
Theoretical and Experimental Investigation on SiC/SiC Ceramic Matrix Composites Machining with Laser Water Jet


Abstract
:1. Introduction
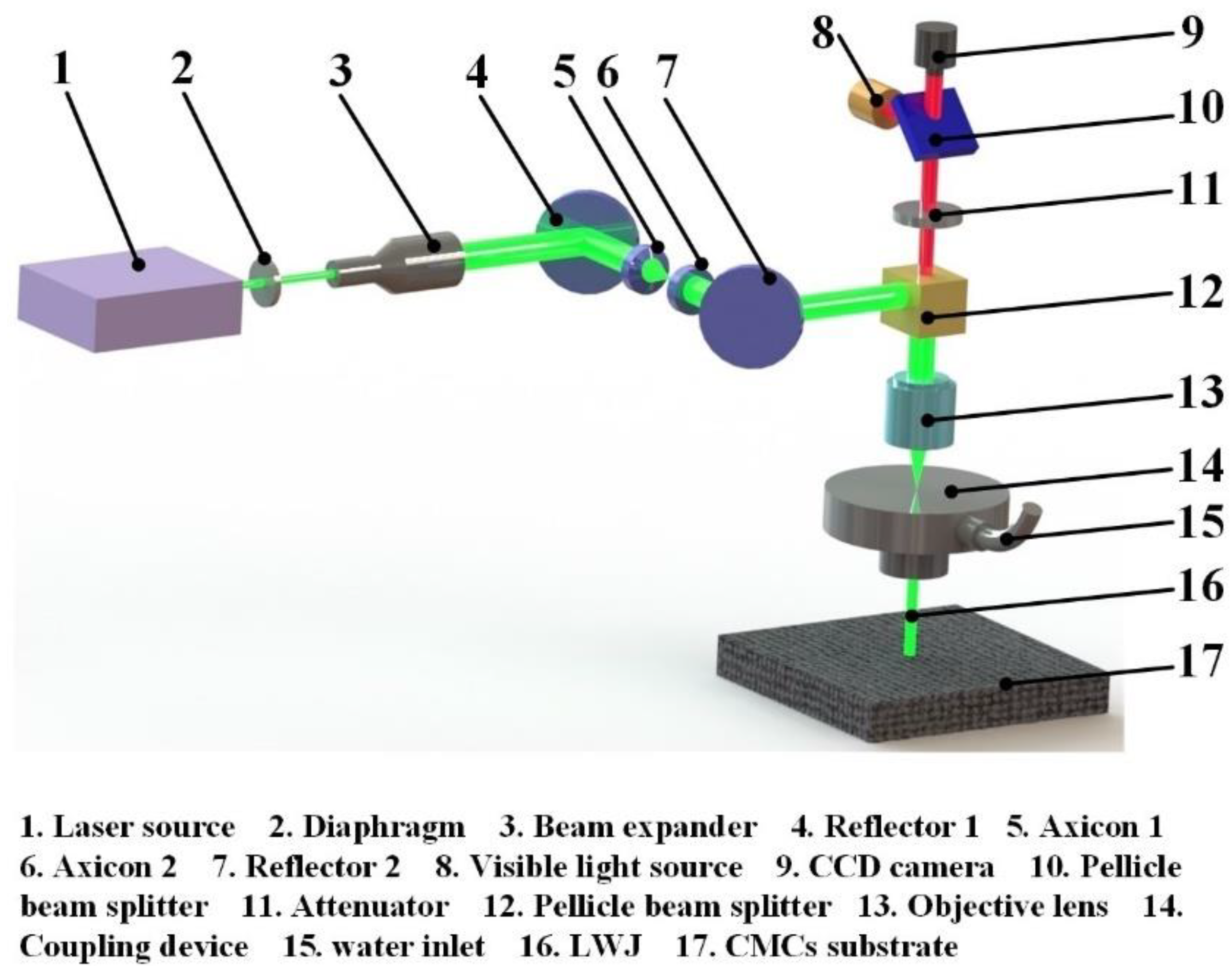
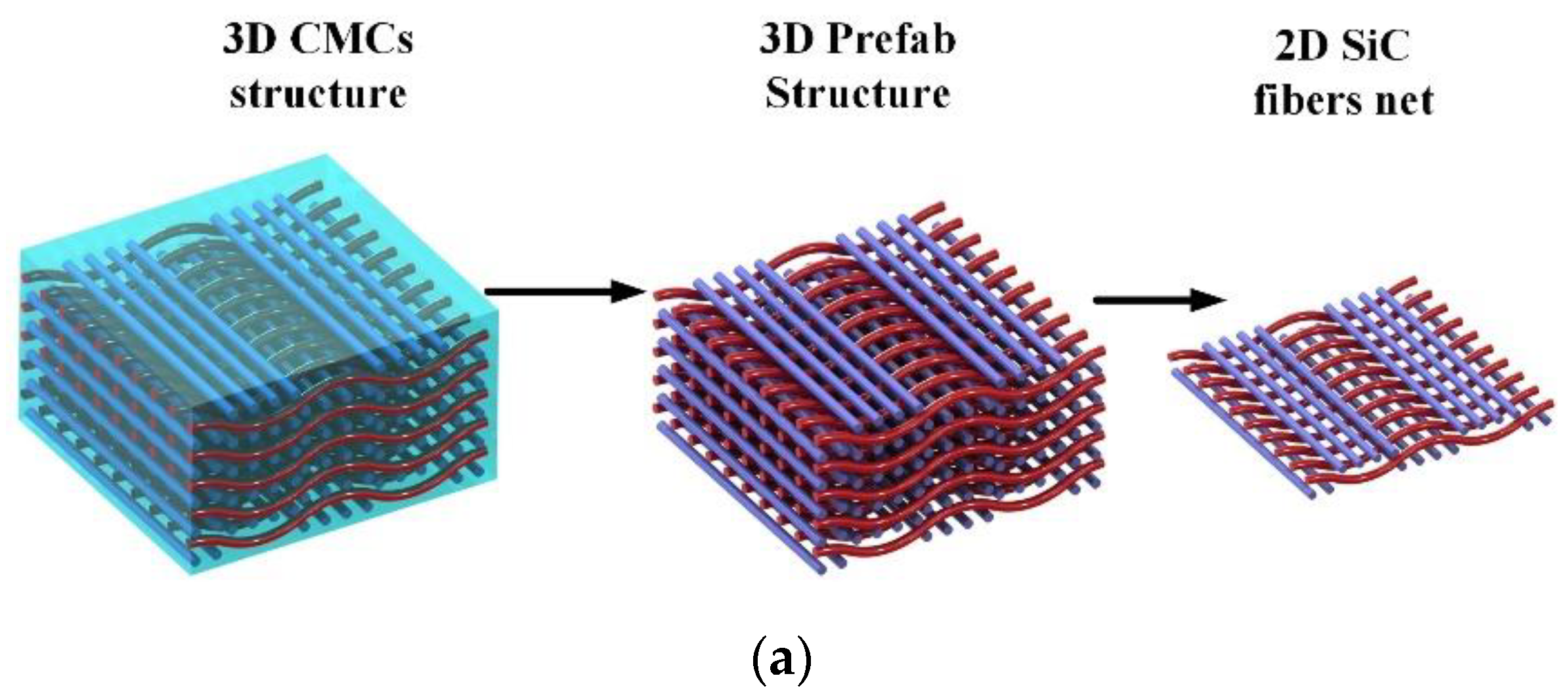
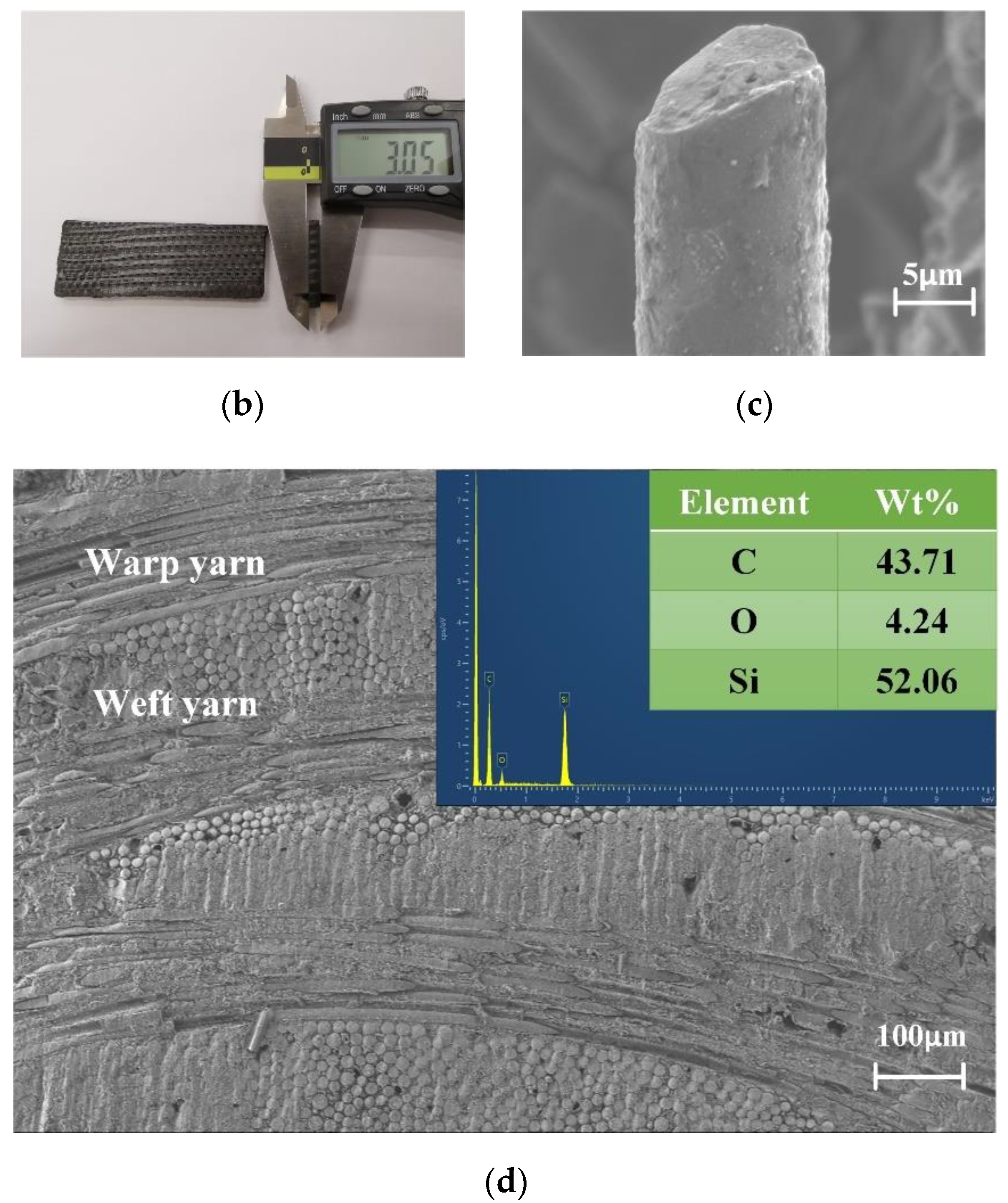
2. Experimental Setup and Material
3. Modeling Approaches
