Abstract
This paper presents experimental investigations on epoxy mortar produced using industrial wastes. In some recent studies, coal bottom ash and polyethylene terephthalate (PET) waste have been chosen as a filler to replace sand, and fly ash and silica fume have been chosen as micro fillers for epoxy mortar production; enhanced results in terms of compressive and tensile strengths and durability have been achieved. However, these approaches failed to boost the strength and durability compared to the epoxy steel slag, epoxy sand, epoxy marble dust, and epoxy polyvinyl chloride (PVC) waste. This present research work has investigated the influence of waste filler on the mechanical properties and microstructure of epoxy mortar, produced by using sand and industrial wastes, i.e., steel slag, marble dust, and polyvinyl chloride waste. Based on the composition ratio, the prepared samples of epoxy resin mortar containing 25% epoxy binder (epoxy resin plus epoxy hardener) and 75% filler (1:3) were compared to the cement mortar. However, each specimen of epoxy resin mortar was prepared by mixing with different fillers. The properties such as compressive strength, tensile strength, and microstructural changes were measured using different characterization techniques including X-ray diffraction (XRD), scanning electron microscopy (SEM), Fourier transform infrared radiation spectroscopy (FTIR), and scanning electron microscopy and energy dispersive X-ray spectroscopy (SEM-EDX). From the obtained results, it was found that the strength of the specimens increases when blended with steel slag and marble dust, which is attributed to their peak densities and enhanced particle interactions. The XRD, SEM, FTIR, and SEM-EDX analyses showed the formation of calcium, magnesium, and other phases in the microstructure of epoxy resin-based mortars. This resulted in lower water absorption and porosity, as well as improvements in both compressive and tensile strengths. This research can help in understanding the important role of different industrial wastes as feasible fillers in epoxy resin-based composites.
1. Introduction
Cement mortar comprises Portland cement, fine aggregates, and water, whereas Portland cement concrete comprises the same components as mortar and coarse aggregate. Portland cement mortar is primarily used in masonry work because of its better hardening and adhesion capabilities. Portland cement concrete is used mainly as a constructive material because of its cheap cost, high strength, and easier utilization [1]. Both Portland cement mortar and cement concrete are porous and can be easily intensified by surrounding factors such as shrinkage, expansion, salinity, and acidity. These factors can easily damage its mechanical, physical, and permeation resistance properties. To overcome the mentioned drawback of mortar and concrete, epoxy is widely used as a substitute in modern concrete technology. In recent years, the addition of epoxy has been used in the combination of mortar and concrete [2]. Epoxy mortar is commonly used as construction material to fix flaws and damages on concrete structures, due to its quick curing, high strength, outstanding bonding, low permeability, and exceptional chemical resistance. Furthermore, epoxy composites with concrete could be a practical manufacturing of railroad sleepers (substitute for industrial flooring) [3] and overlays for pavement [4]. Epoxy resin is comparatively expensive, which is the main barrier to the epoxy composite’s widespread acceptance as opposed to concrete made with regular Portland cement. As a result, numerous investigations have been carried out to establish the ideal epoxy resin proportion. Using an epoxy matrix with a resin-to-filler ratio of 60:40, epoxy concrete can be made with evenly distributed particles. Using the Taguchi approach [5], the ideal design under a temperature exposure of −15 °C was found to have 14% epoxy resin content along with coarse aggregates ranging from 9.5 mm to 19 mm. For epoxy mortar, 18% by weight was reported to be the ideal epoxy resin content, because higher epoxy resin resulted in a reduction in compressive strength. Addition of epoxy results in improved physical, thermal, and mechanical properties for epoxy-based polymer mortar. It is observed that an increase in the mass fraction of epoxy could improve the mechanical properties of the epoxy-based polymer mortar.
The use of waste as environment-friendly building materials has been a common research strategy due to growing awareness of sustainable development [6,7]. To decrease the use of natural resources and enhance the mechanical qualities of epoxy resin, various waste products have been added to it. Blast furnace slag [8], fly ash [9], sand washing wastes [10], silica fume [11], palm oil fuel ash [12], recycled short-milled carbon fibers [13], red mud [14], and recycled crumb rubber particles [15] are all fillers that have been examined in the past. The most widely utilized micro fillers among these waste products are fly ash and silica fume because they have high fineness and a low thermal coefficient and are cheap, non-toxic, widely available, and compatible with other components of epoxy resin. Epoxy resin attracted particular attention from researchers in building materials due to its extraordinary properties, such as high strength resistance to a chemical attack in aggressive environments, good adhesion, permeability, and a controllable setting time [2]. The epoxy mortar’s mechanical strength increased as the epoxy resin content increased. By taking samples of a composition of 20% fly ash (FA) and 80% ground coal burning ash (GCBA), it was observed that the mechanical strength increased from 32 MPa to 38 MPa, but it decreased as the as the epoxy resin content increased from 10% to 30% [16].
In some cases, industrial waste materials may have properties that make them suitable for specific applications. For example, steel slag may be used as a construction aggregate due to its durability and strength [17]. Marble dust may be used as a filler in concrete to improve its workability and reduce the amount of cement needed [18]. The PVC waste can be recycled and used to make various products, including pipes, flooring, and decking [19]. The following materials are used in this proposed work: steel slag, marble dust, and polyvinyl chloride (PVC) waste. There are several reasons for selecting industrial waste materials, such as steel slag, marble dust, and polyvinyl chloride (PVC) waste, in various applications. Industrial waste materials are more economical than virgin materials, as they can often be easily obtained for free or at a low cost. Therefore, this strategy helps to conserve natural resources and reduce environmental impacts associated with resource extraction and processing [20].
The mechanical properties of a commercially produced epoxy mortar are worse than those of the composites. This is probably due to a few factors, namely the highest filler presence, the larger filler grain size, which reduces the filler–matrix contact surface/filler volume ratio, and a different epoxy [21]. Previous research has reported different fillers and varied epoxy resin-to-filler ratios for various uses [22,23]. A thorough examination revealed that research had been conducted on the impacts of using steel slag, marble dust, and PVC waste along with natural sand as a filler in epoxy mortar [17,18,19,21]. Due to their widespread availability and compatibility with building materials, these wastes could be utilized as filler in place of sand in epoxy composites [16]. The epoxy resin depends on the constituents of the mortar. It is necessary to improve the proportion of the epoxy resin mortar.
