
Joule Heating and Arc-Fault-Induced Electrical Fires for Commercial-Grade Copper and Brass in Low-Voltage Electrical Systems


Abstract
:1. Introduction
Glowing Condition and Arc Fault
2. Previous Work by Other Researchers
3. Characteristic of Glowing Connections and Arc Faults
Producing Low-Voltage Arc Faults
- The atmosphere must contain oxygen so that the copper-based material can be oxidized.
- The conductor material should be of a type that has a high melting point and that behaves as an electrical insulator after it has been oxidized.
- The two electrical conductors must have a poor contact spot so as to increase contact resistance [19] and Sharvin resistance, thus creating the Joule heating effect.
- The electrical current passing through the contact spot should not be higher than the current capacity of the oxide or the contact spot, and it should not be lower than the threshold where electrical discharge becomes impossible for certain gap distances between the conductors.
4. Experiment Configuration
Experiment Samples and Current Source
5. Arcing Characteristics
5.1. Characteristics of the Waveform for the Glowing Connection
5.2. Relation to Temperature
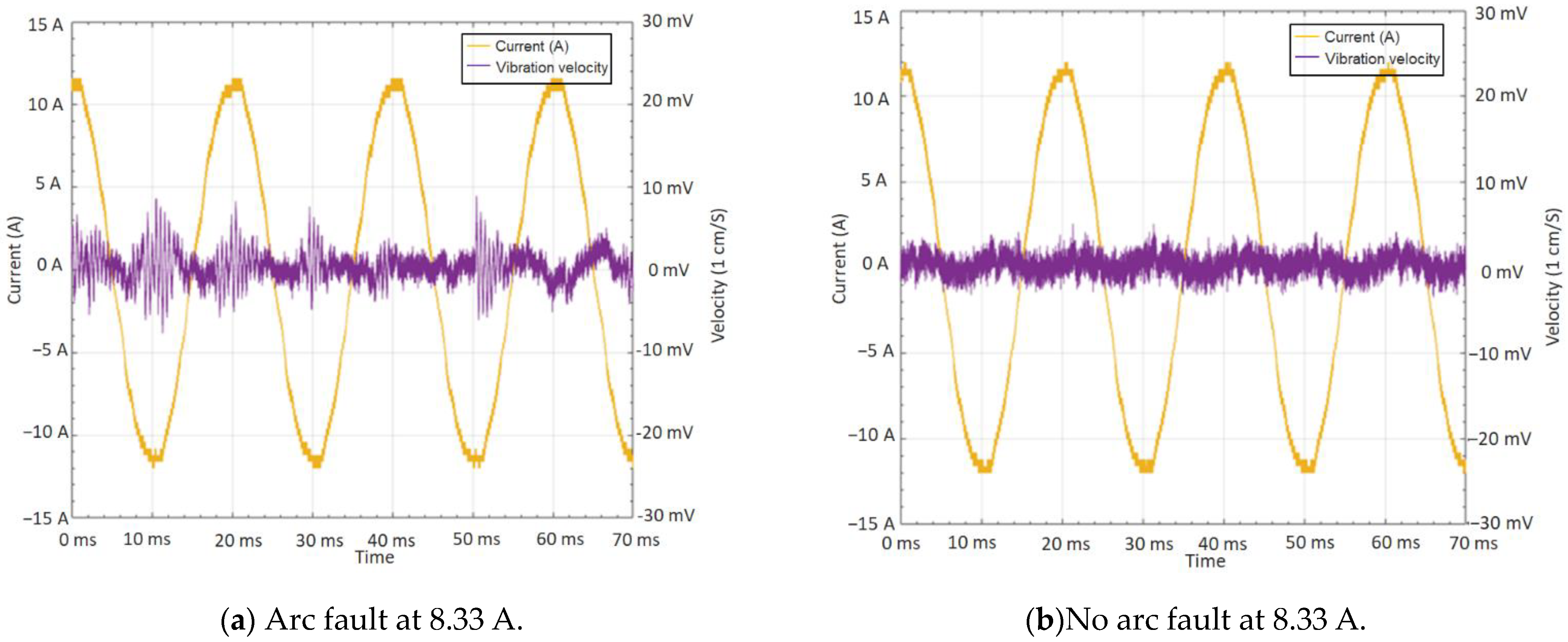
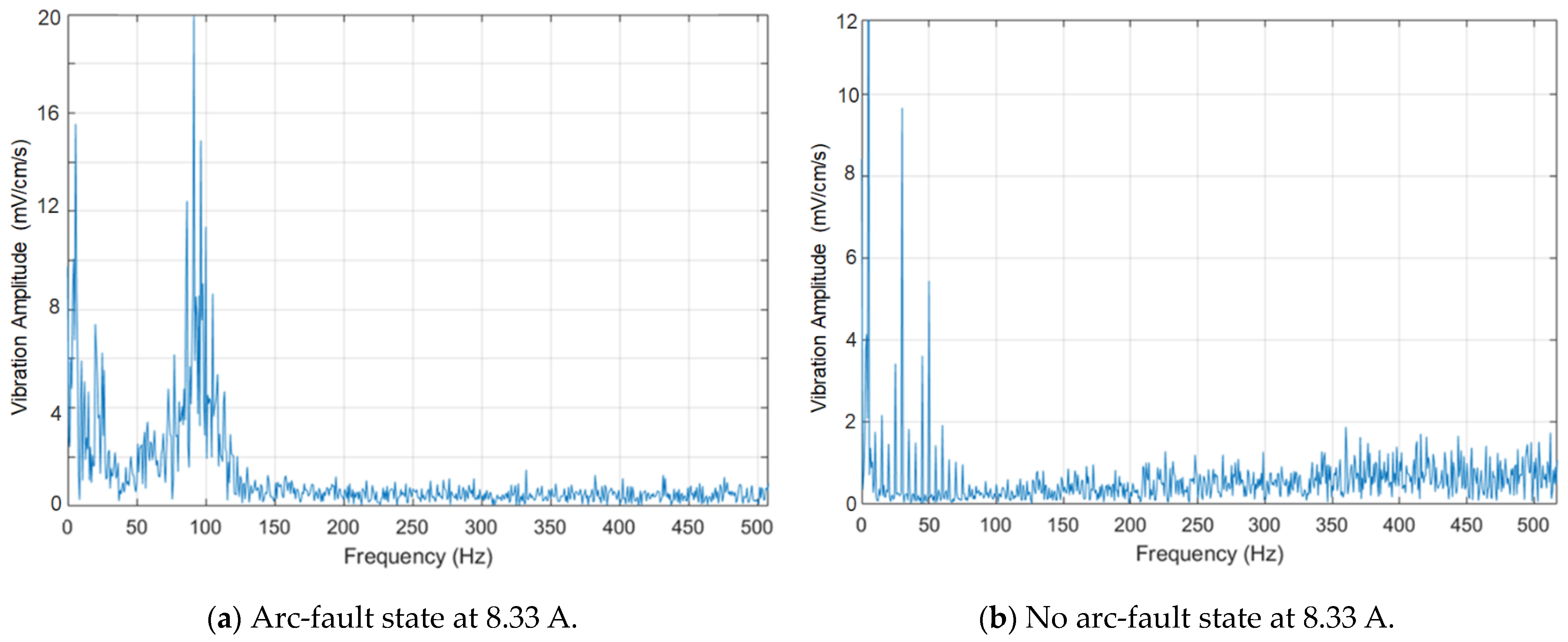
5.3. Arcing Vibration
6. Discussion