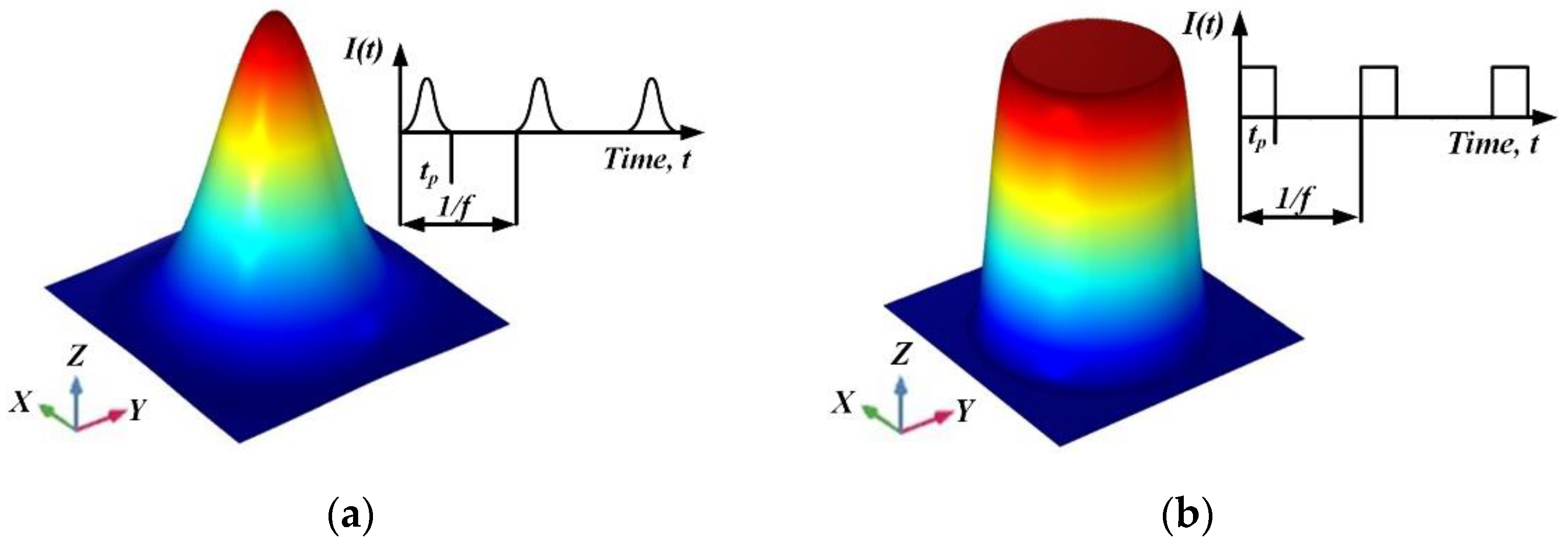
3.1. Theoretical Background of LWJ Machining
- The maximum temperature on the substrate surface during the numerical simulation is the melting point of CMCs. When the temperature of one element reaches the melting point, it is assumed to be ablated from the substrate.
