
Recycling of Wastes Deriving from the Production of Epoxy-Carbon Fiber Composites in the Production of Polymer Composites


Abstract
:1. Introduction
2. Materials and Tests
2.1. Materials
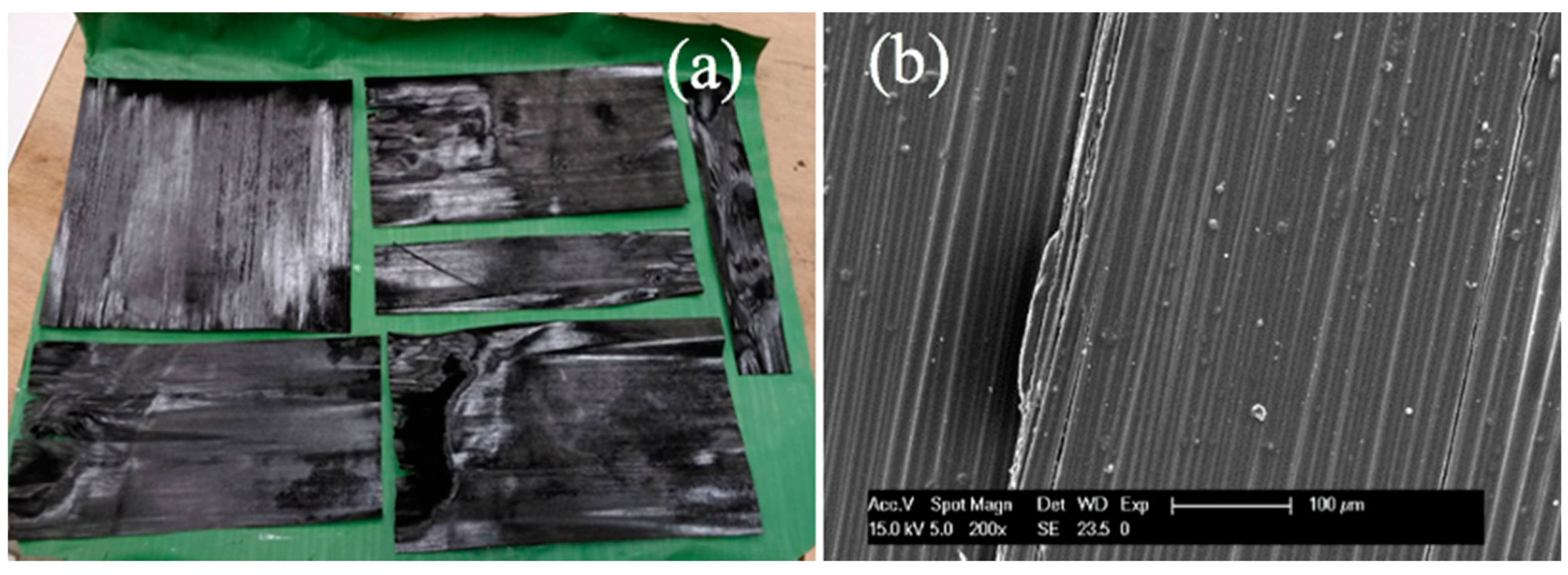
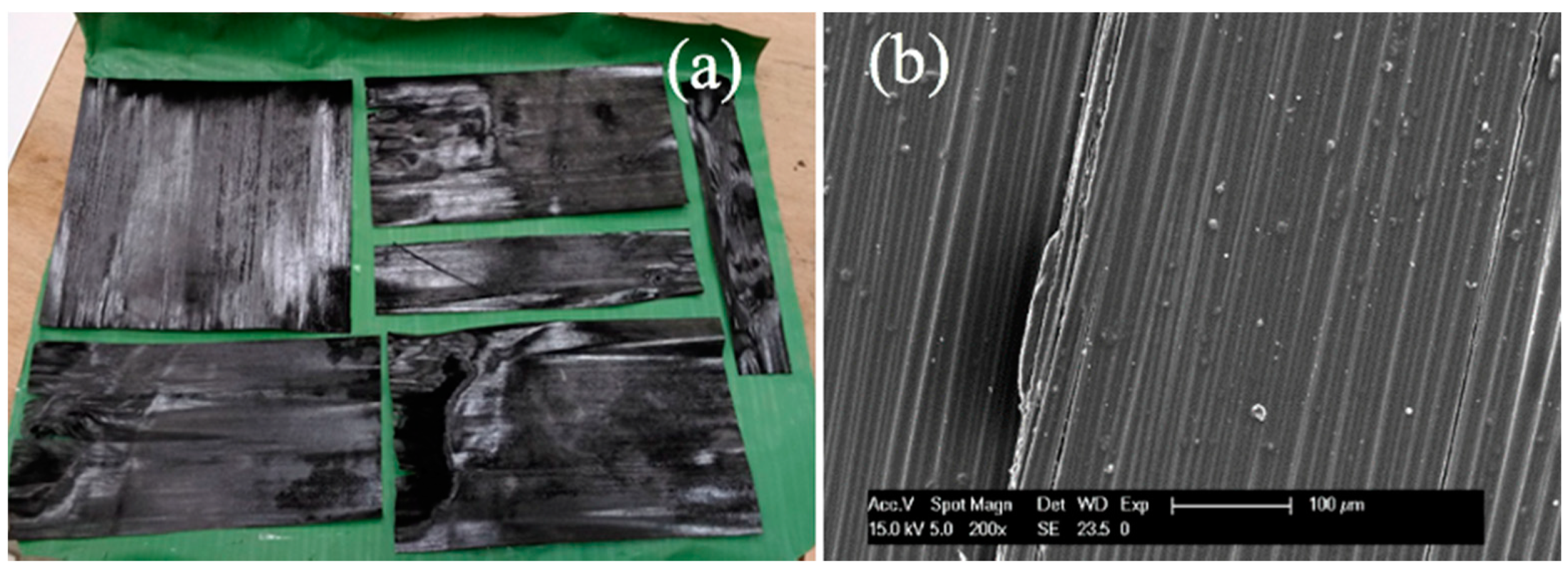
2.1.1. Waste Epoxy Impregnated Carbon Fibers
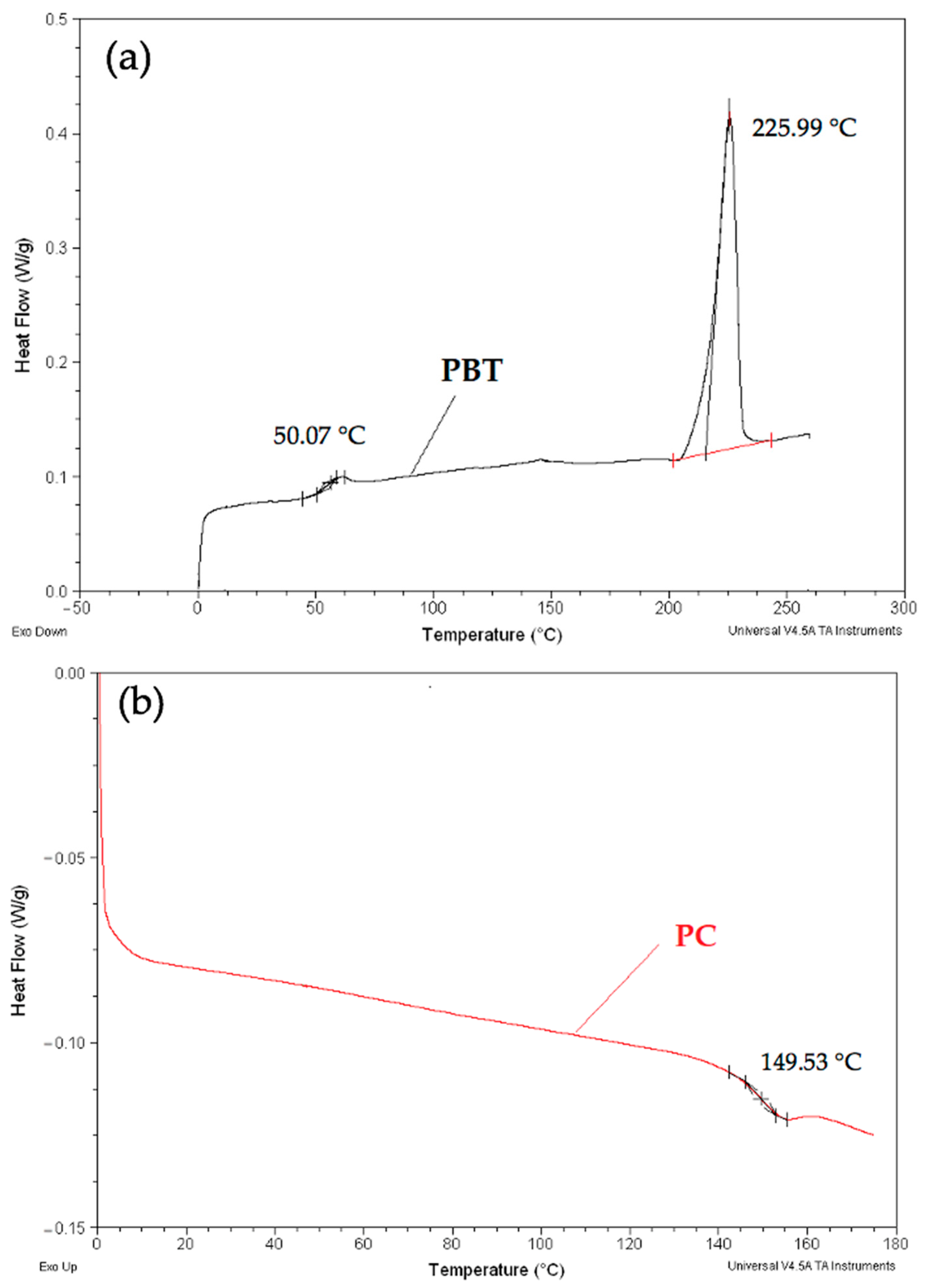
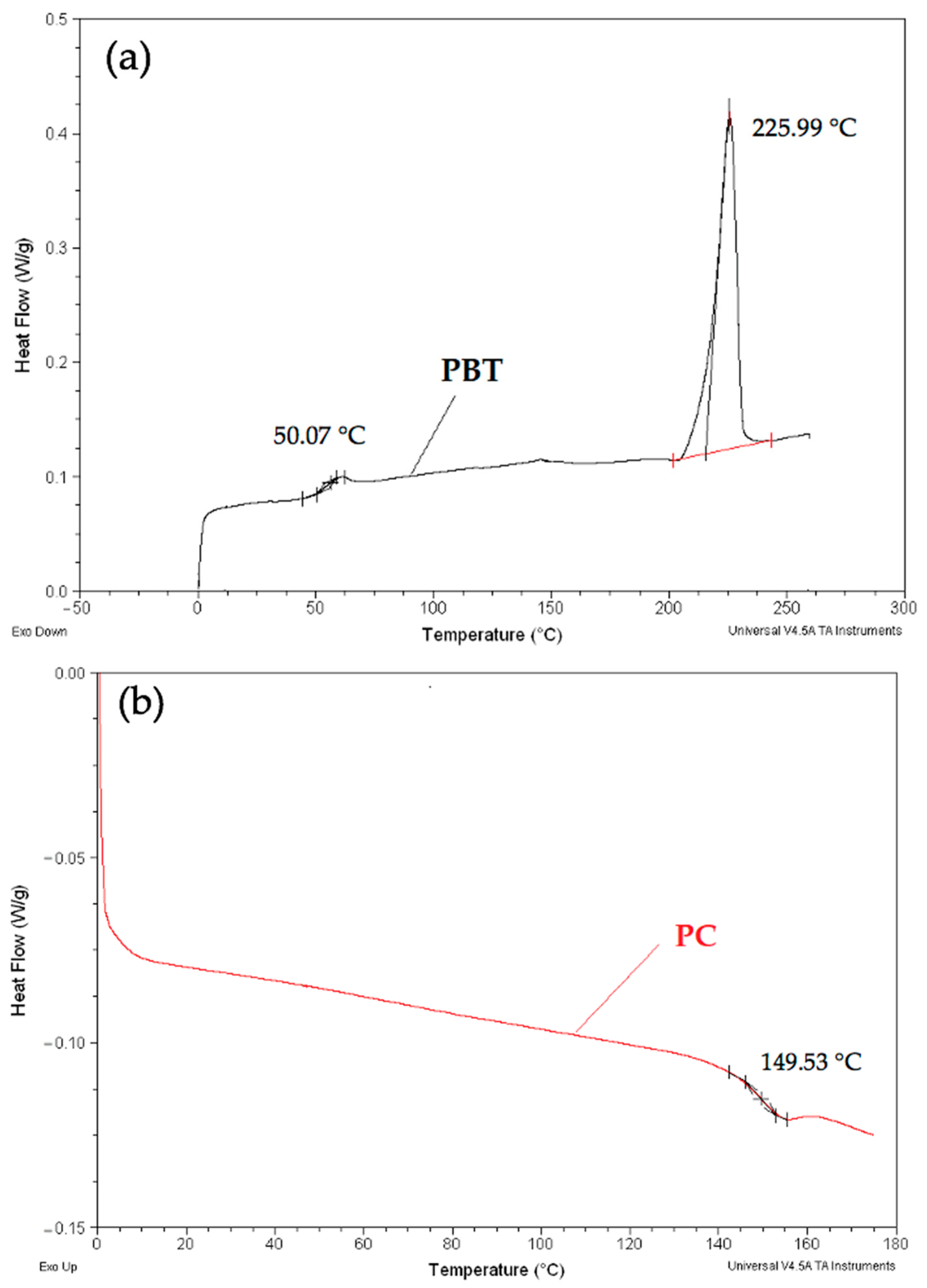
2.1.2. Matrix and Coupling Polymer
2.2. Mixing Procedures and Compositions
2.3. Characterization
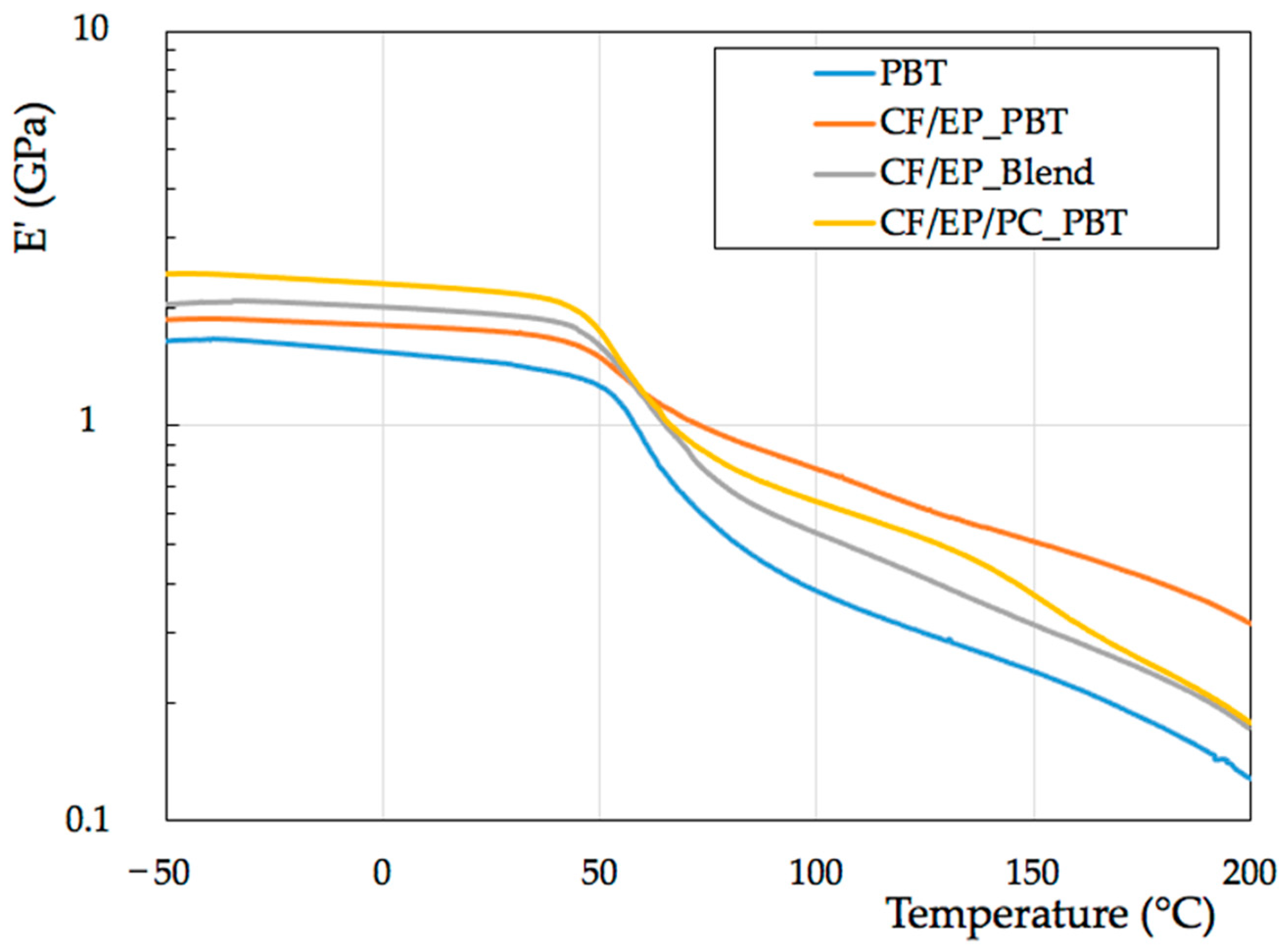
2.3.1. Mechanical Tests
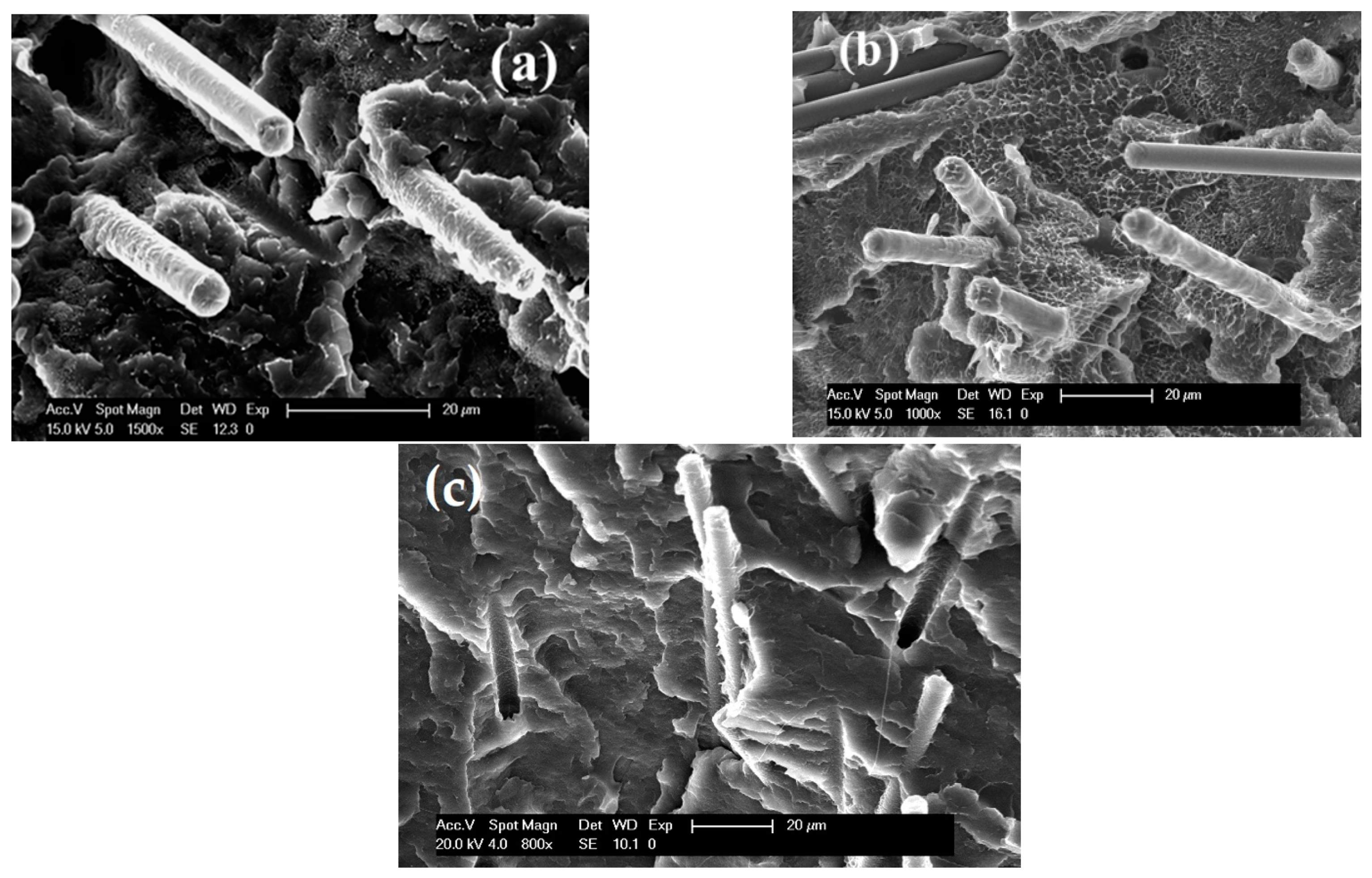
2.3.2. Microstructure
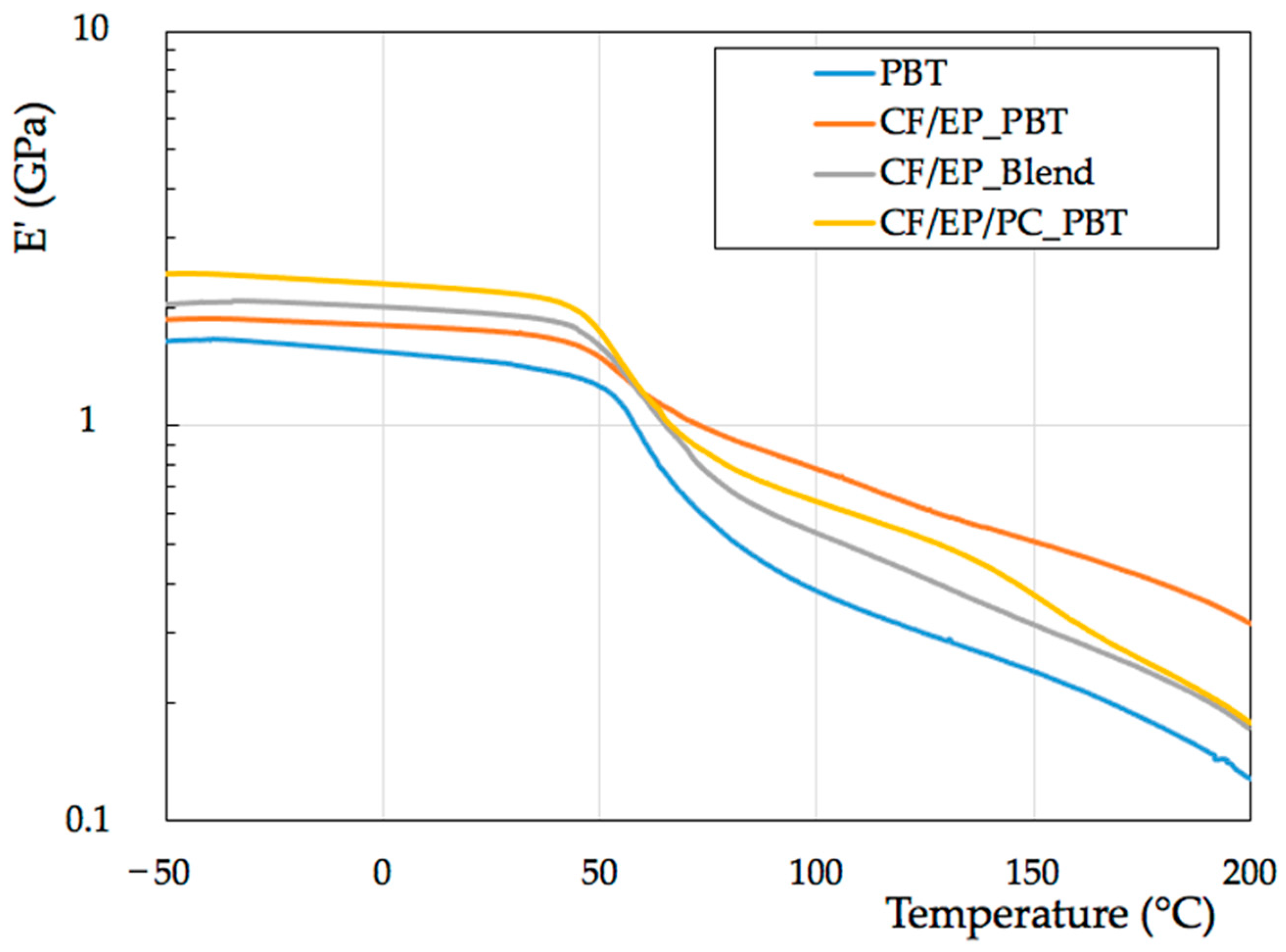
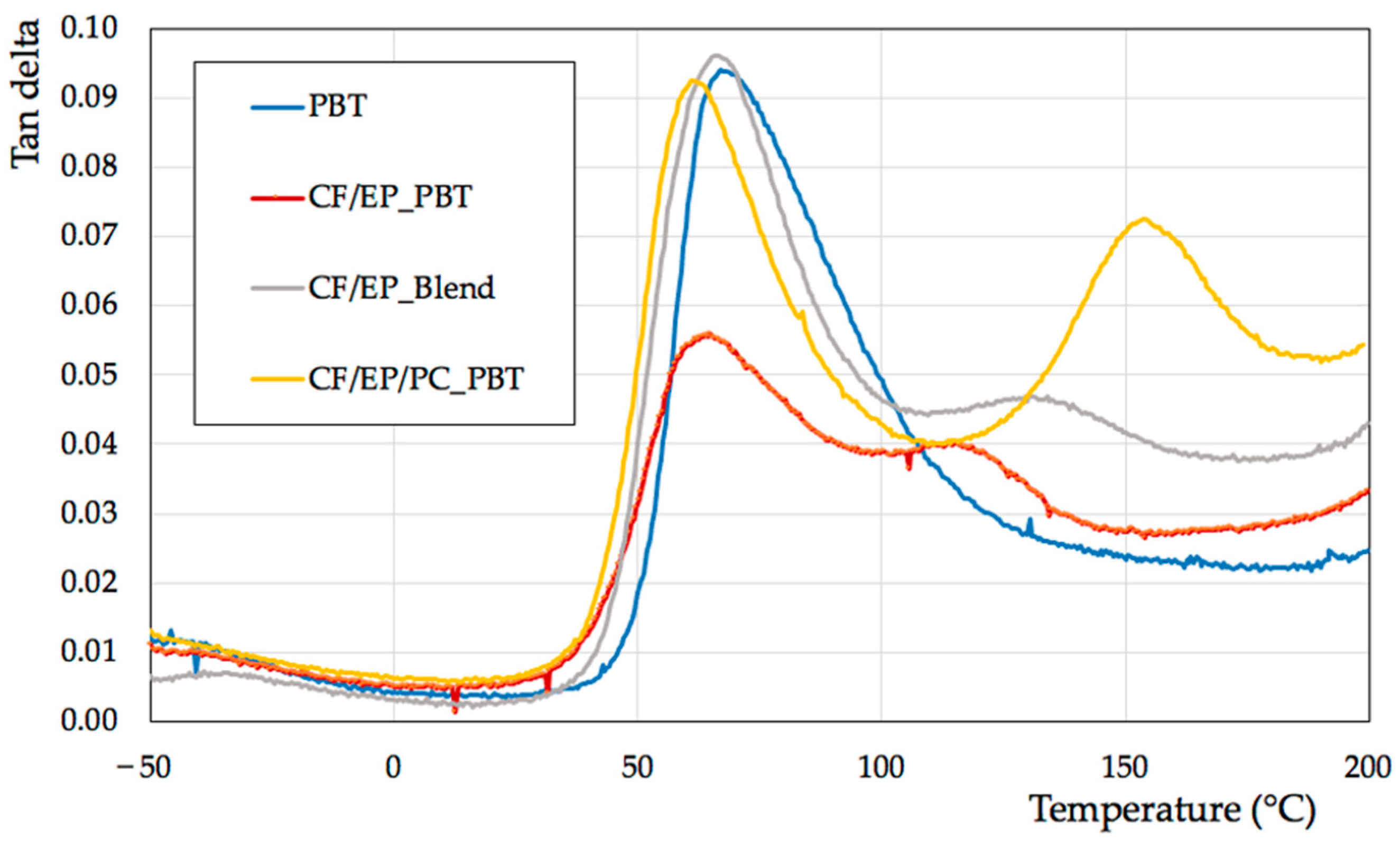
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Witik, R.A.; Teuscher, R.; Michaud, V.; Ludwig, C.; Månson, J.A.E. Carbon fibre reinforced composite waste: An environmental assessment of recycling, energy recovery and landfilling. Comp. Part A Appl. S 2013, 49, 89–99. [Google Scholar] [CrossRef]
- Scaffaro, R.; Di Bartolo, A.; Dintcheva, N. Matrix and filler recycling of carbon and glass fiber-reinforced polymer composites: A review. Polymers 2021, 13, 3817. [Google Scholar] [CrossRef]