The main objective of this research work is to develop the concept of waste recycling and utilize waste as a source of materials in an innovative and valuable manner, thereby promoting environmentally sustainable industrial waste management. The aim is to enhance the mechanical strength and durability of epoxy mortar while promoting green sustainable concepts. An epoxy mortar was selected having an epoxy binder and filler with a ratio of 1:3, representing proportions of 25% and 75%, respectively, to prepare a sample for compressive and tensile strength testing. The epoxy binder consisted of epoxy resin plus epoxy hardener. On the other hand, various fillers such as steel slag, marble dust, PVC waste, and sand were incorporated into the preparation of each individual specimen of epoxy resin mortar. Then compressive and tensile strength testing was performed for each sample. It was observed that the epoxy steel slag gives maximum compressive and tensile strength compared to the epoxy marble dust, epoxy sand, and epoxy PVC waste. To determine why epoxy steel slag gives maximum strength, microstructure analysis was performed. For this purpose, X-ray diffraction (XRD), scanning electron microscopy (SEM), Fourier transform infrared radiation spectroscopy (FTIR), and scanning electron microscopy and energy dispersive X-ray spectroscopy (SEM-EDX) were used. The findings of the mechanical strength test indicate that the specimens’ strength can be improved by the addition of steel slag and marble dust due to the higher peak densities of these two materials and the stronger particle interactions that occur from their combination. In the microstructure of epoxy resin-based mortars, XRD, SEM, FTIR, and SEM-EDX analysis indicated the production of calcium (Ca), magnesium (Mg), and other phases. Microstructure analysis of the epoxy steel slag and epoxy marble dust reveals lower water absorption and porosity, which induce an enhancement of compressive and tensile strengths and durability. The main contributions of this research are as follows:
- The improvement of the specimens’ strength due to the mixing of epoxy with steel slag and epoxy with marble dust.
- The enhancement of compressive and tensile strengths and durability of the epoxy steel slag and epoxy marble dust, and their lower absorption of water and lower porosity.
2. Materials and Methods
2.1. Epoxy
Commercial-grade epoxy resin was produced by mixing biphenyl A resin and polyamide hardener at a ratio of 1:3. Epoxy resin is relevant to thermosetting resins, which contain an epoxy group in their molecules. Epoxy systems are mainly composed of components A and B. Component A is a suitable mixture of epoxy resin, whereas component B is a hardener. Due to its low setting time, corrosion resistance, chemical resistance, and shrinkage, biphenyl A-type epoxy resin was used in the work. This resin has qualities such as a molecular weight of 370 g/mol, a viscosity of 3600 cp, a specific gravity of 1.15 g/cm3, an epoxied equivalent weight of 185 g, and a pH of 7.7.
2.2. Hardener
The most widely and commonly used hardeners are amine hardeners. Hardeners are divided into two types: one is amine hardeners, while the other is non-amine hardeners. Amine hardeners include cycloaliphatic amines and aliphatic amines, while non-amine hardeners include imidazole, polyamide, acidic anhydride, and dicyandiamide. Amines are hardeners, and epoxy has a longer curing time, even with Meta-xylenediamine (MXDA). Its characteristics include an equivalent weight of 24 g, a molecular weight of 1.46 g/mol, and a specific gravity of 0.98 g/cm3. Both the resin and hardener can be obtained in liquid form. Resin-hardener systems can be obtained that can cure at room temperature.
2.3. Filler
The sand used in this research was a type of Nizam Pur (Pakistan) sand with the following characteristics: bulk specific gravity: 2.35 g/cm3; absorption capacity: 2.70%. Marble dust used in this research was taken from the Asad Khan Marble Factory (Pvt.) Ltd., Peshawar, Pakistan, with a specific gravity of 2.75 g/cm3 and an absorption capacity of 2.1%. Steel slag was collected from F.F. steel mills in the industrial state of Peshawar, Pakistan, with a specific gravity of 3.25 g/cm3 and an absorption capacity of 1.2%. The polyvinyl chloride waste was taken from Royal PVC Company Peshawar, Pakistan, which possesses specific gravity of 1.40 g/cm3 and an absorption capacity of 0%.
The size distribution of sand, marble dust, steel slag, and polyvinyl chloride (PVC) particles can vary depending on their source and processing. However, a general idea of the typical size ranges for each material is as follows:
- Sand particles typically range in size from 0.063 mm to 2 mm, with the majority falling within the range of 0.125 mm to 0.5 mm.
- Marble dust particles are generally smaller, with sizes ranging from a few microns to 0.125 mm.
- Steel slag particles typically range in size from a few microns to several millimeters, with the majority falling within the range of 0.1 mm to 10 mm.
- PVC particles are typically in the range of 0.1 mm to 1 mm, with some larger particles up to a few millimeters in size.
It is important to note that the particle size distribution of sand and marble dust can also be influenced by factors such as the type of rock or mineral from which they are derived, as well as the method of processing. For example, some types of sand, such as those derived from quartz or feldspar, may have a narrower size distribution compared to sands derived from other minerals. Similarly, the particle size distribution of marble dust may vary depending on the fineness of the grinding process used to produce it.
It is worth noting that the particle size distribution of steel slag can vary depending on the method of processing and the intended use of the material. For example, if the slag is being used for construction purposes, it may be crushed and ground to a specific size range to optimize its properties for that application. Similarly, the size distribution of PVC particles can vary depending on the intended use of the material, such as in pipes or other plastic products.
It is important to note that the sand, marble dust, steel slag, and polyvinyl chloride were passed through a 300 µm sieve in this research.
2.4. Preparation of Epoxy Mortar
The epoxy mortar containing resin as the critical binding material must be mixed with a hardener. The hardener is used to cure the resin and harden the mixture. The hardener and resin were mixed in such a manner to ensure a uniform molecular structure. Then the epoxy resin was combined with the fillers to obtain a uniform mixture. These mixtures were named according to the filler used:
- Epoxy steel slag (ESS) contains 25% resin and 75% steel slag.
- Epoxy sand (ES) contains 25% resin and 75% sand.
- Epoxy marble dust (EM) contains 25% resin and 75% marble dust.
- Epoxy polyvinyl chloride waste (EP) contains 25% resin and 75% polyvinyl chloride waste.
- Cement mortar (C) contains a 1:3 (w/w) ratio of cement and sand.
Table 1 shows all the above mixtures. All these samples were treated at room temperature for 24 h. It was observed that the increase in the amount of filler increased the darkness of the samples. The uniform cube-shaped samples (50 mm × 50 mm × 50 mm) were first air-dried at room temperature and then removed from the molds.

Table 1.
Mix proportioning using epoxy as a binder.
2.5. Mix Proportions
Two different epoxy resin types (i.e., ingredients and hardener) were mixed by taking appropriate proportions. For best results, the ratio proportion of resin to hardener was selected based on the recommendation of suppliers. The weight ratio of resin and hardener was 1:3 for epoxy resin binder, while the weight ratio of epoxy resin and filler was 1:3 for epoxy mortar. Table 1 shows all the ratios and proportions.
2.6. Test Procedure
This section describes the two main types of tests, namely mechanical tests (Section 2.6.1) and microstructure tests (Section 2.6.2).
2.6.1. Mechanical Test
Compressive strength test: This test evaluated the compressive strength of epoxy resin mortars according to ASTM C 109. The specimens were cast in a square mold gauging (5 cm × 5 cm × 5 cm) at room temperature for 24 h. To achieve uniform load distribution, each specimen’s surface was leveled before testing. The compressive strength of these specimens was measured using a universal testing machine with a capacity of 100 kN. Figure 1 shows the sample shapes of four epoxy mortars for compressive strength.