- Heat conduction and heat convection are considered during LWJ machining. Moreover, heat convection is limited in the stagnation cooling area in this study in view of the selection of the Nusselt number.
- Considering the significantly forced cooling and scouring effect, the flow field in the molten pool is ignored.
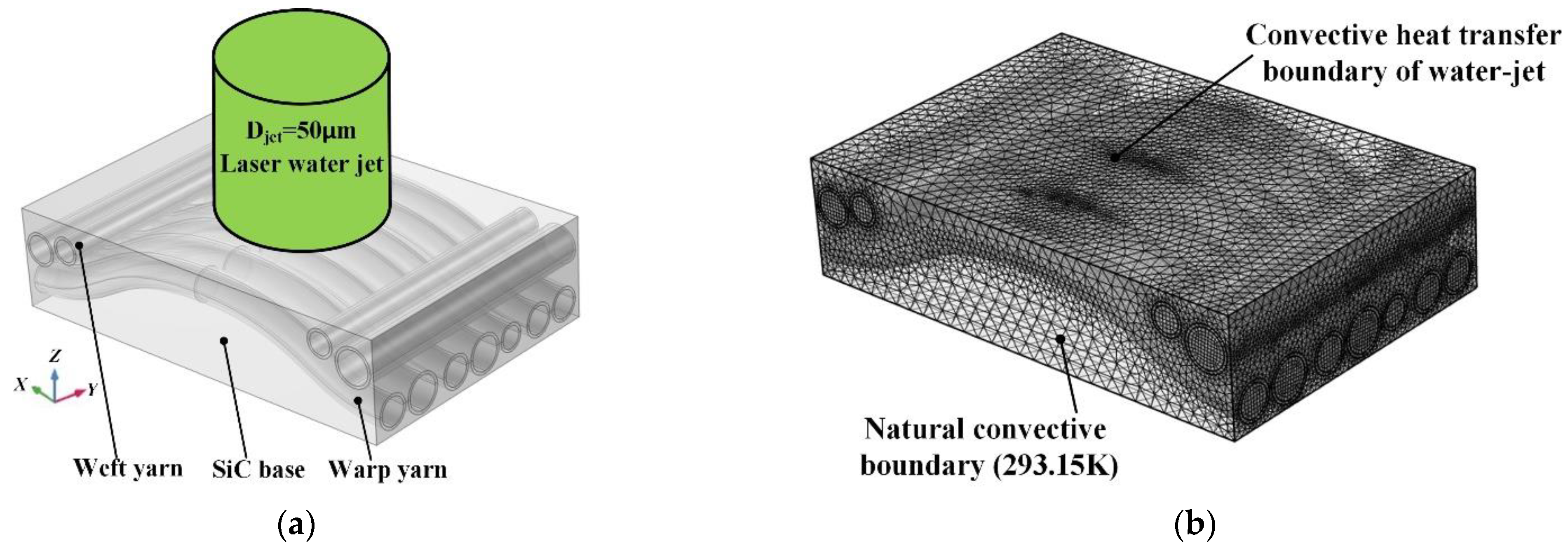
3.2. Geometry and Meshes
4. Results and Discussions
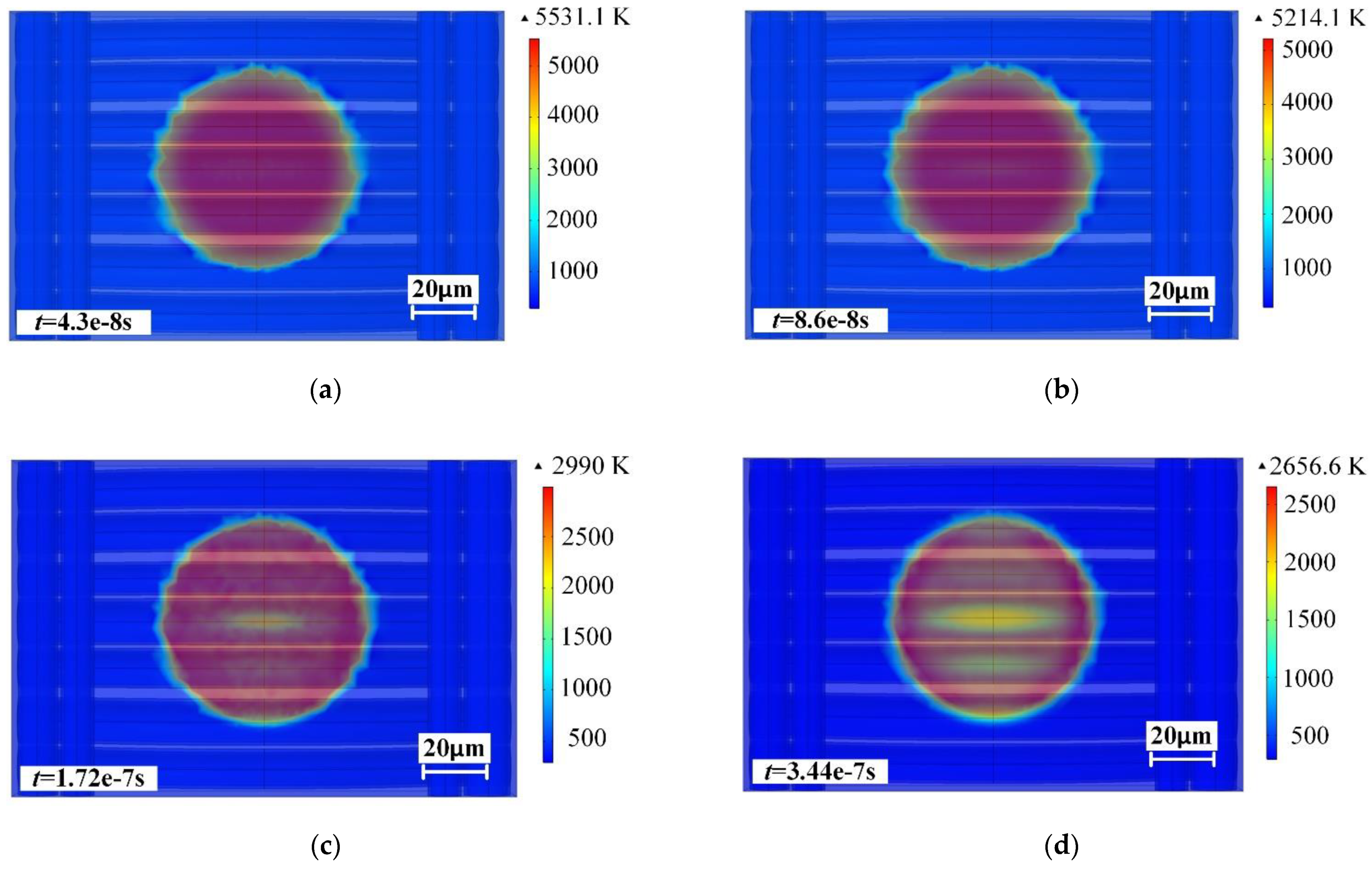
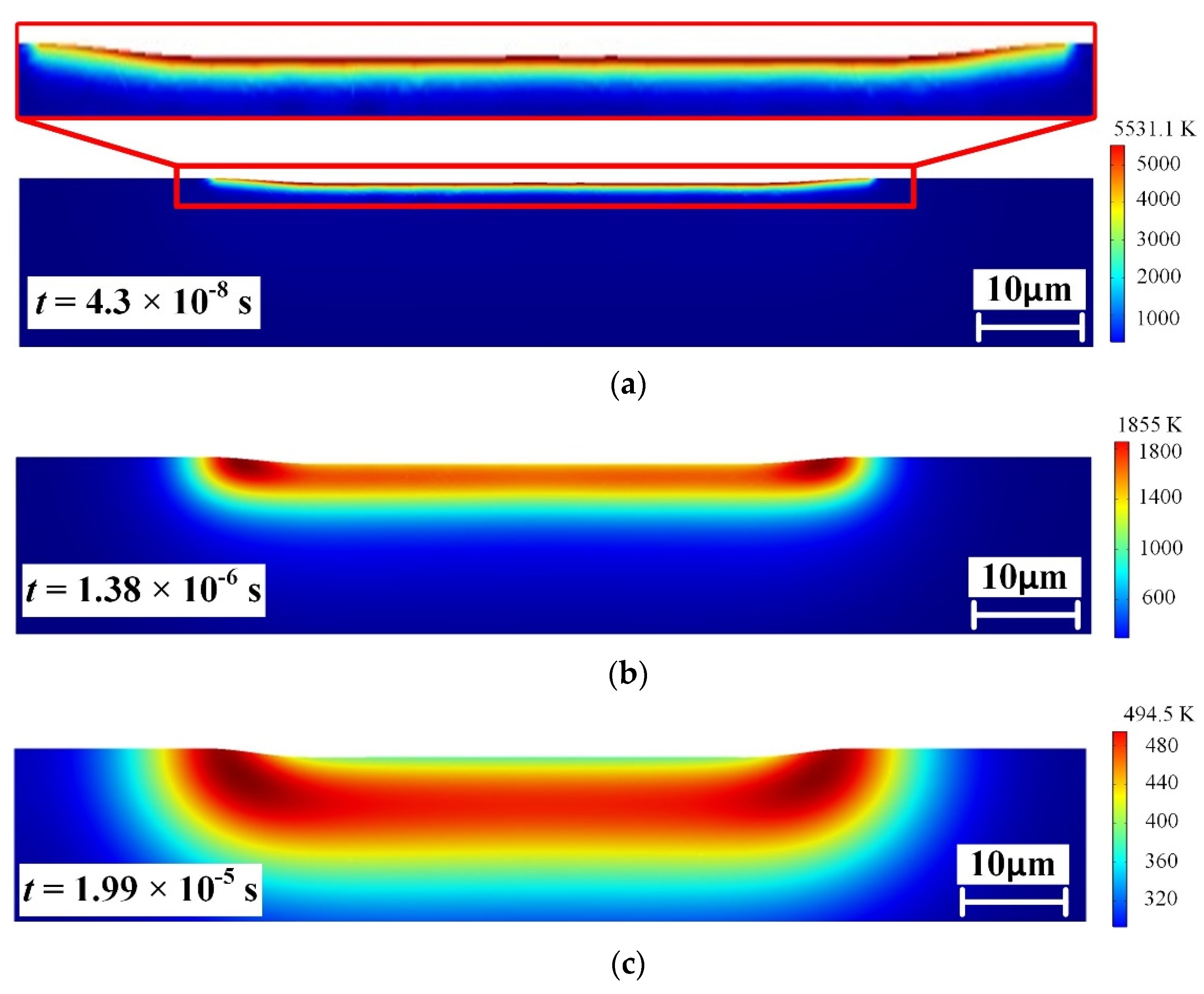
4.1. Spatial and Temporal Distribution of Temperature during LWJ Machining
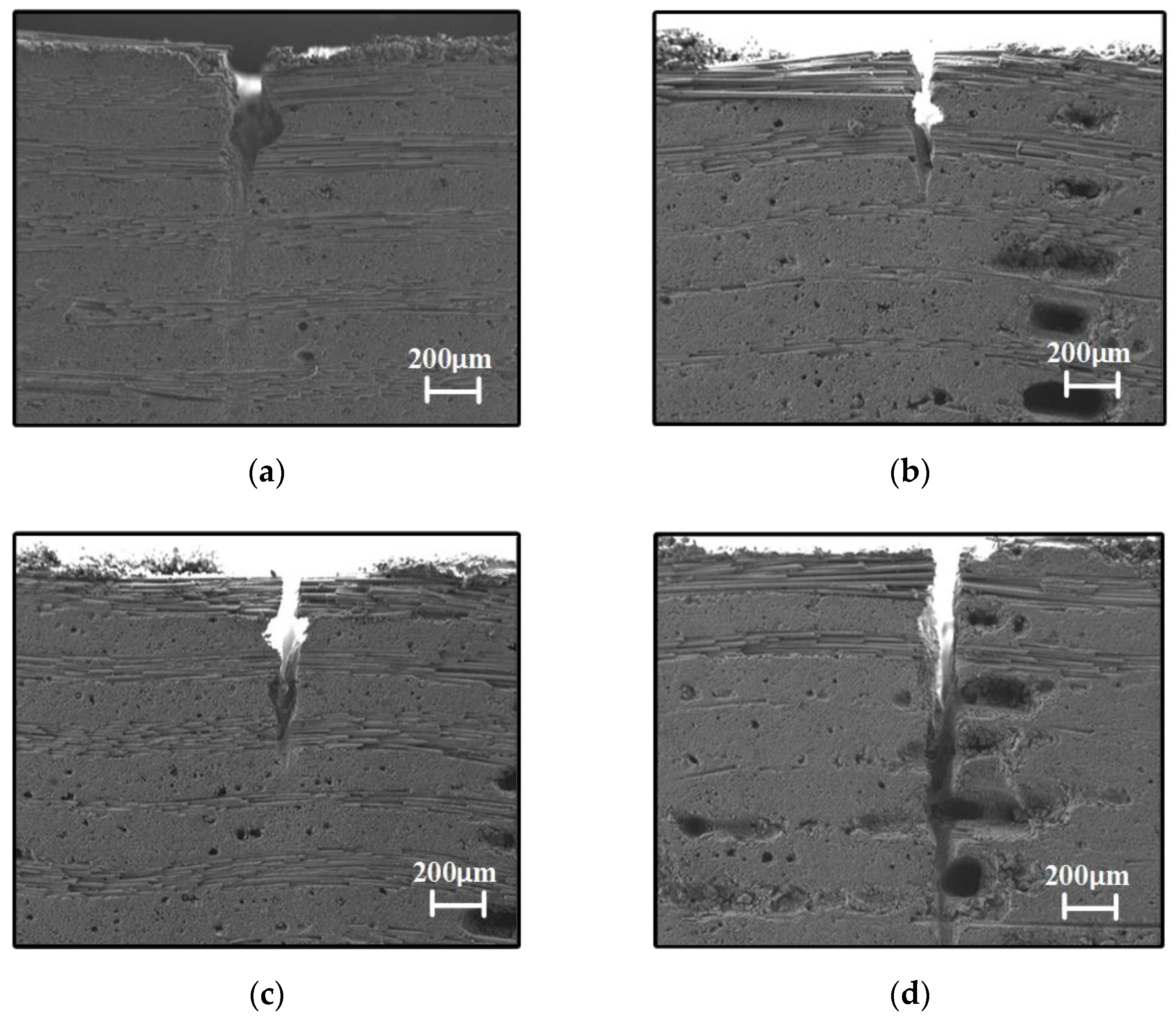
4.2. Influence of Different Laser Pulse Energy on Ablation Depth
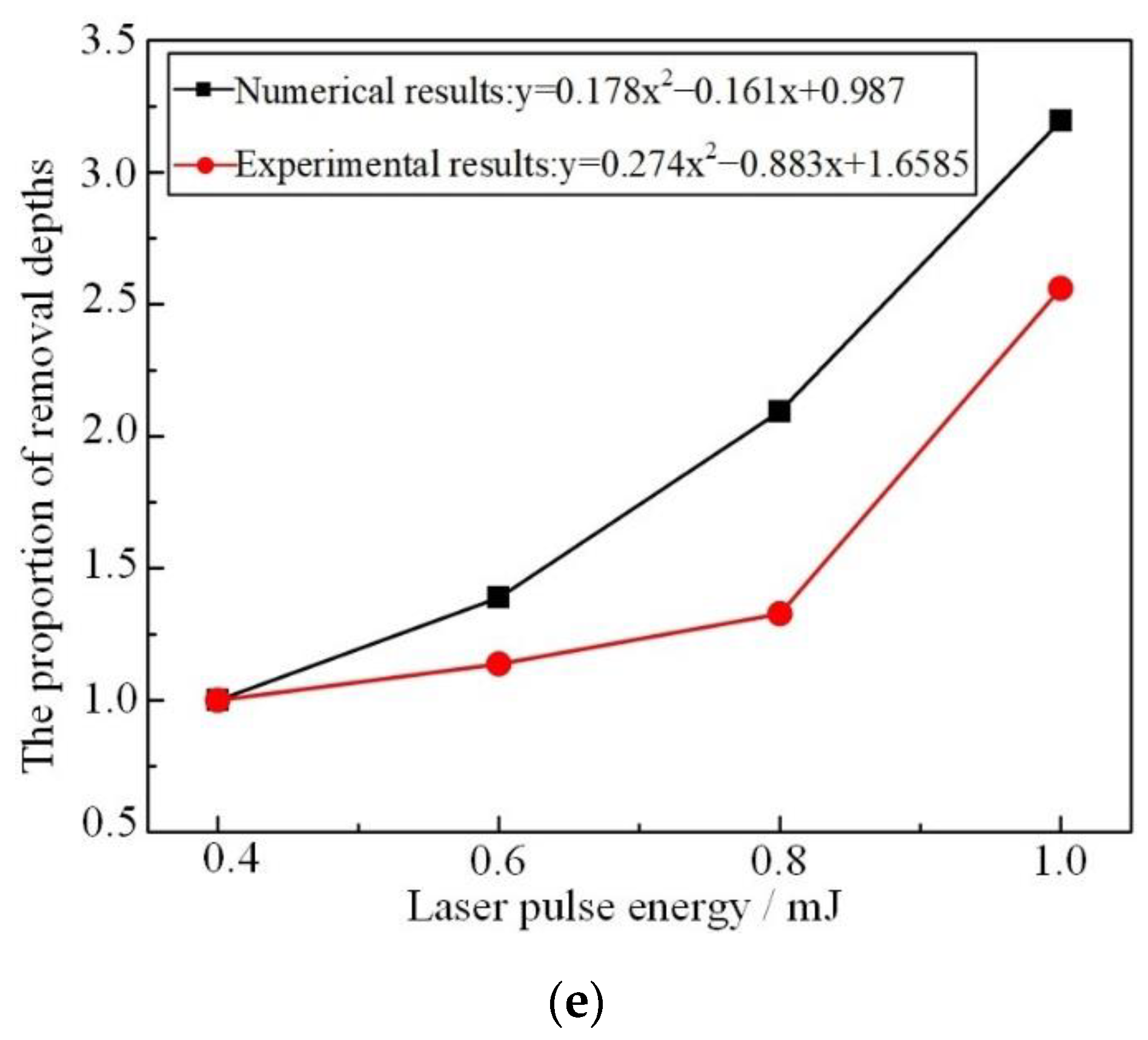
4.3. Scribing Experimantal Results
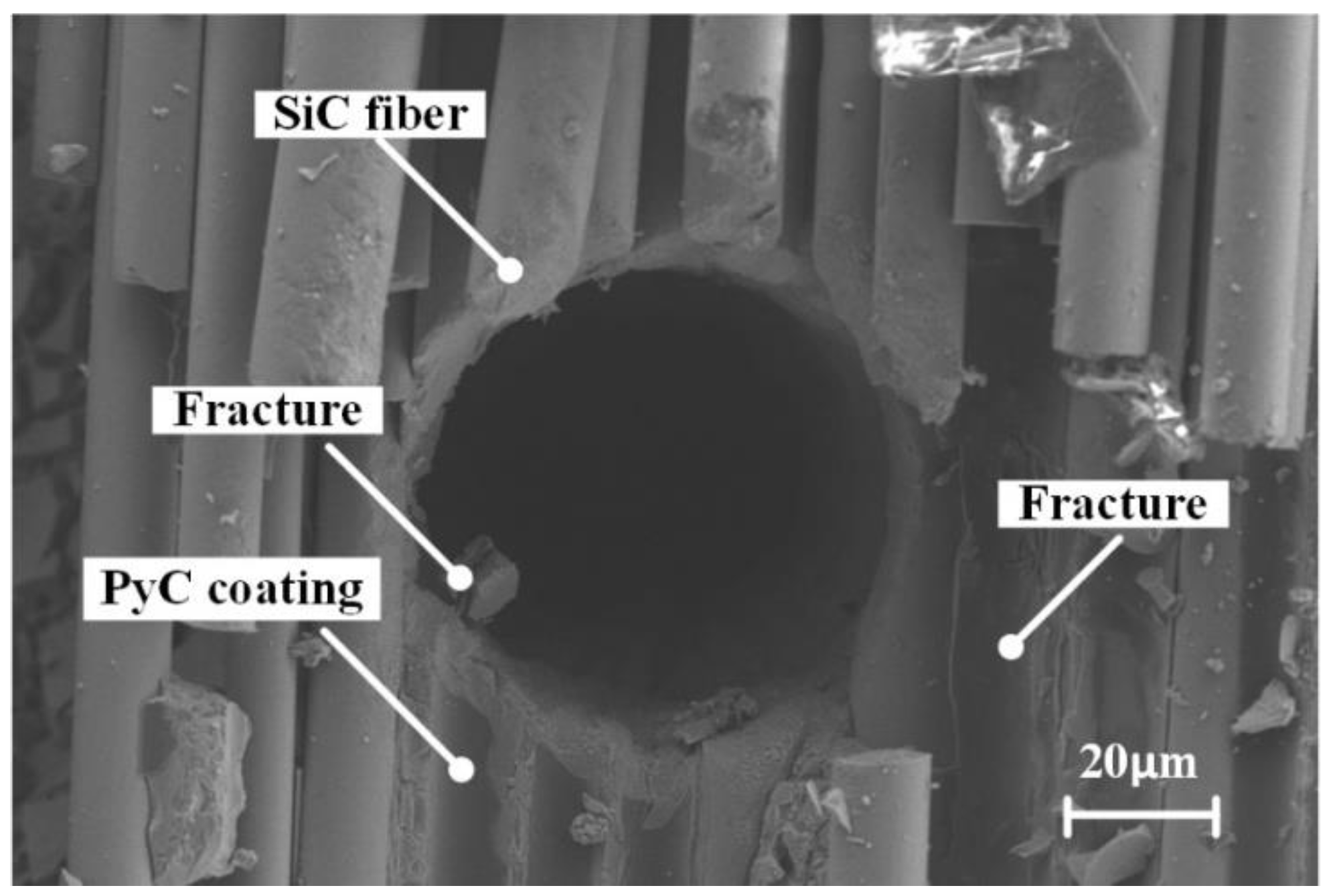
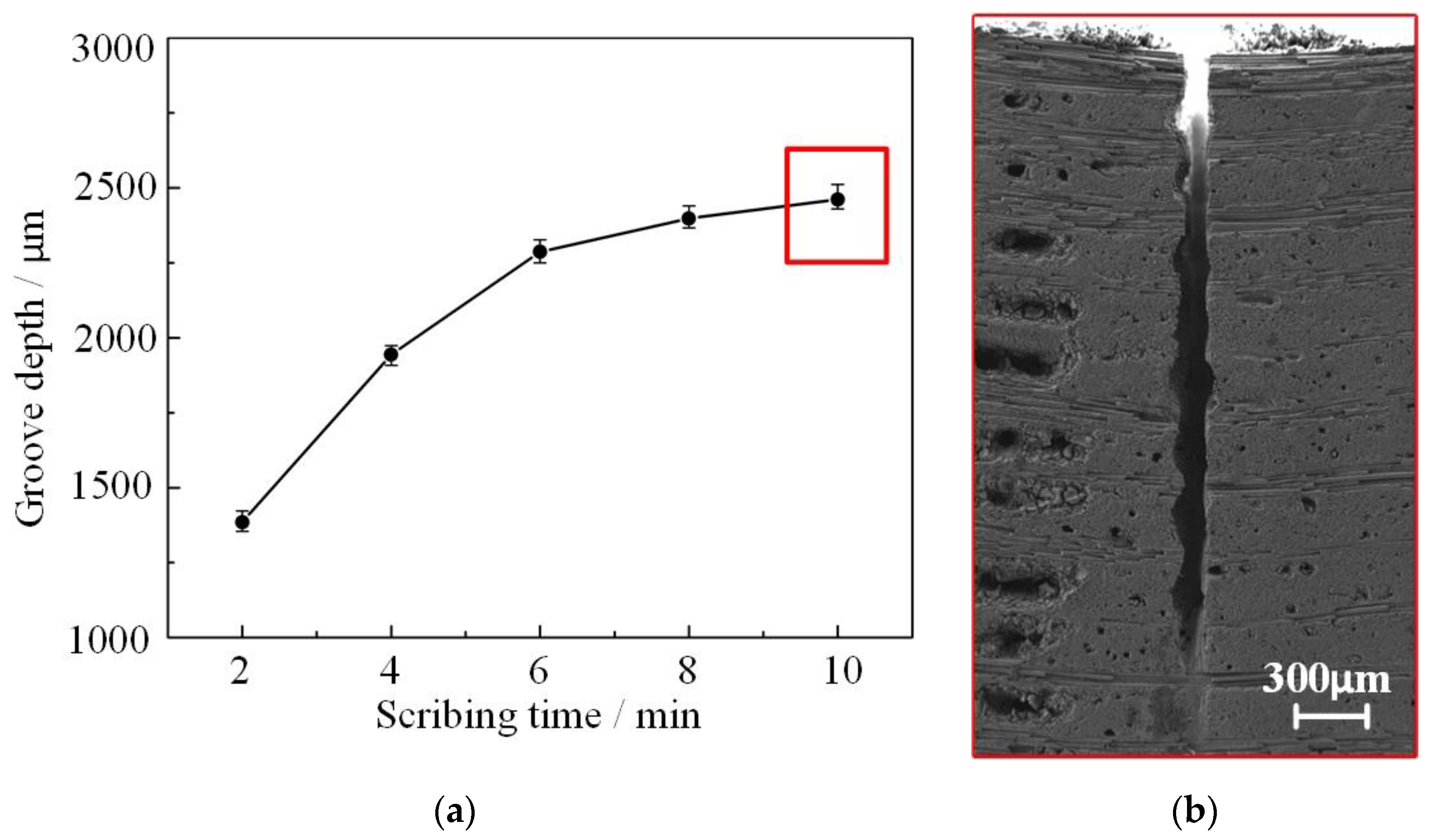
4.4. Morphology of Cutting Surface
4.5. Mechanism of CMCs Machining with LWJ
5. Conclusions
- (1)
- The thermal damage of CMCs machining could be restricted effectively by LWJ. Under the effect of forced cooling and scouring, the material removal was confined to a zone of a similar size to the water jet. The difference in maximum temperature on the CMCs surface under various laser pulses could reach up to more than 1200 K which led to a different material removal depth. Although there is a difference in value between the numerical simulation and actual experiment, the proportion reached an agreement.
- (2)
