
Study of Augmented Reality Based Manufacturing for Further Integration of Quality Control 4.0: A Systematic Literature Review




Abstract
:1. Introduction
1.1. Augmented Reality (AR)
1.2. Quality 4.0
2. Research Methodology
2.1. Planning
2.2. Paper Selection
2.3. Data Extraction and Analysis
2.3.1. Classification Framework
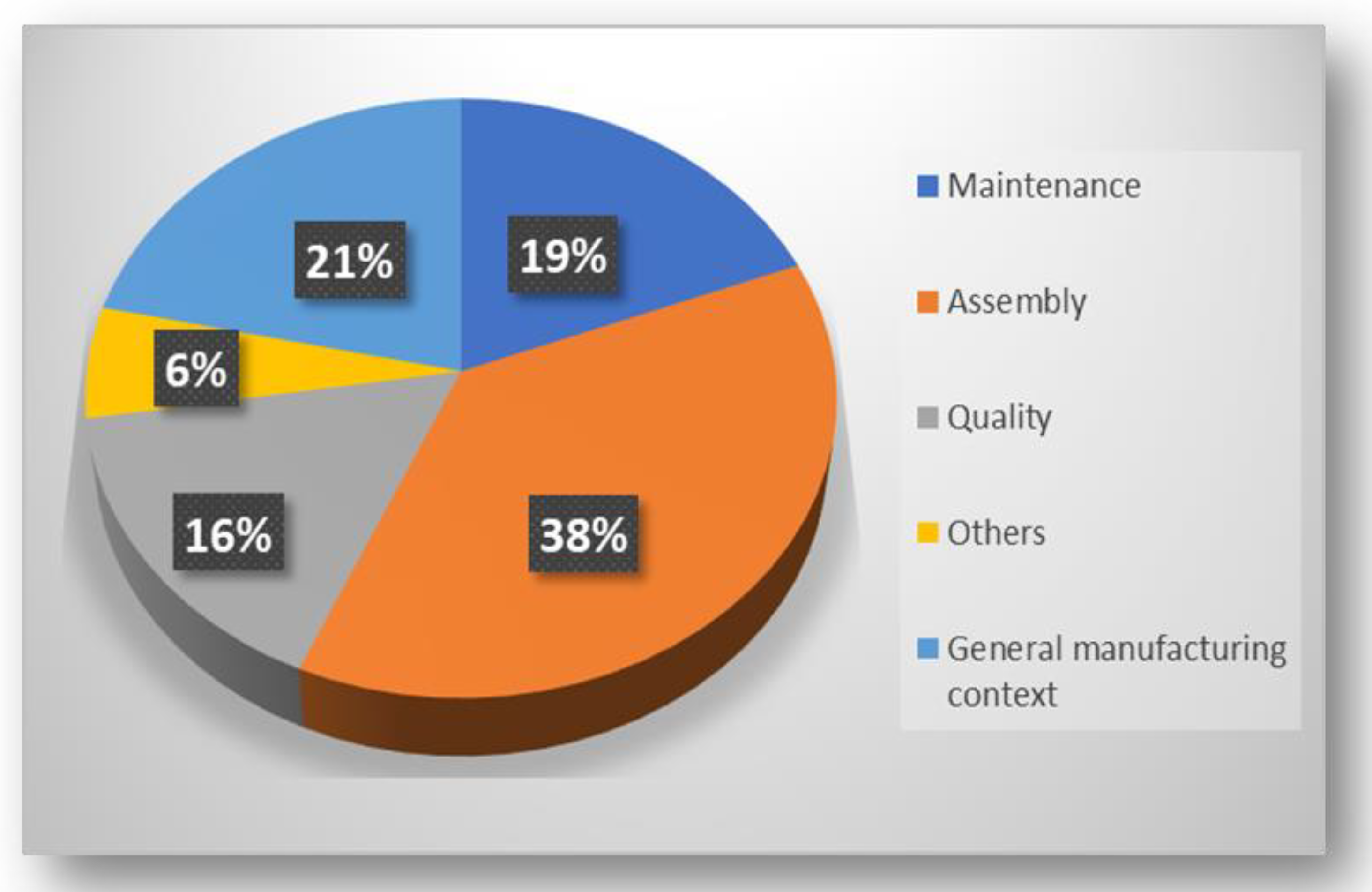
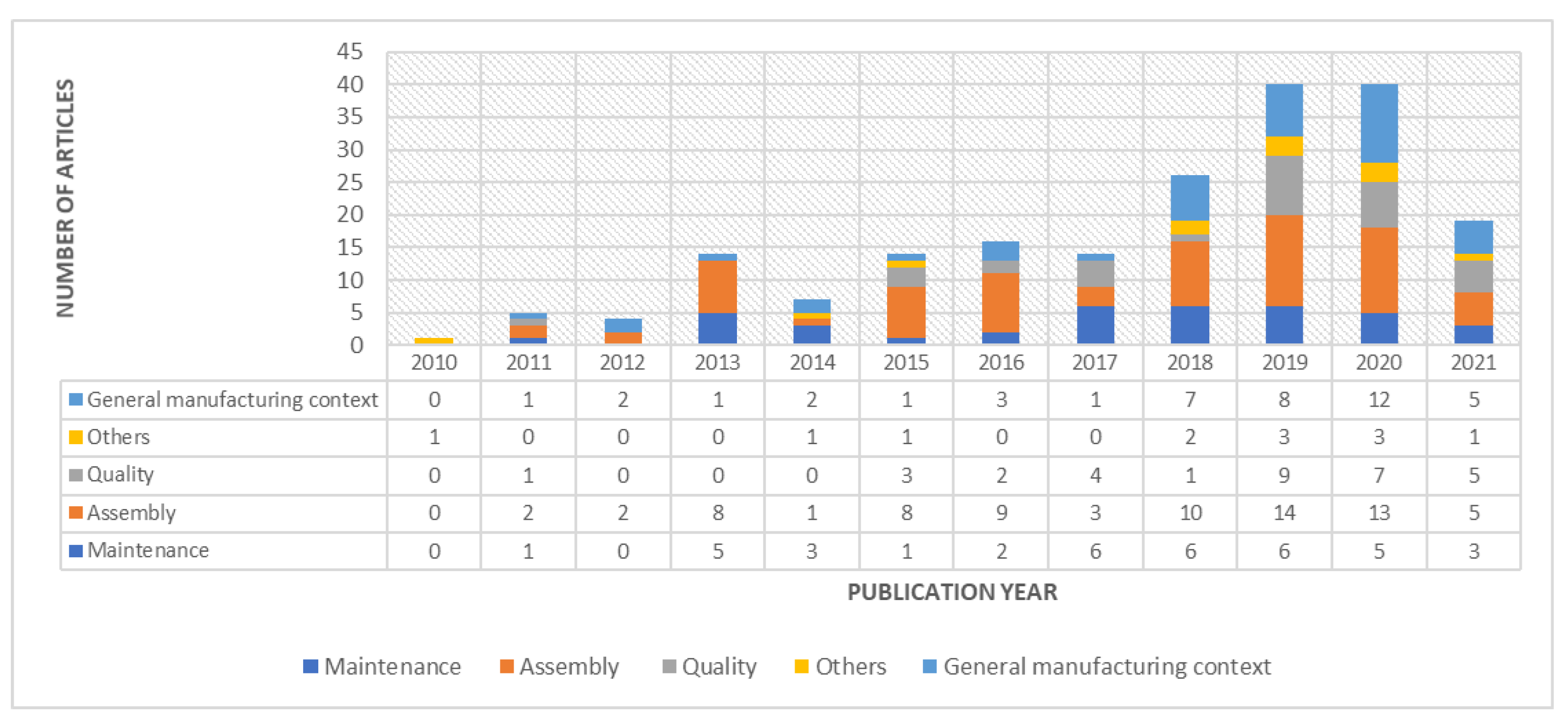
- Application area in manufacturing mixed categories of papers:
- 2.
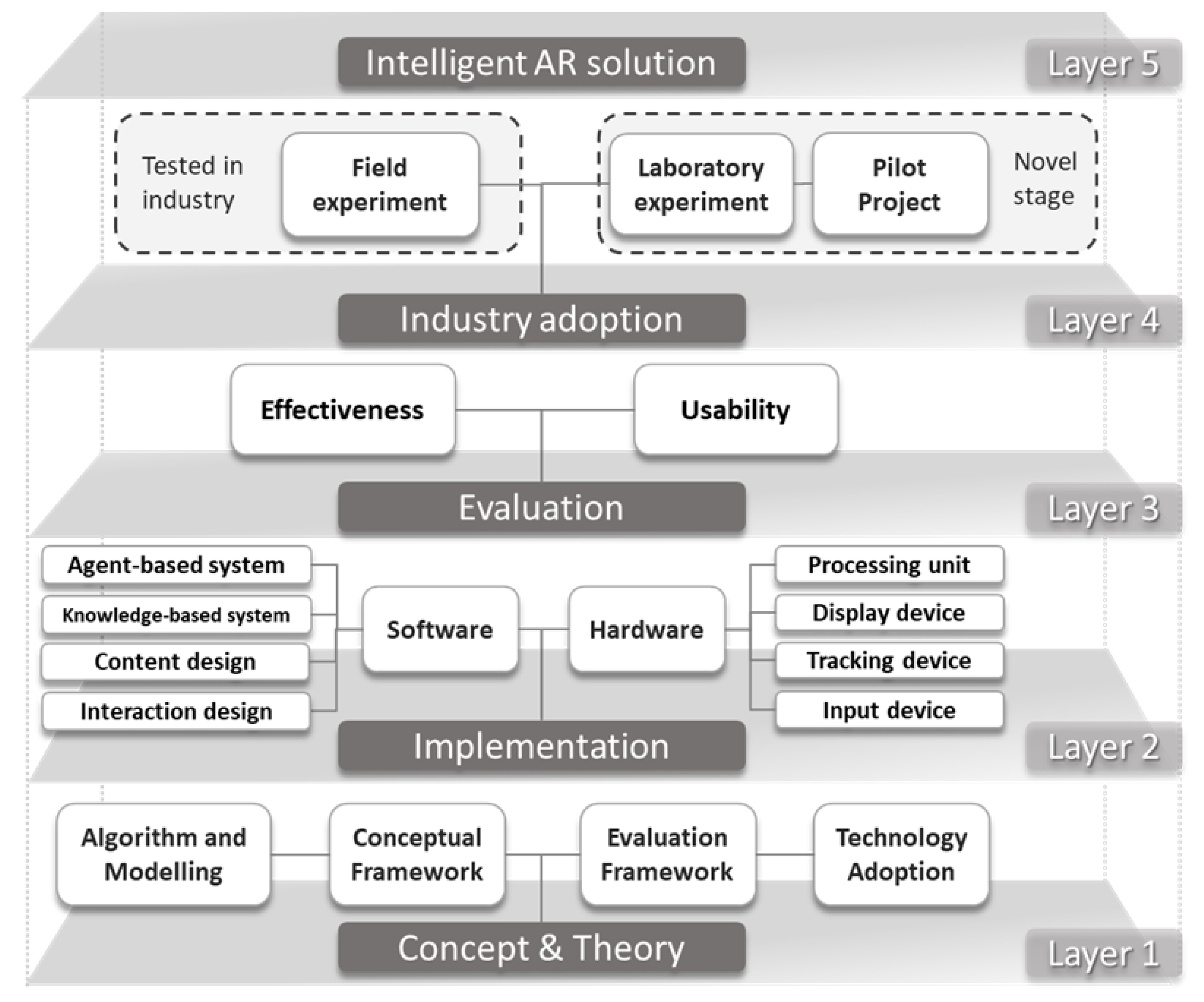
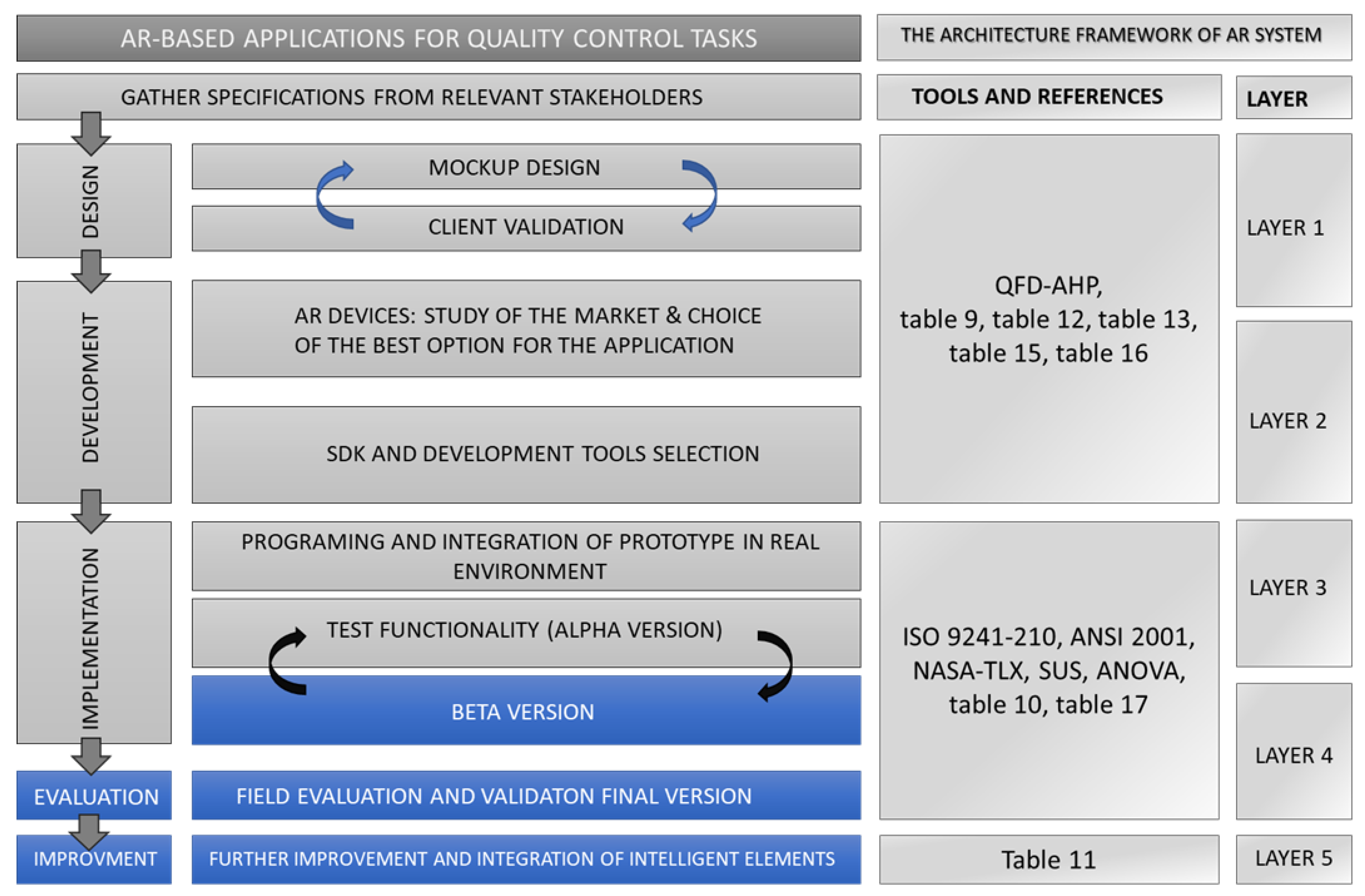
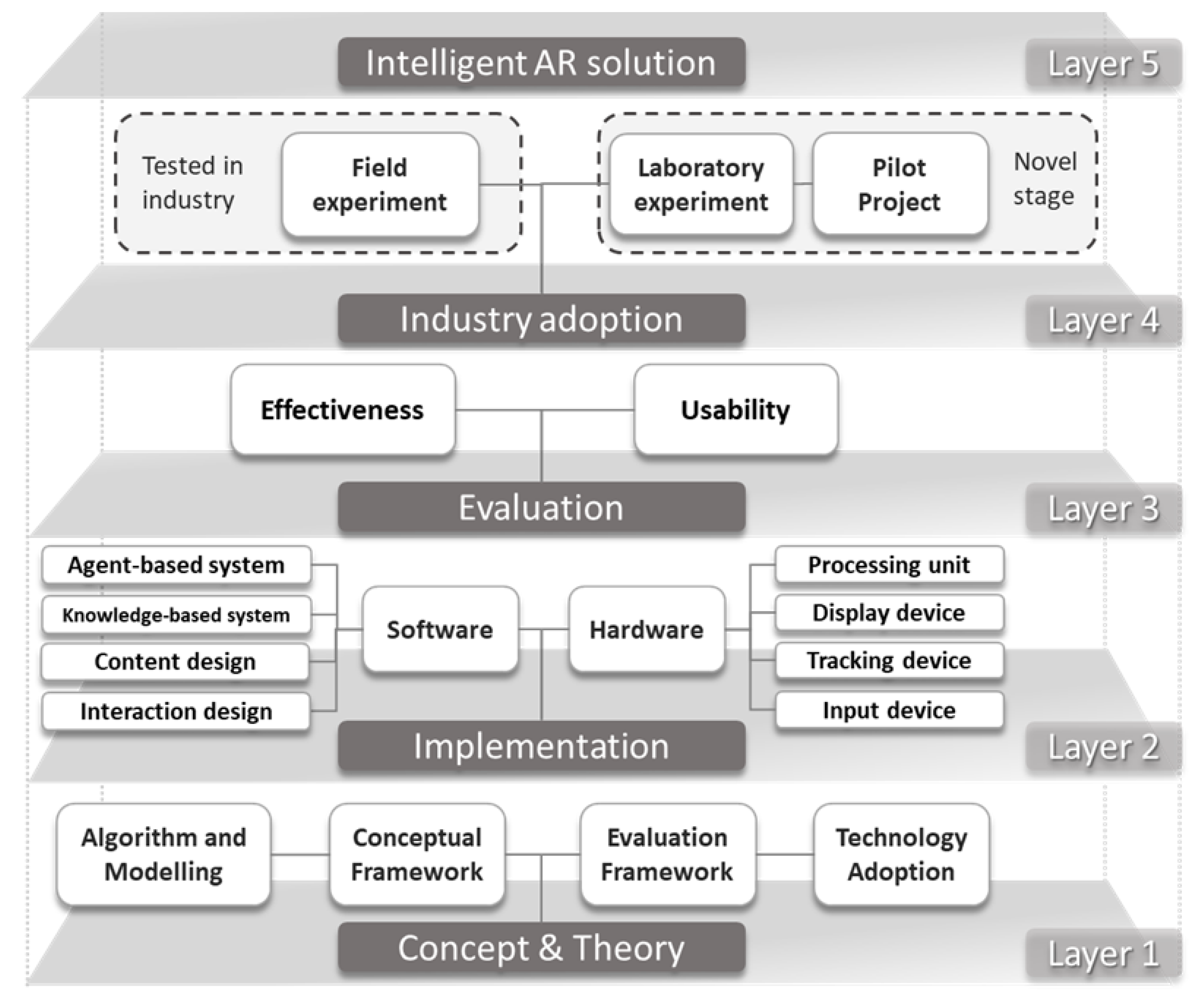
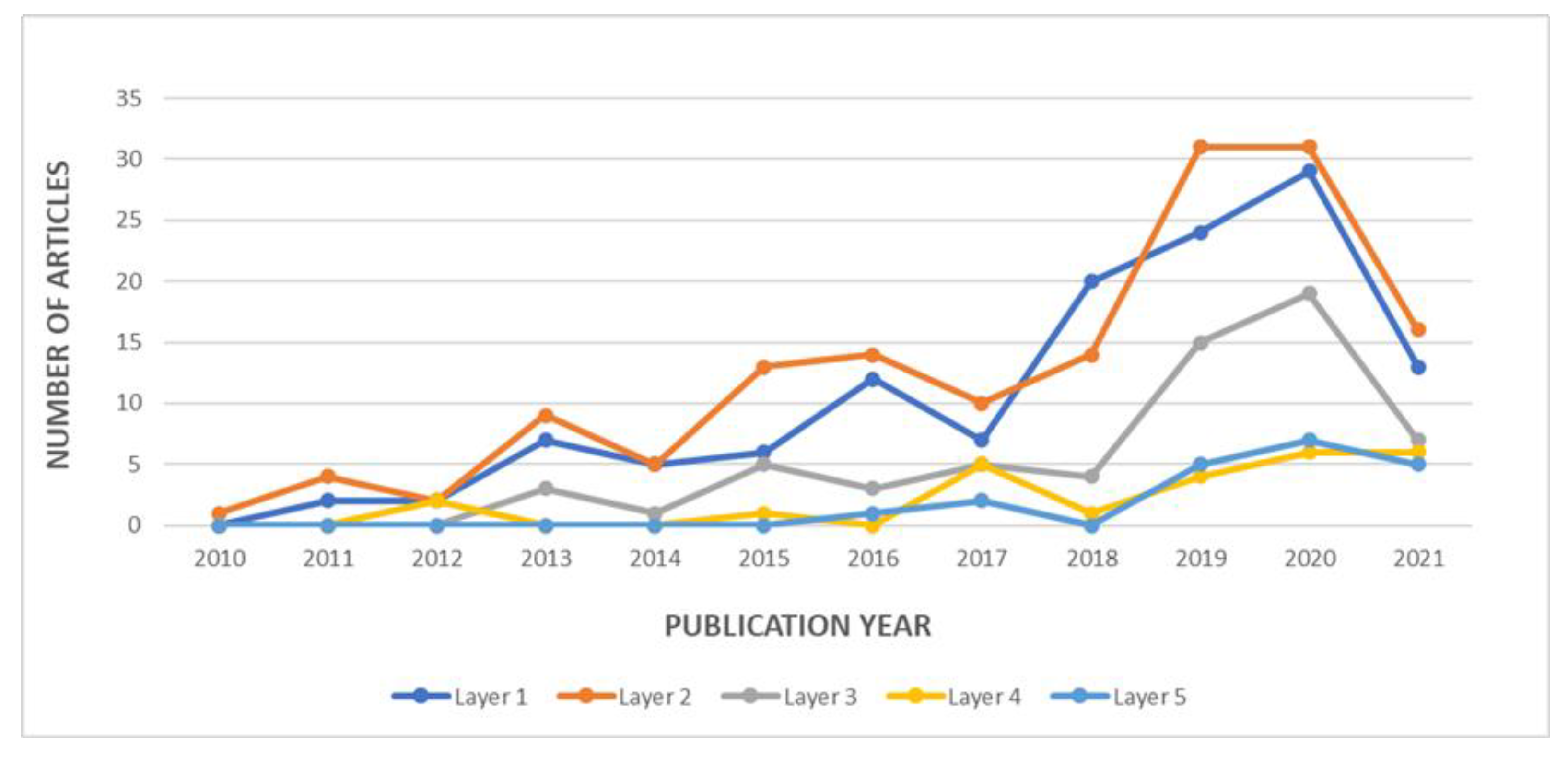
- The architecture layer framework of AR systems in manufacturing
- Concept & Theory
- Implementation
- Evaluation
- Industry adoption
- Intelligent AR solution
- Does the prototype or application integrate with another industry 4.0 technology such as AI, IoT, CPS, Digital Twin, etc.?
- Does the solution/concept potentially establish the fundamental base for the further integration of AI, IoT, etc. in AR environment to support manufacturing?
- Do the algorithms try to solve a limitation in AI-supporting AR systems?
- 3.
- Categories of current AR assisted quality sector
- AR supporting quality as a virtual Lean tool for error prevention (virtual Poka Yoke)
- AR-based applications for metrology
- AR-based solutions for in-line quality control (process, product, machine, human)
2.3.2. Analysis
3. Results and Discussion
3.1. Answering RQ1 and RQ2
3.2. Answering RQ3 to RQ5
- Software design
- Display devices

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Display Devices | Representative Works | Advantages | Disadvantages |
|---|---|---|---|
| HMD | [8,52,53,55,56,64,72,79,88,97,102] [104,108,113,125,129,130,131,143,145] [146,149,150,151,155,156,157,158,160] [163,165,167,173,174,175] [178,189,190,191,192,196,203] [204,211,212,219,220,221,222,225] | Portability Hands-free | Ergonomics FoV Resolution |
| HHD | [7,51,52,65,67,73,77,84,86] [100,131,132,138,139,141,144] [153,157,159,162,169,177,181] [182,187,188,189,192,195,199] [202,204,205,206,207,208,209] [214,217,220,221,225,235] | Portability Mobile | Hand-occupied FoV Resolution |
| Projector/ SAR | [60,63,75,92,105,113,116] [131,142,161,163,170,176] [184,185,198,201,209,224] | Hands-free Directly project onto the object User tracking is not essential User movements do not affect the visualization | Low light-intensity Objects displaying in mid-air |
| Monitor/ Large screen | [30,57,59,61,62,66,68,71,81] [93,94,98,99,109,112,119,121,144,147] [148,150,154,159,172,180,186] [193,199,200,210,213,215,216,218] | Hands-free Low-cost Common devices in working environment | Portability |
| Multimodal | [58,90,103,122,126,127,140,152] [164,166,168,171,179,183,194,223] | Enriching immersive information Compensating the issues of each displaying techniques | User distraction could be a problem if information in different senses is provided at the same time |
| Others | [11] | Low-cost | Not intuitive Limitation in transmitted information |
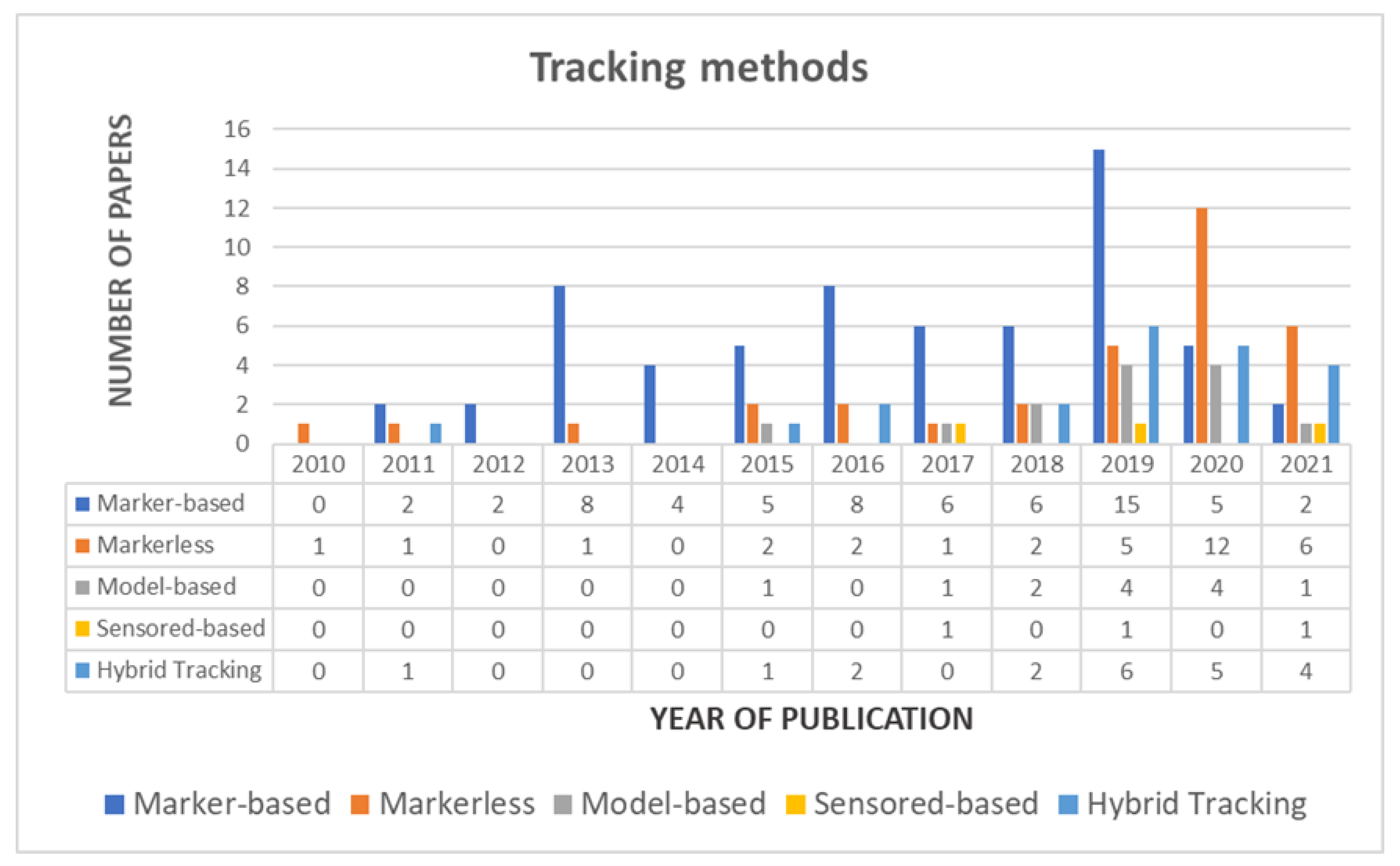
- Tracking methods
| Classification Criteria | References | ||
|---|---|---|---|
| Tracking method | CV-based tracking | Marker-based tracking | [7,55,64,77,79,81,84,88,93,94,97,98,99,100] [103,104,109,112,121,122,125,130,132] [142,143,144,145,147,148,149,152,155,157,158,160] [164,165,168,169,171,174,177,178] [180,181,182,183,184,186,193,198,199,202,205] [206,209,211,212,214,215,218,221,223] |
| Markerless tracking | [30,51,54,57,61,62,65,66,69,72,74] [119,138,150,156,159,162] [172,175,187,189,192,197] [201,203,204,210,211] [216,217,219,220,225] | ||
| Model based tracking | [8,67,68,73,86,139,141,153] [154,191,194,222,235] | ||
| Sensor-based tracking | [11,161,200] | ||
| Hybrid tracking | [52,53,56,58,59,71,90,102,127] [140,163,166,167,173,179,188,190] [195,196,208,213] | ||
- Software development platform
| Year | Ref. | Programming Language | Functionalities Library/SDK | 3D Content Creation |
|---|---|---|---|---|
| 2021 | [30] | C++ | ROS, OpenCV, PCL | Based on 3D point cloud extraction and algorithm |
| 2021 | [90] | C# | Vuforia, Unity3D | N/A |
| 2021 | [138] | C# | Unity3D, Vuforia Engine | N/A |
| 2021 | [173] | C# | Unity, Vuforia | N/A |
| 2021 | [188] | N/A | ARCore framework, ARCore SDK, Unity | N/A |
| 2021 | [189] | C# | Unity3D, Vuforia Engine | N/A |
| 2021 | [219] | C# | Unity3D, Mixed Reality Toolkit (MRTK 2), Microsoft Visual Studio | N/A |
| 2021 | [220] | Java: for Android mobile devices C#: for Holelens | Unity 3D game engine | Blender |
| 2021 | [221] | C# | ROS, ARToolkit, OpenCV, Vuforia | N/A |
| 2021 | [225] | N/A | Holo Toolkit | N/A |
| 2020 | [52] | C# | Unity3D, HoloToolkit, Vuforia, MicrosoftMixedRealityToolkit | N/A |
| 2020 | [53] | C# | Unity3D, Vuforia | N/A |
| 2020 | [62] | C++ | OpenGL, OpenCV | N/A |
| 2020 | [59] | N/A | Unity, Kinect SDK, OpenCV, Visual Studio | N/A |
| 2020 | [72] | C# | Hololens, Unity3D engine | N/A |
| 2020 | [102] | N/A | Unity3D | N/A |
| 2020 | [119] | C# | Vuforia, Unity3D, Matlab | N/A |
| 2020 | [122] | N/A | Unity3D, Hololens, MicrosoftMixedRealityToolkit | N/A |
| 2020 | [126] | C++ | N/A | N/A |
| 2020 | [139] | C# | YOLO, Unity3D, Vuforia Engine | Autodesk Inventor |
| 2020 | [150] | C# | Unity3D | N/A |
| 2020 | [151] | N/A | Holo Toolkit | N/A |