- Howarth, J.; Mareddy, S.S.R.; Mativenga, P.T. Energy intensity and environmental analysis of mechanical recycling of carbon fibre composite. J. Clean Prod. 2014, 81, 46–50. [Google Scholar] [CrossRef]
- Butenegro, J.A.; Bahrami, M.; Abenojar, J.; Martínez, M.Á. Recent progress in carbon fiber reinforced polymers recycling: A review of recycling methods and reuse of carbon fibers. Materials 2021, 14, 6401. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.; Liu, J.; Liu, W.; Wang, J.; Tang, T. Recycling of carbon fibre reinforced epoxy resin composites under various oxygen concentrations in nitrogen-oxygen atmosphere. J. Anal. Appl. Pyrol. 2015, 112, 253–261. [Google Scholar] [CrossRef]
- Lopez-Urionabarrenechea, A.; Gastelu, N.; Jiménez-Suárez, A.; Prolongo, S.G.; Serras-Malillos, A.; Acha, E.; Caballero, B.M. Secondary raw materials from residual carbon fiber-reinforced composites by an upgraded pyrolysis process. Polymers 2021, 13, 3408. [Google Scholar] [CrossRef]
- Zhao, Q.; Li, X.; Tian, Z.; Ma, H.; Hou, X.; Wang, Y.; Wang, Y. Controlling degradation and recycling of carbon fiber reinforced bismaleimide resin composites via selective cleavage of imide bonds. Comp. Part B Eng. 2022, 231, 109595. [Google Scholar] [CrossRef]