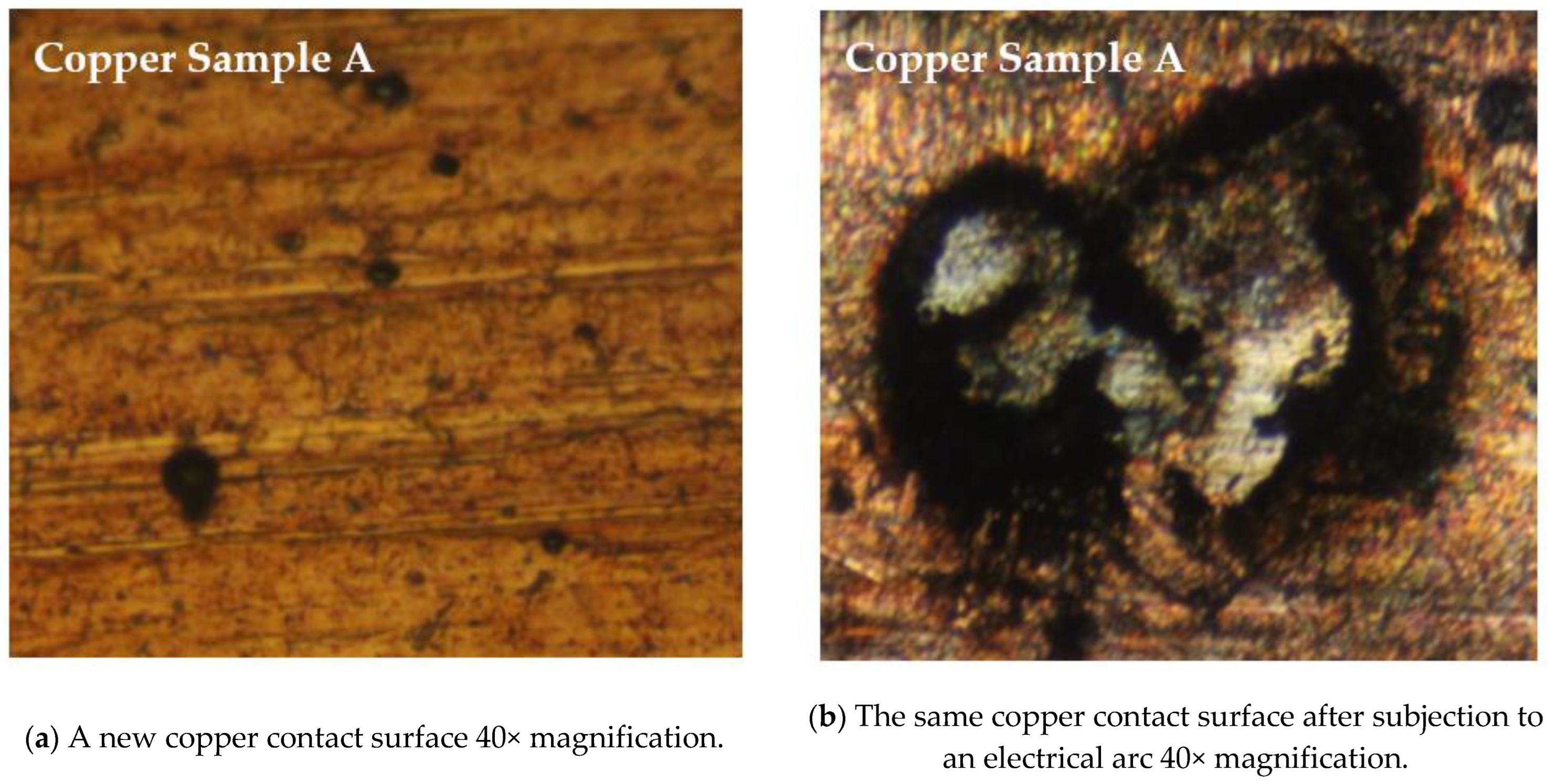
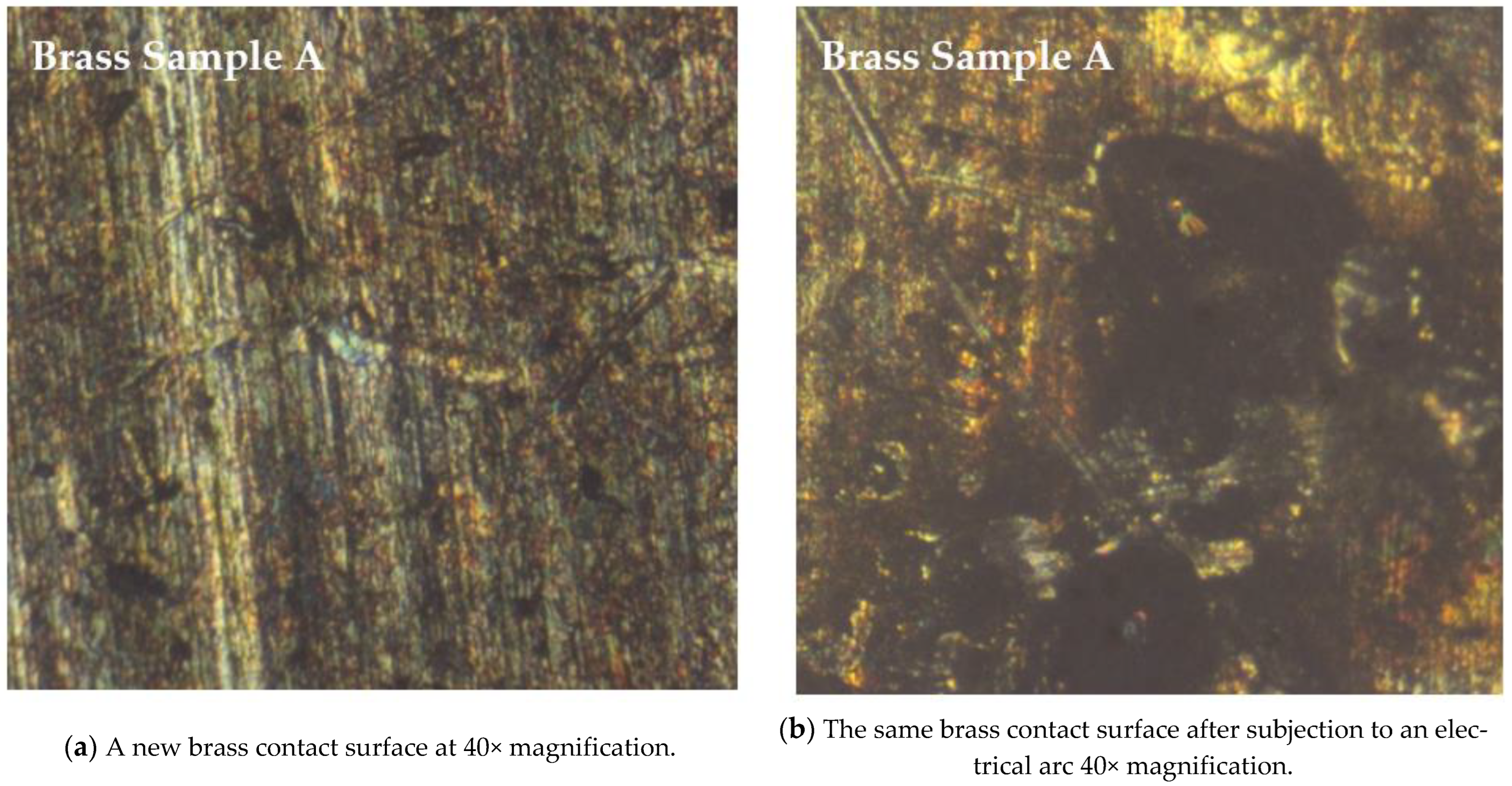
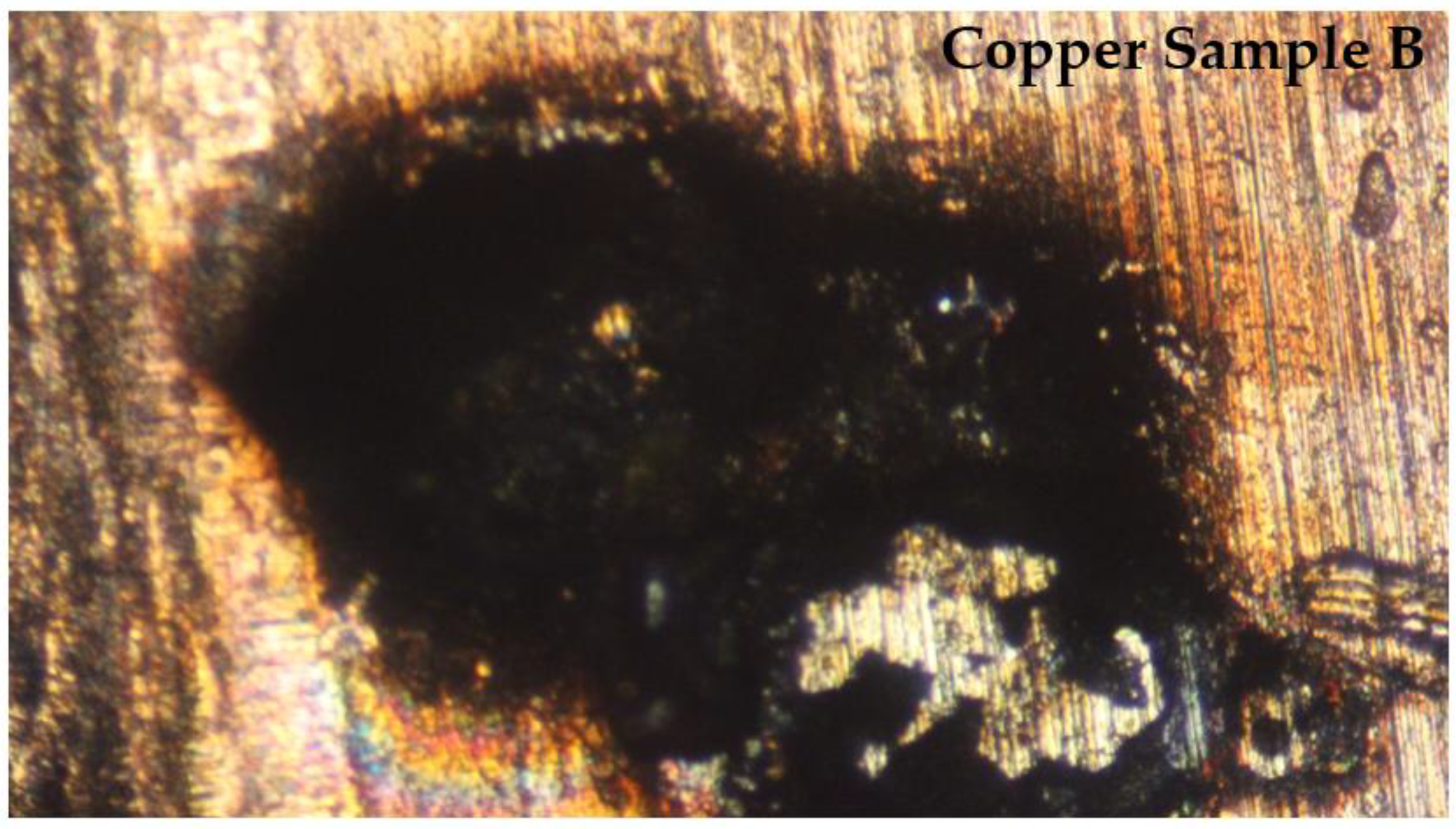
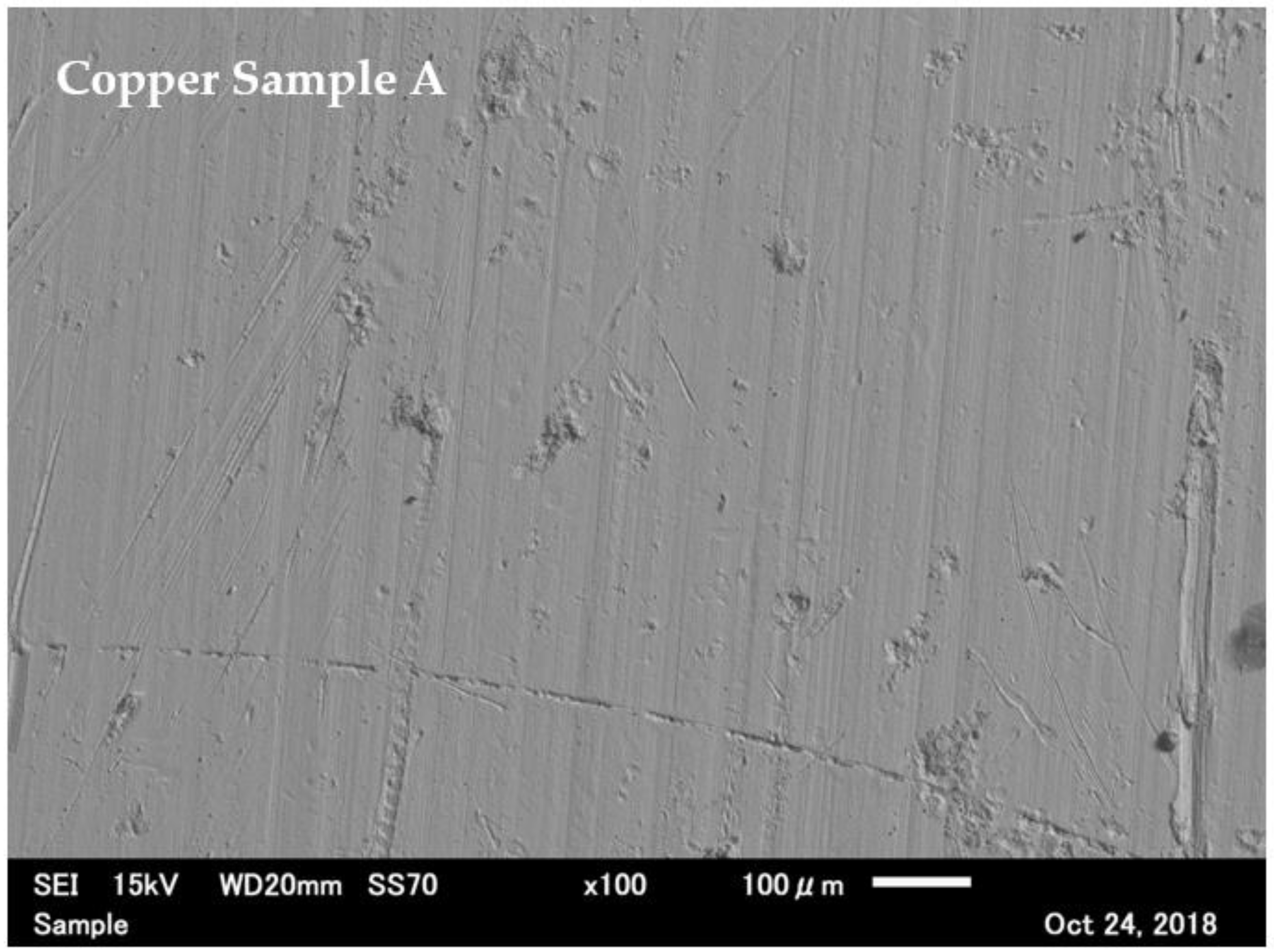
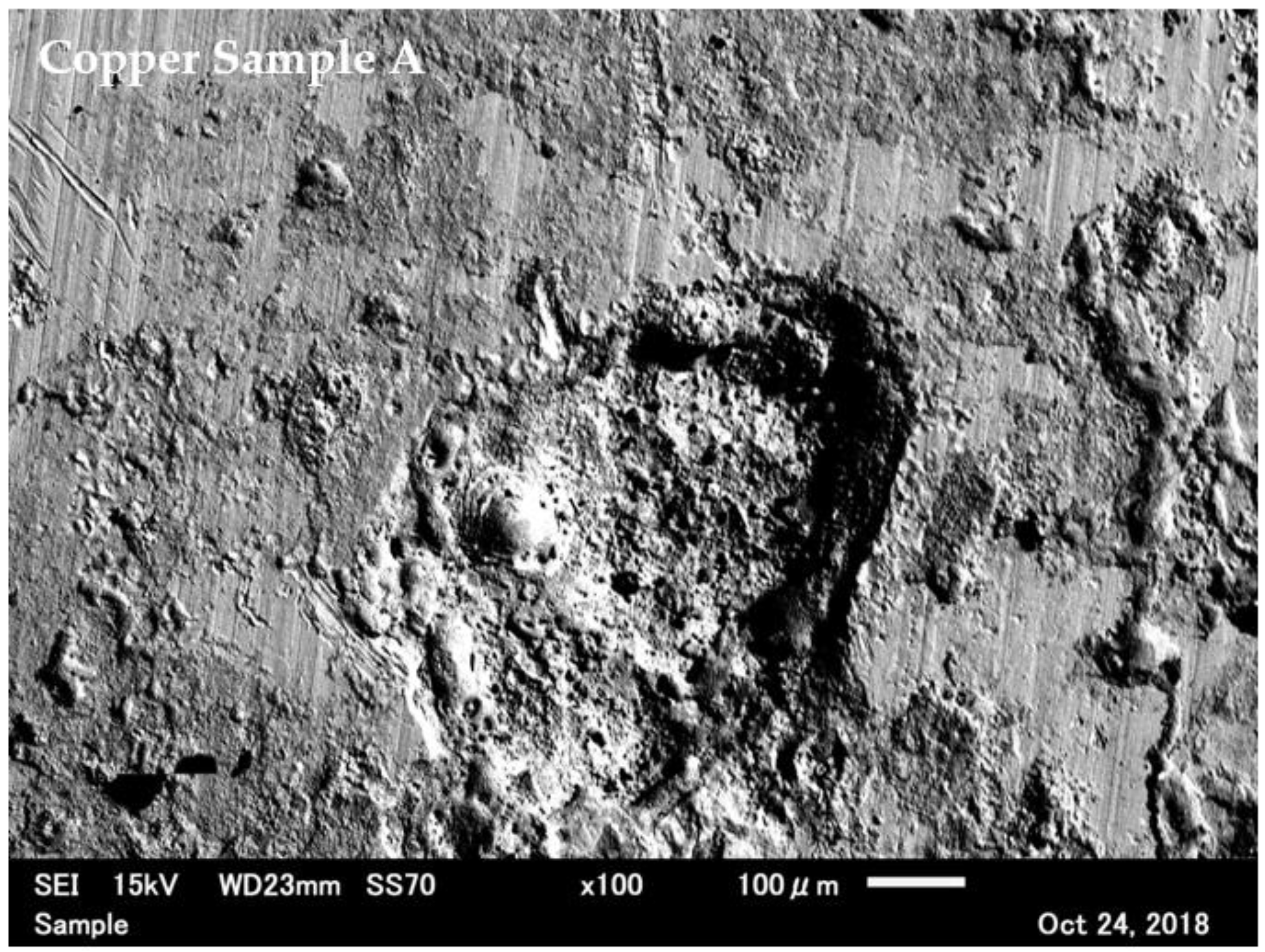
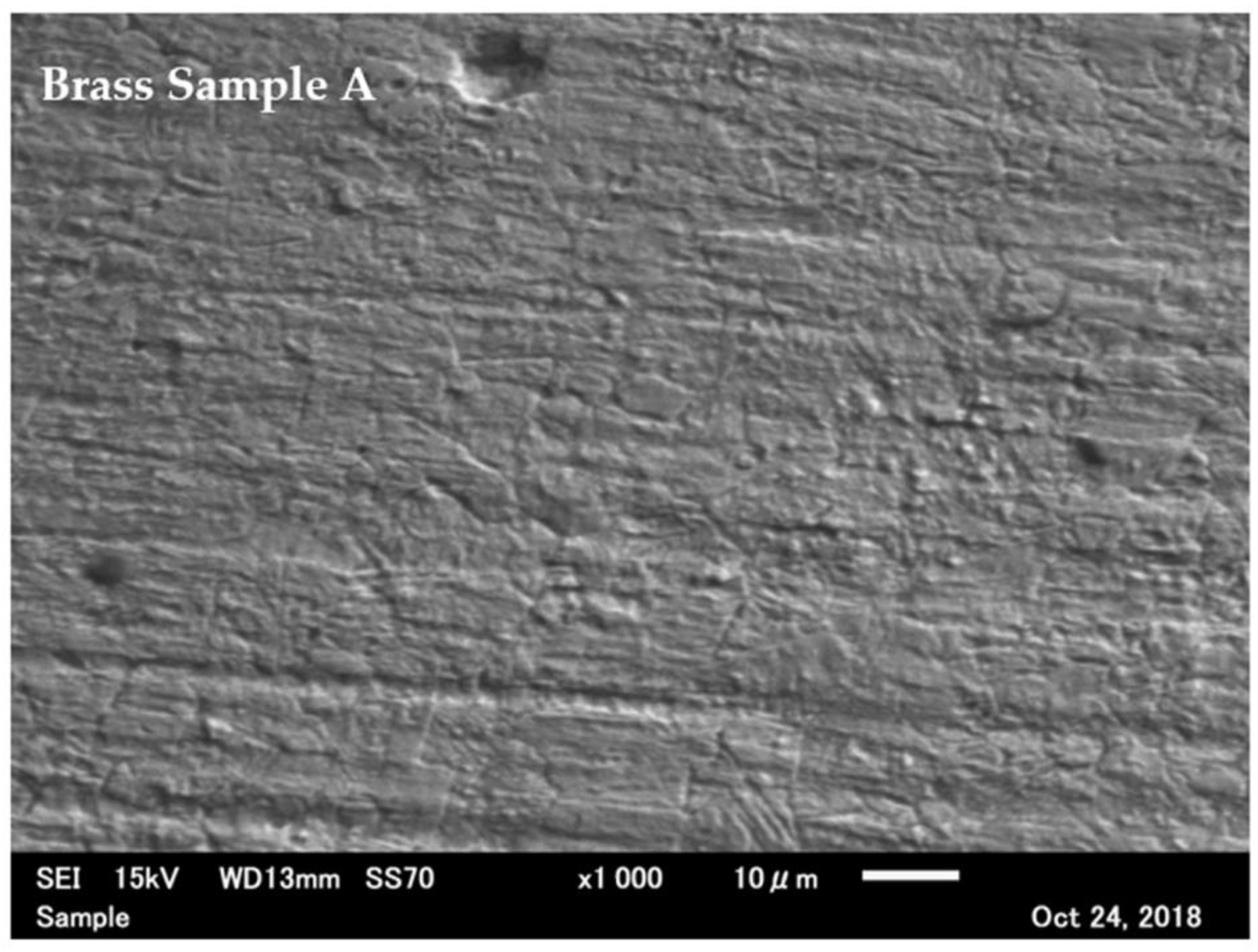
6.1. Contact Surface Inspection
6.2. Formation of Copper Oxides
6.3. Mechanism behind Glowing Connections and Arc Faults
- An initial electrical discharge produces small patches of insulating oxides.
- A repeated discharge in the same location, such as what is caused when a plug is repeatedly removed from and reinserted into a socket during normal use, increases the area of the oxide patches.