| 2020 | [162] | C# | Unity3D, ARCore SDK | Catia |
| 2020 | [163] | N/A | ROS, Hololens | N/A |
| 2020 | [164] | N/A | Unity3D | N/A |
| 2020 | [182] | C# | Unity3D, Vuforia | N/A |
| 2020 | [192] | C# | ARToolkit, Vuforia, Wikitude, EasyAR | N/A |
| 2020 | [194] | N/A | Hololens | Siemens NX, Blender |
| 2020 | [203] | N/A | Unity 3D, MicrosoftMixed RealityToolkit | N/A |
| 2020 | [210] | C++ | ROS, OpenCV, PCL | Based on 3D point cloud extraction and algorithm |
| 2020 | [211] | N/A | Optitrack, Oculus Rift DK2 | SolidWorks |
| 2020 | [222] | C# | Hololens, Unity3D, Holotoolkit | N/A |
| 2020 | [235] | C++, C# | OpenCV, Unity3D | N/A |
| 2019 | [8] | N/A | Unity3D, Hololens, MicrosoftMixedRealityToolkit, Vuforia | N/A |
| 2019 | [64] | C++ | Visual Studio, OpenCV, Eigen 3.2.8 for OST, VST calibration | N/A |
| 2019 | [73] | C++ | OpenCV | N/A |
| 2019 | [103] | C# | Unity3D, Vuforia | N/A |
| 2019 | [104] | N/A | Vuforia, Catia, PiXYZ software, Unity3D | N/A |
| 2019 | [112] | C++ | Microsoft Visual Studio, OpenCV | Coin3Ds |
| 2019 | [130] | C# | Unity3D | N/A |
| 2019 | [140] | PHP | Matlab, Unity, Vuforia, Optitrack | N/A |
| 2019 | [141] | C# | Hololens, Unity3D, Vuforia | 3Ds Max or Blender, Catia |
| 2019 | [154] | C++ | ViSP library (Visual Servoing Platform), OpenCV | Ogre3D |
| 2019 | [155] | C# | Unity3D, MixedRealityToolkit | N/A |
| 2019 | [157] | C# | Unity3D, Vuforia | N/A |
| 2019 | [165] | Visual Basic | Unity3D, Vuforia | N/A |
| 2019 | [174] | N/A | ROS, Unity3D, Microsoft Mixed Reality Toolkit | N/A |
| 2019 | [175] | C# | Unity3D, HoloToolKit, Vuforia | N/A |
| 2019 | [183] | C# | Unity3D, Vuforia | N/A |
| 2019 | [187] | C# | Unity, Vuforia | 3ds Max |
| 2019 | [195] | N/A | Google Project Tango SDK (instead of Vuforia), Unity3D | N/A |
| 2019 | [196] | N/A | Hololens, Unity, Visual Studio, Vuforia Engine, MixedRealityToolkit | Blender |
| 2019 | [197] | N/A | Mathlab | N/A |
| 2019 | [204] | N/A | Apple ARKit | N/A |
| 2019 | [206] | N/A | Google Tango Project SDK | N/A |
| 2019 | [212] | C# | ARKit™ API tool, Unity3D | 3ds Max™ software, Solidworks |
| 2019 | [213] | C# | Unity3D, Vuforia | Solidworks, 3DsMax, Rhino3D |
| 2019 | [218] | N/A | MoCap Studio, ARToolkit | N/A |
| 2018 | [65] | C++ | Unity3D | N/A |
| 2018 | [66] | C++ | Unity3D, ARToolKit | 3D Studio Max |
| 2018 | [67] | C/C++ | ARToolKit, OpenGL, VRML toolkit | N/A |
| 2018 | [84] | C# | Unity3D, Vuforia | N/A |
| 2018 | [94] | N/A | AR Toolkit, Optical Flow Lib | Solid Edge |
| 2018 | [108] | C# | Unity3D, HoloToolKit | N/A |
| 2018 | [109] | N/A | Microsoft Visual Studio, OpenCV | Coin3D |
| 2018 | [121] | C++ | OpenCV, OpenGL, Matlab | N/A |
| 2018 | [153] | C# | Unity3D, Vuforia | N/A |
| 2018 | [167] | N/A | Leap motion control, VST AR architecture, Visual Studio, ARToolkit libraries | N/A |
| 2018 | [176] | C# | Unity, Vuforia | Catia |
| 2018 | [214] | N/A | OptiTrack, ARUCO library | N/A |
| 2017 | [86] | C# | Unity3D, Vuforia | N/A |
| 2017 | [99] | C# | Unity3D, Vuforia | N/A |
| 2017 | [143] | C# | Unity3D, NET libraries, Vuforia | Catia |
| 2017 | [144] | C# | Unity3D, Vuforia | N/A |
| 2017 | [152] | C# | Unity3D, Vuforia | N/A |
| 2017 | [199] | C# | Unity 3D, Vuforia | N/A |
| 2017 | [200] | C# | Visual Studio, OpenCV | N/A |
| 2017 | [223] | C# | Unity3D, Vuforia | N/A |
| 2016 | [125] | N/A | COLLADA, ARToolkit | SolidWorks |
| 2016 | [131] | C# | Unity, Vuforia | N/A |
| 2016 | [132] | C# | Unity, Vuforia | N/A |
| 2016 | [145] | N/A | OpenNI (cross-platform framework dedicated to Natural Interaction), OpenCV, ARToolKit library, OpenGL, OpenSceneGraph (OSG) | N/A |
| 2016 | [168] | N/A | OpenGLj, ViSP tracking platform (Visual Servoing Platform) | N/A |
| 2016 | [158] | C# | Unity3D, Vuforia | N/A |
| 2016 | [171] | C++, Java | Visual Studio, OWL API | N/A |
| 2016 | [177] | C# | Unity3D, Vuforia, ROS, JSON library | N/A |
| 2016 | [179] | N/A | Unifeye SDK, Metaio platform | N/A |
| 2016 | [185] | C++ | Metaio SDK | N/A |
| 2016 | [202] | C++ | ARToolkit, OpenGL libraries | N/A |
| 2015 | [68] | N/A | ARToolkit | Solidworks |
| 2015 | [69] | C++ | OpenCV | Coin3D |
| 2015 | [75] | C++ | Qt | N/A |
| 2015 | [95] | C++ | OpenCV | Coin3D |
| 2015 | [98] | N/A | OpenSceneGraph, OpenCV, ARToolkit | N/A |
| 2015 | [105] | Java | N/A | 3Ds Max |
| 2015 | [146] | Java, C++ | Microsoft foundation class (MFC), OpenSceneGraph (OSG), ARToolKit, OpenGL | N/A |
| 2015 | [159] | N/A | OpenGL, ARToolkit | N/A |
| 2015 | [178] | N/A | Unity, Metaio for Oculus Rift | N/A |
| 2015 | [186] | N/A | Unifeye, Metaio SDK | N/A |
| 2014 | [88] | C++ | OWL API, ARToolkit | N/A |
| 2014 | [81] | N/A | OpenCV, OpenInventor | N/A |
| 2014 | [215] | C++ | ARToolKit | N/A |
| 2013 | [55] | N/A | ARToolKitPlus, OpenGL | SolidWorks |
| 2013 | [79] | N/A | ARToolkit | N/A |
| 2013 | [100] | C#. NET | Unity3D, Vuforia, ROS, JSON library | N/A |
| 2013 | [148] | C++ | OWL API, ARToolKit | Solidworks |
| 2013 | [149] | C++ | ARToolkit, OpenGL | N/A |
| 2013 | [169] | C++ | OpenSceneGraph, OpenNI library, Windows Forms | N/A |
| 2013 | [180] | N/A | Unity3D, Zigfu plugin | N/A |
| 2011 | [56] | N/A | OpenCV, OpenGL | N/A |
| 2011 | [156] | N/A | OpenGL | N/A |
4. Conclusions and Outlook
- Transformation of a traditional quality Lean tool to a virtual quality tool by identifying and implementing AR technology when it is feasible.
