1. Introduction
In the late 1970s, flexible manufacturing systems emerged due to the need to respond quickly to increasing customer demands [
1]. Askin and Standridge [
2] state that a primary computer supervises flexible manufacturing systems, and an automated material handling system connects computer numerically controlled machines in these systems.
MacCarthy and Liu [
3] define flexible manufacturing systems in different forms. They define a flexible manufacturing cell as comprised of single flexible machines with the same material handling devices. In addition, they state that a multi-cell flexible manufacturing system comprises more than one flexible cell, flexible machines, and a material handling system that interconnects all machines and cells. Groover [
4] defines flexible manufacturing system components as workstations, including load/unload stations, computer numerically controlled machine tools, and assembly machines. As stated in Groover [
4], other components can be listed as follows: the warehouse and material handling system, the computer control system, and the labor force.
Hwang et al. [
5] indicate that flexible manufacturing system operations necessitate various human labor activities such as loading, unloading, setting, changing, maintenance, etc. They also indicate that one of the essential elements is humans who act as a system controller while supervising and controlling the system, and another essential element is computers in flexible manufacturing systems. Flexible manufacturing systems have various significant advantages, such as decreasing flow time, preparation period, in-process stocks, stock costs, tool costs, labor costs, and providing streamlined production and increasing quality [
1].
1.1. Machine Loading Problem in Flexible Manufacturing Systems
The machine loading problem is a problem related to assigning operations and necessary tools to machines according to alternative routes of parts. Machine loading problems in flexible manufacturing systems are considered one of the critical pre-production decisions. Therefore, these decisions are closely related to operational problems such as part type selection, scheduling, etc. [
6]. Stecke [
7] states that the machine-loading problem is subsumed under some main objectives, such as machining time balancing, minimizing the movements, and balancing/unbalancing the workload for each machine.
Machine workload balancing aims to allocate part routes to machines with similar workloads. The machine workload imbalance is significantly reduced by decreasing the long waiting times created by parts with high workloads [
8]. Guerrero et al. [
9] mentioned in their study that workload balancing problems in the literature are modeled in a wide variety of ways.
1.2. Routing Term in Flexible Manufacturing Systems
Chang [
10] states that a flexible manufacturing system can include several alternative routes to produce the same parts. Chang [
10] expresses that the machine loads are more balanced if the manufacturing system has routing flexibility, and thus, part types or part families can be produced without interruption. Chang [
10] also states that the possibility of a production line halt also decreases with routing flexibility when an unexpected situation occurs, and a system with alternative routes has higher production performance when some machines are down or in maintenance. Kouvelis [
11] defines the routing problem in flexible manufacturing systems as determining the possible part routes and how many parts will be produced along the selected routes. Kouvelis [
11] states that routing problems are significant as they have a tremendous impact on the real-time scheduling of automated systems.
1.3. Intercellular and Intracellular Movements in Flexible Manufacturing Systems
Cellular manufacturing systems help to simplify part flow by rearranging machines and parts in the system into various machine cells and part families. The system efficiency also increases since part movements between cells are significantly reduced as a result of using cellular manufacturing systems [
8]. The total movement of parts in cellular manufacturing systems is expressed as intracellular and intercellular movements. The intracellular movements refer to the movements of parts between machines in the same cell, while the intercellular movements express the movements between machines in different cells. Logendran [
12] mentions that intracellular movement is as essential as intercellular movement while expressing total movements. Firms want to switch to cellular manufacturing systems for their operational convenience; they also do not want to lose the strategic benefits of flexible operations. The concept of flexibility is a significant factor in the competitive success of firms. Therefore, the design of flexible manufacturing cells emerges as an essential concept [
13].
1.4. Tool Consumption in Flexible Manufacturing System
In flexible manufacturing systems, the tool allocation problem is associated with loading appropriate tools onto machines. The cutting tool capacities of machines may be limited, or it may take a long time to load the tools. Simultaneously, these cutting tools can be expensive, and their number in the system is limited. Due to the problems related to the limited number of tools and the long loading times of tools, tool assignment problems in flexible manufacturing systems are essential [
14]. Akturk and Ozkan [
15] state that tool management has a dynamic and critical role in flexible manufacturing systems.
1.5. Human Labor in Flexible Manufacturing System
Even if workers are not directly involved in manufacturing, they support the system operations in flexible manufacturing systems, and workers are involved in some jobs in the system, such as [
4]:
Loading of raw material parts onto machines,
Unloading finished parts,
Setup, installation, and replacement of machine tools,
Maintenance and repair of machine equipment,
Part programming of computerized controllers,
System management.
In
Table 1, some studies, including part movements without cell concept, intercellular and intracellular part movements, machine system imbalance, alternative routing concept (routing flexibility), tool concept (tool assignment, tool allocation, tool changing, tool cost, tool planning, tool management, etc.), and labor force (worker utilization, worker assignment, etc.) are classified. As seen in
Table 1, many authors have examined these criteria and concepts individually or in different combinations. Although each term is frequently included in flexible manufacturing systems, problems related to the labor system have been examined in recent years. The number of studies on the use of labor in cellular manufacturing systems has increased in dynamic cell systems.
When many studies in the literature are examined in detail, a study examining intercellular and intracellular movement, machine-system workload unbalance, tool consumption, worker-system workload unbalance, and alternative routing concepts simultaneously is not encountered. In this study, all these concepts are evaluated simultaneously. The mathematical programming model is developed for a multi-objective optimization problem with various objective function items to design flexible manufacturing cells. The model considers the alternative routing of the parts. Considering alternative routes for parts also provides flexibility in the production process, enabling the creation of adaptable workflows for the processing of different parts. Minimizing the number of tools, reducing machine system imbalance, balancing workload, and utilizing machines and resources more efficiently contribute to enhancing resource efficiency. Therefore, this approach presented in this study indirectly contributes to improving the system’s performance.
In the second section of this study, a developed mathematical programming model whose problem formulation is stated in detail is presented. The third, fourth, and fifth sections present a sample problem and the related analyses for the developed model, respectively. In the last section, the conclusions are presented, and some suggestions for future studies are expressed.
2. Problem Definition and Formulation
In the study, a mixed-integer linear mathematical programming model is developed. This model, including the weighted approach, aims to minimize intercellular part movements, intracellular part movements, machine-system workload imbalance, labor-system workload imbalance, and several tools on all machines in cells providing optimum alternative routes for parts. The model assumes that there is routing flexibility for all parts of the system. Therefore, parts can be processed on different machines in different cells using different tool types according to selected alternative routings. Yılmaz [
67] and Yılmaz and Erol [
68] emphasize the importance of alternative routings in their studies on the reconfiguration of flexible manufacturing cells. They indicate that excluding alternative routes for parts can lead to increases in the optimum total reconfiguration cost.
The assumptions of this study are as follows:
The processing time of each part on machines is known, and all parts have a constant and known demand.
Parts can be produced on different machines. Parts have routing flexibility.
Intercellular and intracellular part movements are known.