- Once the insulating patches, or the bulge, on the surface have increased to the point where the contact area is exhibiting overcurrent, the process will begin to produce heat through the Joule heating effect. At this stage, the process can be classified based on two main hazards. The first hazard occurs when there is no movement (insertion and reinsertion) of the plug. In this case, residual heat accumulates to the point where oxides can be created from the dissipation heat alone. The second hazard occurs when the contact surface moves so that it is no longer firmly connected, resulting in a vibration being created from the poor contact surface. This can induce a continuous electrical discharge that then greatly increases the temperature of the affected area, to the point where copper is able to oxidize with the atmosphere. Even if the contact area has already formed an oxide bridge, current can still pass through normally. This current flow, however, is not efficient. A small perturbation near the contact point by the operator or the environment can create a small initial spark that could then increase the temperature of the oxide patch near the affected area. If the spark is energetic enough, it can increase the temperature of the patch to the point where the oxide behaves as a semiconductor. A glowing connection or arc fault may then be initiated.
- In a lower-current setting, a glowing connection can continue so long as there is current being provided and the resistance from the oxide bridge is not high enough to block the current flow. In a high-current setting, a glowing connection can be extremely energetic, so much so that it could melt off part of the oxide bridge. This could potentially split the bridge into two parts. In this case, the current flow stops. On the other hand, in the case where the oxide bridge grows to such a size where it cannot easily melt and break the contact, it will continuously leech copper from both contact surfaces and grow further still. Eventually, a certain size is reached such that the arc fault stops completely, and the glowing connection takes full effect.
- Once the glowing contact area has been de-energized, the oxide bridge cools down to the point where the copper oxide behaves as an insulator. In this case, the contact surface does not pass any current. If the contact area has a small oxide bridge or a patch of conducting surface, then the contact area with the oxide bridge is able to pass current. The temperature of the small patch of conductive surface may increase due to overcurrent. If the temperature rises to the point where the majority of the oxide bridge changes its state back into a semiconducting phase, then the glowing connection will revert back to the state in step 3. The cycle will continue until the oxide bridge is broken or it is too large to pass current when the circuit is de-energized.
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tokyo Fire Department: Cases of Fire Incidents. Available online: https://www.tfd.metro.tokyo.lg.jp/hp-cyousaka/kasaijittai/r02/data/R2_AllKasaiWeb.pdf (accessed on 12 January 2021). (In Japanese).
- Tokyo Fire Department: Condition of Fire Incidents. Available online: https://www.tfd.metro.tokyo.lg.jp/saigai/toukei/r02/d1/gaiyo.pdf (accessed on 12 January 2021). (In Japanese).
- Martel, J.M. Series Arc Faults in Low-Voltage AC Electrical Installations. Ph.D. Thesis, Technische Universitat Ilmenau, Ilmenau, Germany, 2018. [Google Scholar]
- Meese, W.J.; Beausoliel, R.W. Exploratory Study of Glowing Electrical Connections; NBS BUILDING SCIENCE SERIES 103; National Bureau of Standards U.S. Department of Commerce: Washington, DC, USA, 1977. [Google Scholar]
- Hagimoto, Y.; Kinoshita, K.; Hagiwara, T. Phenomenon of glow at the electrical contacts of copper wires. Natl. Res. Inst. Police Sci. Rep. 1988, 41, 30–37. [Google Scholar]
- Hagimoto, Y.; Kinoshita, K.; Hagiwara, T. Glowing Phenomenon at the Contact of Different Kind of Metals. Summary of Annual Meeting of Japan Society for Safety Engineering. Available online: http://www.tcforensic.com.au/docs/japan/japanall.pdf (accessed on 12 January 2021).
- Shea, J.J. Glowing Contact Physics. In Proceedings of the 52nd IEEE Holm Conference on Electrical Contacts, Montreal, QC, Canada, 25–27 September 2006. [Google Scholar]
- Urbas, J. Glowing Connection Experiments with Alternating Currents Below 1 Arms. IEEE Trans. Compon. Packag. Manuf. Technol. 2010, 33, 777–783. [Google Scholar] [CrossRef]
- Slade, P.G. Electrical Contacts: Principles and Applications, 2nd ed.; CRC Press, Taylor & Francis Group LLC.: Boca Raton, FL, USA, 2014; pp. 79–83. [Google Scholar]
- Caven, R.W.; Jalali, J. Predicting the contact resistance distribution of electrical contacts by modeling the contact interface. In Proceedings of the 37th IEEE HOLM Conference on Electrical Contacts, Chicago, IL, USA, 6–9 October 1991. [Google Scholar]