- Integration of AR to assist manual and automatic metrology activities to prevent human errors, reduce setup time, ensure the accuracy of metrology data, etc.
- Standardization of quality-relevant knowledge representation and quality data formats to make AR systems and manufacturing information systems compatible.
- Development of a universal human-centered model for the adaption of AR-based solutions in the quality sector following the international human-centered design standards ISO 9241-210, 2019, to close the gap between industrial and academic implementations. In addition, this human-centered model could also boost AR technology adoption not only for the quality sector but also for manufacturing in general.
- Integration of AR solutions with other enabling technologies of Industry 4.0 such as industrial IoT, AI, Digital twin, etc., to improve the effectiveness, intelligence and real-time performance of the AR-assisted quality sector. Thus, the concept of ubiquitous AR applied in the quality sector in an industry 4.0 context could be achieved in the long term
- Enhancing AR registration and tracking methods by applying ANN and CNN to improve the accuracy of superimposing an AR model onto the real object in a shorter time, which is important for AR-assisted quality control for large-volume size parts in the automotive and aerospace industries.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AR | Augmented Reality |
| VR | Virtual Reality |
| MR | Mixed Reality |
| HMD | Head Mounted Display |
| HHD | Hand-Held Display |
| SD | Spatial Display |
| HUD | Heads-up Display |
| RV | Reality- Virtuality |
| AV | Augmented Virtuality |
| CV | Computer Vision |
| OST | Optical see-through |
| VST | Video see-through |
| CPS | Cyber Physical System |
| RFID | Radio Frequency Identification |
| RTLS | Real-time locating system |
| SDK | Software Development Kit |
| NASA-TLX | NASA Task Load index |
| SUS | System Usability Scale |
| MBI | Model-based instructions |
| ANOVA | Analysis of Variance |
| SURF | Speeded Up Robust Features |
| SIFT | Scale Invariant Feature Transform |
| BRIEF | Binary Robust Independent Elementary Features |
| NFT | Natural Feature Tracking |
| FoV | Field of View |
| ANN | Artificial Neural Networks |
| CNN | Convolutional Neural Networks |
| HCI | Human-Computer Interaction |
| IoT | Internet of Things |
References
- Popkova, E.G.; Ragulina, Y.V.; Bogoviz, A.V. Industry 4.0: Industrial Revolution of the 21st Century; Studies in Systems, Decision and Control; Springer International Publishing: Berlin/Heidelberg, Germany, 2019; Volume 169. [Google Scholar]
- Egger, J.; Masood, T. Augmented Reality in Support of Intelligent Manufacturing—A Systematic Literature Review. Comput. Ind. Eng. 2020, 140, 106195. [Google Scholar] [CrossRef]
- Lall, M.; Torvatn, H.; Seim, E.A. Towards Industry 4.0: Increased Need for Situational Awareness on the Shop Floor. In IFIP International Conference on Advances in Production Management Systems (APMS); APMS: Hamburg, Germany, 2017; pp. 322–329. [Google Scholar]
- Mubarok, K. Redefining Industry 4.0 and Its Enabling Technologies. J. Phys. Conf. Ser. 2020, 1569, 032025. [Google Scholar] [CrossRef]
- Lidong, W.; Guanghui, W. Big Data in Cyber-Physical Systems, Digital Manufacturing and Industry 4.0. Int. J. Eng. Manuf. 2016, 6, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Hermann, M.; Pentek, T.; Otto, B. Design Principles for Industrie 4.0 Scenarios. In 2016 49th Hawaii International Conference on System Sciences (HICSS); IEEE: Piscataway, NJ, USA, 2016; pp. 3928–3937. [Google Scholar]
- Serván, J.; Mas, F.; Menéndez, J.L.; Ríos, J. Using Augmented Reality in AIRBUS A400M Shop Floor Assembly Work Instructions. AIP 2012, 1431, 633–640. [Google Scholar]
- Ferraguti, F.; Pini, F.; Gale, T.; Messmer, F.; Storchi, C.; Leali, F.; Fantuzzi, C. Augmented Reality Based Approach for On-Line Quality Assessment of Polished Surfaces. Robot. Comput. Integr. Manuf. 2019, 59, 158–167. [Google Scholar] [CrossRef]
- Santos, A.C.C.; Delamaro, M.E.; Nunes, F.L.S. The Relationship between Requirements Engineering and Virtual Reality Systems: A Systematic Literature Review. In 2013 XV Symposium on Virtual and Augmented Reality; IEEE: Piscataway, NJ, USA, 2013; pp. 53–62. [Google Scholar]
- Sundareswaran, V.; Wang, K.; Chen, S.; Behringer, R.; McGee, J.; Tam, C.; Zahorik, P. 3D Audio Augmented Reality: Implementation and Experiments. In The Second IEEE and ACM International Symposium on Mixed and Augmented Reality, 2003. Proceedings; IEEE Computer Society: Washington, DC, USA, 2003; pp. 296–297. [Google Scholar]
- Arbeláez, J.C.; Viganò, R.; Osorio-Gómez, G. Haptic Augmented Reality (HapticAR) for Assembly Guidance. Int. J. Interact. Des. Manuf. 2019, 13, 673–687. [Google Scholar] [CrossRef]
- Gang, P.; Hui, J.; Stirenko, S.; Gordienko, Y.; Shemsedinov, T.; Alienin, O.; Kochura, Y.; Gordienko, N.; Rojbi, A.; López Benito, J.R.; et al. User-Driven Intelligent Interface on the Basis of Multimodal Augmented Reality and Brain-Computer Interaction for People with Functional Disabilities; Springer: Berlin/Heidelberg, Germany, 2019; Volume 886. [Google Scholar]
- Sutherland, I.E. A Head-Mounted Three Dimensional Display. In Proceedings of the December 9–11, Fall Joint Computer Conference, Part I on—AFIPS ’68 (Fall, Part I); ACM Press: New York, NY, USA, 1968; p. 757. [Google Scholar]
- Caudell, T.P.; Mizell, D.W. Augmented Reality: An Application of Heads-up Display Technology to Manual Manufacturing Processes. In Proceedings of the Twenty-Fifth Hawaii International Conference on System Sciences, Kauai, HI, USA, 7–10 January 1992; IEEE: Piscataway, NJ, USA, 1992; Volume 2, pp. 659–669. [Google Scholar]
- Milgram, P.; Takemura, H.; Utsumi, A.; Kishino, F. Augmented Reality: A Class of Displays on the Reality Virtuality Continuum. In Proceedings of the SPIE Volume 2351, Telemanipulator and Telepresence Technologies (SPIE), Boston, MA, USA, 31 October–4 November 1994; SPIE: Boston, MA, USA, 1995; pp. 282–292. [Google Scholar]
- Azuma, R.T. A Survey of Augmented Reality. Presence Teleoperators Virtual Environ. 1997, 6, 355–385. [Google Scholar] [CrossRef]
- Fraga-Lamas, P.; Fernandez-Carames, T.M.; Blanco-Novoa, O.; Vilar-Montesinos, M.A. A Review on Industrial Augmented Reality Systems for the Industry 4.0 Shipyard. IEEE Access 2018, 6, 13358–13375. [Google Scholar] [CrossRef]
- Nee, A.Y.C.; Ong, S.K. Virtual and Augmented Reality Applications in Manufacturing. IFAC Proc. Vol. 2013, 46, 15–26. [Google Scholar] [CrossRef] [Green Version]
- Chryssolouris, G. Manufacturing Systems: Theory and Practice; Mechanical Engineering Series; Springer: Berlin/Heidelberg, Germany, 2006. [Google Scholar]
- Tomic, B.; Spasojevic Brkic, V.K. Customer Satisfaction and ISO 9001 Improvement Requirements in the Supply Chain. TQM J. 2019, 31, 222–238. [Google Scholar] [CrossRef]
- Sanchez-Marquez, R.; Albarracín Guillem, J.M.; Vicens-Salort, E.; Jabaloyes Vivas, J. Diagnosis of Quality Management Systems Using Data Analytics—A Case Study in the Manufacturing Sector. Comput. Ind. 2020, 115, 103183. [Google Scholar] [CrossRef]
- Yamada, T.T.; Poltronieri, C.F.; do Gambi, L.N.; Gerolamo, M.C. Why Does the Implementation of Quality Management Practices Fail? A Qualitative Study of Barriers in Brazilian Companies. Procedia Soc. Behav. Sci. 2013, 81, 366–370. [Google Scholar] [CrossRef]
- Phan, A.C.; Abdallah, A.B.; Matsui, Y. Quality Management Practices and Competitive Performance: Empirical Evidence from Japanese Manufacturing Companies. Int. J. Prod. Econ. 2011, 133, 518–529. [Google Scholar] [CrossRef]
- Thoben, K.-D.; Wiesner, S.; Wuest, T. “Industrie 4.0” and Smart Manufacturing—A Review of Research Issues and Application Examples. Int. J. Autom. Technol. 2017, 11, 4–16. [Google Scholar] [CrossRef] [Green Version]
- Milunovic Koprivica, S.; Maric, A.; Ristic, O.; Arsovski, S. Social Oriented Quality: From Quality 4.0 towards Quality 5.0. Proc. Eng. Sci. 2019, 1, 405–410. [Google Scholar] [CrossRef]
- Radziwill, N.M. Quality 4.0: Let’s Get Digital-The Many Ways the Fourth Industrial Revolution Is Reshaping the Way We Think about Quality. arXiv Prepr. 2018, arXiv:1810.07829. [Google Scholar]
- Kumar, A.; Shankar, R.; Thakur, L.S. A Big Data Driven Sustainable Manufacturing Framework for Condition-Based Maintenance Prediction. J. Comput. Sci. 2018, 27, 428–439. [Google Scholar] [CrossRef]
- Kumar, S.; Tiwari, P.; Zymbler, M. Internet of Things Is a Revolutionary Approach for Future Technology Enhancement: A Review. J. Big Data 2019, 6, 111. [Google Scholar] [CrossRef] [Green Version]
- García-Alcaraz, J.L.; Maldonado-Macías, A.A.; Cortes-Robles, G. (Eds.) Lean Manufacturing in the Developing World; Springer International Publishing: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Alves, J.B.; Marques, B.; Dias, P.; Santos, B.S. Using Augmented Reality for Industrial Quality Assurance: A Shop Floor User Study. Int. J. Adv. Manuf. Technol. 2021, 115, 105–116. [Google Scholar] [CrossRef]
- Liberati, A. The PRISMA Statement for Reporting Systematic Reviews and Meta-Analyses of Studies That Evaluate Health Care Interventions: Explanation and Elaboration. Ann. Intern. Med. 2009, 151, 65–94. [Google Scholar] [CrossRef] [Green Version]
- Cohen, Y.; Faccio, M.; Pilati, F.; Yao, X. Design and Management of Digital Manufacturing and Assembly Systems in the Industry 4.0 Era. Int. J. Adv. Manuf. Technol. 2019, 105, 3565–3577. [Google Scholar] [CrossRef] [Green Version]
- Fernández del Amo, I.; Erkoyuncu, J.A.; Roy, R.; Palmarini, R.; Onoufriou, D. A Systematic Review of Augmented Reality Content-Related Techniques for Knowledge Transfer in Maintenance Applications. Comput. Ind. 2018, 103, 47–71. [Google Scholar] [CrossRef]
- Palmarini, R.; Erkoyuncu, J.A.; Roy, R.; Torabmostaedi, H. A Systematic Review of Augmented Reality Applications in Maintenance. Robot. Comput. Integr. Manuf. 2018, 49, 215–228. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Ong, S.K.; Nee, A.Y.C. A Comprehensive Survey of Augmented Reality Assembly Research. Adv. Manuf. 2016, 4, 1–22. [Google Scholar] [CrossRef]
- Danielsson, O.; Holm, M.; Syberfeldt, A. Augmented Reality Smart Glasses for Operators in Production: Survey of Relevant Categories for Supporting Operators. Procedia CIRP 2020, 93, 1298–1303. [Google Scholar] [CrossRef]
- Qiu, C.; Zhou, S.; Liu, Z.; Gao, Q.; Tan, J. Digital Assembly Technology Based on Augmented Reality and Digital Twins: A Review. Virtual Real. Intell. Hardw. 2019, 1, 597–610. [Google Scholar] [CrossRef]
- Dey, A.; Billinghurst, M.; Lindeman, R.W.; Swan, J.E. A Systematic Review of 10 Years of Augmented Reality Usability Studies: 2005 to 2014. Front. Robot. AI 2018, 5, 37. [Google Scholar] [CrossRef] [Green Version]
- Damiani, L.; Demartini, M.; Guizzi, G.; Revetria, R.; Tonelli, F. Augmented and Virtual Reality Applications in Industrial Systems: A Qualitative Review towards the Industry 4.0 Era. IFAC-PapersOnLine 2018, 51, 624–630. [Google Scholar] [CrossRef]
- Carmigniani, J.; Furht, B.; Anisetti, M.; Ceravolo, P.; Damiani, E.; Ivkovic, M. Augmented Reality Technologies, Systems and Applications. Multimed. Tools Appl. 2011, 51, 341–377. [Google Scholar] [CrossRef]
- Kim, K.; Billinghurst, M.; Bruder, G.; Duh, H.B.-L.; Welch, G.F. Revisiting Trends in Augmented Reality Research: A Review of the 2nd Decade of ISMAR (2008–2017). IEEE Trans. Vis. Comput. Graph. 2018, 24, 2947–2962. [Google Scholar] [CrossRef]
- Gallala, A.; Hichri, B.; Plapper, P. Survey: The Evolution of the Usage of Augmented Reality in Industry 4.0. IOP Conf. Ser. Mater. Sci. Eng. 2019, 521, 012017. [Google Scholar] [CrossRef]
- Boboc, R.G.; Gîrbacia, F.; Butilă, E.V. The Application of Augmented Reality in the Automotive Industry: A Systematic Literature Review. Appl. Sci. 2020, 10, 4259. [Google Scholar] [CrossRef]
- de Souza Cardoso, L.F.; Mariano, F.C.M.Q.; Zorzal, E.R. A Survey of Industrial Augmented Reality. Comput. Ind. Eng. 2020, 139, 106159. [Google Scholar] [CrossRef]