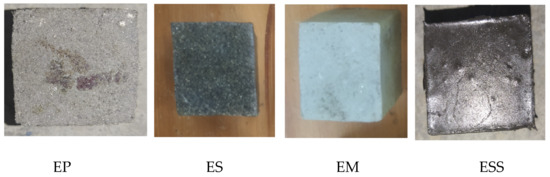
Figure 1.
Sample shapes of epoxy PVC waste (EP), epoxy sand (ES), epoxy marble dust (EM), and epoxy steel slag (ESS) for compressive strength.
Tensile strength test: Tensile strength is measured according to the standard test method of ASTM C 190. Figure 2 shows the sample shapes of four epoxy mortars for tensile strength. The tensile strength was measured using an automated cement briquette tester. Tensile strength test standards are as follows:
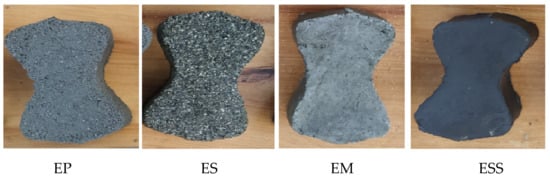
Figure 2.
Sample shapes of epoxy PVC waste (EP), epoxy sand (ES), epoxy marble dust (EM), and epoxy steel slag (ESS) for tensile strength.
- Briquettes (dumbbell-shaped specimens).
- Total length: 75 mm.
- Working length: 20 mm.
- Working width: 25 mm.
- Thickness: 25 mm.
Density and water absorption: In accordance with ASTM C642, cylinders with a 100 mm diameter and 200 mm height were manufactured to assess the density and water absorption of epoxy mortar [24]. In order to perform the water absorption test, samples were submerged in a bowl of room-temperature tap water. Before the samples were immersed, their mass was recorded. To calculate the amount of water absorbed, the mass of surface-dry samples was measured after 3, 7, and 14 days of immersion. Similar to earlier research [25,26], the water absorption test was stopped after 14 days because it was noted that water absorption only slightly increased after that point [5].
2.6.2. Microstructural Analysis
Fourier transform infrared spectroscopy (FTIR): Fourier transform infrared spectroscopy (FTIR) is an analytical technique used to identify and quantify the chemical functional groups present in a sample. It works by measuring the absorption of infrared radiation by the sample and analyzing the resulting spectrum to identify the vibrational modes of the bonds in the sample. For FTIR measurements, we used the attenuated total reflectance (ATR) technique implemented within the Shimadzu-IRAffinity-1S instrument. For each spectrum, 3 mg of a sample was used with fixed parameters (25 scans with S/N ratio: 30,000:1, resolution: 1 cm−1, range: 500 to 4000 cm−1).
X-ray diffraction (XRD): XRD is a technique to determine a material’s crystallographic structure. XRD works by irradiating a material with incident X-rays and then measuring the intensities and scattering angles of the X-rays that leave the material. The XRD analysis was performed on an X-ray diffractometer (JDX-3532 JEOL, Tokyo, Japan). The XRD chemical composition of each specimen was obtained using ASTM C 1365. The samples were ground into a fine powder and then put into a sample holder that was placed in a testing machine. The scanning range was from 100 to 700, the scanning rate was 0.05 deg/s, and the step size was 20/min.
Scanning electron microscopy (SEM) and energy dispersive X-ray spectroscopy (EDX): SEM analysis was performed on an epoxy mortar specimen using a SEM, JSM-IT100, JEOL, Tokyo, Japan. The accelerating voltage of 10 KV was used while scanning images. To determine the sample’s material chemical composition in qualitative and quantitative terms, the SEM and EDX analysis was carried out for a particular zone of the image with the EDX analyzer INCA 2000.
2.7. Statistical Analysis
The results were stated as mean ± standard deviation. The experimental data were analyzed by one-way analysis of variance (ANOVA) using statistical analysis software (version 6.4, CoStat, Monterey, CA, USA). The results were considered statistically significant for p values of <0.05.
3. Results and Discussion
3.1. Scanning Electron Microscopy (SEM)
SEM was used to analyze the material’s morphology, particle size, and shape. The epoxy resin was made of biphenyl. The most common type of biphenyl is a combination of acetone and phenol. Figure 3 illustrates that the surface was severely roughed [27]. The SEM analysis of C shows that the connection between the natural sand and cement paste is not tight, resulting in internal defects and weakening the strength of the sample [28]. In addition, the SEM analysis of ESS shows that steel slag is wholly bonded with the polymer binder. From these observations, it can be noted that the polymer binder perfectly infuses (induces) the surface of the aggregate particles in co-matrix formation [29]. The use of steel slag as a filler in the preparation of mortar is further evidence of a compact structure. This is because steel slag particles tend to have angular shapes and irregular surface textures, which can interlock with one another and fill voids within the mortar matrix, resulting in a denser and more cohesive material. This increased packing density can contribute to improved mechanical properties and the overall performance of the mortar [30]. Further, the SEM analysis of ES indicates that the use of sand as a filler provides good strength due to the strong bonding between the sand particles and the epoxy resin. This strong bonding can result in a more cohesive and less porous material [31]. EM has a denser structure because marble dust is excellent. Therefore, the pores in the epoxy-containing marble dust are reduced. For that reason, the marble dust causes an increase in mechanical strength due to calcium silicate hydrate and calcium hydroxide [31,32]. The SEM micrograph of EP indicates that the surface of the sample contains pores. These pores are likely a result of the polymer nature of PVC and epoxy, which can create voids or empty spaces within the material. The porous nature of the sample results in reduced mechanical strength and weight of the materials. Moreover, it is observed that the particles have a weak disjoint nature, with no significant interlocking observed among them. This lack of interlocking may further contribute to the porosity and reduced mechanical strength of the material [33]. Overall, it has been noted that porosity is inversely proportional to mechanical strength; for that reason, the mechanical strength of ESS is higher than that of all the mentioned specimens taken in this work.
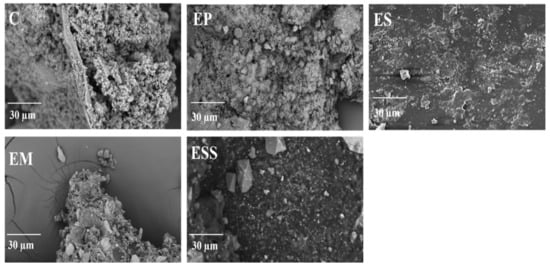
Figure 3.
SEM analysis of cement mortar (C), epoxy PVC waste (EP), epoxy sand (ES), epoxy marble dust (EM), and epoxy steel slag (ESS).
3.2. Compressive Strength
A compressive strength test was conducted for different compositions containing epoxy as a binder replacing cement. Figure 4 shows the effect of different fillers used with epoxy resin on the compressive strength of the specimens. The compressive strengths of all four specimens (EP, ES, EM, and ESS) and C were tested after 28 days of composition. After 28 days, the cement mortar (C) compressive strength was found to be 33 MPa [34], and the compressive strength of the other four specimens, ESS, EM, ES, and EP, was found 40 MPa, 35 MPa, 33 MPa, and 24 MPa respectively. It is determined that ESS has a maximum compressive strength of 40 MPa and EP has a low compressive strength of 24 MPa due to the PVC waste material. So, the polyvinyl chloride (PVC) waste is more porous, which would decrease the density and compressive strength [35]. After the comparison of C with all four specimens, the results showed that the compressive strength of epoxy mortar was affected by the type of fillers.