The capacity of each machine, the total number of tool types in each machine in the cells, and the capacity of each tool on each machine are known and constant.
The numbers of machines, parts, tools, cells, and workers are given in the system.
The number of workers in each cell is known.
Workers’ capacities are constant and known.
Mathematical Programming Model
The mathematical model describing the characteristics of the problem can be formulated using the following notation:
Indices:
| p | part types | p = 1,…,P | P indicates the number of part types |
| r | alternative routes | r = 1,…,R | R indicates the number of alternative routes |
| c | cells | c = 1,…,C | C indicates the number of cells |
| m | machines | m = 1,…,M | M indicates the number of machines |
| j | tool types | j = 1,…,J | J indicates the number of tool types |
| i | worker types | i = 1,…,I | I indicates the number of worker types |
Parameters:
| the demand for part p |
| number of visited cells according to chosen alternative route r for part p |
| number of movements within cells according to chosen alternative route r for part p |
| process time of part p according to chosen alternative route r on machine m in cell c |
| number of machines m in cell c |
| capacity of machine m |
| machine capacity of cell c |
| labor capacity of cell c |
| tool type j number on machine m in cell c by route r of part p |
| capacity of tool type j on machine m in cell c |
| working time of worker type i in cell c using route r of part p |
| capacity of worker type i |
| number of worker type i in cell c |
| The weighted factor for the total number of intracellular movements |
| The weighted factor for the total number of intercellular movements |
| The weighted factor for the total machine-system workload unbalance |
| The weighted factor for the total number of used tools |
| The weighted factor for the total worker-system workload unbalance |
Decision variables:
| |
| the utilization rate of machine m in cell c |
| the utilization rate of worker i in cell c |
| the utilization rate of workers of cell c |
| the minimum machine utilization rate of cell c |
| the maximum machine utilization rate of cell c |
In the model, the parameters , , , and have the same time unit.
The objective function of the mathematical model is shown by Equation (1). The objective function minimizes the weighted sum of movements within and between cells in flexible manufacturing cells, machine-to-system workload unbalances, tool usage, and worker-system workload unbalance items under certain constraints. A weighted approach is used for different terms in the objective function. The first part of Equation (1) calculates the intracellular movements using alternative routings of parts. The second part of Equation (1) calculates the number of intercellular movements using alternative routings of parts. As stated in Logendran [
12], if a part is required to visit n cells (n ≥ 1), then it contributes to (n − 1) intercellular moves. The third part of Equation (1) calculates the total machine-system workload unbalances. The fourth part of Equation (1) calculates the total number of tools on all machines in cells according to the optimum routes of parts. The final part of Equation (1) calculates the total worker-system workload unbalances. The system-based average waiting time of workers in cells is minimized. Each term of the objective function has a user-specified weight.
Equation (2) states that only one of its alternative routes for parts can be selected. The utilization of each machine in each cell
is calculated by Equation (3). While calculating the utilization of each machine in each cell, the demand and processing time for each part and the capacity of each machine are considered, along with alternative routings of parts. While Equation (4) provides the minimum machine utilization rate in each cell, Equation (5) allows the maximum machine utilization rate to be calculated. The machine-system workload unbalance specified in the objective function is minimized with the minimum and maximum utilization rates. Thus, using Equations (3)–(5), the machine-system unbalance stated in the objective function is calculated. Equation (6) indicates that each cell must contain one machine. Simultaneously, the maximum number of machines that each cell can contain is given in Equation (7). Equation (8) indicates that the number of tools used for the selected routes of parts cannot exceed the tool capacities. Equation (9) calculates the utilization rate of each worker in each cell
. Equation (10) provides that the sum of workers’ utilization rates within a cell determines the labor utilization rate of the cell. Equation (11) provides that the total utilization rate of workers in each cell cannot exceed its labor capacity. Using Equations (9)–(11) ensures the calculation of the labor-system unbalance stated in the objective function. Equation (12) ensures that each worker’s utilization rate in each cell can take a continuous value between 0 and 1. Equation (13) is related to the weight coefficient stated in the objective function. Equation (14) indicates that the utilization rate of each machine in each cell can take a continuous value between 0 and 1. Equation (15) demonstrates that the part-route decision variable can take a value of 0 or 1, that is, a binary value. It can be referred to Bozoklar [
69] for more definitions and information related to the mathematical programming model.
3. Illustrative Problem
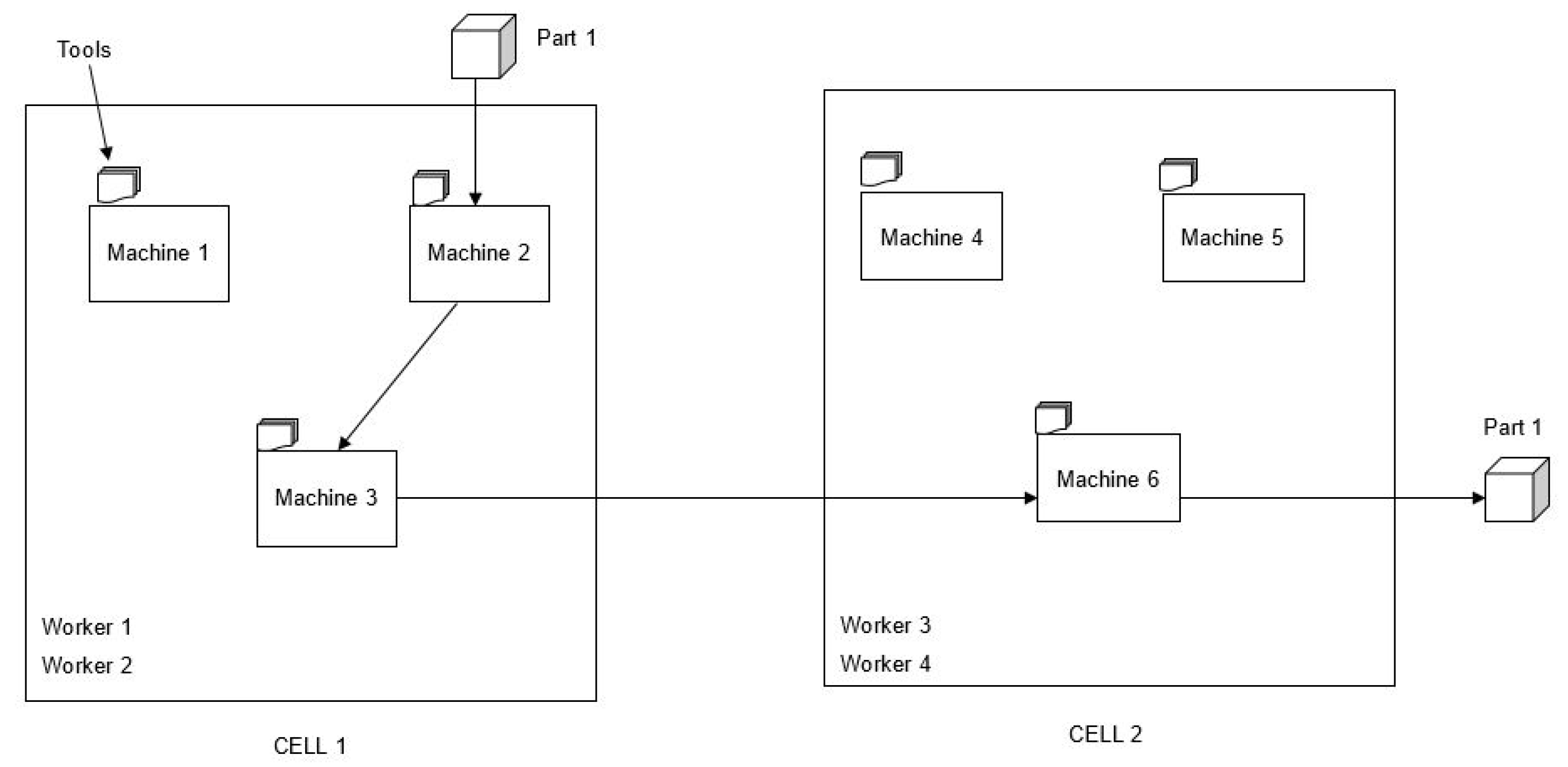
A sample problem is generated to test the developed mathematical programming model, and then sensitivity analyses are conducted on some specific factors to analyze the results. In the illustrated example, two flexible manufacturing cells with a total of six machines and four different parts with three different alternative routes are considered. It is assumed that there are four workers in the system, and two different workers are working on each cell.