- Liu, T.; Zhang, M.; Guo, X.; Liu, C.; Liu, T.; Xin, J.; Zhang, J. Mild chemical recycling of aerospace fiber/epoxy composite wastes and utilization of the decomposed resin. Polym. Degrad. Stab. 2017, 139, 20–27. [Google Scholar] [CrossRef]
- La Rosa, A.D.; Greco, S.; Tosto, C.; Cicala, G. LCA and LCC of a chemical recycling process of waste CF-thermoset composites for the production of novel CF-thermoplastic composites. Open loop and closed loop scenarios. J. Clean Prod. 2021, 304, 127158. [Google Scholar] [CrossRef]
- Manzi, S.; Lancellotti, I.; Masi, G.; Saccani, A. Alkali-activated binders from waste incinerator bottom ashes and metakaolin reinforced by recycled carbon fiber composites. Front. Mater. 2020, 7, 583400. [Google Scholar] [CrossRef]
- Saccani, A.; Manzi, S.; Totaro, G.; Lancellotti, I. Alkali-activated mortars modified by epoxy-carbon fiber composites wastes. Appl. Sci. 2021, 11, 6110. [Google Scholar] [CrossRef]
- Prieto, M.I.; González, M.L.N.; Cobo, A.; Alonso, D. Comparison of the mechanical behavior of concrete containing recycled cfrp fibers and polypropylene fibers. Appl. Sci. 2021, 11, 10226. [Google Scholar] [CrossRef]
- Chang, B.P.; Mohanty, A.K.; Misra, M. Sustainable biocarbon as an alternative of traditional fillers for poly(butylene terephthalate)-based composites: Thermo-oxidative aging and durability. J. Appl. Polym. Sci. 2019, 136, 47722. [Google Scholar] [CrossRef]