- Masood, T.; Egger, J. Augmented Reality in Support of Industry 4.0—Implementation Challenges and Success Factors. Robot. Comput. Integr. Manuf. 2019, 58, 181–195. [Google Scholar] [CrossRef]
- Bottani, E.; Vignali, G. Augmented Reality Technology in the Manufacturing Industry: A Review of the Last Decade. IISE Trans. 2019, 51, 284–310. [Google Scholar] [CrossRef] [Green Version]
- Nee, A.Y.C.; Ong, S.K.; Chryssolouris, G.; Mourtzis, D. Augmented Reality Applications in Design and Manufacturing. CIRP Ann. 2012, 61, 657–679. [Google Scholar] [CrossRef]
- Santi, G.M.; Ceruti, A.; Liverani, A.; Osti, F. Augmented Reality in Industry 4.0 and Future Innovation Programs. Technologies 2021, 9, 33. [Google Scholar] [CrossRef]
- Baroroh, D.K.; Chu, C.-H.; Wang, L. Systematic Literature Review on Augmented Reality in Smart Manufacturing: Collaboration between Human and Computational Intelligence. J. Manuf. Syst. 2021, 61, 696–711. [Google Scholar] [CrossRef]
- Evangelista, A.; Ardito, L.; Boccaccio, A.; Fiorentino, M.; Messeni Petruzzelli, A.; Uva, A.E. Unveiling the Technological Trends of Augmented Reality: A Patent Analysis. Comput. Ind. 2020, 118, 103221. [Google Scholar] [CrossRef]
- Lee, W.-H.; Lee, K.-H.; Lee, J.-M.; Nam, B.-W. Registration Method for Maintenance-Work Support Based on Augmented-Reality-Model Generation from Drawing Data. J. Comput. Des. Eng. 2020, 7, 775–787. [Google Scholar] [CrossRef]
- Hoover, M.; Miller, J.; Gilbert, S.; Winer, E. Measuring the Performance Impact of Using the Microsoft HoloLens 1 to Provide Guided Assembly Work Instructions. J. Comput. Inf. Sci. Eng. 2020, 20, 061001. [Google Scholar] [CrossRef]
- Miller, J.; Hoover, M.; Winer, E. Mitigation of the Microsoft HoloLens’ Hardware Limitations for a Controlled Product Assembly Process. Int. J. Adv. Manuf. Technol. 2020, 109, 1741–1754. [Google Scholar] [CrossRef]
- Radkowski, R. Object Tracking With a Range Camera for Augmented Reality Assembly Assistance. J. Comput. Inf. Sci. Eng. 2016, 16, 011004. [Google Scholar] [CrossRef]
- Wang, Z.B.; Ng, L.X.; Ong, S.K.; Nee, A.Y.C. Assembly Planning and Evaluation in an Augmented Reality Environment. Int. J. Prod. Res. 2013, 51, 7388–7404. [Google Scholar] [CrossRef]
- Zhang, J.; Ong, S.K.; Nee, A.Y.C. RFID-Assisted Assembly Guidance System in an Augmented Reality Environment. Int. J. Prod. Res. 2011, 49, 3919–3938. [Google Scholar] [CrossRef]
- Wu, L.-C.; Lin, I.-C.; Tsai, M.-H. Augmented Reality Instruction for Object Assembly Based on Markerless Tracking. In Proceedings of the 20th ACM SIGGRAPH Symposium on Interactive 3D Graphics and Games—I3D ’16, Redmond, WA, USA, 26–28 February 2016; ACM Press: New York, NY, USA, 2016; pp. 95–102. [Google Scholar]
- Radkowski, R.; Kanunganti, S. Augmented Reality System Calibration for Assembly Support With the Microsoft HoloLens. In Volume 3: Manufacturing Equipment and Systems; ASME: Houston, TX, USA, 2018. [Google Scholar]
- Liang, J.; He, H.; Wu, Y. Bare-Hand Depth Perception Used in Augmented Reality Assembly Supporting. IEEE Access 2020, 8, 1534–1541. [Google Scholar] [CrossRef]
- Costa, C.M.; Veiga, G.; Sousa, A.; Rocha, L.; Sousa, A.A.; Rodrigues, R.; Thomas, U. Modeling of Video Projectors in OpenGL for Implementing a Spatial Augmented Reality Teaching System for Assembly Operations. In Proceedings of the 2019 IEEE International Conference on Autonomous Robot Systems and Competitions (ICARSC), Porto, Portugal, 24–26 April 2019. [Google Scholar]
- Radkowski, R.; Oliver, J. Natural Feature Tracking Augmented Reality for On-Site Assembly Assistance Systems; Springer: Berlin/Heidelberg, Germany, 2013; pp. 281–290. [Google Scholar]
- Wang, K.; Liu, D.; Liu, Z.; Duan, G.; Hu, L.; Tan, J. A Fast Object Registration Method for Augmented Reality Assembly with Simultaneous Determination of Multiple 2D-3D Correspondences. Robot. Comput. Integr. Manuf. 2020, 63, 101890. [Google Scholar] [CrossRef]
- Wang, Z.; Bai, X.; Zhang, S.; He, W.; Zhang, X.; Yan, Y.; Han, D. Information-Level Real-Time AR Instruction: A Novel Dynamic Assembly Guidance Information Representation Assisting Human Cognition. Int. J. Adv. Manuf. Technol. 2020, 107, 1463–1481. [Google Scholar] [CrossRef]
- Yin, X.; Fan, X.; Zhu, W.; Liu, R. Synchronous AR Assembly Assistance and Monitoring System Based on Ego-Centric Vision. Assem. Autom. 2019, 39, 1–16. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, S.; Wan, B.; He, W.; Bai, X. Point Cloud and Visual Feature-Based Tracking Method for an Augmented Reality-Aided Mechanical Assembly System. Int. J. Adv. Manuf. Technol. 2018, 99, 2341–2352. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, S.; Yang, S.; He, W.; Bai, X. Mechanical Assembly Assistance Using Marker-Less Augmented Reality System. Assem. Autom. 2018, 38, 77–87. [Google Scholar] [CrossRef] [Green Version]
- Xiao, H.; Duan, Y.; Zhang, Z. Mobile 3D Assembly Process Information Construction and Transfer to the Assembly Station of Complex Products. Int. J. Comput. Integr. Manuf. 2018, 31, 11–26. [Google Scholar] [CrossRef]
- Chen, C.J.; Hong, J.; Wang, S.F. Automated Positioning of 3D Virtual Scene in AR-Based Assembly and Disassembly Guiding System. Int. J. Adv. Manuf. Technol. 2015, 76, 753–764. [Google Scholar] [CrossRef]
- Liu, Y.; Li, S.; Wang, J.; Zeng, H.; Lu, J. A Computer Vision-Based Assistant System for the Assembly of Narrow Cabin Products. Int. J. Adv. Manuf. Technol. 2015, 76, 281–293. [Google Scholar] [CrossRef]
- Qiu, S.; Yang, X.; Shu, Y.; Fan, X.; Wang, J. Edge-Feature-Based Aircraft Cover Recognition and Pose Estimation for AR-Aided Inner Components Inspection. In Proceedings of the 2019 IEEE 8th Joint International Information Technology and Artificial Intelligence Conference (ITAIC), Chongqing, China, 24–26 May 2019. [Google Scholar]
- Wasenmuller, O.; Meyer, M.; Stricker, D. Augmented Reality 3D Discrepancy Check in Industrial Applications. In Proceedings of the 2016 IEEE International Symposium on Mixed and Augmented Reality (ISMAR), Merida, Mexico, 19–23 September 2016. [Google Scholar]
- Park, K.-B.; Kim, M.; Choi, S.H.; Lee, J.Y. Deep Learning-Based Smart Task Assistance in Wearable Augmented Reality. Robot. Comput. Integr. Manuf. 2020, 63, 101887. [Google Scholar] [CrossRef]
- Zubizarreta, J.; Aguinaga, I.; Amundarain, A. A Framework for Augmented Reality Guidance in Industry. Int. J. Adv. Manuf. Technol. 2019, 102, 4095–4108. [Google Scholar] [CrossRef]
- KIM, Y.H.; LEE, K.H. Pose Initialization Method of Mixed Reality System for Inspection Using Convolutional Neural Network. J. Adv. Mech. Des. Syst. Manuf. 2019, 13, JAMDSM0093. [Google Scholar] [CrossRef] [Green Version]
- Di Donato, M.; Fiorentino, M.; Uva, A.E.; Gattullo, M.; Monno, G. Text Legibility for Projected Augmented Reality on Industrial Workbenches. Comput. Ind. 2015, 70, 70–78. [Google Scholar] [CrossRef]
- Neubert, J.; Pretlove, J.; Drummond, T. Rapidly Constructed Appearance Models for Tracking in Augmented Reality Applications. Mach. Vis. Appl. 2012, 23, 843–856. [Google Scholar] [CrossRef]
- Kollatsch, C.; Klimant, P. Efficient Integration Process of Production Data into Augmented Reality Based Maintenance of Machine Tools. Prod. Eng. 2021, 15, 311–319. [Google Scholar] [CrossRef]
- Ceruti, A.; Marzocca, P.; Liverani, A.; Bil, C. Maintenance in Aeronautics in an Industry 4.0 Context: The Role of Augmented Reality and Additive Manufacturing. J. Comput. Des. Eng. 2019, 6, 516–526. [Google Scholar] [CrossRef]
- Zenati, N.; Benbelkacem, S.; Belhocine, M.; Bellarbi, A. A New AR Interaction for Collaborative E-Maintenance System. IFAC Proc. Vol. 2013, 46, 619–624. [Google Scholar] [CrossRef]
- Engelke, T.; Keil, J.; Rojtberg, P.; Wientapper, F.; Webel, S.; Bockholt, U. Content First—A Concept for Industrial Augmented Reality Maintenance Applications Using Mobile Devices. In Proceedings of the 6th ACM Multimedia Systems Conference, Portland, OR, USA, 18–20 March 2015. [Google Scholar]
- Wang, J.; Feng, Y.; Zeng, C.; Li, S. An Augmented Reality Based System for Remote Collaborative Maintenance Instruction of Complex Products. In Proceedings of the 2014 IEEE International Conference on Automation Science and Engineering (CASE), New Taipei, Taiwan, 18–22 August 2014. [Google Scholar]
- Palmarini, R.; Erkoyuncu, J.A.; Roy, R. An Innovative Process to Select Augmented Reality (AR) Technology for Maintenance. Procedia CIRP 2017, 59, 23–28. [Google Scholar] [CrossRef]
- del Amo, I.F.; Galeotti, E.; Palmarini, R.; Dini, G.; Erkoyuncu, J.; Roy, R. An Innovative User-Centred Support Tool for Augmented Reality Maintenance Systems Design: A Preliminary Study. Procedia CIRP 2018, 70, 362–367. [Google Scholar] [CrossRef]
- Scurati, G.W.; Gattullo, M.; Fiorentino, M.; Ferrise, F.; Bordegoni, M.; Uva, A.E. Converting Maintenance Actions into Standard Symbols for Augmented Reality Applications in Industry 4.0. Comput. Ind. 2018, 98, 68–79. [Google Scholar] [CrossRef]
- Quint, F.; Loch, F.; Bertram, P. The Challenge of Introducing AR in Industry—Results of a Participative Process Involving Maintenance Engineers. Procedia Manuf. 2017, 11, 1319–1323. [Google Scholar] [CrossRef]
- Erkoyuncu, J.A.; del Amo, I.F.; Dalle Mura, M.; Roy, R.; Dini, G. Improving Efficiency of Industrial Maintenance with Context Aware Adaptive Authoring in Augmented Reality. CIRP Ann. 2017, 66, 465–468. [Google Scholar] [CrossRef]
- Elia, V.; Gnoni, M.G.; Lanzilotto, A. Evaluating the Application of Augmented Reality Devices in Manufacturing from a Process Point of View: An AHP Based Model. Expert Syst. Appl. 2016, 63, 187–197. [Google Scholar] [CrossRef]
- Zhu, J.; Ong, S.K.; Nee, A.Y.C. A Context-Aware Augmented Reality System to Assist the Maintenance Operators. Int. J. Interact. Des. Manuf. 2014, 8, 293–304. [Google Scholar] [CrossRef]
- Ong, S.K.; Zhu, J. A Novel Maintenance System for Equipment Serviceability Improvement. CIRP Ann. 2013, 62, 39–42. [Google Scholar] [CrossRef]
- Siew, C.Y.; Ong, S.K.; Nee, A.Y.C. Improving Maintenance Efficiency and Safety through a Human-Centric Approach. Adv. Manuf. 2021, 9, 104–114. [Google Scholar] [CrossRef]
- Kunnen, S.; Adamenko, D.; Pluhnau, R.; Loibl, A.; Nagarajah, A. System-Based Concept for a Mixed Reality Supported Maintenance Phase of an Industrial Plant. Procedia CIRP 2020, 91, 15–20. [Google Scholar] [CrossRef]
- Wang, Z.; Bai, X.; Zhang, S.; Wang, Y.; Han, S.; Zhang, X.; Yan, Y.; Xiong, Z. User-Oriented AR Assembly Guideline: A New Classification Method of Assembly Instruction for User Cognition. Int. J. Adv. Manuf. Technol. 2021, 112, 41–59. [Google Scholar] [CrossRef]
- Bhattacharya, B.; Winer, E.H. Augmented Reality via Expert Demonstration Authoring (AREDA). Comput. Ind. 2019, 105, 61–79. [Google Scholar] [CrossRef]
- De Amicis, R.; Ceruti, A.; Francia, D.; Frizziero, L.; Simões, B. Augmented Reality for Virtual User Manual. Int. J. Interact. Des. Manuf. 2018, 12, 689–697. [Google Scholar] [CrossRef]
- Liu, Y.; Li, S.; Wang, J. Assembly Auxiliary System for Narrow Cabins of Spacecraft. Chinese J. Mech. Eng. 2015, 28, 1080–1088. [Google Scholar] [CrossRef]
- Makris, S.; Pintzos, G.; Rentzos, L.; Chryssolouris, G. Assembly Support Using AR Technology Based on Automatic Sequence Generation. CIRP Ann. 2013, 62, 9–12. [Google Scholar] [CrossRef]
- Ong, S.K.; Wang, Z.B. Augmented Assembly Technologies Based on 3D Bare-Hand Interaction. CIRP Ann. 2011, 60, 1–4. [Google Scholar] [CrossRef]
- Radkowski, R.; Herrema, J.; Oliver, J. Augmented Reality-Based Manual Assembly Support With Visual Features for Different Degrees of Difficulty. Int. J. Hum. Comput. Interact. 2015, 31, 337–349. [Google Scholar] [CrossRef]
- Danielsson, O.; Syberfeldt, A.; Brewster, R.; Wang, L. Assessing Instructions in Augmented Reality for Human-Robot Collaborative Assembly by Using Demonstrators. Procedia CIRP 2017, 63, 89–94. [Google Scholar] [CrossRef]
- Rentzos, L.; Papanastasiou, S.; Papakostas, N.; Chryssolouris, G. Augmented Reality for Human-Based Assembly: Using Product and Process Semantics. IFAC Proc. Vol. 2013, 46, 98–101. [Google Scholar] [CrossRef]