Figure 1 shows a schematic representation of the first route in Part 1 of the system.
In
Table 2, the demands and processing times of parts on the machines in the cells and the tool types used in the machines according to the alternative routes of parts are given. Depending on alternative routes, parts can be processed with different processing times using different toolsets on different machines. The system has routing and machine flexibilities.
Table 3 shows the processing capacities of the machines.
As seen in
Table 4, Cell 1 contains machines 1, 2, and 3, while Cell 2 contains machines 4, 5, and 6. The capacities of all tool types on the machines are given in
Table 4.
The maximum numbers of machines and workers that cells can have are given in
Table 5.
Table 6 displays the working times of workers in the cells according to the selected alternative routes for parts. Because flexible manufacturing systems have high automation technologies, in the system, the number of workers is less than the number of machines.
Table 7 shows the number of intracellular movements and the number of cells visited according to the alternative routes of parts. These movement numbers are created according to the part movements between the machines along the routes that the parts followed.
In
Table 8, the weight coefficients of the objective function items of the model tested on the sample problem are given. The user determines these weight coefficients, and their sum is 1. These coefficients can vary according to the items prioritized by the system user.
LINGO 17.0 optimization software based on the branch and bound algorithm on a personal laptop with Intel
® Core™ i5-3230M, CPU@2.60 GHz, 2.60 GHz processors, and 6 GB RAM is used to solve the illustrated problem. The optimal global solution is achieved in less than 1 s. As shown in
Table 9, the global optimal result obtained in LINGO 17.0 shows the weighted objective function values.
Table 10 shows the optimal routes of parts, the machine operation sequence based on the optimal routes, and the number of tools used in the operation sequence. In
Table 11, according to the optimal routes of parts, the utilization rates of machines and workers in cells are demonstrated.
4. Sensitivity Analysis
The sensitivity analysis is applied to the sample problem to analyze parts demands, worker capacities, machine capacities, and tool capacities for the optimal objective function value.
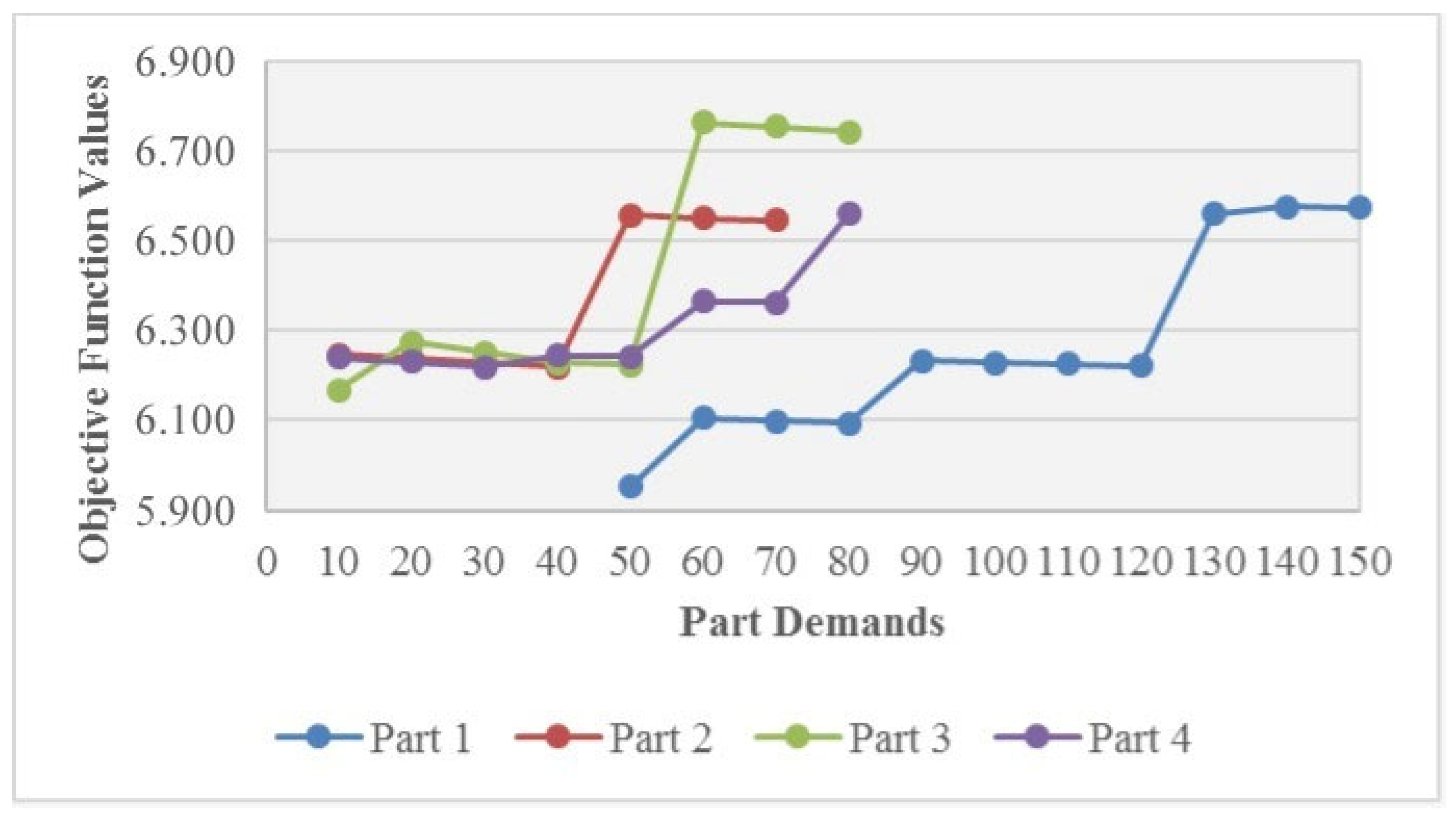
Figure 2 illustrates the effects of the demands of all parts on the optimal objective value. With the increase in demands, the increase in optimum value is seen in the figure. These changes seen in
Figure 2 result from the changes in the routings and the values of the objective function items.