- A single-row scribing experiment using LWJ was carried out with a limit depth of 2.461 mm. To realize the complete discontinuation of CMCs with 3 mm thickness, the multi-row scribing method was adopted. According to the morphology analysis of the cut surface and EDS test results, a series of LWJ advantages has been discussed. For example, the HAZ and recast layer was hardly observed, as well as pulling out of SiC fibers and delamination.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- DiCarlo, J.A. Advances in SiC/SiC Composites for Aero-Propulsion. Ceramic Matrix Composites; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; pp. 217–235. [Google Scholar]
- Naslain, R. Design, preparation and properties of non-oxide CMCs for application in engines and nuclear reactors: An overview. Compos. Sci. Technol. 2004, 64, 155–170. [Google Scholar] [CrossRef]
- Sauder, C. Ceramic matrix composites: Nuclear applications. In Ceramic Matrix Composites; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; pp. 609–646. [Google Scholar]
- Diaz, O.G.; Axinte, D.; Butler-Smith, P.; Novovic, D. On understanding the microstructure of SiC/SiC Ceramic Matrix Composites (CMCs) after a material removal process. Mater. Sci. Eng. A 2018, 743, 1–11. [Google Scholar] [CrossRef]
- Zhang, Y.; Hu, H.; Ren, J. Effect of the surface microstructure of SiC inner coating on the bonding strength and ablation resistance of ZrB2-SiC coating for C/C composites. Ceram. Int. 2016, 42, 18657–18665. [Google Scholar] [CrossRef]
- Feng, P.; Wang, J.; Zhang, J.; Zheng, J. Drilling induced tearing defects in rotary ultrasonic machining of C/SiC composites. Ceram. Int. 2017, 43, 791–799. [Google Scholar] [CrossRef]
- Mishra, S.; Yadava, V. Modeling and optimization of laser beam percussion drilling of nickel-based superalloy sheet using Nd: YAG laser. Opt. Laser. Eng. 2013, 51, 681–695. [Google Scholar] [CrossRef]