- Schuster, F.; Engelmann, B.; Sponholz, U.; Schmitt, J. Human Acceptance Evaluation of AR-Assisted Assembly Scenarios. J. Manuf. Syst. 2021, 61, 660–672. [Google Scholar] [CrossRef]
- Liu, X.; Zheng, L.; Shuai, J.; Zhang, R.; Li, Y. Data-Driven and AR Assisted Intelligent Collaborative Assembly System for Large-Scale Complex Products. Procedia CIRP 2020, 93, 1049–1054. [Google Scholar] [CrossRef]
- Luxenburger, A.; Mohr, J.; Spieldenner, T.; Merkel, D.; Espinosa, F.; Schwartz, T.; Reinicke, F.; Ahlers, J.; Stoyke, M. Augmented Reality for Human-Robot Cooperation in Aircraft Assembly. In 2019 IEEE International Conference on Artificial Intelligence and Virtual Reality (AIVR); IEEE: Piscataway, NJ, USA, 2019; pp. 263–2633. [Google Scholar]
- Chen, H.; Chen, C.; Sun, G.; Wan, B. Augmented Reality Based Visualization Method for Spacecraft Cable Assembly Process. IOP Conf. Ser. Mater. Sci. Eng. 2019, 612, 1–7. [Google Scholar] [CrossRef]
- Rodriguez, L.; Quint, F.; Gorecky, D.; Romero, D.; Siller, H.R. Developing a Mixed Reality Assistance System Based on Projection Mapping Technology for Manual Operations at Assembly Workstations. Procedia Comput. Sci. 2015, 75, 327–333. [Google Scholar] [CrossRef] [Green Version]
- Evans, G.; Miller, J.; Iglesias Pena, M.; MacAllister, A.; Winer, E. Evaluating the Microsoft HoloLens through an Augmented Reality Assembly Application. In Degraded Environments: Sensing, Processing, and Display 2017; SPIE: Anaheim, CA, USA, 2017; pp. 1–16. [Google Scholar]
- Gavish, N.; Gutiérrez, T.; Webel, S.; Rodríguez, J.; Peveri, M.; Bockholt, U.; Tecchia, F. Evaluating Virtual Reality and Augmented Reality Training for Industrial Maintenance and Assembly Tasks. Interact. Learn. Environ. 2013, 23, 778–798. [Google Scholar] [CrossRef]
- Neb, A.; Strieg, F. Generation of AR-Enhanced Assembly Instructions Based on Assembly Features. Procedia CIRP 2018, 72, 1118–1123. [Google Scholar] [CrossRef]
- Li, B.; Dong, Q.; Dong, J.; Wang, J.; Li, W.; Li, S. Instruction Manual for Product Assembly Process Based on Augmented Visualization. In 2018 Chinese Automation Congress (CAC); IEEE: Piscataway, NJ, USA, 2018; pp. 3248–3253. [Google Scholar]
- Danielsson, O.; Syberfeldt, A.; Holm, M.; Wang, L. Operators Perspective on Augmented Reality as a Support Tool in Engine Assembly. Procedia CIRP 2018, 72, 45–50. [Google Scholar] [CrossRef]
- Novak-Marcincin, J.; Barna, J.; Torok, J. Precision Assembly Process with Augmented Reality Technology Support. Key Eng. Mater. 2014, 581, 106–111. [Google Scholar] [CrossRef]
- Li, W.; Wang, J.; Jiao, S.; Wang, M.; Li, S. Research on the Visual Elements of Augmented Reality Assembly Processes. Virtual Real. Intell. Hardw. 2019, 1, 622–634. [Google Scholar] [CrossRef]
- Funk, M.; Bächler, A.; Bächler, L.; Kosch, T.; Heidenreich, T.; Schmidt, A. Working with Augmented Reality? In Proceedings of the 10th International Conference on PErvasive Technologies Related to Assistive Environments; ACM: New York, NY, USA, 2017; pp. 222–229. [Google Scholar]
- Qeshmy, D.E.; Makdisi, J.; Ribeiro da Silva, E.H.D.; Angelis, J. Managing Human Errors: Augmented Reality Systems as a Tool in the Quality Journey. Procedia Manuf. 2019, 28, 24–30. [Google Scholar] [CrossRef]
- Urbas, U.; Vrabič, R.; Vukašinović, N. Displaying Product Manufacturing Information in Augmented Reality for Inspection. Procedia CIRP 2019, 81, 832–837. [Google Scholar] [CrossRef]
- Thamm, S.; Huebser, L.; Adam, T.; Hellebrandt, T.; Heine, I.; Barbalho, S.; Velho, S.K.; Becker, M.; Bagnato, V.S.; Schmitt, R.H. Concept for an Augmented Intelligence-Based Quality Assurance of Assembly Tasks in Global Value Networks. Procedia CIRP 2021, 97, 423–428. [Google Scholar] [CrossRef]
- Eschen, H.; Kötter, T.; Rodeck, R.; Harnisch, M.; Schüppstuhl, T. Augmented and Virtual Reality for Inspection and Maintenance Processes in the Aviation Industry. Procedia Manuf. 2018, 19, 156–163. [Google Scholar] [CrossRef]
- Canepa-Talamas, D.; Nassehi, A.; Dhokia, V. Innovative Framework for Immersive Metrology. Procedia CIRP 2017, 60, 110–115. [Google Scholar] [CrossRef]
- Chang, M.M.L.; Nee, A.Y.C.; Ong, S.K. Interactive AR-Assisted Product Disassembly Sequence Planning (ARDIS). Int. J. Prod. Res. 2020, 58, 4916–4931. [Google Scholar] [CrossRef]
- Weidig, C.; Aurich, J.C. Systematic Development of Mobile AR-Applications, Special Focus on User Participation. Procedia CIRP 2015, 28, 155–160. [Google Scholar] [CrossRef] [Green Version]
- Lee, H. Real-Time Manufacturing Modeling and Simulation Framework Using Augmented Reality and Stochastic Network Analysis. Virtual Real. 2019, 23, 85–99. [Google Scholar] [CrossRef]
- van Lopik, K.; Sinclair, M.; Sharpe, R.; Conway, P.; West, A. Developing Augmented Reality Capabilities for Industry 4.0 Small Enterprises: Lessons Learnt from a Content Authoring Case Study. Comput. Ind. 2020, 117, 103208. [Google Scholar] [CrossRef]
- Bagassi, S.; De Crescenzio, F.; Piastra, S. Augmented Reality Technology Selection Based on Integrated QFD-AHP Model. Int. J. Interact. Des. Manuf. 2020, 14, 285–294. [Google Scholar] [CrossRef]
- Müller, T. Challenges in Representing Information with Augmented Reality to Support Manual Procedural Tasks. AIMS Electron. Electr. Eng. 2019, 3, 71–97. [Google Scholar] [CrossRef]
- Yew, A.W.W.; Ong, S.K.; Nee, A.Y.C. Towards a Griddable Distributed Manufacturing System with Augmented Reality Interfaces. Robot. Comput. Integr. Manuf. 2016, 39, 43–55. [Google Scholar] [CrossRef]
- Ong, S.K.; Wang, X.; Nee, A.Y.C. 3D Bare-Hand Interactions Enabling Ubiquitous Interactions with Smart Objects. Adv. Manuf. 2020, 8, 133–143. [Google Scholar] [CrossRef] [Green Version]
- Li, W.K.; Ong, S.K.; Nee, A.Y.C. User-Oriented Augmented Reality Content Delivery and Management for Ubiquitous Manufacturing. J. Manuf. Sci. Eng. 2019, 141. [Google Scholar] [CrossRef]
- Schumann, M.; Fuchs, C.; Kollatsch, C.; Klimant, P. Evaluation of Augmented Reality Supported Approaches for Product Design and Production Processes. Procedia CIRP 2021, 97, 160–165. [Google Scholar] [CrossRef]
- Schmiedinger, T.; Petke, M.; von Czettritz, L.; Wohlschläger, B.; Adam, M. Augmented Reality as a Tool for Providing Informational Content in Different Production Domains. Procedia Manuf. 2020, 45, 423–428. [Google Scholar] [CrossRef]
- Zhu, Z.; Liu, C.; Xu, X. Visualisation of the Digital Twin Data in Manufacturing by Using Augmented Reality. Procedia CIRP 2019, 81, 898–903. [Google Scholar] [CrossRef]
- Syberfeldt, A.; Holm, M.; Danielsson, O.; Wang, L.; Brewster, R.L. Support Systems on the Industrial Shop-Floors of the Future—Operators’ Perspective on Augmented Reality. Procedia CIRP 2016, 44, 108–113. [Google Scholar] [CrossRef]
- Syberfeldt, A.; Danielsson, O.; Holm, M.; Wang, L. Dynamic Operator Instructions Based on Augmented Reality and Rule-Based Expert Systems. Procedia CIRP 2016, 41, 346–351. [Google Scholar] [CrossRef]
- Caricato, P.; Colizzi, L.; Gnoni, M.G.; Grieco, A.; Guerrieri, A.; Lanzilotto, A. Augmented Reality Applications in Manufacturing: A Multi-Criteria Decision Model for Performance Analysis. IFAC Proc. Vol. 2014, 47, 754–759. [Google Scholar] [CrossRef] [Green Version]
- Fast-Berglund, Å.; Gong, L.; Li, D. Testing and Validating Extended Reality (XR) Technologies in Manufacturing. Procedia Manuf. 2018, 25, 31–38. [Google Scholar] [CrossRef]
- Riexinger, G.; Kluth, A.; Olbrich, M.; Braun, J.-D.; Bauernhansl, T. Mixed Reality for On-Site Self-Instruction and Self-Inspection with Building Information Models. Procedia CIRP 2018, 72, 1124–1129. [Google Scholar] [CrossRef]
- Quandt, M.; Knoke, B.; Gorldt, C.; Freitag, M.; Thoben, K.-D. General Requirements for Industrial Augmented Reality Applications. Procedia CIRP 2018, 72, 1130–1135. [Google Scholar] [CrossRef]
- Röltgen, D.; Dumitrescu, R. Classification of Industrial Augmented Reality Use Cases. Procedia CIRP 2020, 91, 93–100. [Google Scholar] [CrossRef]
- Mourtzis, D.; Angelopoulos, J.; Zogopoulos, V. Integrated and Adaptive AR Maintenance and Shop-Floor Rescheduling. Comput. Ind. 2021, 125, 103383. [Google Scholar] [CrossRef]
- Konstantinidis, F.K.; Kansizoglou, I.; Santavas, N.; Mouroutsos, S.G.; Gasteratos, A. MARMA: A Mobile Augmented Reality Maintenance Assistant for Fast-Track Repair Procedures in the Context of Industry 4.0. Machines 2020, 8, 88. [Google Scholar] [CrossRef]
- Siew, C.Y.; Ong, S.K.; Nee, A.Y.C. A Practical Augmented Reality-Assisted Maintenance System Framework for Adaptive User Support. Robot. Comput. Integr. Manuf. 2019, 59, 115–129. [Google Scholar] [CrossRef]
- Gattullo, M.; Scurati, G.W.; Fiorentino, M.; Uva, A.E.; Ferrise, F.; Bordegoni, M. Towards Augmented Reality Manuals for Industry 4.0: A Methodology. Robot. Comput. Integr. Manuf. 2019, 56, 276–286. [Google Scholar] [CrossRef]
- Uva, A.E.; Gattullo, M.; Manghisi, V.M.; Spagnulo, D.; Cascella, G.L.; Fiorentino, M. Evaluating the Effectiveness of Spatial Augmented Reality in Smart Manufacturing: A Solution for Manual Working Stations. Int. J. Adv. Manuf. Technol. 2018, 94, 509–521. [Google Scholar] [CrossRef]
- Mourtzis, D.; Vlachou, A.; Zogopoulos, V. Cloud-Based Augmented Reality Remote Maintenance Through Shop-Floor Monitoring: A Product-Service System Approach. J. Manuf. Sci. Eng. 2017, 139, 061011. [Google Scholar] [CrossRef]
- Masoni, R.; Ferrise, F.; Bordegoni, M.; Gattullo, M.; Uva, A.E.; Fiorentino, M.; Carrabba, E.; Di Donato, M. Supporting Remote Maintenance in Industry 4.0 through Augmented Reality. Procedia Manuf. 2017, 11, 1296–1302. [Google Scholar] [CrossRef]
- Fiorentino, M.; Uva, A.E.; Monno, G.; Radkowski, R. Natural Interaction for Online Documentation in Industrial Maintenance. Int. J. Comput. Aided Eng. Technol. 2016, 8, 56. [Google Scholar] [CrossRef]
- Zhu, J.; Ong, S.K.; Nee, A.Y.C. A Context-Aware Augmented Reality Assisted Maintenance System. Int. J. Comput. Integr. Manuf. 2015, 28, 213–225. [Google Scholar] [CrossRef]
- Fiorentino, M.; Uva, A.E.; Gattullo, M.; Debernardis, S.; Monno, G. Augmented Reality on Large Screen for Interactive Maintenance Instructions. Comput. Ind. 2014, 65, 270–278. [Google Scholar] [CrossRef]
- Zhu, J.; Ong, S.K.; Nee, A.Y.C. An Authorable Context-Aware Augmented Reality System to Assist the Maintenance Technicians. Int. J. Adv. Manuf. Technol. 2013, 66, 1699–1714. [Google Scholar] [CrossRef]
- Espíndola, D.B.; Fumagalli, L.; Garetti, M.; Pereira, C.E.; Botelho, S.S.C.; Ventura Henriques, R. A Model-Based Approach for Data Integration to Improve Maintenance Management by Mixed Reality. Comput. Ind. 2013, 64, 376–391. [Google Scholar] [CrossRef]
- Fernández del Amo, I.; Erkoyuncu, J.; Vrabič, R.; Frayssinet, R.; Vazquez Reynel, C.; Roy, R. Structured Authoring for AR-Based Communication to Enhance Efficiency in Remote Diagnosis for Complex Equipment. Adv. Eng. Inform. 2020, 45, 101096. [Google Scholar] [CrossRef]
- Vorraber, W.; Gasser, J.; Webb, H.; Neubacher, D.; Url, P. Assessing Augmented Reality in Production: Remote-Assisted Maintenance with HoloLens. Procedia CIRP 2020, 88, 139–144. [Google Scholar] [CrossRef]
- Mourtzis, D.; Zogopoulos, V.; Vlachou, E. Augmented Reality Application to Support Remote Maintenance as a Service in the Robotics Industry. Procedia CIRP 2017, 63, 46–51. [Google Scholar] [CrossRef]
- Mourtzis, D.; Angelopoulos, J.; Boli, N. Maintenance Assistance Application of Engineering to Order Manufacturing Equipment: A Product Service System (PSS) Approach. IFAC-PapersOnLine 2018, 51, 217–222. [Google Scholar] [CrossRef]
- Manuri, F.; Pizzigalli, A.; Sanna, A. A State Validation System for Augmented Reality Based Maintenance Procedures. Appl. Sci. 2019, 9, 2115. [Google Scholar] [CrossRef] [Green Version]
- Utzig, S.; Kaps, R.; Azeem, S.M.; Gerndt, A. Augmented Reality for Remote Collaboration in Aircraft Maintenance Tasks. In 2019 IEEE Aerospace Conference; IEEE: Piscataway, NJ, USA, 2019; pp. 1–10. [Google Scholar]
- De Crescenzio, F.; Fantini, M.; Persiani, F.; Di Stefano, L.; Azzari, P.; Salti, S. Augmented Reality for Aircraft Maintenance Training and Operations Support. IEEE Comput. Graph. Appl. 2011, 31, 96–101. [Google Scholar] [CrossRef] [PubMed]