In this analysis, there are changes in the demand for each part type by decreasing or increasing 10 units at specific intervals. The demand value for Part 1 is 100, which is higher than the demands for the other parts. As a result, the sensitivity analysis ranges from 50 to 150 and has a different starting point on the graph compared to the other parts in
Figure 2. For instance, when the demand for Part 1 increases from 100 to 150, the total objective function increases by approximately 5.52%. This means that the current situation for the demand for Part 1 performs better than such an increase.
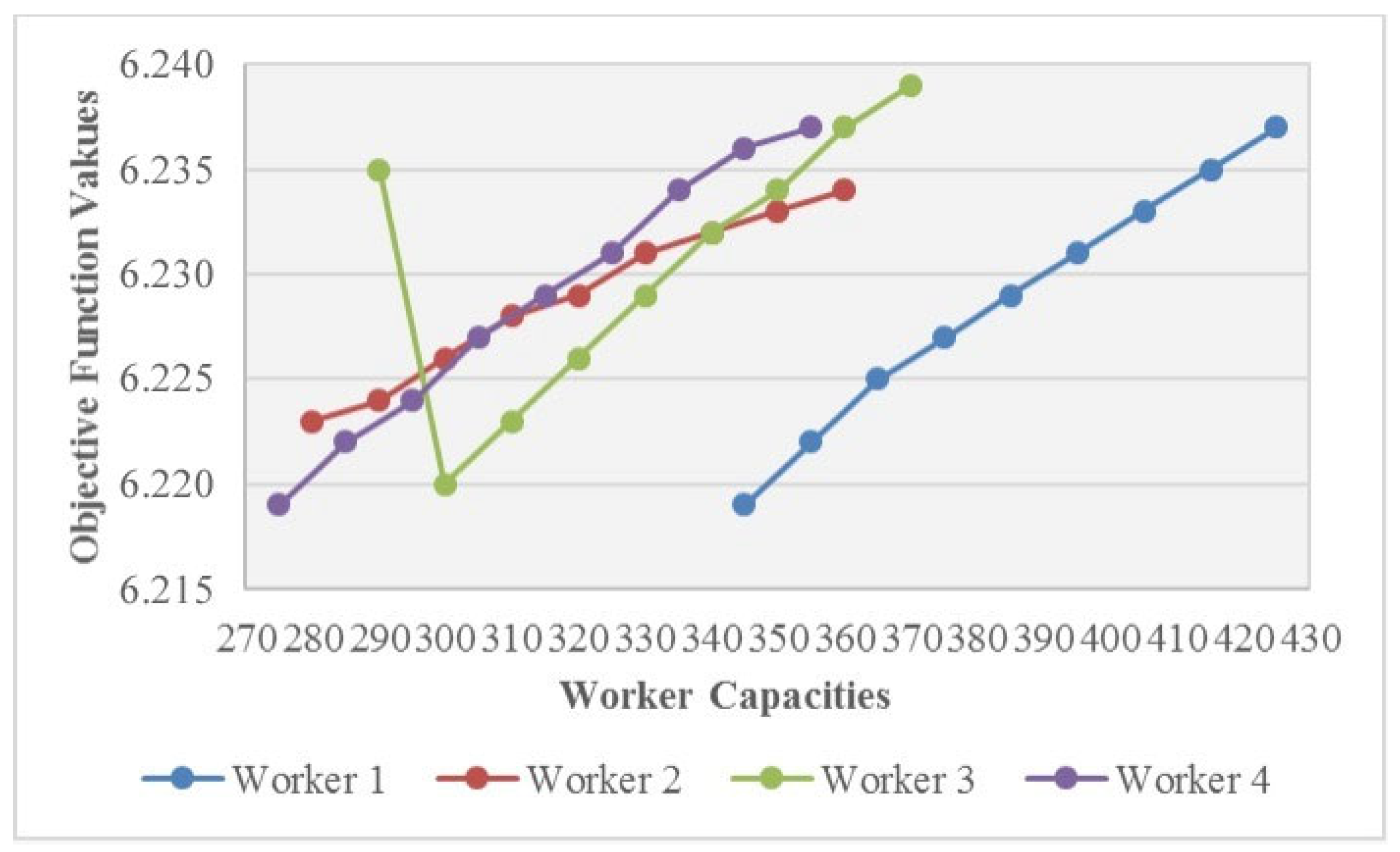
In
Figure 3, the worker capacities’ effects on the objective function value are presented. As shown in this figure, generally, an increase in worker capacities can increase the optimum objective function value.
In this analysis, there are changes in the capacities of workers by decreasing or increasing 10 units at specific intervals. The capacity value of Worker 1 is 385, which is higher than the capacities of other workers. Consequently, the sensitivity analysis for Worker 1 is changed within the range of 345–425, and it indicates a distinct starting point on the graph compared to the other workers in
Figure 3.