- Wei, C.; Zhao, L.; Hu, D.; Ni, J. Electrical discharge machining of ceramic matrix composites with ceramic fiber reinforcements. Int. J. Adv. Manuf. Technol. 2012, 64, 187–194. [Google Scholar] [CrossRef]
- Li, W.; Zhang, R.; Liu, Y.; Wang, C.; Wang, J.; Yang, X.; Cheng, L. Effect of different parameters on machining of SiC/SiC composites via pico-second laser. Appl. Surf. Sci. 2015, 364, 378–387. [Google Scholar] [CrossRef]
- Hashish, M.; Kotchon, A.; Ramulu, M. Status of AWJ machining of CMCS and hard materials. In Proceedings of the INTERTECH 2015—An International Technical Conference on Diamond, Cubic Boron Nitride and their Applications, Indianapolis, IN, USA, 19–20 May 2015. [Google Scholar]
- Richerzhagen, B. Interferometer for measuring the absolute refractive index of liquid water as a function of temperature at 1064 μm. Appl. Opt. 1996, 35, 1650–1653. [Google Scholar] [CrossRef]
- Kray, D.; Hopman, S.; Spiegel, A.; Richerzhagen, B.; Willeke, G.P. Study on the edge isolation of industrial silicon solar cells with waterjet-guided laser. Sol. Energy Mater. Sol. Cells 2007, 91, 1638–1644. [Google Scholar] [CrossRef]
- Li, C.Q.; Yan, L.J.; Wang, Y. Simulation on Drilling with Water-Jet Guided Laser. Appl. Mech. Mater. 2012, 151, 7–12. [Google Scholar] [CrossRef]
- Porter, J.A.; Louhisalmi, Y.A.; Karjalainen, J.A.; Füger, S. Cutting thin sheet metal with a water jet guided laser using various cutting distances, feed speeds and angles of incidence. Int. J. Adv. Manuf. Technol. 2006, 33, 961–967. [Google Scholar] [CrossRef]