- Hamlaoui, O.; Klinkova, O.; Elleuch, R.; Tawfiq, I. Effect of the glass fiber content of a polybutylene terephthalate reinforced composite structure on physical and mechanical characteristics. Polymers 2022, 14, 17. [Google Scholar] [CrossRef] [PubMed]
- Gómez, C.; Mira, J.; Carrión-Vilches, F.J.; Cavas, F. Dynamic moduli of polybutylene terephthalate glass fiber reinforced in high-temperature environments. Materials 2021, 14, 483. [Google Scholar] [CrossRef]
- Abdo, D.; Gleadall, A.; Silberschmidt, V.V. Damage and damping of short-glass-fibre-reinforced PBT composites under dynamic conditions: Effect of matrix behaviour. Comp. Struct. 2019, 226, 111286. [Google Scholar] [CrossRef]
- Aziz, T.; Ullah, A.; Fan, H.; Jamil, M.I.; Khan, F.U.; Ullah, R.; Iqbal, M.; Ali, A.; Ullah, B. Recent progress in silane coupling agent with its emerging applications. J. Polym. Environ. 2021, 29, 3427–3443. [Google Scholar] [CrossRef]
- Fiore, V.; Orlando, V.; Sanfilippo, C.; Badagliacco, D.; Valenza, A. Effect of silane coupling treatment on the adhesion between polyamide and epoxy based composites reinforced with carbon fibers. Fibers 2020, 8, 48. [Google Scholar] [CrossRef]
