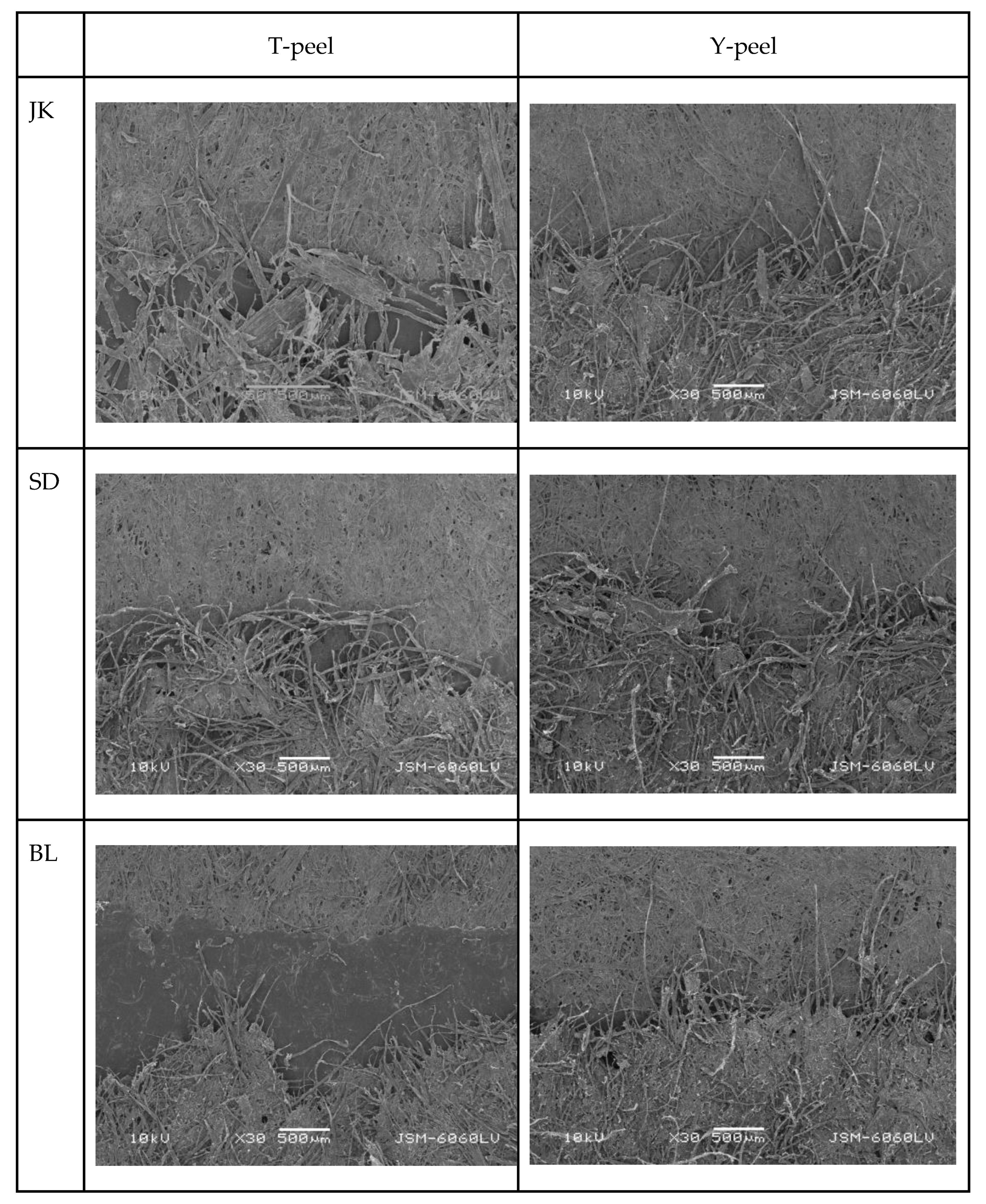
3.2. Adhesion Strength Testing
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Korin, C.; Lestelius, M.; Tryding, J.; Hallbäck, N. Y-peel characterization of adhesively-bonded carton board: An objective method. J. Adhes. Sci. Technol. 2007, 21, 197–210. [Google Scholar] [CrossRef]
- Shires, D.A. Assuring successful bonding to carton boards. Packag. Technol. Sci. 1988, 1, 67–71. [Google Scholar] [CrossRef]
- emtec PDA Penetration Dynamics Analyzer. Available online: https://www.emtec-electronic.de/images/stories/infomaterial/04_PDA.C02_alle_Module/01_PDA_MST/02_Booklet/01_EN/emtec_PDA_Penetration_Dynamics_Analyzer_MST_booklet_en.pdf (accessed on 31 July 2023).