- Cachada, A.; Romero, L.; Costa, D.; Badikyan, H.; Barbosa, J.; Leitao, P.; Morais, O.; Teixeira, C.; Azevedo, J.; Moreira, P.M. Using AR Interfaces to Support Industrial Maintenance Procedures. In IECON 2019—45th Annual Conference of the IEEE Industrial Electronics Society; IEEE: Piscataway, NJ, USA, 2019; pp. 3795–3800. [Google Scholar]
- Makris, S.; Karagiannis, P.; Koukas, S.; Matthaiakis, A.-S. Augmented Reality System for Operator Support in Human–Robot Collaborative Assembly. CIRP Ann. 2016, 65, 61–64. [Google Scholar] [CrossRef]
- Wang, X.; Ong, S.K.; Nee, A.Y.C. Real-Virtual Interaction in AR Assembly Simulation Based on Component Contact Handling Strategy. Assem. Autom. 2015, 35, 376–394. [Google Scholar] [CrossRef]
- Wang, Z.B.; Ong, S.K.; Nee, A.Y.C. Augmented Reality Aided Interactive Manual Assembly Design. Int. J. Adv. Manuf. Technol. 2013, 69, 1311–1321. [Google Scholar] [CrossRef]
- Chen, C.; Tian, Z.; Li, D.; Pang, L.; Wang, T.; Hong, J. Projection-Based Augmented Reality System for Assembly Guidance and Monitoring. Assem. Autom. 2021, 41, 10–23. [Google Scholar] [CrossRef]
- de Souza Cardoso, L.F.; Mariano, F.C.M.Q.; Zorzal, E.R. Mobile Augmented Reality to Support Fuselage Assembly. Comput. Ind. Eng. 2020, 148, 106712. [Google Scholar] [CrossRef]
- Hietanen, A.; Pieters, R.; Lanz, M.; Latokartano, J.; Kämäräinen, J.-K. AR-Based Interaction for Human-Robot Collaborative Manufacturing. Robot. Comput. Integr. Manuf. 2020, 63, 101891. [Google Scholar] [CrossRef]
- Lai, Z.-H.; Tao, W.; Leu, M.C.; Yin, Z. Smart Augmented Reality Instructional System for Mechanical Assembly towards Worker-Centered Intelligent Manufacturing. J. Manuf. Syst. 2020, 55, 69–81. [Google Scholar] [CrossRef]
- Mourtzis, D.; Zogopoulos, V.; Xanthi, F. Augmented Reality Application to Support the Assembly of Highly Customized Products and to Adapt to Production Re-Scheduling. Int. J. Adv. Manuf. Technol. 2019, 105, 3899–3910. [Google Scholar] [CrossRef]
- Tao, W.; Lai, Z.-H.; Leu, M.C.; Yin, Z.; Qin, R. A Self-Aware and Active-Guiding Training & Assistant System for Worker-Centered Intelligent Manufacturing. Manuf. Lett. 2019, 21, 45–49. [Google Scholar]
- Valentini, P.P. Natural Interface for Interactive Virtual Assembly in Augmented Reality Using Leap Motion Controller. Int. J. Interact. Des. Manuf. 2018, 12, 1157–1165. [Google Scholar] [CrossRef]
- Wang, X.; Ong, S.K.; Nee, A.Y.C. Real-Virtual Components Interaction for Assembly Simulation and Planning. Robot. Comput. Integr. Manuf. 2016, 41, 102–114. [Google Scholar] [CrossRef]
- Gimeno, J.; Morillo, P.; Orduña, J.M.; Fernández, M. A New AR Authoring Tool Using Depth Maps for Industrial Procedures. Comput. Ind. 2013, 64, 1263–1271. [Google Scholar] [CrossRef]
- Wang, Z.; Bai, X.; Zhang, S.; He, W.; Wang, Y.; Han, D.; Wei, S.; Wei, B.; Chen, C. M-AR: A Visual Representation of Manual Operation Precision in AR Assembly. Int. J. Hum.–Comput. Interact. 2021, 37, 1799–1814. [Google Scholar] [CrossRef]
- Wang, X.; Ong, S.K.; Nee, A.Y.C. Multi-Modal Augmented-Reality Assembly Guidance Based on Bare-Hand Interface. Adv. Eng. Inform. 2016, 30, 406–421. [Google Scholar] [CrossRef]
- Pilati, F.; Faccio, M.; Gamberi, M.; Regattieri, A. Learning Manual Assembly through Real-Time Motion Capture for Operator Training with Augmented Reality. Procedia Manuf. 2020, 45, 189–195. [Google Scholar] [CrossRef]
- Chu, C.-H.; Ko, C.-H. An Experimental Study on Augmented Reality Assisted Manual Assembly with Occluded Components. J. Manuf. Syst. 2021, 61, 685–695. [Google Scholar] [CrossRef]
- Kousi, N.; Stoubos, C.; Gkournelos, C.; Michalos, G.; Makris, S. Enabling Human Robot Interaction in Flexible Robotic Assembly Lines: An Augmented Reality Based Software Suite. Procedia CIRP 2019, 81, 1429–1434. [Google Scholar] [CrossRef]
- Lampen, E.; Teuber, J.; Gaisbauer, F.; Bär, T.; Pfeiffer, T.; Wachsmuth, S. Combining Simulation and Augmented Reality Methods for Enhanced Worker Assistance in Manual Assembly. Procedia CIRP 2019, 81, 588–593. [Google Scholar] [CrossRef]
- Mengoni, M.; Ceccacci, S.; Generosi, A.; Leopardi, A. Spatial Augmented Reality: An Application for Human Work in Smart Manufacturing Environment. Procedia Manuf. 2018, 17, 476–483. [Google Scholar] [CrossRef]
- Michalos, G.; Karagiannis, P.; Makris, S.; Tokçalar, Ö.; Chryssolouris, G. Augmented Reality (AR) Applications for Supporting Human-Robot Interactive Cooperation. Procedia CIRP 2016, 41, 370–375. [Google Scholar] [CrossRef] [Green Version]
- Syberfeldt, A.; Danielsson, O.; Holm, M.; Wang, L. Visual Assembling Guidance Using Augmented Reality. Procedia Manuf. 2015, 1, 98–109. [Google Scholar] [CrossRef]
- Mura, M.D.; Dini, G.; Failli, F. An Integrated Environment Based on Augmented Reality and Sensing Device for Manual Assembly Workstations. Procedia CIRP 2016, 41, 340–345. [Google Scholar] [CrossRef] [Green Version]
- Provost, J.; Ebrahimi, A.H.; Åkesson, K. Online Support for Shop-Floor Operators Using Body Movements Tracking. IFAC Proc. Vol. 2013, 46, 102–109. [Google Scholar] [CrossRef] [Green Version]
- Serván, J.; Mas, F.; Menéndez, J.L.; Ríos, J. Assembly Work Instruction Deployment Using Augmented Reality. Key Eng. Mater. 2012, 502, 25–30. [Google Scholar] [CrossRef]
- Chu, C.-H.; Liao, C.-J.; Lin, S.-C. Comparing Augmented Reality-Assisted Assembly Functions—A Case Study on Dougong Structure. Appl. Sci. 2020, 10, 3383. [Google Scholar] [CrossRef]
- Konig, M.; Stadlmaier, M.; Rusch, T.; Sochor, R.; Merkel, L.; Braunreuther, S.; Schilp, J. MA 2 RA—Manual Assembly Augmented Reality Assistant. In Proceedings of the 2019 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Macao, China, 15–19 December 2019. [Google Scholar]
- Ojer, M.; Alvarez, H.; Serrano, I.; Saiz, F.A.; Barandiaran, I.; Aguinaga, D.; Querejeta, L.; Alejandro, D. Projection-Based Augmented Reality Assistance for Manual Electronic Component Assembly Processes. Appl. Sci. 2020, 10, 796. [Google Scholar] [CrossRef] [Green Version]
- Sand, O.; Büttner, S.; Paelke, V.; Röcker, C. SmARt.Assembly—Projection-Based Augmented Reality for Supporting Assembly Workers; Springer: Cham, Switzerland, 2016; pp. 643–652. [Google Scholar]
- Hořejší, P. Augmented Reality System for Virtual Training of Parts Assembly. Procedia Eng. 2015, 100, 699–706. [Google Scholar] [CrossRef] [Green Version]
- Pusda, F.R.; Valencia, F.F.; Andaluz, V.H.; Zambrano, V.D. Training Assistant for Automotive Engineering Through Augmented Reality. In Augmented Reality, Virtual Reality, and Computer Graphics; Springer: Berlin/Heidelberg, Germany, 2019; pp. 146–160. [Google Scholar]
- Marino, E.; Barbieri, L.; Colacino, B.; Fleri, A.K.; Bruno, F. An Augmented Reality Inspection Tool to Support Workers in Industry 4.0 Environments. Comput. Ind. 2021, 127, 103412. [Google Scholar] [CrossRef]
- Dalle Mura, M.; Dini, G. An Augmented Reality Approach for Supporting Panel Alignment in Car Body Assembly. J. Manuf. Syst. 2021, 59, 251–260. [Google Scholar] [CrossRef]
- Liu, S.; Lu, S.; Li, J.; Sun, X.; Lu, Y.; Bao, J. Machining Process-Oriented Monitoring Method Based on Digital Twin via Augmented Reality. Int. J. Adv. Manuf. Technol. 2021, 113, 3491–3508. [Google Scholar] [CrossRef]
- Li, S.; Zheng, P.; Zheng, L. An AR-Assisted Deep Learning-Based Approach for Automatic Inspection of Aviation Connectors. IEEE Trans. Ind. Inform. 2021, 17, 1721–1731. [Google Scholar] [CrossRef]
- Runji, J.M.; Lin, C.-Y. Markerless Cooperative Augmented Reality-Based Smart Manufacturing Double-Check System: Case of Safe PCBA Inspection Following Automatic Optical Inspection. Robot. Comput. Integr. Manuf. 2020, 64, 101957. [Google Scholar] [CrossRef]
- Motoyama, Y.; Iwamoto, K.; Tokunaga, H.; Okane, T. Measuring Hand-Pouring Motion in Casting Process Using Augmented Reality Marker Tracking. Int. J. Adv. Manuf. Technol. 2020, 106, 5333–5343. [Google Scholar] [CrossRef]
- Muñoz, A.; Martí, A.; Mahiques, X.; Gracia, L.; Solanes, J.E.; Tornero, J. Camera 3D Positioning Mixed Reality-Based Interface to Improve Worker Safety, Ergonomics and Productivity. CIRP J. Manuf. Sci. Technol. 2020, 28, 24–37. [Google Scholar] [CrossRef]
- Bruno, F.; Barbieri, L.; Marino, E.; Muzzupappa, M.; D’Oriano, L.; Colacino, B. An Augmented Reality Tool to Detect and Annotate Design Variations in an Industry 4.0 Approach. Int. J. Adv. Manuf. Technol. 2019, 105, 875–887. [Google Scholar] [CrossRef]
- Muñoz, A.; Mahiques, X.; Solanes, J.E.; Martí, A.; Gracia, L.; Tornero, J. Mixed Reality-Based User Interface for Quality Control Inspection of Car Body Surfaces. J. Manuf. Syst. 2019, 53, 75–92. [Google Scholar] [CrossRef]
- Li, K.; Tian, G.Y.; Chen, X.; Tang, C.; Luo, H.; Li, W.; Gao, B.; He, X.; Wright, N. AR-Aided Smart Sensing for In-Line Condition Monitoring of IGBT Wafer. IEEE Trans. Ind. Electron. 2019, 66, 8197–8204. [Google Scholar] [CrossRef]
- Álvarez, H.; Lajas, I.; Larrañaga, A.; Amozarrain, L.; Barandiaran, I. Augmented Reality System to Guide Operators in the Setup of Die Cutters. Int. J. Adv. Manuf. Technol. 2019, 103, 1543–1553. [Google Scholar] [CrossRef]
- Holm, M.; Danielsson, O.; Syberfeldt, A.; Moore, P.; Wang, L. Adaptive Instructions to Novice Shop-Floor Operators Using Augmented Reality. J. Ind. Prod. Eng. 2017, 34, 362–374. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.; Cao, S.; Tse, W.; Xu, X. Augmented Reality-Assisted Intelligent Window for Cyber-Physical Machine Tools. J. Manuf. Syst. 2017, 44, 280–286. [Google Scholar] [CrossRef]
- Doshi, A.; Smith, R.T.; Thomas, B.H.; Bouras, C. Use of Projector Based Augmented Reality to Improve Manual Spot-Welding Precision and Accuracy for Automotive Manufacturing. Int. J. Adv. Manuf. Technol. 2017, 89, 1279–1293. [Google Scholar] [CrossRef] [Green Version]
- Franceschini, F.; Galetto, M.; Maisano, D.; Mastrogiacomo, L. Towards the Use of Augmented Reality Techniques for Assisted Acceptance Sampling. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 1870–1884. [Google Scholar] [CrossRef] [Green Version]
- Mourtzis, D.; Siatras, V.; Zogopoulos, V. Augmented Reality Visualization of Production Scheduling and Monitoring. Procedia CIRP 2020, 88, 151–156. [Google Scholar] [CrossRef]
- Hofmann, C.; Staehr, T.; Cohen, S.; Stricker, N.; Haefner, B.; Lanza, G. Augmented Go & See: An Approach for Improved Bottleneck Identification in Production Lines. Procedia Manuf. 2019, 31, 148–154. [Google Scholar]
- Antonelli, D.; Astanin, S. Enhancing the Quality of Manual Spot Welding through Augmented Reality Assisted Guidance. Procedia CIRP 2015, 33, 556–561. [Google Scholar] [CrossRef] [Green Version]
- Barbieri, L.; Marino, E. An Augmented Reality Tool to Detect Design Discrepancies: A Comparison Test with Traditional Methods; Springer: Cham, Switzerland, 2019; pp. 99–110. [Google Scholar]
- Segovia, D.; Ramírez, H.; Mendoza, M.; Mendoza, M.; Mendoza, E.; González, E. Machining and Dimensional Validation Training Using Augmented Reality for a Lean Process. Procedia Comput. Sci. 2015, 75, 195–204. [Google Scholar] [CrossRef] [Green Version]
- Segovia, D.; Mendoza, M.; Mendoza, E.; González, E. Augmented Reality as a Tool for Production and Quality Monitoring. Procedia Comput. Sci. 2015, 75, 291–300. [Google Scholar] [CrossRef] [Green Version]
- Zhou, J.; Lee, I.; Thomas, B.; Menassa, R.; Farrant, A.; Sansome, A. Applying Spatial Augmented Reality to Facilitate In-Situ Support for Automotive Spot Welding Inspection. In Proceedings of the 10th International Conference on Virtual Reality Continuum and Its Applications in Industry—VRCAI ’11, Hong Kong, China, 11–12 December 2011. [Google Scholar]
- Alves, J.; Marques, B.; Dias, P.; Santos, B.S. Using Augmented Reality and Step by Step Verification in Industrial Quality Control; Springer: Cham, Switzerland, 2021; pp. 350–355. [Google Scholar]
- Ong, S.K.; Yew, A.W.W.; Thanigaivel, N.K.; Nee, A.Y.C. Augmented Reality-Assisted Robot Programming System for Industrial Applications. Robot. Comput. Integr. Manuf. 2020, 61, 101820. [Google Scholar] [CrossRef]