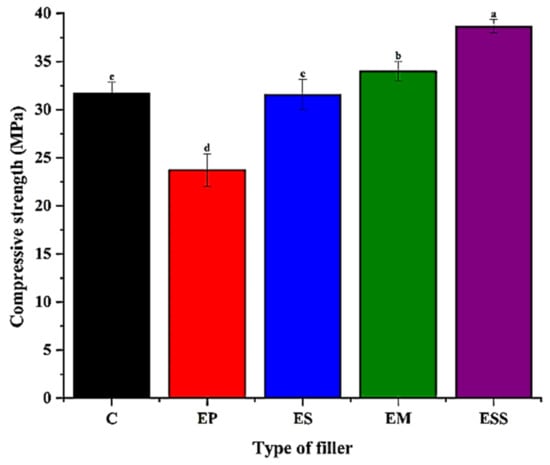
Figure 4.
Compressive strength of cement mortar (C), epoxy PVC waste (EP), epoxy sand (ES), epoxy marble dust (EM), and epoxy steel slag (ESS). Data represents mean ± standard deviation (indicated by vertical error bars), n = 3. Values with the different superscript letter (a, b, c, and d) are significantly different (p < 0.05).
3.3. Tensile Strength
A tensile strength test was conducted for all mixtures containing epoxy as a binder and a replacement for cement. Figure 5 displays the effect of different fillers used with epoxy resin on the tensile strength of specimens. The tensile strength of an epoxy mortar was observed after 28 days. After the observation of 28 days, the tensile strength of C was found to be 2.6 MPa, and for the other four specimens (ESS, EM, ES, and EP), the tensile strength was 5 MPa, 3.2 MPa, 2.6 MPa, and 1 MPa respectively. It was determined from the result that the ESS had a maximum tensile strength of 5 MPa, and EP had a low tensile strength of 1 MPa. Furthermore, it was observed that the tensile strength of PVC waste is affected by the presence of defects, such as voids, which may weaken the material [35].
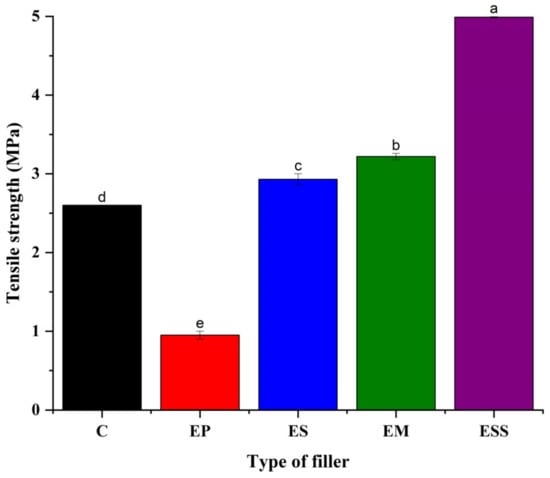
Figure 5.
Tensile strength of cement mortar (C), epoxy PVC waste (EP), epoxy sand (ES), epoxy marble dust (EM), and epoxy steel slag (ESS). Data represents mean ± standard deviation (indicated by vertical error bars), n = 3. Values with the different superscript letter (a, b, c, d, and e) are significantly different (p < 0.05).
3.4. Density
Figure 6 illustrates the epoxy mortar’s density. It was evident that the cement mortar sample’s typical density was 2200 kg/m3 [36]. Due to the higher specific gravity of fillers relative to epoxy resin, the density of epoxy mortar increased as the filler content increased. Steel slag samples had the highest reported density at around 2240 kg/m3, whereas PVC waste samples with epoxy resin had the lowest density at about 1280 kg/m3. The porous nature of PVC waste increased the air gaps in epoxy mortar, which may be the cause of the decrease in density. Overall, epoxy mortar samples including marble dust (2000 kg/m3), sand (1760 kg/m3), and PVC waste (1280 kg/m3) had lower densities than epoxy mortar samples containing steel slag (2240 kg/m3). These findings demonstrated that the ratio of resin to filler had a significant impact on the density of epoxy mortar. Due to the identical specific gravities of the filler types taken into consideration in this study, their impacts on density are minimal.
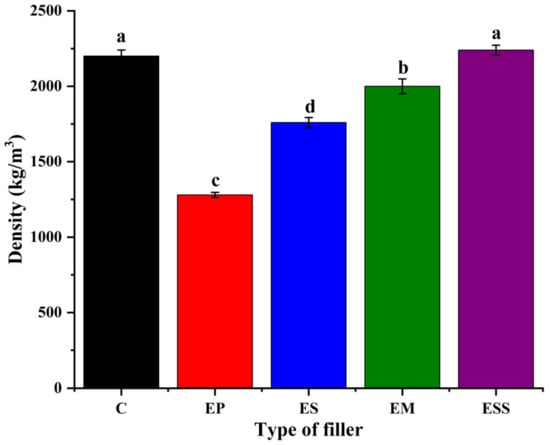
Figure 6.
Density of cement mortar (C), epoxy PVC waste (EP), epoxy sand (ES), epoxy marble dust (EM), and epoxy steel slag (ESS). Data represents mean ± standard deviation (indicated by vertical error bars), n = 3. Values with the different superscript letter (a, b, c, and d) are significantly different (p < 0.05).
3.5. Water Absorption
The durability of epoxy mortar is greatly influenced by water absorption. The important parameters that influence water absorption are the size and texture of the fillers. Porous fillers tend to have a higher water absorption, while the other waste fillers, i.e., steel slag, marble dust, and sand, fill the cavities in the epoxy mortar, leading to a reduction in water absorption. Figure 7 shows the water absorption of epoxy mortars for 3, 7, and 14 days. It can be noticed that the typical water absorption of the epoxy steel slag (ESS) is 0.03%, epoxy marble dust (EM) is 0.05%, and epoxy sand is 0.042%. The cement mortar (C) water absorption capacity decreases with respect to time. The water absorption value is mainly influenced by various factors including the type of cement, the curing standards, and the surrounding environment [37,38]. The content of water absorption is very low in these epoxy mortars because the epoxy resin is a waterproofing material [16]. Water absorption in epoxy PVC (EP) waste mortar was greater than that in epoxy resin because due to the existence of pores in the epoxy PVC mortar. It has been observed that air voids in PVC mortar could be linked to hollow infill particles [39]. The existence of air cavities is due to the porous nature of EP which increases water absorption. Figure 7 shows the water absorption of epoxy PVC mortars was 11% for 3 days, 16% for 7 days, and 33% for 14 days. From these results, it is observed the water absorption in epoxy PVC mortar increased due to an increase in exposure to water duration.