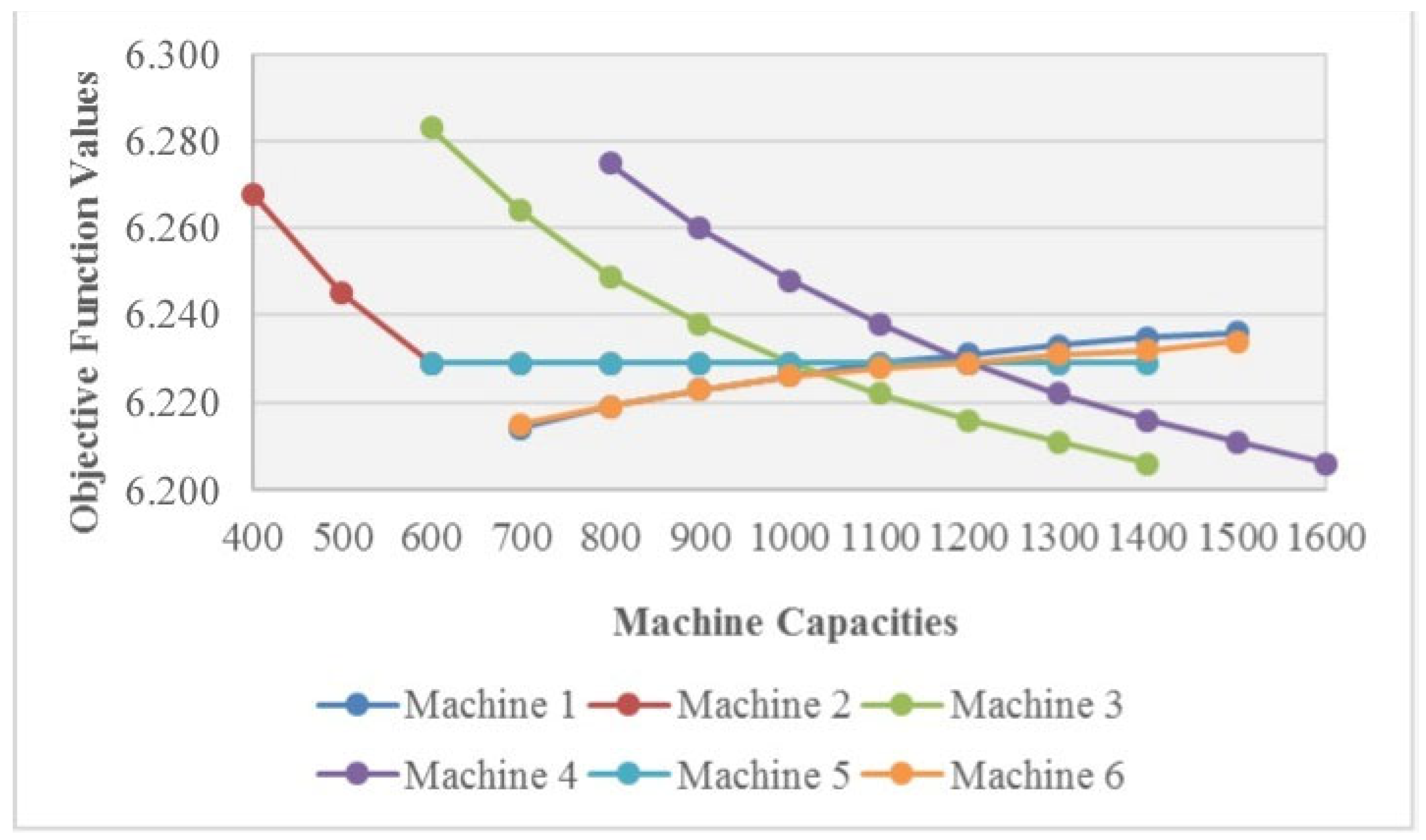
The effects of machine capacities on objective function values are presented in
Figure 4. The changes in the capacity of Machine 5 in Cell 2 do not affect the objective function value. It is also seen in
Figure 4 that an increase in the capacities of Machines 3 and 4 leads to a simultaneous reduction in the objective function value. As a specific example, when the capacity of Machine 3 decreases from 1000 to 900, the total objective function value increases by approximately 0.14%.
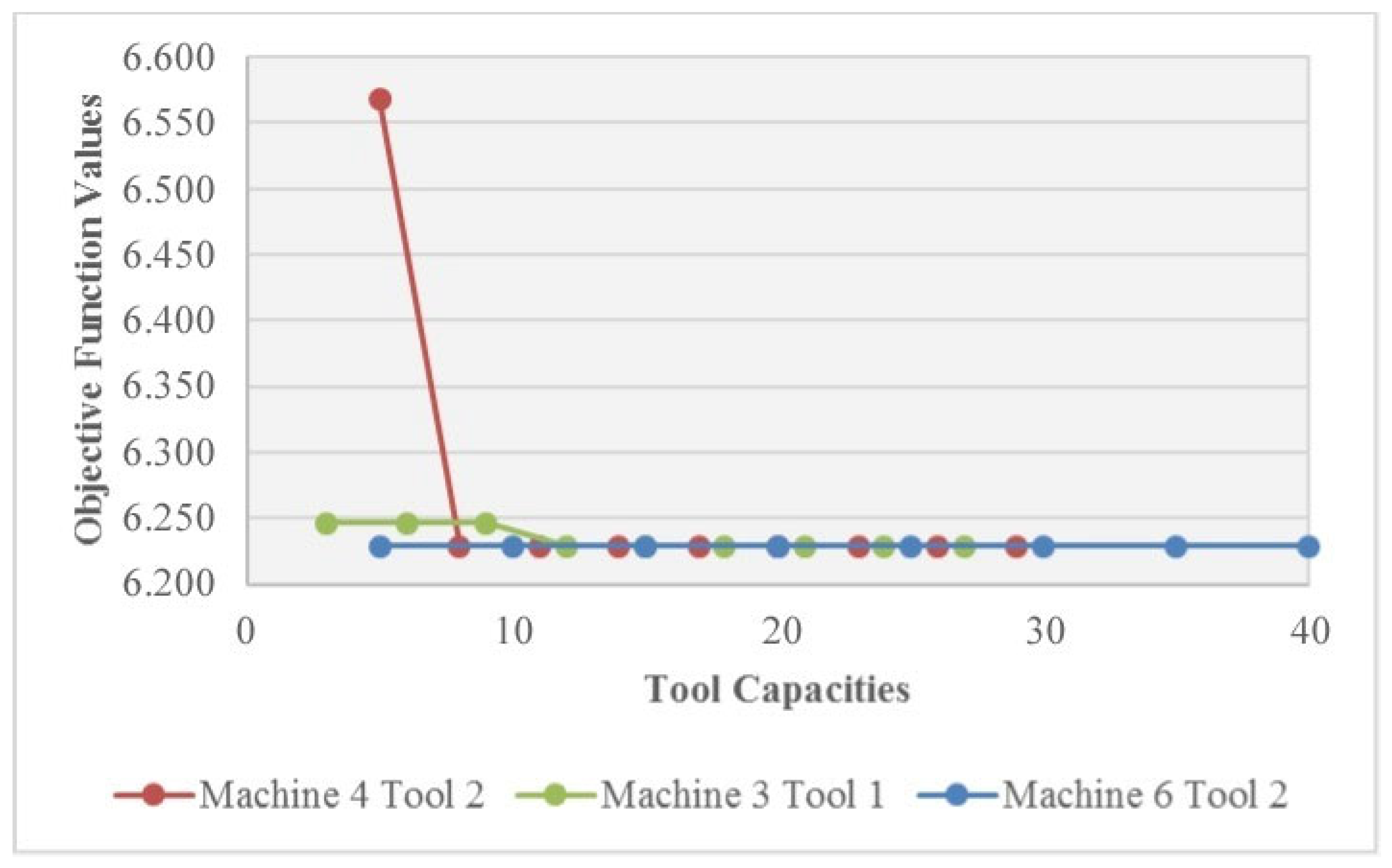
In
Figure 5, it is shown how the changes in tool capacities affect the objective function values. An increase or decrease in the capacity value of Tool 2 of Machine 6, located in Cell 2, does not change the objective function value. For this analysis, as a specific example, decreasing the capacity of Tool 2 in Machine 4 from 17 to 5 results in an increase in the total objective function value of approximately 5.44%.