- Hale, G.M.; Querry, M.R. Optical Constants of Water in the 200-nm to 200-μm Wavelength Region. Appl. Opt. 1973, 12, 555–563. [Google Scholar] [CrossRef] [PubMed]
- Cheng, B.; Ding, Y.; Li, Y.; Li, J.; Xu, J.; Li, Q.; Yang, L. Coaxial helical gas assisted laser water jet machining of SiC/SiC ceramic matrix composites. J. Mater. Process. Technol. 2021, 293, 117067. [Google Scholar] [CrossRef]
- Li, C.-F.; Johnson, D.B.; Kovacevic, R. Modelling of heat transfer in waterjet guided laser drilling of silicon. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2003, 217, 583–600. [Google Scholar] [CrossRef]
- Wagner, F.R.; Boillat, C.; Buchilly, J.-M.; Spiegel, A.; Vago, N.; Richerzhagen, B. High-speed cutting of thin materials with a Q-switched laser in a water-jet versus conventional laser cutting with a free running laser. In Proceedings of the Photon Processing in Microelectronics and Photonics II, International Society for Optics and Photonics, San Jose, CA, USA, 17 October 2003; Volume 4977, pp. 70–74. [Google Scholar]
- Wagner, F.R.; Hu, W.; Spiegel, A.; Vago, N.; Richerzhagen, B. High-speed singulation of electronic packages using a frequency-doubled Nd: YAG laser in a water jet and realization of a 200-W green laser. In Proceedings of the Photon Processing in Microelectronics and Photonics II, International Society for Optics and Photonics, San Jose, CA, USA, 17 October 2003; Volume 4977, pp. 563–568. [Google Scholar]
- Couty, P.; Wagner, F.R.; Hoffmann, P.W. Laser coupling with a multimode water-jet waveguide. Opt. Eng. 2005, 44, 068001. [Google Scholar] [CrossRef]