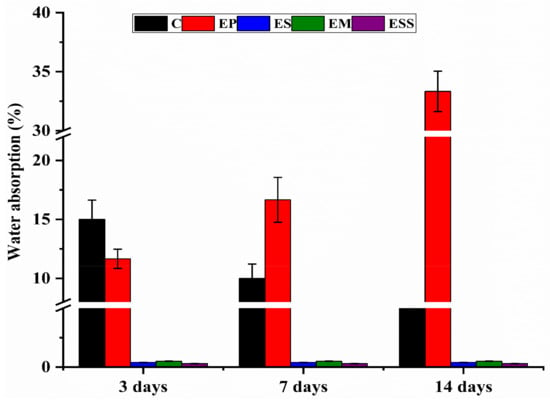
Figure 7.
Water absorption of cement mortar (C), epoxy PVC waste (EP), epoxy sand (ES), epoxy marble dust (EM), and epoxy steel slag (ESS) after 3 days, 7 days, and 14 days of exposure. Data represents mean ± standard deviation (indicated by vertical error bars), n = 3.
3.6. Fourier Transform Infrared Spectroscopy (FTIR)
Figure 8 and Table 2 show the FTIR analysis of C, EP, ES, EM, and ESS. Figure 8A shows the combined analysis of all materials. Figure 8B shows that the characteristic peak intensity of C is the highest in the C3S and C2S groups at 873 cm−1, compared to C3A with a peak of 1416 cm−1. Moreover, the band for the portlandite was available at 3426 cm−1. The chemical functional groups observed in C3S and C2S contain compounds Si-O-Si and Ca-O-Si, while C3A and portlandite contain Al-O, Ca-O-Al, and Ca-O, O-H [40]. The band regarding the I.R. spectrum of EP is seen in Figure 8C briefly at 840 cm−1 and is assigned to C-Cl stretching vibration; however, C=O stretching vibration occurs at 1650 to 1720 cm−1. On the other hand, the appearance of the band at around 1247 cm−1 indicates the rocking of the C-H bonds in the molecule [41]. The quartz peaks corresponding to the stretching vibrations of the Si-O bonds in the ES are typically observed in the region of 1000–1200 cm−1 (Figure 8D) [42]. However, quartz is hard and can provide additional strength and durability to the ES. In addition, C-H aromatic rings corresponding to a peak at 828 cm−1 for EM, EP, and ES are identical [43]. Figure 8E shows C-H symmetric and asymmetric deformation corresponding to peaks at 1181 cm−1; at the same time, the peaks at 1411 cm−1 are due to Si-O and Ca-O stretching in the EM [44]. It is determined that specific peaks in the FTIR spectrum correlated with improved strength and durability. For ESS, the antisymmetric absorption vibration peaks of Si-O groups appear at 989 cm−1. These groups are due to the C2S and C3S phases present in the ESS (Figure 8F) [45]. The antisymmetric absorption vibration peaks of the Fe-O group appear at 859 cm−1 [46]. Si-O and Fe-O bonds in the FTIR spectrum improve the strength, toughness, and bonding between the epoxy matrix and the steel slag filler. The transmittance bands at 1608 and 1508 cm−1 are due to the C–C bond of the aromatic ring. The band at 2922 cm−1 in the FTIR spectrum is due to asymmetric and symmetric stretching interactions of the methyl and methanol [47].
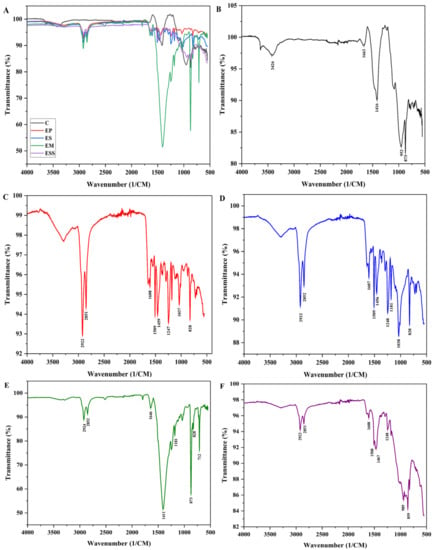
Figure 8.
FTIR analysis of all fillers (A), cement mortar (B), epoxy PVC waste (C), epoxy sand (D), epoxy marble dust (E), and epoxy steel slag (F).
Table 2.
Summary of Important Functional Groups (FGs) observed from the FTIR Peaks.
3.7. X-ray Diffraction (XRD)
Figure 9 shows XRD patterns for the epoxy mortars prepared with different fillers. In all the XRD patterns of epoxy mortars, the diffraction angle (2θ) around 30° is related to epoxy [43,48]. A peak related to calcite was observed in the XRD pattern of the C at 29°, while calcium silicate-related peaks were seen at 36° and 45° [49]. XRD is employed to analyze the structure of crystalline material. EP has no peak as pure PVC is amorphous [50]. The X-ray diffraction spectra of epoxy marble dust (EM) show the presence of calcite, calcium calcite, silicon dioxide, and dolomite compounds, characterized by peaks at 35.9°, 39.3°, and 47.3° which correspond to calcium calcite, silicon dioxide, and calcite, respectively. The dolomite shows peaks at 43.2°, 48.6°, and 57° [51,52]. XRD patterns of ESS at 28°, 35°, and 36° correspond to calcium tri-silicate (C3S) and calcium di-silicate (C2S), whereas the peaks at 33° and 43° correspond to iron oxide (Fe2O3) and magnesium oxide (MgO) [53]. The main mineral components of the ESS are C3S, C2S, and RO (Fe2O3 and MgO). The intense peaks in ES at 2θ values of 21.8°, 45°, and 65° are due to the presence of quartz (Q) [54].
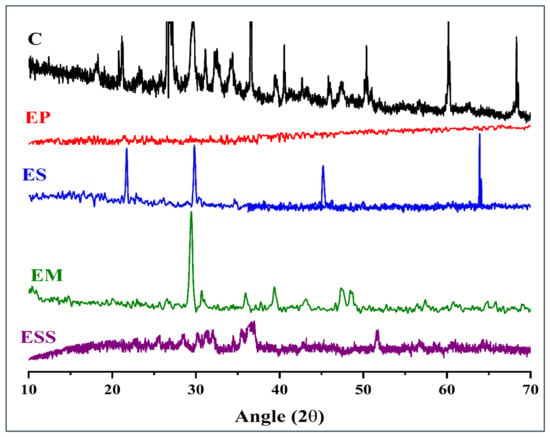
Figure 9.
XRD pattern of cement mortar (C), epoxy PVC waste (EP), epoxy sand (ES), epoxy marble dust (EM), and epoxy steel slag (ESS).
3.8. Scanning Electron Microscopy–Energy Dispersive X-ray Spectroscopy (SEM-EDX)
Figure 10 shows the results of SEM-EDX analysis of C, EP, ES, EM, and ESS on the 28th day at different areas of the micrograph. The rough surface is due to epoxy resin, and the EDX shows the presence of carbon and oxygen at 0.277 and 0.523 keV, which are the main elements with higher content at the same level for all regions. The existence of carbon and oxygen can be mainly related to epoxy resin [55,56]. Moreover, the elemental composition found in EDX analysis of ESS, ES, C, EM, and EP is presented in Table 3.