- Matrenichev, V.; Belone, M.C.L.; Palola, S.; Laurikainen, P.; Sarlin, E. Resizing approach to increase the viability of recycled fi-bre-reinforced composites. Materials 2020, 13, 5773. [Google Scholar] [CrossRef]
- Pawar, S.S.; Hutchinson, S.A.; Eyckens, D.J.; Stojcevski, F.; Hayn, D.J.; Gengenbach, T.R.; Razal, J.M.; Henderson, L.C. Carbon fiber sizing agents based on renewable terpenes. Comp. Sci. Technol. 2022, 220, 109280. [Google Scholar] [CrossRef]
- Wang, C.; Chen, L.; Li, J.; Sun, S.; Ma, L.; Wu, G.; Zhao, F.; Jiang, B.; Huang, Y. Enhancing the interfacial strength of carbon fiber reinforced epoxy composites by green grafting of poly(oxypropylene) diamines. Comp. Part A Appl. S 2017, 99, 58–64. [Google Scholar] [CrossRef]
- Aziz, T.; Mehmood, S.; Haq, F.; Ullah, R.; Khan, F.U.; Ullah, B.; Raheel, M.; Iqbal, M.; Ullah, A. Synthesis and modification of silica-based epoxy nanocomposites with different sol–gel process enhanced thermal and mechanical properties. J. Appl. Polym. 2021, 138, e51191. [Google Scholar] [CrossRef]
- Marchese, P.; Celli, A.; Fiorini, M. Relationships between the molecular architecture, crystallization capacity, and miscibility in poly(butylene terephthalate)/polycarbonate blends: A comparison with poly(ethylene terephthalate)/polycarbonate blends. J. Polym. Sci. Part B Polym. Phys. 2004, 42, 2821–2832. [Google Scholar] [CrossRef]