- Kokkas, A.; Vosniakos, G.-C. An Augmented Reality Approach to Factory Layout Design Embedding Operation Simulation. Int. J. Interact. Des. Manuf. 2019, 13, 1061–1071. [Google Scholar] [CrossRef]
- Tzimas, E.; Vosniakos, G.-C.; Matsas, E. Machine Tool Setup Instructions in the Smart Factory Using Augmented Reality: A System Construction Perspective. Int. J. Interact. Des. Manuf. 2019, 13, 121–136. [Google Scholar] [CrossRef]
- Ragni, M.; Perini, M.; Setti, A.; Bosetti, P. ARTool Zero: Programming Trajectory of Touching Probes Using Augmented Reality. Comput. Ind. Eng. 2018, 124, 462–473. [Google Scholar] [CrossRef]
- Pai, Y.S.; Yap, H.J.; Singh, R. Augmented Reality–Based Programming, Planning and Simulation of a Robotic Work Cell. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 1029–1045. [Google Scholar] [CrossRef]
- Zhang, J.; Ong, S.K.; Nee, A.Y.C. A Multi-Regional Computation Scheme in an AR-Assisted in Situ CNC Simulation Environment. Comput. Des. 2010, 42, 1167–1177. [Google Scholar] [CrossRef]
- Wang, X.; Yew, A.W.W.; Ong, S.K.; Nee, A.Y.C. Enhancing Smart Shop Floor Management with Ubiquitous Augmented Reality. Int. J. Prod. Res. 2020, 58, 2352–2367. [Google Scholar] [CrossRef]
- Mueller, F.; Deuerlein, C.; Koch, M. Intuitive Welding Robot Programming via Motion Capture and Augmented Reality. IFAC-PapersOnLine 2019, 52, 294–299. [Google Scholar] [CrossRef]
- Mourtzis, D.; Angelopoulos, J.; Panopoulos, N. Collaborative Manufacturing Design: A Mixed Reality and Cloud-Based Framework for Part Design. Procedia CIRP 2021, 100, 97–102. [Google Scholar] [CrossRef]
- Bottani, E.; Longo, F.; Nicoletti, L.; Padovano, A.; Tancredi, G.P.C.; Tebaldi, L.; Vetrano, M.; Vignali, G. Wearable and Interactive Mixed Reality Solutions for Fault Diagnosis and Assistance in Manufacturing Systems: Implementation and Testing in an Aseptic Bottling Line. Comput. Ind. 2021, 128, 103429. [Google Scholar] [CrossRef]
- Blaga, A.; Militaru, C.; Mezei, A.-D.; Tamas, L. Augmented Reality Integration into MES for Connected Workers. Robot. Comput. Integr. Manuf. 2021, 68, 102057. [Google Scholar] [CrossRef]
- Masood, T.; Egger, J. Adopting Augmented Reality in the Age of Industrial Digitalisation. Comput. Ind. 2020, 115, 103112. [Google Scholar] [CrossRef]
- Longo, F.; Nicoletti, L.; Padovano, A. Smart Operators in Industry 4.0: A Human-Centered Approach to Enhance Operators’ Capabilities and Competencies within the New Smart Factory Context. Comput. Ind. Eng. 2017, 113, 144–159. [Google Scholar] [CrossRef]
- Novak-Marcincin, J.; Torok, J.; Janak, M.; Novakova-Marcincinova, L. Interactive Monitoring of Production Process with Use of Augmented Reality Technology. Appl. Mech. Mater. 2014, 616, 19–26. [Google Scholar] [CrossRef]
- Rosales, J.; Deshpande, S.; Anand, S. IIoT Based Augmented Reality for Factory Data Collection and Visualization. Procedia Manuf. 2021, 53, 618–627. [Google Scholar] [CrossRef]
- Wang, X.; Kim, M.J.; Love, P.E.D.; Kang, S.-C. Augmented Reality in Built Environment: Classification and Implications for Future Research. Autom. Constr. 2013, 32, 1–13. [Google Scholar] [CrossRef]
- Macal, C.M.; North, M.J. Tutorial on Agent-Based Modelling and Simulation. J. Simul. 2010, 4, 151–162. [Google Scholar] [CrossRef]
- Monostori, L.; Váncza, J.; Kumara, S.R.T. Agent-Based Systems for Manufacturing. CIRP Ann. 2006, 55, 697–720. [Google Scholar] [CrossRef] [Green Version]
- Shen, W.; Norrie, D.H. Agent-Based Systems for Intelligent Manufacturing: A State-of-the-Art Survey. Knowl. Inf. Syst. 1999, 1, 129–156. [Google Scholar] [CrossRef]
- Smithers, T.; Tang, M.X.; Tomes, N.; Buck, P.; Clarke, B.; Lloyd, G.; Poulter, K.; Floyd, C.; Hodgkin, E. Development of a Knowledge-Based Design Support System. Knowl.-Based Syst. 1992, 5, 31–40. [Google Scholar] [CrossRef]
- Chen, S.-J.; Chen, L.-C.; Lin, L. Knowledge-Based Support for Simulation Analysis of Manufacturing Cells. Comput. Ind. 2001, 44, 33–49. [Google Scholar] [CrossRef]
- Manivannan, S.; Lehtihet, A.; Egbelu, P.J. A Knowledge Based System for the Specification of Manufacturing Tolerances. J. Manuf. Syst. 1989, 8, 153–160. [Google Scholar] [CrossRef]
- Havard, V.; Baudry, D.; Savatier, X.; Jeanne, B.; Louis, A.; Mazari, B. Augmented Industrial Maintenance (AIM): A Case Study for Evaluating and Comparing with Paper and Video Media Supports; Springer: Berlin/Heidelberg, Germany, 2016; pp. 302–320. [Google Scholar]
- Bauer, P.; Fink, F.; Magaña, A.; Reinhart, G. Spatial Interactive Projections in Robot-Based Inspection Systems. Int. J. Adv. Manuf. Technol. 2020, 107, 2889–2900. [Google Scholar] [CrossRef]
- Yang, X.; Fan, X.; Wang, J.; Yin, X.; Qiu, S. Edge-Based Cover Recognition and Tracking Method for an AR-Aided Aircraft Inspection System. Int. J. Adv. Manuf. Technol. 2020, 111, 3505–3518. [Google Scholar] [CrossRef]
- Govindarajan, U.H.; Trappey, A.J.C.; Trappey, C.V. Immersive Technology for Human-Centric Cyberphysical Systems in Complex Manufacturing Processes: A Comprehensive Overview of the Global Patent Profile Using Collective Intelligence. Complexity 2018, 2018, 1–17. [Google Scholar] [CrossRef]
- Pedersen, I. Radiating Centers: Augmented Reality and Human-Centric Design. In 2009 IEEE International Symposium on Mixed and Augmented Reality—Arts, Media and Humanities; IEEE: Piscataway, NJ, USA, 2009; pp. 11–16. [Google Scholar]
- Lopez, H.; Navarro, A.; Relano, J. An Analysis of Augmented Reality Systems. In 2010 Fifth International Multi-conference on Computing in the Global Information Technology; IEEE: Piscataway, NJ, USA, 2010; pp. 245–250. [Google Scholar]
- Gazzaneo, L.; Padovano, A.; Umbrello, S. Designing Smart Operator 4.0 for Human Values: A Value Sensitive Design Approach. Procedia Manuf. 2020, 42, 219–226. [Google Scholar] [CrossRef]
- Zhou, F.; Duh, H.B.-L.; Billinghurst, M. Trends in Augmented Reality Tracking, Interaction and Display: A Review of Ten Years of ISMAR. In 2008 7th IEEE/ACM International Symposium on Mixed and Augmented Reality; IEEE: Piscataway, NJ, USA, 2008; pp. 193–202. [Google Scholar]
- Kitchenham, B.; Pearl Brereton, O.; Budgen, D.; Turner, M.; Bailey, J.; Linkman, S. Systematic Literature Reviews in Software Engineering—A Systematic Literature Review. Inf. Softw. Technol. 2009, 51, 7–15. [Google Scholar] [CrossRef]
- Pfeil, K.; Masnadi, S.; Belga, J.; Sera-Josef, J.-V.T.; LaViola, J. Distance Perception with a Video See-Through Head-Mounted Display. In Proceedings of the 2021 CHI Conference on Human Factors in Computing Systems, Yokohama, Japan, 8–13 May 2021. [Google Scholar]
- Ong, S.K.; Yuan, M.L.; Nee, A.Y.C. Augmented Reality Applications in Manufacturing: A Survey. Int. J. Prod. Res. 2008, 46, 2707–2742. [Google Scholar] [CrossRef]
- Alvarez, H.; Aguinaga, I.; Borro, D. Providing Guidance for Maintenance Operations Using Automatic Markerless Augmented Reality System. In 2011 10th IEEE International Symposium on Mixed and Augmented Reality; IEEE: Piscataway, NJ, USA, 2011; pp. 181–190. [Google Scholar]
- Golding, A.R.; Lesh, N. Indoor Navigation Using a Diverse Set of Cheap, Wearable Sensors. In Digest of Papers. Third International Symposium on Wearable Computers; IEEE Computer Society: Washington, DC, USA, 1999; pp. 29–36. [Google Scholar]
- Reid, G.B.; Nygren, T.E. The Subjective Workload Assessment Technique: A Scaling Procedure for Measuring Mental Workload. Adv. Psychol. 1988, 52, 185–218. [Google Scholar]
- Dulle, F.W.; Minishi-Majanja, M.K. The Suitability of the Unified Theory of Acceptance and Use of Technology (UTAUT) Model in Open Access Adoption Studies. Inf. Dev. 2011, 27, 32–45. [Google Scholar] [CrossRef] [Green Version]




| Code | Research Question (RQ) | Knowledge Extraction from the RQ |
|---|---|---|
| RQ1 | What is the current state of AR-based applications in manufacturing? | The current gaps in adopting AR-based applications into the industry context |
| RQ2 | How does AR-based quality control benefit manufacturing in the context of Industry 4.0? | Problems that AR-based quality control applications are providing supporting for |
| RQ3 | What are the available tools to develop AR-based applications for the quality sector? | Focus on the current display devices, tracking methods and software development platforms |
| RQ4 | How can AR-based applications for the quality sector be evaluated? | Methods and metrics to analyze and evaluate results and effectiveness of AR applications |
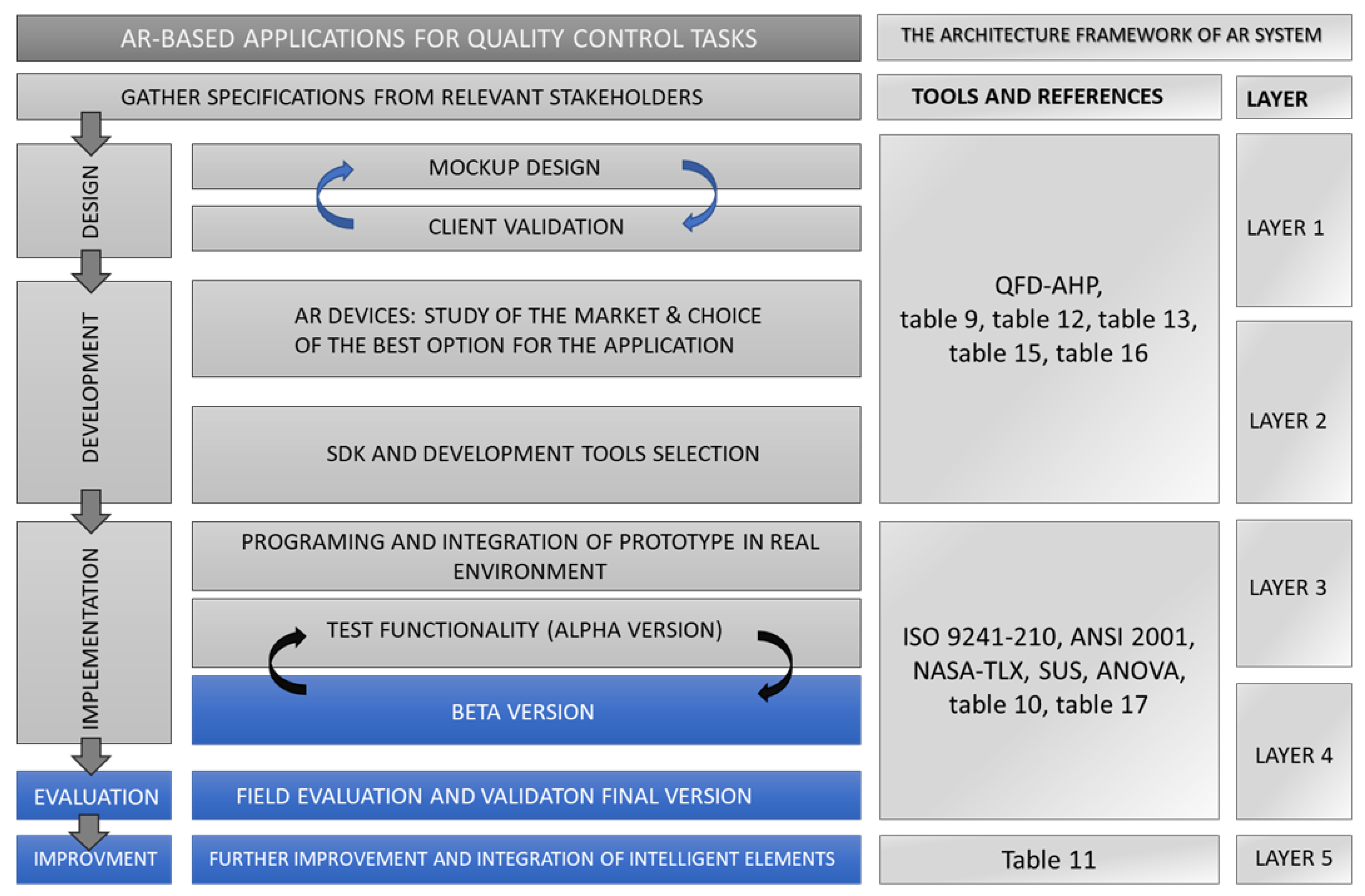
| RQ5 | How to develop an AR-based solution for long-term benefits of quality in manufacturing? | A conceptual framework for AR-based solutions in quality and manufacturing |
| No. | Database Name | Search Strings [Search: by Title, Abstract, and Keywords] |
|---|---|---|
| 1 | Scopus | TITLE-ABS-KEY ((“augmented reality” OR “mixed reality”) AND (“industry 4.0” OR “manufacturing” OR “Production” OR “factory” OR “industrial application” OR “quality” OR “assembly” OR “maintenance”)) AND (LIMIT-TO (DOCTYPE, “ar”)) AND (LIMIT-TO (LANGUAGE, “English”)) |
| 2 | Web of Science | (TS = ((“augmented reality” OR “mixed reality”) AND (“industry 4.0” OR “manufacturing” OR “Production” OR “factory” OR “industrial application” OR “quality” OR “assembly” OR “maintenance”))) AND LANGUAGE: (English) AND DOCUMENT TYPES: (Article) |
| 3 | Springerlink | (“augmented reality” OR “mixed reality”) AND (“industry 4.0” OR “manufacturing” OR “Production” OR “factory” OR “industrial application” OR “quality” OR “assembly” OR “maintenance”) |
| 4 | ScienceDirect | 1st search: (“augmented reality” OR “mixed reality”) AND (“industry 4.0” OR “manufacturing” OR “Production” OR “factory”) 2nd search: (“augmented reality” OR “mixed reality”) AND (“industrial application” OR “quality” OR “assembly” OR “maintenance”) |
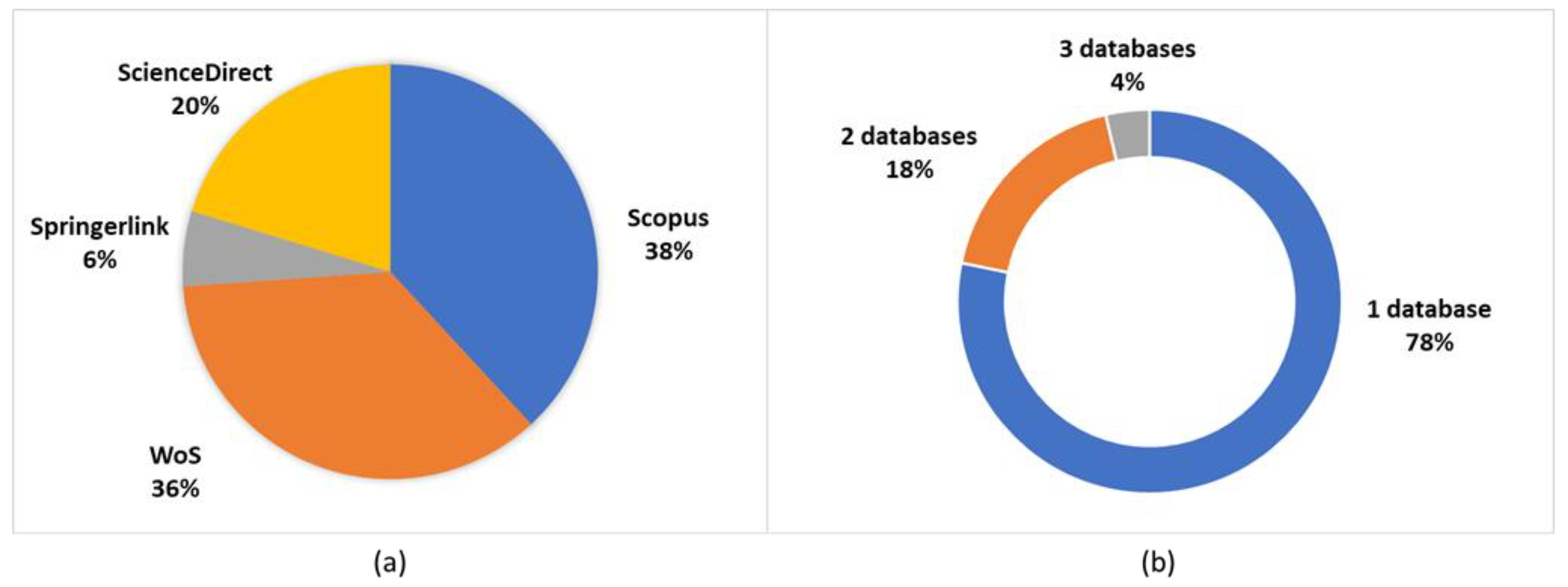
| Database | Identified Papers | Duplicate Papers | Non-Duplicate Papers |
|---|---|---|---|
| Scopus | 476 | 0 | 476 |
| Web of Science | 446 | 223 | 223 |
| Springerlink | 73 | 0 | 73 |
| ScienceDirect | 253 | 95 | 158 |
| Total | 1248 | 318 | 930 |
| Inclusion/ Exclusion | Criteria | Code | Description | Identified Papers |
|---|---|---|---|---|
| Exclusion | Duplication | D | Duplicated articles | 318 |
| Not relevant | NR1 | The screened content demonstrates that the article is completely irrelevant to AR or applies AR outside the context of Manufacturing | 555 | |
| NR2 | VR is mainly applied instead of AR | 38 | ||
| Loosely relevant | LR | AR in manufacturing is only mentioned as an example | 23 | |
| Other exclusion | OE1 | Publication year: older than 2010 | 56 | |
| OE2 | Not a peer-reviewed article from a conference or journal | 6 | ||
| OE3 | Publication language: not English | 3 | ||
| OE4 | Full text is not available | 5 | ||
| OE5 | Excluded by the quality check | 92 | ||
| Inclusion | Quality check | HQ1 | The full text of the article provides a clear methodology | |
| HQ2 | The full text of the article provides results | |||
| HQ3 | The article is relevant to the research questions | |||
| Total identified articles | 1296 | |||
| Total excluded articles | 1096 | |||
| Total included articles | 200 | |||
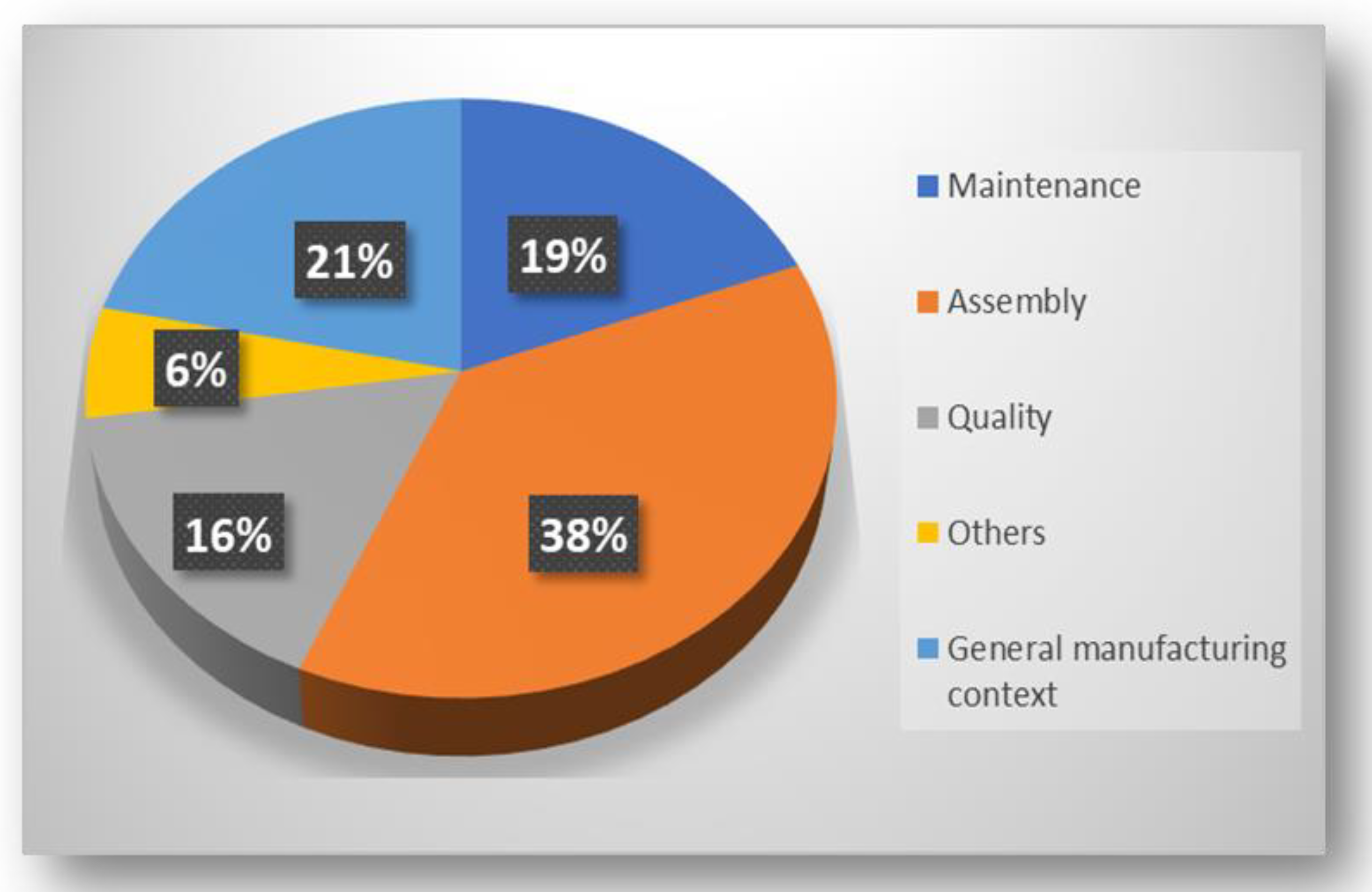
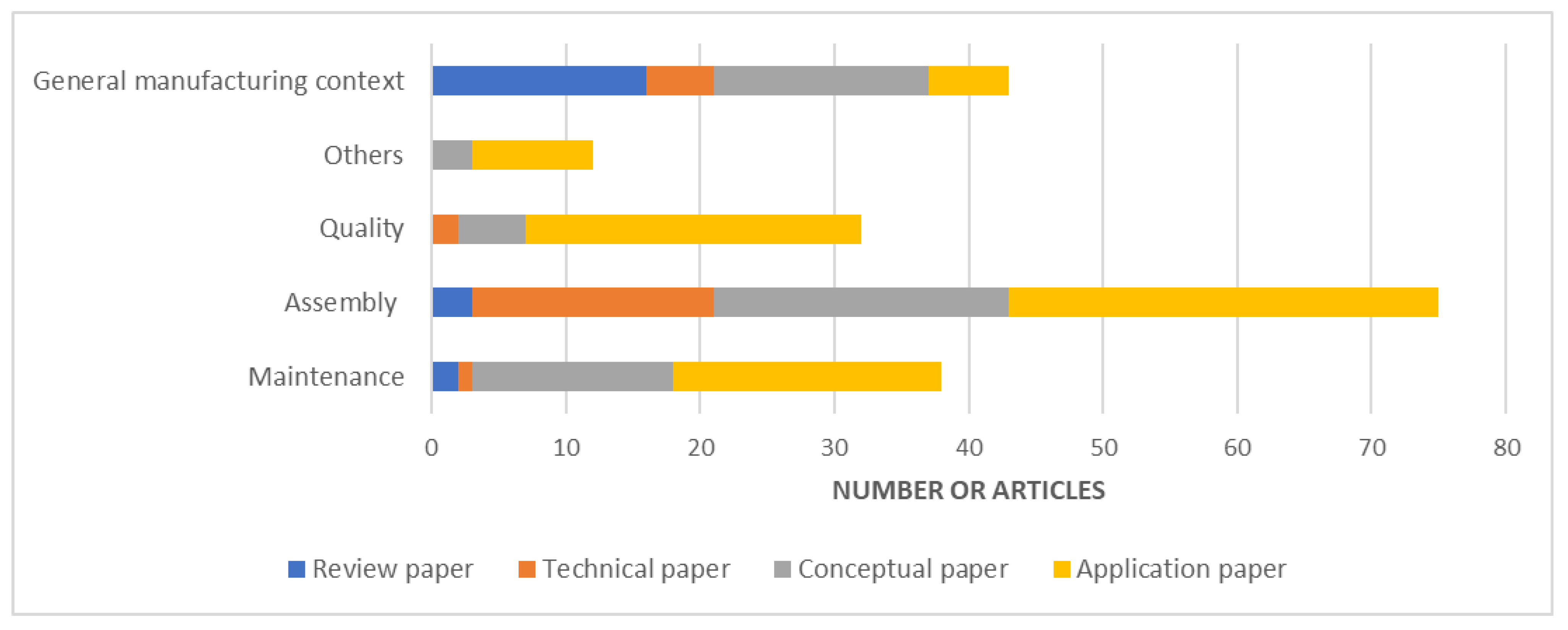
| Paper type/ Applied Sector | Maintenance | Assembly | Quality | Others | General Manufacturing Context |
|---|---|---|---|---|---|
| Review paper | 2 articles | 3 articles | 0 | 0 | 16 articles |
| [33,34] | [35,36,37] | [2,17,18,38,39,40,41,42,43,44,45,46,47,48,49,50] | |||
| Technical paper | 1 article | 18 | 2 articles | 0 | 5 articles |
| [51] | [52,53,54,55,56,57,58,59,60,61,62,63,64,65,66,67,68,69] | [70,71] | [72,73,74,75,76] | ||
| Conceptual paper | 15 articles | 22 articles | 5 articles | 3 articles | 16 articles |
| [77,78,79,80,81,82,83,84,85,86,87,88,89,90,91] | [92,93,94,95,96,97,98,99,100,101,102,103,104,105,106,107,108,109,110,111,112,113] | [114,115,116,117,118] | [119,120,121] | [122,123,124,125,126,127,128,129,130,131,132,133,134,135,136,137] | |
| Application paper | 20 articles | 32 articles | 25 articles | 9 articles | 6 articles |