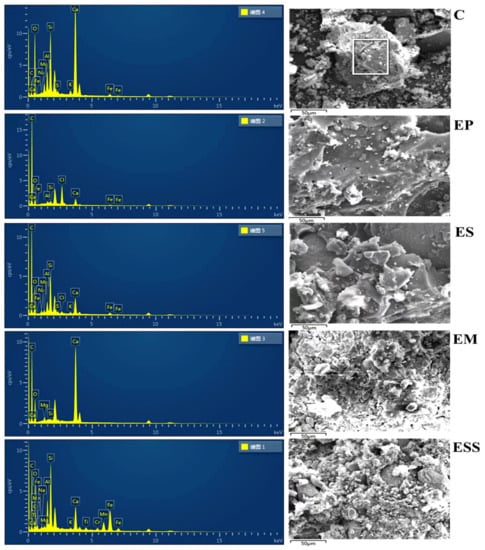
Figure 10.
SEM-EDX analysis of cement mortar (C), epoxy PVC waste (EP), epoxy sand (ES), epoxy marble dust (EM), and epoxy steel slag (ESS). The Chinese character is means spectrum.
Table 3.
Elemental composition found in EDX analysis of epoxy steel slag (ESS), epoxy sand (ES), cement mortar (C), epoxy marble dust (EM), and epoxy PVC waste (EP).
In the EDX micrograph of C in Figure 10, it has been noted that aluminum (Al), silicon (Si), and Ca have concentrations of 1.45, 1.66, and 3.55 keV [57]. Similarly, EP has chlorine (Cl) and Ca concentrations at 2.65 and 3.65 keV on the EDX micrograph. Moreover, the EDX micrograph of ES shows the presence of Si, Ca, and iron (Fe) at 1.740, 2.622, and 6.403 keV [58,59]. The EDX micrograph of EM exhibits Mg and Ca content at 1.486 and 3.691 keV, respectively [44,60]. Additionally, the EDX micrograph of ESS shows the presence of Si, Ca, and Fe at 1.55, 3.55, and 6.5 keV [40,61,62]. It has been found that Ca, Mg, and other phases may be seen in the EDX of all five samples (C, EP, ES, EM, and ESS) in Figure 6. Based on the experimental results, it is concluded that mechanical strength (compressive and tensile strength) was increased and porosity was decreased (mechanical strength inversely proportional to porosity) due to the addition of different phases of Ca, Mg, and Fe in ESS and EM. These features enhanced the mechanical strength of the materials.
4. Conclusions
The aim of this work was to conduct a comprehensive investigation of epoxy mortar’s mechanical properties and interface bonding performance using different fillers. Ordinary Portland cement (OPC)-based mortar without epoxy resin was used as a cement mortar. The research results show that epoxy steel slag (ESS) has the best mechanical properties as compared to other fillers. Based on the experimental results, is concluded that the steel slag has the highest compressive strength and tensile strength and lower water absorption capacity compared to the marble dust, sand, and PVC waste epoxy mortars. It could be confirmed that steel slag waste can be used as a potential filler for epoxy resin mortar to obtain better compressive and tensile strength. The analysis shows that certain peaks in the FTIR spectrum are associated with increased strength and durability. Furthermore, SEM analysis revealed that as the porosity decreased in the epoxy steel slag specimens, the strength increased. In cement mortar (C) and epoxy PVC waste, the porosity was found to be greater and strength was found to be weaker in SEM analysis. The SEM-EDX and XRD analysis revealed the formation of Ca, Mg, and other phases in the epoxy resin-based mortar microstructure, resulting in reduced porosity and enhanced compressive and tensile strengths. In addition, utilization of waste products as fillers in epoxy composites can save primary resources and achieve the required properties of epoxy composites in a much more environmentally friendly way.
5. Future Work
There are several potential avenues for future research based on the findings of this research. Firstly, the long-term durability and sustainability of epoxy mortars containing waste fillers should be investigated in different environmental conditions, such as exposure to different temperatures, humidity levels, and chemical agents. This will help to assess the long-term performance of these materials and their potential for use in various structural and non-structural applications. Future research can investigate the feasibility and economic viability of using these materials in various construction projects and their potential for commercialization. In addition, future research can build on these findings to explore new avenues for developing sustainable construction practices while reducing waste generation and promoting the use of waste materials as a valuable resource.
Author Contributions
M.U.R. and J.L.: conceptualization, software, investigation, methodology, writing—original draft, supervision, writing—review and editing, validation. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors would like to thank Muddasir Hanif and Bilal Ahmed for their help.
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Zhang, Z.; Zhang, B.; Yan, P. Comparative study of effect of raw and densified silica fume in the paste, mortar and concrete. Constr. Build. Mater. 2016, 105, 82–93. [Google Scholar] [CrossRef]
- Rahman, M.; Akhtarul Islam, M. Application of epoxy resins in building materials: Progress and prospects. Polym. Bull. 2022, 79, 1949–1975. [Google Scholar] [CrossRef]
- Ferdous, W.; Manalo, A.; Van Erp, G.; Aravinthan, T.; Ghabraie, K. Evaluation of an innovative composite railway sleeper for a narrow-gauge track under static load. J. Compos. Constr. 2018, 22, 04017050. [Google Scholar] [CrossRef]
- Wang, J.; Dai, Q.; Guo, S.; Si, R. Mechanical and durability performance evaluation of crumb rubber-modified epoxy polymer concrete overlays. Constr. Build. Mater. 2019, 203, 469–480. [Google Scholar] [CrossRef]
- Maherzi, W.; Ennahal, I.; Benzerzour, M.; Mammindy-Pajany, Y.; Abriak, N.-E. Study of the polymer mortar based on dredged sediments and epoxy resin: Effect of the sediments on the behavior of the polymer mortar. Powder Technol. 2020, 361, 968–982. [Google Scholar] [CrossRef]
- Tofani, G.; de Nys, J.; Cornet, I.; Tavernier, S. Alternative filler recovery from paper waste stream. Waste Biomass Valorization 2021, 12, 503–514. [Google Scholar] [CrossRef]
- Wong, H.S.; Barakat, R.; Alhilali, A.; Saleh, M.; Cheeseman, C.R. Hydrophobic concrete using waste paper sludge ash. Cem. Concr. Res. 2015, 70, 9–20. [Google Scholar] [CrossRef]
- Yeon, J. Deformability of bisphenol A-type epoxy resin-based polymer concrete with different hardeners and fillers. Appl. Sci. 2020, 10, 1336. [Google Scholar] [CrossRef]