- Santos, J.M.R.C.A.; Guthrie, J.T. Polymer blends: The PC-PBT case. J. Mater. Chem. 2006, 16, 237–245. [Google Scholar] [CrossRef]
- Kalkar, A.K.; Siesler, H.W.; Pfeifer, F.; Wadekar, S.A. Molecular orientation and relaxation in poly(butylene terephthalate)/polycarbonate blends. Polymers 2003, 44, 7251–7264. [Google Scholar] [CrossRef]
- Li, M.-S.; Ma, C.-C.M.; Lin, M.-L.; Chang, F.-C. Chemical reactions occurring during the preparation of polycarbonate-epoxy blends. Polymers 1997, 38, 4903–4913. [Google Scholar] [CrossRef]
- Lin, G.P.; Lin, L.; Wang, X.L.; Chen, L.; Wang, Y.Z. PBT/PC blends compatibilized and toughened via copolymers in situ formed by MgO-catalyzed transesterification. Ind. Eng. Chem. Res. 2015, 54, 1282–1291. [Google Scholar] [CrossRef]
- Su, C.C.; Woo, E.M.; Chen, C.Y. NMR and FTIR studies on transreactions and hydroxyl exchanges of bisphenol-A polycarbonate with an epoxy upon heating. Polymers 1997, 38, 2047–2056. [Google Scholar] [CrossRef]
- Zhang, F.; Sun, S.; Liu, X.; Zhang, L.; Zhang, H. Toughening of PBT/PC blends with epoxy functionalized core-shell modifiers. e-Polymers 2009, 9, 077. [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Li, S.; Liu, J.; Wen, X.; Tang, T. Striking effect of epoxy resin on improving mechanical properties of poly(butylene terephthalate)/recycled carbon fibre composites. Comp. Sci. Technol. 2016, 12, 9–16. [Google Scholar] [CrossRef]