- Timsit, R.S. Electrical conduction through small contact spots. In Proceedings of the 50th IEEE Holm Conference on Electrical Contacts and the 22nd International Conference on Electrical Contacts Electrical Contacts, Seattle, WA, USA, 23 September 2004. [Google Scholar]
- Sritriai, E.; Kittiratsatcha, S.; Polmai, S. Low Voltage Series Arc Fault Detection Using Rogowski Coil. In Proceedings of the International Conference on Engineering, Applied Sciences and Technology, Phuket, Thailand, 4–7 July 2018. [Google Scholar]
- Li, S.; Yan, Y. Fault Arc Detection Based on Time and Frequency Domain Analysis and Radom Forest. In Proceedings of the International Conference on Computer Network, Electronic and Automation, Xi’an, China, 24–26 September 2021; pp. 248–252. [Google Scholar]
- Ming, Z.; Tian, Y.; Zhang, F. Design of arc fault detection system based on CAN bus. In Proceedings of the International Conference on Applied Superconductivity and Electromagnetic Devices, Chengdu, China, 25–27 September 2009; pp. 308–311. [Google Scholar]
- Shea, J.J. Glowing connections in DC circuits. In Proceedings of the IEEE Holm Conference on Electrical Contacts, Denver, CO, USA, 10–13 September 2017; pp. 264–274. [Google Scholar]
- Shea, J.J.; Zhou, X. Material Effect on Glowing Contact Properties. IEEE Trans. Compon. Packag. Technol. 2009, 32, 90–97. [Google Scholar] [CrossRef]
- Ettling, B.V. Glowing Connections. Fire Technol. 1982, 18, 344–349. [Google Scholar] [CrossRef]
- Sletbak, I.; Kristensen, R.; Sundklakk, H.; Navik, G.; Runde, M. Glowing contact areas in loose copper wire connections. In Proceedings of the 37th IEEE HOLM Conference on Electrical Contacts, Chicago, IL, USA, 6–9 October 1991. [Google Scholar]
- Iliuţă, C. Experimental research on electrical resistance of microcontacts. DOCT-US 2011, 3, 30. [Google Scholar]
- Abbaoui, M.; Lefort, A.; Sallais, D.; Jemaa, N.B. Theoretical and experimental determination of erosion rate due to arcing in electrical contacts. In Proceedings of the 52nd IEEE Holm Conference on Electrical Contacts, Montreal, QC, Canada, 25–27 September 2006. [Google Scholar]
- Mcbride, J.W. The volumetric erosion of electrical contacts. IEEE Trans. Compon. Packag. Technol. 2000, 23, 211–221. [Google Scholar] [CrossRef] [Green Version]
- Wakatsuki, N.; Watanabe, T. Electric Characteristics and Contact Area Features of Melting when Making and Breaking Contacts. In Proceedings of the IEEE 61st Holm Conference, San Diego, CA, USA, 11–14 October 2015. [Google Scholar]
- Song, J.; Koch, C. Wear Patterns and Lifetime of Electric Contacts. In Proceedings of the 54th IEEE Holm Conference on Electrical Contacts, Orlando, FL, USA, 27–29 October 2008. [Google Scholar]
- Anderson, J.S.; Greenwood, N.N. The Semiconducting Properties of Cuprous Oxide. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1952, 215, 353–370. [Google Scholar]
- Ogwu, A.A.; Darmal, T.H.; Bouquerel, E. Electrical resistivity of copper oxide thin films prepared by reactive magnetron sputtering. J. Achiev. Mater. Manuf. Eng. 2007, 24, 172–177. [Google Scholar]
- Rahnama, A.; Gharagozlou, M. Preparation and properties of semiconductor CuO nanoparticles via a simple precipitation method at different reaction temperatures. Opt. Quant. Electron. 2012, 44, 313–322. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment No. (Cu-Cu Discharge) | Temperature Range in Degrees Celsius | Resistance Values in Ohms |
|---|---|---|
| Sample 1 | 21 °C–122 °C–238 °C–520 °C | ∞–124 kΩ–16 kΩ–530 Ω |
| Sample 2 | 21 °C–131 °C–226 °C–520 °C | ∞–135 kΩ–26 kΩ–744 Ω |
| Sample 3 | 21 °C–135 °C–231 °C–520 °C | ∞–150 kΩ–16 kΩ–631 Ω |
| Sample 4 | 21 °C–146 °C–230 °C–520 °C | ∞–141 kΩ–19 kΩ–253 Ω |
| Sample 5 | 21 °C–126 °C–217 °C–520 °C | ∞–133 kΩ–24 kΩ–342 Ω |
| Sample 6 | 21 °C–119 °C–257 °C–520 °C | ∞–129 kΩ–29 kΩ–122 Ω |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wangwiwattana, S.; Yoshikazu, K. Joule Heating and Arc-Fault-Induced Electrical Fires for Commercial-Grade Copper and Brass in Low-Voltage Electrical Systems. Appl. Sci. 2022, 12, 4710. https://doi.org/10.3390/app12094710
Wangwiwattana S, Yoshikazu K. Joule Heating and Arc-Fault-Induced Electrical Fires for Commercial-Grade Copper and Brass in Low-Voltage Electrical Systems. Applied Sciences. 2022; 12(9):4710. https://doi.org/10.3390/app12094710
Chicago/Turabian StyleWangwiwattana, Sittichai, and Koike Yoshikazu. 2022. "Joule Heating and Arc-Fault-Induced Electrical Fires for Commercial-Grade Copper and Brass in Low-Voltage Electrical Systems" Applied Sciences 12, no. 9: 4710. https://doi.org/10.3390/app12094710
APA StyleWangwiwattana, S., & Yoshikazu, K. (2022). Joule Heating and Arc-Fault-Induced Electrical Fires for Commercial-Grade Copper and Brass in Low-Voltage Electrical Systems. Applied Sciences, 12(9), 4710. https://doi.org/10.3390/app12094710