- Hodul, J.; Mészárosová, L.; Drochytka, R.; Struhárová, A. Polymer repair products containing fly ash contaminated by denitrification process. Constr. Build. Mater. 2021, 267, 120641. [Google Scholar] [CrossRef]
- Rajeshwar, B.; Yemam, D.M.; Jang, I.; Yi, C. The effects of sand washing waste and microwave curing on the dimensional stability of epoxy mortar. Constr. Build. Mater. 2020, 250, 118892. [Google Scholar] [CrossRef]
- Bărbuţă, M.; Harja, M.; Baran, I. Comparison of mechanical properties for polymer concrete with different types of filler. J. Mater. Civ. Eng. 2010, 22, 696–701. [Google Scholar] [CrossRef]
- Khalid, N.H.A.; Hussin, M.W.; Mirza, J.; Ariffin, N.F.; Ismail, M.A.; Lee, H.-S.; Mohamed, A.; Jaya, R.P. Palm oil fuel ash as potential green micro-filler in polymer concrete. Constr. Build. Mater. 2016, 102, 950–960. [Google Scholar] [CrossRef]
- Cholake, S.T.; Moran, G.; Joe, B.; Bai, Y.; Raman, R.S.; Zhao, X.; Rizkalla, S.; Bandyopadhyay, S. Improved Mode I fracture resistance of CFRP composites by reinforcing epoxy matrix with recycled short milled carbon fibre. Constr. Build. Mater. 2016, 111, 399–407. [Google Scholar] [CrossRef]
- Singh, G.; Kumar, H.; Singh, S. Performance evaluation-PET resin composite composed of red mud, fly ash and silica fume. Constr. Build. Mater. 2019, 214, 527–538. [Google Scholar] [CrossRef]
- Shen, Y.; Huang, J.; Ma, X.; Hao, F.; Lv, J. Experimental study on the free shrinkage of lightweight polymer concrete incorporating waste rubber powder and ceramsite. Compos. Struct. 2020, 242, 112152. [Google Scholar] [CrossRef]
- Lakhiar, M.T.; Bai, Y.; Wong, L.S.; Paul, S.C.; Anggraini, V.; Kong, S.Y. Mechanical and durability properties of epoxy mortar incorporating coal bottom ash as filler. Constr. Build. Mater. 2022, 315, 125677. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, G.; Wang, B.; Wu, M. Mechanical strengths and durability properties of pervious concretes with blended steel slag and natural aggregate. J. Clean. Prod. 2020, 271, 122590. [Google Scholar] [CrossRef]
- Li, L.; Huang, Z.; Tan, Y.; Kwan, A.; Chen, H. Recycling of marble dust as paste replacement for improving strength, microstructure and eco-friendliness of mortar. J. Clean. Prod. 2019, 210, 55–65. [Google Scholar] [CrossRef]
- Akovali, G. Plastic materials: Polyvinyl chloride (PVC). In Toxicity of Building Materials; Elsevier: Amsterdam, The Netherlands, 2012; pp. 23–53. [Google Scholar]
- Hossain, M.U.; Poon, C.S.; Lo, I.M.; Cheng, J.C. Comparative environmental evaluation of aggregate production from recycled waste materials and virgin sources by LCA. Resour. Conserv. Recycl. 2016, 109, 67–77. [Google Scholar] [CrossRef]
- Gobetti, A.; Cornacchia, G.; Ramorino, G.; Riboldi, A.; Depero, L.E. EAF slag as alternative filler for epoxy screeds, an example of green reuse. Sustain. Mater. Technol. 2021, 29, e00324. [Google Scholar] [CrossRef]
- Yemam, D.M.; Kim, B.-J.; Moon, J.-Y.; Yi, C. Mechanical properties of epoxy resin mortar with sand washing waste as filler. Materials 2017, 10, 246. [Google Scholar] [CrossRef] [PubMed]
- Hodul, J.; Mészárosová, L.; Drochytka, R. Recovery of industrial wastes as fillers in the epoxy thermosets for building application. Materials 2021, 14, 3490. [Google Scholar] [CrossRef] [PubMed]
- ASTM, A. C642-13; Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. ASTM International: West Conshohocken, PA, USA, 2013.
- Guzel, G.; Sivrikaya, O.; Deveci, H. The use of colemanite and ulexite as novel fillers in epoxy composites: Influences on thermal and physico-mechanical properties. Compos. Part B Eng. 2016, 100, 1–9. [Google Scholar] [CrossRef]
- Dębska, B.; Lichołai, L. The effect of the type of curing agent on selected properties of epoxy mortar modified with PET glycolisate. Constr. Build. Mater. 2016, 124, 11–19. [Google Scholar] [CrossRef]
- Bano, H.; Khan, M.I.; Kazmi, S.A. Structure and microstructure studies of epoxy coating after natural exposure testing. J. Chem. Soc. Pak. 2011, 33, 454. [Google Scholar]
- Ding, T.; Xiao, J.; Zou, S.; Wang, Y. Hardened properties of layered 3D printed concrete with recycled sand. Cem. Concr. Compos. 2020, 113, 103724. [Google Scholar] [CrossRef]
- Hwang, E.-H.; Ko, Y.S.; Kim, J.-M.; Hwang, T.-S. Mechanical/physical characteristics of polymer mortar recycled from rapid-chilled steel slag. J. Ind. Eng. Chem. 2009, 15, 628–634. [Google Scholar] [CrossRef]
- Dai, S.; Zhu, H.; Zhai, M.; Wu, Q.; Yin, Z.; Qian, H.; Hua, S. Stability of steel slag as fine aggregate and its application in 3D printing materials. Constr. Build. Mater. 2021, 299, 123938. [Google Scholar] [CrossRef]
- Alakbari, F.S.; Mohyaldinn, M.E.; Muhsan, A.S.; Hasan, N.; Ganat, T. Chemical sand consolidation: From polymers to nanoparticles. Polymers 2020, 12, 1069. [Google Scholar] [CrossRef]
- Farouk Ghazy, M. Optimization of recycled concrete aggregate geopolymer bricks by Taguchi Method. Rev. Construcción 2020, 19, 244–254. [Google Scholar] [CrossRef]
- Senhadji, Y.; Escadeillas, G.; Benosman, A.; Mouli, M.; Khelafi, H.; Ould Kaci, S. Effect of incorporating PVC waste as aggregate on the physical, mechanical, and chloride ion penetration behavior of concrete. J. Adhes. Sci. Technol. 2015, 29, 625–640. [Google Scholar] [CrossRef]
- Ouda, A.S.; Abdel-Gawwad, H.A. The effect of replacing sand by iron slag on physical, mechanical and radiological properties of cement mortar. HBRC J. 2017, 13, 255–261. [Google Scholar] [CrossRef]
- Barczewski, M.; Matykiewicz, D.; Sałasińska, K.; Kozicki, D.; Piasecki, A.; Skórczewska, K.; Lewandowski, K. Poly (vinyl chloride) powder as a low-cost flame retardant modifier for epoxy composites. Int. J. Polym. Anal. Charact. 2019, 24, 447–456. [Google Scholar] [CrossRef]
- Junak, J.; Sicakova, A. Concrete containing recycled concrete aggregate with modified surface. Procedia Eng. 2017, 180, 1284–1291. [Google Scholar] [CrossRef]