- Dohr, C.A.; Hirn, U. Influence of paper properties on adhesive strength of starch gluing. Nord. Pulp Pap. Res. J. 2022, 37, 120–129. [Google Scholar] [CrossRef]
- Bardak, S.; Sarı, B.; Nemli, G.; Kırcı, H.; Baharoğlu, M. The effect of decor paper properties and adhesive type on some properties of particleboard. Int. J. Adhes. Adhes. 2011, 31, 412–415. [Google Scholar] [CrossRef]
- Khlewee, M.; DeSisto, W.; Bousfield, D. Comparison of methods to characterize the penetration of hot melt adhesive into paper. Nord. Pulp Pap. Res. J. 2023, 38, 147–155. [Google Scholar] [CrossRef]
- Abd El-Sayed, E.S.; El-Sakhawy, M.; El-Sakhawy, M.A.-M. Non-wood fibers as raw material for pulp and paper industry. Nord. Pulp Pap. Res. J. 2020, 35, 215–230. [Google Scholar] [CrossRef]
- Williams, F.; Eschen, R.; Harris, A.S.; Djeddour, D.; Pratt, C.; Shaw, R.S.; Varia, S.; Lamontagne-Godwin, J.; Thomas, S.E.; Murphy, S.T. The economic cost of invasive non-native species on Great Britain. 2010, Volume 199. Available online: http://b3.net.nz/gerda/refs/429.pdf (accessed on 24 August 2023).
- Karlovits, I.; Kapun, T.; Lavrič, G.; Šinkovec, A. Invasive Plants as Paper and Packaging Raw Materials. In Invasive Plants: Ecological Impacts, Diversity and Management; Kuhns, G.R., Ed.; Nova Science Publishers: New York, NY, USA, 2021; pp. 1–42. [Google Scholar]
- Vrabic-Brodnjak, U.; Mozina, K. Invasive Alien Plant Species for Use in Paper and Packaging Materials. Fibers 2022, 10, 94. [Google Scholar] [CrossRef]
- Karlovits, I.; Lavrič, G.; Kavčič, U.; Zorić, V. Electrophotography toner adhesion on agro-industrial residue and invasive plant papers. J. Adhes. Sci. Technol. 2021, 35, 2636–2651. [Google Scholar] [CrossRef]
- Kavčič, U.; Karlovits, I. The Influence of Process Parameters of Disposable Invasive Plant Paper Screen-Printed Electrochemical Electrodes. Nord. Pulp Pap. Res. J. 2020. in print. [Google Scholar] [CrossRef]
- Karlovits, I.; Kavčič, U. Flexo printability of agro and invasive papers. Cellulose 2022, 29, 4613–4627. [Google Scholar] [CrossRef]
- Kavčič, U.; Karlovits, I.; Zule, J. Deinking of Screen-Printed Electrodes Printed on Invasive Plant-Based Paper. Sustainability 2020, 12, 1350. [Google Scholar] [CrossRef]
- Johnson, K.L.; Kendall, K.; Roberts, A.D. Surface energy and the contact of elastic solids. Proc. R. Soc. London. A Math. Phys. Sci. 1971, 324, 301–313. [Google Scholar] [CrossRef]
- Gent, A.N.; Kinloch, A.J. Adhesion of viscoelastic materials to rigid substrates. III. energy criterion for failure. J. Polym. Sci. Part A-2 Polym. Phys. 1971, 9, 659–668. [Google Scholar] [CrossRef]
- Gent, A.N.; Hamed, G.R. Peel mechanics for an elastic-plastic adherend. J. Appl. Polym. Sci. 1977, 21, 2817–2831. [Google Scholar] [CrossRef]
- Bartlett, M.D.; Case, S.W.; Kinloch, A.J.; Dillard, D.A. Peel tests for quantifying adhesion and toughness: A review. Prog. Mater. Sci. 2023, 137, 101086. [Google Scholar] [CrossRef]
- ISO 11339:2010; Adhesives—T-Peel Test for Flexible-to-Flexible Bonded Assemblies. ISO: Geneva, Switzerland, 2010; p. 6.