| [138,139,140,141,142,143,144,145,146,147,148,149,150,151,152,153,154,155,156,157] | [7,11,158,159,160,161,162,163,164,165,166,167,168,169,170,171,172,173,174,175,176,177,178,179,180,181,182,183,184,185,186,187] | [8,30,188,189,190,191,192,193,194,195,196,197,198,199,200,201,202,203,204,205,206,207,208,209,210] | [211,212,213,214,215,216,217,218,219] | [220,221,222,223,224,225] |
| Article | [30] | [188] |
|---|---|---|
| Type of paper | Application paper | Application paper |
| Application field | Quality | Quality |
| Objectives | Supporting operator Improving process Preventing human errors Reducing movements between workstation and display system | Reducing human mental workload to reduce errors in performing a task |
| Layer 1 | n/a | n/a |
| Layer 2 | Interaction design | Interaction design |
| Layer 3 | Usability + Effectiveness | Usability + Effectiveness |
| Layer 4 | Field experiment | Field experiment |
| Layer 5 | n/a | n/a |
| Display devices | Monitor/Large screen | Android tablets |
| Tracking method | Markerless | Marker-based |
| Development platform | OpenCV, PCL, ROS | ARCore framework and SDK, Unity |
| Ref. | Year | Quality Category | Application | Technology | Sample | Results | ||
|---|---|---|---|---|---|---|---|---|
| AR as a Virtual Lean Tool | AR Assisted Metrology | AR-Based Solution for In-Line Quality Control | ||||||
| [30] | 2021 | x | x | Shop floor procedures | Monitor, Markerless tracking | 7 operators: 4 inexperienced users and 3 experienced users | 36% reduction of execution time besides reducing the risk of human errors | |
| [188] | 2021 | x | Inspection activities | HHD, Hybrid tracking (marker-based tracking, markerless tracking, sensor-based tracking) | 16 engineers and factory workers of Baker Hughes plant | High satisfaction from the selected user | ||
| [189] | 2021 | x | Car body alignment | HHD, HMD, Markerless tracking | N/A | Immediate detection of alignment errors Reducing the gap and flushness from 12.77mm and 3.05mm to 7.17 mm and 0.33mm, respectively | ||
| [190] | 2021 | x | Machining process monitoring | HMD, Hybrid tracking (markerless tracking, sensor-based tracking) | N/A | Robust registration method User-friendly AR interface to support the integration of operators with digital twin data | ||
| [191] | 2021 | x | Aviation system inspection | HMD, Model-based tracking | N/A | Achieved accuracy of pin-detection up to 99% | ||
| [192] | 2020 | x | PCBA inspection | HHD, HMD, Hybrid tracking (marker-based tracking, markerless tracking) | 31 users from university | High usability of the system while ensuring the quality of inspection of PCBAs | ||
| [193] | 2020 | x | Casting process | Monitor, Marker-based tracking | N/A | AR marker-tracking method can be used to measure the workers’ pouring motion Revealing the relations between workers’ motion and the casting defect | ||
| [194] | 2020 | x | Car body quality control | HMD, Model-based tracking | Pre-test: 20 participants with non-MR experience Test: 7 experts from Alfatec Sistemas company | The MR-based interface was weighted 80.25/100 for the usability test => high potential of industrial adoption but still needs improvement | ||
| [210] | 2020 | x | x | Shop floor procedures | Monitor, Markerless tracking | N/A | 36% reduction of execution time besides reducing the risk of human errors | |
| [235] | 2020 | x | Aviation system inspection | HHD, Hybrid tracking (markerless tracking, edge-based tracking) | N/A | The Edge-based tracking algorithms are developed and tested, which shows potential in a new way of tracking for the AR system | ||
| [8] | 2019 | x | x | Polished surfaces quality assessment | HMD, Model-based tracking | N/A | The metrology data is successfully shown on the real parts | |
| [195] | 2019 | x | Design variations detection | HHD, Marker-based tracking | 20 participants (8 factory workers, 12 engineers) | Provides medium-to-high levels of usability | ||
| [196] | 2019 | x | Car body quality control | HMD, Marker-based tracking | 41 users without experience | The MR solution get high results in usability test comparing to another method | ||
| [197] | 2019 | x | IGBT Wafer Condition Monitoring | Markerless tracking | N/A | A prototype was shown for proof-of-concept | ||
| [198] | 2019 | x | Packaging | Spatial display, Marker-based tracking | 4 operators | Preventing data loss, reducing costs Less error-prone Potential functionality using data analytics for decision making | ||
| [204] | 2019 | x | Bottleneck identification | HHD, HMD, Markerless tracking | 20 participants | Performance in bottlenecks detection with AR App outperformed the traditional lean observers | ||
| [206] | 2019 | x | Design discrepancies detection | HHD, Hybrid tracking (marker-based tracking, markerless tracking) | 34 volunteers | Providing similar results to the other instruments in terms of effectiveness | ||
| [199] | 2017 | x | Shop floor procedures | Monitor, HHD, Marker-based tracking | 43 students | Reducing the measuring time High usability | ||
| [200] | 2017 | x | Machining process monitoring | Monitor, CNC feedback-based tracking | N/A | Validated the concept with an implementation | ||
| [201] | 2017 | x | Spot-welding | Spatial display, Markerless tracking | 8 trained operators | Reduction of 52% of the standard deviation of manual spot-weld placement with AR visual cues | ||
| [71] | 2016 | x | Design discrepancies detection | Monitor, Hybrid tracking (marker-based tracking, markerless tracking) | N/A | Able to detect discrepancies in the range of approximately 0.01 m | ||
| [202] | 2016 | x | Sampling acceptance | HHD, Marker-based tracking | N/A | Showed a good performance when operators used the proposed tool for AS | ||
| [205] | 2015 | x | Spot-welding | HHD, Marker-based tracking | N/A | Improving the repeatability and precision of the manual spot-welding process | ||
| [207] | 2015 | x | Lean process | HHD, N/A | N/A | Savings 27.36% in lathe process, 26.54% in milling and 45.16% in dimensional validation | ||
| [209] | 2011 | x | Spot-welding | Spatial display, Marker-based tracking | N/A | Successfully developed a prototype | ||
| Classification Criteria | Number or Articles | Global Percentage (%) | |
|---|---|---|---|
| Application field | 200 | 100 | |
| Maintenance | 38 | 19.0 | |
| Assembly | 75 | 37.5 | |
| Quality | 32 | 16.0 | |
| Others | 12 | 6.0 | |
| General manufacturing context | 43 | 21.5 | |
| Layer 1 | Concept & Theory | 127 | 63.5 |
| 1.1 | Algorithm & Modelling | 47 | 23.5 |
| 1.2 | Conceptual framework | 48 | 24 |
| 1.3 | Evaluation framework | 9 | 4.5 |
| 1.4 | Tech adoption | 57 | 28.5 |
| Layer 2 | Implementation | 150 | 75 |
| 2.1 | Software | 150 | 75 |
| 2.1.1 | Content design | 40 | 20 |
| 2.1.2 | Interaction design | 95 | 47.5 |
| 2.1.3 | Agent-based AR | 4 | 2 |
| 2.1.4 | Knowledge-based AR | 12 | 6 |
| 2.2 | Hardware | 148 | 74 |
| In-situ | Spatial display/Projector | 19 | 9.5 |
| Monitor/Large screen | 34 | 17 | |
| Mobile | HHD | 42 | 21 |
| HMD | 50 | 25 | |
| Multimodal | 16 | 8 | |
| Others | 1 | 0.5 | |
| Layer 3 | Evaluation | 62 | 31 |
| 3.1 | Usability | 13 | 6.5 |
| 3.2 | Effectiveness | 24 | 12 |
| 3.3 | Effectiveness + Usability | 27 | 13.5 |
| Layer 4 | Industry adoption | 153 | 76.5 |
| Tested in industry | Field experiment | 25 | 12.5 |
| Novel stage | Laboratory experiment | 69 | 34.5 |
| Pilot project | 59 | 29.5 | |
| Layer 5 | Intelligent AR | 20 | 10 |
| Classification Criteria | References | |
|---|---|---|
| Concept and Theory | Algorithm and Modelling | [11,40,51,54,55,56,57,58,59,60,61,62,63,64,65,66,67,68,69,70,71,72,73,74,75,76] [95,121,126,139,143,159] [161,163,164,165,167,168,170,190] [191,193,197,202,213,214,215,235] |
| Conceptual Framework | [45,49,67,73,77,79,81,83,86,88,89,90,91,92,93] [95,96,102,109,111,112] [118,120,122,123,125,127,130,131,132] [135,137,140,141,143,145,149,150,154] [171,183,190,217,219,221,222,223,225] | |
| Evaluation Framework | [45,63,82,83,107,123,128,133] | |
| Technology Adoption | [2,17,18,33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50,51,52,53] [73,77,78,84,85,87,90,91,92,93,101] [102,106,114,116,117,122,124,130,131,132] [134,135,136,137,141,162,166,190] [219,221,222,223,235] | |
| Classification Criteria | References | ||
|---|---|---|---|
| Concept and Theory | Tested in industry | Field experiment | [7,30,122,138,143,146,151,152,161,162] [165,167,181,188,193,194,195,196,198,199] [201,220,222,223,225] |
| Novel stage | Laboratory experiment | [11,51,52,53,54,55,56,57,63,64] [66,68,71,72,73,74,75,76,79,81] [86,90,92,98,113,119,130,140,141,142] [145,147,148,149,150,154,156,159] [157,163,164,166,168,169,170,171,172,173,174,175,176,177,178,179,180] [182,184,186,187,189,192,201] [204,206,211,214,215,216,218,222] | |
| Pilot project | [8,62,65,67,69,77,84,87,88,89] [93,94,95,96,97,99,100,102,103,110] [115,116,121,123,125,126,127,128,129,131] [132,139,144,153,155,158,160,177,183,185] [190,191,197,200,201,202,203,205,207,208,209,210] [212,213,217,219,221,224,235] | ||
| Classification Criteria | References | Intelligent Elements |
|---|---|---|
| Intelligent AR solution | [37,155,190] | Digital twins |
| [72,74,116,164] [166,172,191,219] | Deep learning, CNN, AI | |
| [219,225] | Industrial IoT | |
| [49,102,127,132] [138,199,217] | Big Data, Cloud computing, Cloud architecture, Expert system for decision making, Ubiquitous system |
| Classification Criteria | References | |
|---|---|---|
| Software | Content design | [7,51,60,62,65,66,68,71,73,75] [84,92,98,100,104,108,109,112,122,129] [139,141,142,146,150,182,184,185,186,193] [197,201,202,205,207,210,212,213,214,223] |
| Interaction design 95 | [8,11,52,53,55,57,63,64,67,69] [58,59,61,72,77,79,81,86,87,90] [93,94,95,97,99,103,105,113,119,125,126,127] [130,131,140,144,145,147,148,149] [151,152,153,154,155,156,157,158,159,160,161,162,163,165,166,167,168,169,170,171,172,173,174,175,176,177,178,179,180,181] [183,187,188,189,192,194,195,198,200,204] [206,208,209,211,215,216,217,218,219,220] [221,222,224,225,235] | |
| Agent-based AR | [88,102,190,203] | |
| Knowledge-based AR | [30,56,116,121,132,138,143,164] [191,196,199,210] | |
| Classification Criteria | Number of Articles | Relative Percentage (%) | Global Percentage (%) | |
|---|---|---|---|---|
| Tracking methods | 133 | 100 | 66.5 | |
| CV-based tracking | Marker-based tracking | 63 | 47 | 31.5 |
| Markerless tracking | 33 | 25 | 16.5 | |
| Model-based tracking | 13 | 10 | 6.5 | |
| Sensor-based tracking | 3 | 2 | 1.5 | |
| Hybrid tracking | 21 | 16 | 10.5 | |
| Classification Criteria | References | |
|---|---|---|
| Evaluation | Usability | [53,57,92,99,139,141,145,151,157] [167,187,194,196] |
| Effectiveness | [11,52,62,64,72,73,98,107,129,138] [142,147,159,162,164,166,169,183] [186,189,192,201,204,206] | |
| Usability + Effectiveness | [30,63,110,113,122,140,146,148] [150,163,165,170,171,173,175,176] [178,182,184,188,195,198,199,211] [220,222,223] | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ho, P.T.; Albajez, J.A.; Santolaria, J.; Yagüe-Fabra, J.A. Study of Augmented Reality Based Manufacturing for Further Integration of Quality Control 4.0: A Systematic Literature Review. Appl. Sci. 2022, 12, 1961. https://doi.org/10.3390/app12041961
Ho PT, Albajez JA, Santolaria J, Yagüe-Fabra JA. Study of Augmented Reality Based Manufacturing for Further Integration of Quality Control 4.0: A Systematic Literature Review. Applied Sciences. 2022; 12(4):1961. https://doi.org/10.3390/app12041961
Chicago/Turabian StyleHo, Phuong Thao, José Antonio Albajez, Jorge Santolaria, and José A. Yagüe-Fabra. 2022. "Study of Augmented Reality Based Manufacturing for Further Integration of Quality Control 4.0: A Systematic Literature Review" Applied Sciences 12, no. 4: 1961. https://doi.org/10.3390/app12041961
APA StyleHo, P. T., Albajez, J. A., Santolaria, J., & Yagüe-Fabra, J. A. (2022). Study of Augmented Reality Based Manufacturing for Further Integration of Quality Control 4.0: A Systematic Literature Review. Applied Sciences, 12(4), 1961. https://doi.org/10.3390/app12041961