- Webb, B.; Ma, C.-F. Single-Phase Liquid Jet Impingement Heat Transfer. Adv. Heat Transf. 1995, 26, 105–217. [Google Scholar] [CrossRef]
- Funada, T.; Wang, J.; Daniel, D. Viscous Potential Flow Analysis of Stress-Induced. At. Spray 2006, 16, 763–776. [Google Scholar] [CrossRef] [Green Version]
- Pek, E.K.; Brethauer, J.; Cahill, D.G. High spatial resolution thermal conductivity mapping of SiC/SiC composites. J. Nucl. Mater. 2020, 542, 152519. [Google Scholar] [CrossRef]
- Chen, J.; An, Q.; Ming, W.; Chen, M. Investigations on continuous-wave laser and pulsed laser induced controllable ablation of SiCf/SiC composites. J. Eur. Ceram. Soc. 2021, 41, 5835–5849. [Google Scholar] [CrossRef]
- Jing, X.; Cheng, Z.; Niu, H.; Yang, X.; Shi, D. Deformation and rupture behaviors of SiC/SiC under creep, fatigue and dwell-fatigue load at 1300 °C. Ceram. Int. 2019, 45, 21440–21447. [Google Scholar] [CrossRef]
- Richerzhagen, B.; Plankensteiner, M.; Kling, N.U.; Stay, K.; Brulé, A. Saw + LMJ: A hybrid semiconductor dicing solution. In Proceedings of the Laser-Based Micro-and Nanopackaging and Assembly II, San Jose, CA, USA, 22–24 January 2008; International Society for Optics and Photonics: Bellingham, WA, USA, 2008; Volume 6880, p. 688005. [Google Scholar]
- Mullick, S.; Madhukar, Y.K.; Roy, S.; Nath, A.K. An investigation of energy loss mechanisms in water-jet assisted underwater laser cutting process using an analytical model. Int. J. Mach. Tools Manuf. 2015, 91, 62–75. [Google Scholar] [CrossRef]