In this study, sensitivity analysis evaluates the effect of changes in part demands, machine capacities, tool capacities, and workforce capacities on the objective function. Along with sensitivity analysis, managers can gain valuable insights into decision-making regarding capacity planning and process optimization. By examining the sensitivity of system performance to different parameters, administrators can identify critical factors and optimize the overall performance of the system. For example, managers can administrate their long-term decisions in this context when they examine the impact of the increase in part demands on the machine system imbalance or the worker system imbalance. This allows them to make informed decisions in capacity planning, production planning, and system optimization. In this way, it can make it easier for them to contribute to the improvement of system performance.
5. Analysis Related to Computational Complexity
Table 12 illustrates the complexity of the developed model in terms of the total number of decision variables. As can be seen from this table, the increases in the number of indices of the decision variables of the model also cause an increase in the complexity of the model.
6. Conclusions
This study introduces a mixed-integer mathematical programming model with routing flexibility to design flexible manufacturing cells. This model minimizes the weighted sum of the objective function items containing the total numbers of intracellular and intercellular movements, tool utilization, machine-system workload unbalance, and worker-system workload unbalance. The sample problem is developed and then solved using the LINGO 17.0 optimization program under the branch and bound algorithm. The optimal global solution of the developed model containing the objective function value and the values of the decision variables, such as optimal routes among the alternative routes of parts, is obtained in less than 1 s. Generally, the other results ensured from this study are as follows:
According to the selected alternative routes of parts, it is determined that the parts can be processed on machines located in the same cell or different cells. This way, the total number of intracellular and intercellular movements is minimized.
The total number of tools used in the system is minimized according to the selected alternative routes for parts.
Balancing the workloads of the machines and workers in cells contributes to improving the system’s performance.
By calculating the idle waiting rates of workers in each cell, the average idle waiting rates of the cells are minimized. In this way, the system-worker unbalance is minimized, and the workers are used efficiently in line with their capacities.
As can be seen from the sensitivity analysis of the sample problem, changes in the demands of the parts and the capacities of the machines, tools, and workers can change the objective function value.
The developed mathematical programming model can be an effective mechanism for solving the design and planning problems of flexible manufacturing cells.
Under the constraints considered, a mathematical programming model can serve as an effective mechanism for solving the design and planning problems of flexible manufacturing cells. This model simultaneously provides a balancing of machine workloads and a balanced use of the workforce, reduces intracellular and intercellular movements of parts in the system, and minimizes the number of tools used. The developed model enabled the identification of the optimal routes for parts with alternative routings within the context of flexible manufacturing cells. Additionally, the model effectively optimized the allocation of parts and tools to the respective machines, thereby enhancing overall efficiency and performance. The integration of these factors contributes to the design of flexible manufacturing cells, serving as an effective mechanism for planning problems.
In future studies, deterministic parameters such as demand values and processing times can be considered stochastic or fuzzy parameters in the model. The approach presented in this study can be expanded by including different objective elements in the model by using the epsilon-constraint, which is one of the optimization methods. In addition, heuristic or metaheuristic algorithms can be utilized when the size of the model instance expands and when achieving the optimal solution within a reasonable time frame becomes unfeasible. Workers’ social and physical factors are ignored while ensuring cell labor-workload balance. Future studies may include factors such as workers’ skills, learning abilities, and teamwork. Further studies should emphasize the integration of sustainability principles into the design of flexible manufacturing cells. Investigating strategies for energy optimization, waste reduction, and carbon footprint minimization can lead to more sustainable manufacturing processes. Moreover, as a future study, the developed approach in this study can be applied using real data.
Author Contributions
Conceptualization, E.B. and E.Y.; methodology, E.B. and E.Y.; software, E.B.; validation, E.B.; writing—original draft preparation, E.B. and E.Y.; writing—review and editing, E.B. and E.Y.; visualization, E.B. and E.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
Thanks to LINDO Systems Inc. for giving a free educational license of the LINGO 17.0 software package extended version.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Shivanand, H.K.; Benal, M.M.; Koti, V. Flexible Manufacturing System; New Age International Publishers: New Delhi, India, 2006; 144p. [Google Scholar]
- Askin, R.G.; Standridge, C.R. Modeling and Analysis of Manufacturing Systems; John Wiley & Sons, Inc.: New York, NY, USA, 1993; 461p. [Google Scholar]
- MacCarthy, B.L.; Liu, J. A new classification scheme for flexible manufacturing systems. Int. J. Prod. Res. 1993, 31, 299–309. [Google Scholar] [CrossRef]
- Groover, M.P. Automation, Production Systems, and Computer-Integrated Manufacturing, 3rd ed.; Pearson Education Limited: New York, NY, USA, 2014; 800p. [Google Scholar]
- Hwang, S.-L.; Barfield, W.; Chang, T.-C.; Salvendy, G. Integration of humans and computers in the operation and control of flexible manufacturing systems. Int. J. Prod. Res. 1984, 22, 841–856. [Google Scholar] [CrossRef]
- Kim, H.-W.; Yu, J.-M.; Kim, J.-S.; Doh, H.-H.; Lee, D.-H.; Nam, S.-H. Loading algorithms for flexible manufacturing systems with partially grouped unrelated machines and additional tooling constraints. Int. J. Adv. Manuf. Technol. 2012, 58, 683–691. [Google Scholar] [CrossRef]