- Danish, A.; Mosaberpanah, M.A. Influence of cenospheres and fly ash on the mechanical and durability properties of high-performance cement mortar under different curing regimes. Constr. Build. Mater. 2021, 279, 122458. [Google Scholar] [CrossRef]
- Elsalamawy, M.; Mohamed, A.R.; Kamal, E.M. The role of relative humidity and cement type on carbonation resistance of concrete. Alex. Eng. J. 2019, 58, 1257–1264. [Google Scholar] [CrossRef]
- Abousnina, R.; Manalo, A.; Lokuge, W.; Zhang, Z. Effects of light crude oil contamination on the physical and mechanical properties of geopolymer cement mortar. Cem. Concr. Compos. 2018, 90, 136–149. [Google Scholar] [CrossRef]
- Zhang, X.; Zhao, S.; Liu, Z.; Wang, F. Utilization of steel slag in ultra-high performance concrete with enhanced eco-friendliness. Constr. Build. Mater. 2019, 214, 28–36. [Google Scholar] [CrossRef]
- Ul-Hamid, A.; Soufi, K.Y.; Al-Hadhrami, L.M.; Shemsi, A.M. Failure investigation of an underground low voltage XLPE insulated cable. Anti Corros. Methods Mater. 2015, 62, 281–287. [Google Scholar] [CrossRef]
- Hossiney, N.; Das, P.; Mohan, M.K.; George, J. In-plant production of bricks containing waste foundry sand—A study with Belgaum foundry industry. Case Stud. Constr. Mater. 2018, 9, e00170. [Google Scholar] [CrossRef]
- Saxena, N.; Kumar, S.; Mandal, A. Adsorption characteristics and kinetics of synthesized anionic surfactant and polymeric surfactant on sand surface for application in enhanced oil recovery. Asia Pac. J. Chem. Eng. 2018, 13, e2211. [Google Scholar] [CrossRef]
- Awad, A.; Abdellatif, M.H. Assessment of mechanical and physical properties of LDPE reinforced with marble dust. Compos. Part B Eng. 2019, 173, 106948. [Google Scholar] [CrossRef]
- Wu, Q.S.; Gu, H.X.; Yang, T.; Zhang, C.S.; Min, Z.A.; Wu, Y. Analysis of mechanical performance and microstructure of steel slag processed with accelerated carbonation. In Materials Science Forum; Trans Tech Publ.: Baech, Switzerland, 2019; pp. 1240–1251. [Google Scholar]
- Kamseu, E.; Kaze, C.R.; Fekoua, J.N.N.; Melo, U.C.; Rossignol, S.; Leonelli, C. Ferrisilicates formation during the geopolymerization of natural Fe-rich aluminosilicate precursors. Mater. Chem. Phys. 2020, 240, 122062. [Google Scholar] [CrossRef]
- Liu, M.; Hong, S.; Wang, Y.; Zhang, J.; Hou, D.; Dong, B. Compositions and microstructures of hardened cement paste with carbonation curing and further water curing. Constr. Build. Mater. 2021, 267, 121724. [Google Scholar] [CrossRef]
- Saedi, S.; Shokri, M.; Priyadarshi, R.; Rhim, J.-W. Silver ion loaded 3-aminopropyl trimethoxysilane-modified Fe3O4 nanoparticles for the fabrication of carrageenan-based active packaging films. Colloids Surf. B Biointerfaces 2021, 208, 112085. [Google Scholar] [CrossRef] [PubMed]
- Aboshia, A.M.A.; Rahmat, R.A.; Zain, M.F.M.; Ismail, A. Enhancing mortar strengths by ternary geopolymer binder of metakaolin, slag, and palm ash. Int. J. Build. Pathol. Adapt. 2017, 35, 438–455. [Google Scholar] [CrossRef]
- Ismail, H.; Munusamy, Y. Polyvinyl chloride/organoclay nanocomposites: Effects of filler loading and maleic anhydride. J. Reinf. Plast. Compos. 2007, 26, 1681–1694. [Google Scholar] [CrossRef]
- Varadharajan, S.; Jaiswal, A.; Verma, S. Assessment of mechanical properties and environmental benefits of using rice husk ash and marble dust in concrete. In Structures; Elsevier: Amsterdam, The Netherlands, 2020; pp. 389–406. [Google Scholar]
- Ruiz-Sánchez, A.; Sánchez-Polo, M.; Rozalen, M. Waste marble dust: An interesting residue to produce cement. Constr. Build. Mater. 2019, 224, 99–108. [Google Scholar] [CrossRef]
- Zhao, L.; Li, Y.; Zhang, L.; Cang, D. Effects of CaO and Fe2O3 on the microstructure and mechanical properties of SiO2–CaO–MgO–Fe2O3 ceramics from steel slag. ISIJ Int. 2017, 57, 15–22. [Google Scholar] [CrossRef]
- Meftah, N.; Mahboub, M.S. Spectroscopic characterizations of sand dunes minerals of El-Oued (Northeast Algerian Sahara) by FTIR, XRF and XRD analyses. Silicon 2020, 12, 147–153. [Google Scholar] [CrossRef]
- Yucel, H.E. Frost resistance of layered concrete systems incorporating ECC as overlay materials. Adv. Concr. Constr. 2021, 12, 227–241. [Google Scholar]
- Zhao, Z.; Wang, J.; Wang, J.; Chen, K.; Zhang, B.; Chen, Q.; Guo, P.; Wang, X.; Liu, F.; Huo, S. Facile fabrication of single-component flame-retardant epoxy resin with rapid curing capacity and satisfied thermal resistance. React. Funct. Polym. 2022, 170, 105103. [Google Scholar] [CrossRef]
- Garg, R.; Garg, R.; Bansal, M.; Aggarwal, Y. Experimental study on strength and microstructure of mortar in presence of micro and nano-silica. Mater. Today Proc. 2021, 43, 769–777. [Google Scholar] [CrossRef]
- Raju, M.K.; Rao, R.P.; Vijayan, N.; Azeem, P.A. A novel orange-red Sm3+-doped CaSiO3 nanostructured phosphor derived from agro food waste materials for white light applications. Ceram. Int. 2021, 47, 26704–26711. [Google Scholar] [CrossRef]
- Kothari, A.; Rajczakowska, M.; Buasiri, T.; Habermehl-Cwirzen, K.; Cwirzen, A. Eco-UHPC as Repair Material—Bond Strength, Interfacial Transition Zone and Effects of Formwork Type. Materials 2020, 13, 5778. [Google Scholar] [CrossRef] [PubMed]
- Singh, G.; Madan, S. An Experimental investigation on utilizations of Marble Dust as partial replacement of Cement in Concrete. Micron 2018, 40, 59-7. [Google Scholar]
- Liu, J.; Wang, D. Influence of steel slag-silica fume composite mineral admixture on the properties of concrete. Powder Technol. 2017, 320, 230–238. [Google Scholar] [CrossRef]
- Dai, S.; Zhu, H.; Zhang, D.; Liu, Z.; Cheng, S.; Zhao, J. Insights to compressive strength, impermeability and microstructure of micro-expansion steel slag cement under constraint conditions. Constr. Build. Mater. 2022, 326, 126540. [Google Scholar] [CrossRef]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).