- Baek, Y.M.; Shin, P.S.; Kim, J.H.; Park, H.S.; Kwon, D.J.; De Vries, K.L.; Park, J.M. Investigation of interfacial and mechanical properties of various thermally-recycled carbon fibers/recycled PET composites. Fiber. Polym. 2018, 19, 1767–1775. [Google Scholar] [CrossRef]
- Gamze Karsli, N.; Ozkan, C.; Aytac, A.; Deniz, V. Characterization of PBT composites prepared by using various types of sized carbon fibers. Mater Des. 2015, 87, 318–323. [Google Scholar] [CrossRef]
- Houshair, S.; Shanks, R.A.; Hodzic, A. The effect of fiber concentration on mechanical and thermal properties of fiber reinforced polypropylene composites. J. Appl. Polym. Sci. 2005, 96, 2260–2275. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | PBT | PC | CF/EP | CF 1 |
|---|---|---|---|---|
| PBT | 100 | 0 | 0 | 0 |
| CF/EP_PBT | 90 | 0 | 10 | 4.60 |
| CF/EP_Blend | 83 | 7 | 10 | 4.57 |
| CF/EP/PC_PBT | 83 | 7 | 10 | 4.57 |
| Sample | Young Modulus (MPa) | Standard Deviation (MPa) | Flexural Strength (MPa) | Standard Deviation (MPa) |
|---|---|---|---|---|
| PBT | 2290 | 79 | 71 | 2.5 |
| CF/EP_PBT | 2850 | 83 | 79 | 6.1 |