- Stecke, K.E. Formulation and solution of nonlinear integer production planning problems for flexible manufacturing systems. Manag. Sci. 1983, 29, 273–288. [Google Scholar] [CrossRef]
- Kim, C.O.; Baek, J.-G.; Jun, J. A machine cell formation algorithm for simultaneously minimising machine workload imbalances and inter-cell part movements. Int. J. Adv. Manuf. Technol. 2005, 26, 268–275. [Google Scholar] [CrossRef]
- Guerrero, F.; Lozano, S.; Koltai, T.; Larrañeta, J. Machine loading and part type selection in flexible manufacturing systems. Int. J. Prod. Res. 1999, 37, 1303–1317. [Google Scholar] [CrossRef]
- Chang, A.-Y. On the measurement of routing flexibility: A multiple attribute approach. Int. J. Prod. Econ. 2007, 109, 122–136. [Google Scholar] [CrossRef]
- Kouvelis, P. Design and planning problems in flexible manufacturing systems: A critical review. J. Intell. Manuf. 1992, 3, 75–99. [Google Scholar] [CrossRef]
- Logendran, R. A workload based model for minimizing total intercell and intracell moves in cellular manufacturing. Int. J. Prod. Res. 1990, 28, 913–925. [Google Scholar] [CrossRef]
- Askin, R.G.; Selim, H.M.; Vakharia, A.J. A methodology for designing flexible cellular manufacturing systems. IIE Trans. 1997, 29, 599–610. [Google Scholar] [CrossRef]
- Bilgin, S.; Azizoğlu, M. Capacity and tool allocation problem in flexible manufacturing systems. J. Oper. Res. Soc. 2006, 57, 670–681. [Google Scholar] [CrossRef]
- Akturk, M.S.; Ozkan, S. Integrated scheduling and tool management in flexible manufacturing systems. Int. J. Prod. Res. 2001, 39, 2697–2722. [Google Scholar] [CrossRef]
- Kumar, N.; Shanker, K. A genetic algorithm for FMS part type selection and machine loading. Int. J. Prod. Res. 2000, 38, 3861–3887. [Google Scholar] [CrossRef]
- Yang, H.; Wu, Z. GA-based integrated approach to FMS part type selection and machine-loading problem. Int. J. Prod. Res. 2002, 40, 4093–4110. [Google Scholar] [CrossRef]
- Kumar, R.R.; Singh, A.K.; Tiwari, M.K. A fuzzy based algorithm to solve the machine-loading problems of a FMS and its neuro fuzzy petri net model. Int. J. Adv. Manuf. Technol. 2004, 23, 318–341. [Google Scholar] [CrossRef]
- Chen, J.-H.; Ho, S.-Y. A novel approach to production planning of flexible manufacturing systems using an efficient multi-objective genetic algorithm. Int. J. Mach. Tools Manuf. 2005, 45, 949–957. [Google Scholar] [CrossRef]
- Arıkan, M.; Erol, S. A hybrid simulated annealing-tabu search algorithm for the part selection and machine loading problems in flexible manufacturing systems. Int. J. Adv. Manuf. Technol. 2012, 59, 669–679. [Google Scholar] [CrossRef]
- Basnet, C. A hybrid genetic algorithm for a loading problem in flexible manufacturing systems. Int. J. Prod. Res. 2012, 50, 707–718. [Google Scholar] [CrossRef]
- Del Valle, A.G.; Balarezo, S.; Tejero, J. A heuristic workload-based model to form cells by minimizing intercellular movements. Int. J. Prod. Res. 1994, 32, 2275–2285. [Google Scholar] [CrossRef]
- Gupta, Y.P.; Gupta, M.C.; Kumar, A.; Sundram, C. Minimizing total intercell and intracell moves in cellular manufacturing: A genetic algorithm approach. Int. J. Comput. Integr. Manuf. 1995, 8, 92–101. [Google Scholar] [CrossRef]
- Karzan, F.K.; Azizoğlu, M. The tool transporter movements problem in flexible manufacturing systems. Int. J. Prod. Res. 2008, 46, 3059–3084. [Google Scholar] [CrossRef]
- Konak, A.; Kulturel-Konak, S.; Azizoğlu, M. Minimizing the number of tool switching instants in flexible manufacturing systems. Int. J. Prod. Econ. 2008, 116, 298–307. [Google Scholar] [CrossRef]
- Özpeynirci, S.B.; Azizoğlu, M. Beam search algorithm for capacity allocation problem in flexible manufacturing systems. Comput. Ind. Eng. 2009, 56, 1464–1473. [Google Scholar] [CrossRef]
- Beezão, A.C.; Cordeau, J.-F.; Laporte, G.; Yanasse, H.H. Scheduling identical parallel machines with tooling constraints. Eur. J. Oper. Res. 2017, 257, 834–844. [Google Scholar] [CrossRef]
- Zeid, I.B.; Doh, H.-H.; Shin, J.-H.; Lee, D.-H. Fast and meta heuristics for part selection in flexible manufacturing systems with controllable processing times. Proc. IMechE Part B J Eng. Manuf. 2021, 235, 650–662. [Google Scholar] [CrossRef]
- Binghai, Z.; Lifeng, X.; Yongshang, C. A heuristic algorithm to batching and loading problems in a flexible manufacturing system. Int. J. Adv. Manuf. Technol. 2004, 23, 903–908. [Google Scholar] [CrossRef]
- Swarnkar, R.; Tiwari, M.K. Modeling machine loading problem of FMSs and its solution methodology using a hybrid tabu search and simulated annealing-based heuristic approach. Robot. Comput. -Integr. Manuf. 2004, 20, 199–209. [Google Scholar] [CrossRef]
- Ho, Y.-C.; Hsieh, H.-W. A part-and-tool assignment method for the workload-balance between machines and the minimisation of tool-shortage occurrences in an FMS. Int. J. Prod. Res. 2005, 43, 1831–1860. [Google Scholar] [CrossRef]
- Nagarjuna, N.; Mahesh, O.; Rajagopal, K. A heuristic based on multi-stage programming approach for machine-loading problem in a flexible manufacturing system. Robot. Comput. -Integr. Manuf. 2006, 22, 342–352. [Google Scholar] [CrossRef]
- Yogeswaran, M.; Ponnambalam, S.G.; Tiwari, M.K. An efficient hybrid evolutionary heuristic using genetic algorithm and simulated annealing algorithm to solve machine loading problem in FMS. Int. J. Prod. Res. 2009, 47, 5421–5448. [Google Scholar] [CrossRef]
- Abazari, A.M.; Solimanpur, M.; Sattari, H. Optimum loading of machines in a flexible manufacturing system using a mixed-integer linear mathematical programming model and genetic algorithm. Comput. Ind. Eng. 2012, 62, 469–478. [Google Scholar] [CrossRef]
- Pereira, A. FMS performance under balancing machine workload and minimizing part movement rules. Int. J. Simul. Model. 2011, 10, 91–103. [Google Scholar] [CrossRef]
- Koltai, T.; Stecke, K.E. Route-independent analysis of available capacity in flexible manufacturing systems. Prod. Oper. Manag. 2008, 17, 211–223. [Google Scholar] [CrossRef]
- Joseph, O.A.; Sridharan, R. Evaluation of routing flexibility of a flexible manufacturing system using simulation modelling and analysis. Int. J. Adv. Manuf. Technol. 2011, 56, 273–289. [Google Scholar] [CrossRef]
- Kattan, I.A. Design and scheduling of hybrid multi-cell flexible manufacturing systems. Int. J. Prod. Res. 1997, 35, 1239–1257. [Google Scholar] [CrossRef]
- Lee, S.-D.; Chen, Y.-L. A weighted approach for cellular manufacturing design: Minimizing intercell movement and balancing workload among duplicated machines. Int. J. Prod. Res. 1997, 35, 1125–1146. [Google Scholar] [CrossRef]
- Erozan, I.; Torkul, O.; Ustun, O. Proposal of a nonlinear multi-objective genetic algorithm using conic scalarization to the design of cellular manufacturing systems. Flex. Serv. Manuf. J. 2015, 27, 30–57. [Google Scholar] [CrossRef]