- Diboine, J.; Martin, R.; Bruckert, F.; Diehl, H.; Richerzhagen, B. Towards near-net shape micro-machining of aerospace materials by means of a water jet-guided laser beam. In Proceedings of the Lasers in Manufacturing Conference, Munich, Germany, 26–29 June 2017. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Wavelength | Pulse Duration | Repetition Rate | Average Power | Pulse Energy | Beam Diameter |
|---|---|---|---|---|---|---|
| Value | 532 nm | 86 ns | 50 KHz | 50 W (max) | 1 mJ (max) | 2 mm (1/e2) |
| Parameter | Value |
|---|---|
| Density | 2060 kg/m3 |
| Diameter of SiC fiber | 8–15 μm |
| Thickness of PyC coating | 1 μm |
| Thickness of CMCs material | 3 mm |
| Thermal conductivity | 5.843 W/m·K |
| Specific heat capacity | 2767 J/kg·K |
| Ablation temperature | 2973.15 K |
| Heat of sublimation | 7.471 × 106 J/kg |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, B.; Ding, Y.; Li, Y.; Yang, L. Theoretical and Experimental Investigation on SiC/SiC Ceramic Matrix Composites Machining with Laser Water Jet. Appl. Sci. 2022, 12, 1214. https://doi.org/10.3390/app12031214
Cheng B, Ding Y, Li Y, Yang L. Theoretical and Experimental Investigation on SiC/SiC Ceramic Matrix Composites Machining with Laser Water Jet. Applied Sciences. 2022; 12(3):1214. https://doi.org/10.3390/app12031214
Chicago/Turabian StyleCheng, Bai, Ye Ding, Yuan Li, and Lijun Yang. 2022. "Theoretical and Experimental Investigation on SiC/SiC Ceramic Matrix Composites Machining with Laser Water Jet" Applied Sciences 12, no. 3: 1214. https://doi.org/10.3390/app12031214
APA StyleCheng, B., Ding, Y., Li, Y., & Yang, L. (2022). Theoretical and Experimental Investigation on SiC/SiC Ceramic Matrix Composites Machining with Laser Water Jet. Applied Sciences, 12(3), 1214. https://doi.org/10.3390/app12031214