- ASTM D1876-08(2015)e1; Standard Test Method for Peel Resistance of Adhesives (T-Peel Test). ASTM: West Conshohocken, PA, USA, 2015. Available online: https://www.astm.org/d1876-08r15e01.html (accessed on 24 August 2023).
- Kinloch, A.J.; Lau, C.C.; Williams, J.G. The peeling of flexible laminates. Int. J. Fract. 1994, 66, 45–70. [Google Scholar] [CrossRef]
- Kapun, T.; Šinkovec, A.; Zule, J.; Skodlar, M.; Lavrič, G. Paper Products Made of Paper from Invasive Alient Plant Species. In Proceedings of the 1st International Conference on Circular Packaging, Ljubljana, Slovenia, 26–27 September 2019; pp. 197–204. [Google Scholar]
- ISO 8791-2:2013; Paper and Board—Determination of Roughness/Smoothness (Air Leak Methods)—Part 2: Bendtsen Method. ISO: Geneva, Switzerland, 2013.
- ISO 5636-3:2013; Paper and Board—Determination of Air Permeance (Medium Range)—Part 3: Bendtsen Method. ISO: Geneva, Switzerland, 2013.
- TAPPI Test Method T 541 om-21: Internal Bond Strength of Paperboard (z-Direction Tensile). TAPPI PRESS: Atlanta, GA, USA. Available online: https://imisrise.tappi.org/TAPPI/Products/01/T/0104T541.aspx (accessed on 24 August 2023).
- Niskanen, K.; Kajanto, I.; Pakarinen, P. Paper Structure. Paper Physics; Niskanen, K., Ed.; Fapet/Tappi Press: Finland, 1998. Ch. 1. Available online: https://imisrise.tappi.org/tappi/Products/02/FIN/0202FIN16-2.aspx (accessed on 24 August 2023).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alternative Fiber | JK | BL | |
|---|---|---|---|
| Chemical structure * | Ash (%) | 2.5 | 0.3 |
| Hexane extractives (%) | 0.4 | 0.3 | |
| Ethanol extractives (%) | 1.1 | 4.7 | |
| Cellulose (%) | 35 | 41 | |
| Hemicellulose (%) | 36.6 | 34.7 | |
| Lignin (%) | 26.8 | 21.9 |
| Alternative Fiber Sample | JK | SD | BL | |
|---|---|---|---|---|
| Alternative fiber properties | Fiber length (mm) | 0.775 | / | 0.963 |
| Fiber width (µm) | 18.66 | / | 13.77 | |
| Paperboard properties | Hardwood pulp (%) | 30 | 25 | 30 |
| Softwood pulp (%) | 30 | 75 | 30 | |
| Alternative fibers (%) | 40 | / | 40 | |
| Cationic starch (%) | 1 | 1 | 1 | |
| Fillers (%) | 10 (CaCO3) | 25 (sawdust) | 10 (CaCO3) | |
| Surface sizing (%) | 3 | 3 | 3.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kavčič, U.; Lavrič, G.; Karlovits, I. Alternative Fiber-Based Paperboard Adhesion Evaluation with T- and Y-Peel Testing. Appl. Sci. 2023, 13, 9779. https://doi.org/10.3390/app13179779
Kavčič U, Lavrič G, Karlovits I. Alternative Fiber-Based Paperboard Adhesion Evaluation with T- and Y-Peel Testing. Applied Sciences. 2023; 13(17):9779. https://doi.org/10.3390/app13179779
Chicago/Turabian StyleKavčič, Urška, Gregor Lavrič, and Igor Karlovits. 2023. "Alternative Fiber-Based Paperboard Adhesion Evaluation with T- and Y-Peel Testing" Applied Sciences 13, no. 17: 9779. https://doi.org/10.3390/app13179779
APA StyleKavčič, U., Lavrič, G., & Karlovits, I. (2023). Alternative Fiber-Based Paperboard Adhesion Evaluation with T- and Y-Peel Testing. Applied Sciences, 13(17), 9779. https://doi.org/10.3390/app13179779