- Onwubolu, G.C.; Mutingi, M. A genetic algorithm approach to cellular manufacturing systems. Comput. Ind. Eng. 2001, 39, 125–144. [Google Scholar] [CrossRef]
- Mansouri, S.A.; Moattar-Husseini, S.M.; Zegordi, S.H. A genetic algorithm for multiple objective dealing with exceptional elements in cellular manufacturing. Prod. Plan. Control. 2003, 14, 437–446. [Google Scholar] [CrossRef]
- Yasuda, K.; Hu, L.; Yin, Y. A grouping genetic algorithm for the multi-objective cell formation problem. Int. J. Prod. Res. 2005, 43, 829–853. [Google Scholar] [CrossRef]
- Gamila, M.A.; Motavalli, S. A modeling technique for loading and scheduling problems in FMS. Robot. Comput. Integr. Manuf. 2003, 19, 45–54. [Google Scholar] [CrossRef]
- Zeballos, L.J.; Quiroga, O.D.; Henning, G.P. A Constraint programming model for the scheduling of flexible manufacturing systems with machine and tool limitations. Eng. Appl. Artif. Intell. 2010, 23, 229–248. [Google Scholar] [CrossRef]
- Kim, C.O.; Baek, J.-G.; Baek, J.-K. A two-phase heuristic algorithm for cell formation problems considering alternative part routes and machine sequences. Int. J. Prod. Res. 2004, 42, 3911–3927. [Google Scholar]
- Tavakkoli-Moghaddam, R.; Ranjbar-Bourani, M.; Amin, G.R.; Siadat, A. A cell formation problem considering machine utilization and alternative process routes by scatter search. J. Intell. Manuf. 2012, 23, 1127–1139. [Google Scholar] [CrossRef]
- Muruganandam, A.; Prabhaharan, G.; Asokan, P.; Baskaran, V. A memetic algorithm approach to the cell formation problem. Int. J. Adv. Manuf. Technol. 2005, 25, 988–997. [Google Scholar] [CrossRef]
- Defersha, F.M.; Chen, M. A comprehensive mathematical model for the design of cellular manufacturing systems. Int. J. Prod. Econ. 2006, 103, 767–783. [Google Scholar] [CrossRef]
- Chan, F.T.S.; Lau, K.W.; Chan, L.Y.; Lo, V.H.Y. Cell formation problem with consideration of both intracellular and intercellular movements. Int. J. Prod. Res. 2008, 46, 2589–2620. [Google Scholar] [CrossRef]
- Aryanezhad, M.B.; Deljoo, V.; Mirzapour Al-e-hashem, S.M.J. Dynamic cell formation and the worker assignment problem: A new model. Int. J. Adv. Manuf. Technol. 2009, 41, 329–342. [Google Scholar] [CrossRef]
- Mahdavi, I.; Aalaei, A.; Paydar, M.M.; Solimanpur, M. Designing a mathematical model for dynamic cellular manufacturing systems considering production planning and worker assignment. Comput. Math. Appl. 2010, 60, 1014–1025. [Google Scholar] [CrossRef]
- Ghotboddini, M.M.; Rabbani, M.; Rahimian, H. A comprehensive dynamic cell formation design: Benders’ decomposition approach. Expert Syst. Appl. 2011, 38, 2478–2488. [Google Scholar] [CrossRef]
- Nouri, H. Development of a comprehensive model and BFO algorithm for a dynamic cellular manufacturing system. Appl. Math. Model. 2016, 40, 1514–1531. [Google Scholar] [CrossRef]
- Saxena, L.K.; Jain, P.K. Dynamic cellular manufacturing systems design—A comprehensive model. Int. J. Adv. Manuf. Technol. 2011, 53, 11–34. [Google Scholar] [CrossRef]
- Eguia, I.; Molina, J.C.; Lozano, S.; Racero, J. Cell design and multi-period machine loading in cellular reconfigurable manufacturing systems with alternative routing. Int. J. Prod. Res. 2017, 55, 2775–2790. [Google Scholar] [CrossRef]
- Shin, K.S.; Park, J.-O.; Kim, Y.K. Multi-objective FMS process planning with various flexibilities using a symbiotic evolutionary algorithm. Comput. Oper. Res. 2011, 38, 702–712. [Google Scholar] [CrossRef]
- Mehdizadeh, E.; Niaki, S.V.D.; Rahimi, V. A vibration damping optimization algorithm for solving a new multi-objective dynamic cell formation problem with workers training. Comput. Ind. Eng. 2016, 101, 35–52. [Google Scholar] [CrossRef]
- Sakhaii, M.; Tavakkoli-Moghaddam, R.; Bagheri, M.; Vatani, B. A robust optimization approach for an integrated dynamic cellular manufacturing system and production planning with unreliable machines. Appl. Math. Model. 2016, 40, 169–191. [Google Scholar] [CrossRef]
- Vafaeinezhad, M.; Kia, R.; Shahnazari-Shahrezaei, P. Robust optimization of a mathematical model to design a dynamic cell formation problem considering labor utilization. J. Ind. Eng. Int. 2016, 12, 45–60. [Google Scholar] [CrossRef]
- Rafiei, H.; Ghodsi, R. A bi-objective mathematical model toward dynamic cell formation considering labor utilization. Appl. Math. Model. 2013, 37, 2308–2316. [Google Scholar] [CrossRef]
- Bagheri, M.; Bashiri, M. A new mathematical model towards the integration of cell formation with operator assignment and inter-cell layout problems in a dynamic environment. Appl. Math. Model. 2014, 38, 1237–1254. [Google Scholar] [CrossRef]
- Mehdizadeh, E.; Rahimi, V. An integrated mathematical model for solving dynamic cell formation problem considering operator assignment and inter/intra cell layouts. Appl. Soft Comput. 2016, 42, 325–341. [Google Scholar] [CrossRef]
- Niakan, F.; Baboli, A.; Moyaux, T.; Botta-Genoulaz, V. A bi-objective model in sustainable dynamic cell formation problem with skill-based worker assignment. J. Manuf. Syst. 2016, 38, 46–62. [Google Scholar] [CrossRef]
- Rabbani, M.; Habibnejad-Ledari, H.; Rafiei, H.; Farshbaf-Geranmayeh, A. A bi-objective mathematical model for dynamic cell formation problem considering learning effect, human issues, and worker assignment. Sci. Iran. 2016, 23, 2341–2354. [Google Scholar]
- Shafiee-Gol, S.; Kia, R.; Kazemi, M.; Tavakkoli-Moghaddam, R.; Darmian, S.M. A mathematical model to design dynamic cellular manufacturing systems in multiple plants with production planning and location–allocation decisions. Soft Comput. 2021, 25, 3931–3954. [Google Scholar] [CrossRef]
- Yılmaz, E. Esnek Üretim Sistemlerinde Hücrelerin Yeniden Konfigürasyonu [Reconfiguration of Cells in Flexible Manufacturing Systems]. Ph.D. Thesis, Department of Industrial Engineering, Institute of Natural and Applied Sciences, Çukurova University, Adana, Türkiye, 2010; 200p. (In Turkish). [Google Scholar]
- Yılmaz, E.; Erol, R. A mathematical programming model for reconfiguration of flexible manufacturing cells. Eng. Optim. 2015, 47, 184–203. [Google Scholar] [CrossRef]
- Bozoklar, E. Esnek Üretim Hücrelerinin Tasarımında Çok Amaçlı Optimizasyon Problemi için Matematik Programlama Yaklaşımı [A Mathematical Programming Approach for Multi-Objective Optimization Problem in Design of Flexible Manufacturing Cells]. Master’s Thesis, Department of Industrial Engineering, Institute of Natural and Applied Sciences, Çukurova University, Adana, Türkiye, 2017; 121p. (In Turkish). [Google Scholar]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}