| CF/EP_Blend | 2956 | 98 | 82 | 5.8 |
| CF/EP/PC_PBT | 3550 | 97 | 99 | 9.3 |
| Sample | Impact Strength (kJ/m2) | Standard Deviation (kJ/m2) |
|---|---|---|
| PBT | 47 | 3.7 |
| CF/EP_PBT | 84 | 4.2 |
| CF/EP_Blend | 113 | 4.4 |
| CF/EP/PC_PBT | 109 | 5.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saccani, A.; Fiorini, M.; Manzi, S. Recycling of Wastes Deriving from the Production of Epoxy-Carbon Fiber Composites in the Production of Polymer Composites. Appl. Sci. 2022, 12, 4287. https://doi.org/10.3390/app12094287
Saccani A, Fiorini M, Manzi S. Recycling of Wastes Deriving from the Production of Epoxy-Carbon Fiber Composites in the Production of Polymer Composites. Applied Sciences. 2022; 12(9):4287. https://doi.org/10.3390/app12094287
Chicago/Turabian StyleSaccani, Andrea, Maurizio Fiorini, and Stefania Manzi. 2022. "Recycling of Wastes Deriving from the Production of Epoxy-Carbon Fiber Composites in the Production of Polymer Composites" Applied Sciences 12, no. 9: 4287. https://doi.org/10.3390/app12094287
APA StyleSaccani, A., Fiorini, M., & Manzi, S. (2022). Recycling of Wastes Deriving from the Production of Epoxy-Carbon Fiber Composites in the Production of Polymer Composites. Applied Sciences, 12(9), 4287. https://doi.org/10.3390/app12094287