1. Introduction
Despite its difficult machinability, hardened steel is a widely used material for producing the various components of a range of technical equipment, such as the rolling elements of thrust bearings. In their fabrication, hard machining is a frequently used alternative, especially because it is economical. Machining hardened steel often faces limitations in the behavior of the conventional cutting tools used under particular conditions, as reported by Yallese et al. [
1]. Therefore, the cutting performance of various cutting tools has been of interest to many researchers in recent years. The ability to predict and evaluate the cutting tool performance enables the required power for machining to be determined and the input energy to be used economically. Osička et al. [
2] studied and statistically evaluated the face and flank wear of used tools under different cutting conditions. A strategy for the rapid analysis of tool wear during machining hardened steel was developed by Zahaf et al. [
3] based on several experiments under various conditions. Interesting results were produced also by Faris et al. [
4] who proved that the concept of using double rake tooling increases the cutting tool performance because of its more favorable stress condition. In their study, Osička et al. [
5] extended the already verified cutting conditions of machining by the grinding process. Here, the surface tension state was measured by X-ray diffractometry and the surface quality of the individual samples was statistically evaluated.
Hard steel (45–65 HRC) turning has been a subject of many research studies over the last years. Benga et al. [
6] presented a comparison of the performance of four cutting-tool materials when turning bearing steel 100Cr6 hardened to 62–64 HRC with regard to tool life and surface roughness. An interesting experimental investigation was conducted by Thiele et al. [
7] to determine the effect of tool edge geometry and workpiece hardness on surface roughness and cutting forces during the hard turning finishing of AISI 52100 steel. Cubic boron nitride inserts with different representative cutting edge modifications were used as cutting tools. This study showed that the effect of cutting edge geometry on surface roughness and cutting forces was statistically significant. It was also found that the two-factor interaction of cutting edge geometry and workpiece hardness had a significant effect on surface roughness. A similar study was conducted by Sahin et al. [
8] who presented the surface roughness model with respect to the main cutting parameters such as cutting speed, feed and depth of cut using a response surface methodology. Machining tests were carried out for turning hardened AISI 1050 steels with cubic boron nitride (CBN) cutting tools under different conditions. Based on the experimental data during steel machining, model equations predicting the surface roughness, Ra, Rz and Rmax, were developed.
In investigating the effect of different cutting conditions when machining hardened steel parts, significant attention is often paid to studying the behavior and wear of used cutting tools of various materials. Changes in cutting edge and cutting speed are the frequently monitored parameters that strongly influence the tool wear [
9]. Another important parameter is the material of the cutting tool itself. Raczkovi [
10] examined the wear of low CBN-content cutting tools for the hard turning of 100Cr6 bearing steel (HRC = 62 ± 2). The performance of the CBN cutting tool, more specifically the (Ti, Al) N-coated CBN tool that is formed on a CBN substrate by the physical vapor deposition method, was tested also by Wada et al. [
11]. During their experiments, hardened steel was turned with the (Ti, Al) N-coated CBN tool at cutting speeds of 200 and 300 m·min
−1, with a feed rate of 0.3 mm·rev
−1 and a depth of cut of 0.1 mm. In addition, uncoated CBN was also used as a substrate for the (Ti, Al) N coating. Hanel et al. [
12] tested an ultra-hard cutting material, specifically nanocrystalline cubic boron nitride (BNNC). This material was fabricated using a high-pressure–high-temperature (HP–HT) process. The starting material was a pyrolytically deposited hexagonal boron nitride (PBN), which was transformed at temperatures of 1400–2200 °C and pressures of 10–20 GPa during direct synthesis without any binder. The average crystallite size of this material was 50–100 nm and it was, therefore, significantly smaller than that of the conventional polycrystalline cubic boron nitride (PCBN) cutting materials. Compared to conventional PCBN cutting materials, this material had an increased hot-hardness and a better temperature resistance. Testing was carried out by turning grooves in hardened steel.
Interesting research in this field was also carried out by Devin et al. [
13] who studied the cutting forces and stresses on the surface of cutting tools with inserts made from five sets of cubic boron nitride polycrystals. The inserts had different specific surface areas of the base material. The dynamic strength of the super hard polycrystals was investigated under the diametric compression of disk-shaped specimens with a diameter of 10–12 mm and a thickness of 3–4 mm. An algorithm for the calculation of the probability of failure was described, which included the evaluation of the probability of tool failure by analyzing the differential distribution functions for the compressive and tensile stresses that arose during the turning on the front and back faces of the cutting edge and the distribution of the compressive and tensile strengths of the tool material. This algorithm was used in the development of the VarTool software in the Mathcad package to evaluate the probability of the failure of tools or other structures operating under non-stationary loads.
Overall tool geometry represents another critical condition leading to an increase in cutting efficiency as Harisha et al. [
14] point out in their study. Improper tool geometry can result in energy loss and tool wear during the machining of hardened steel, leading to higher production costs. Therefore, the objective of their work was to determine the optimum combination of parameters such as angle of attack, depth of cut, tip radius and feed rate during turning to reduce the cutting force and energy consumption. Apart from the tool geometry, due attention should also be paid to the cutting temperatures. Pronin et al. [
15] address the problem of the cutting temperatures corresponding to the optimum turning modes in a full range of structural alloy hardened steel (HRC 55) used for the manufacture of machine components included in the design of marine vessels. The radial component of the cutting force and the cutting temperature were used as optimization parameters for machining hardened steel with cutting ceramics.
Most of the above-mentioned studies used conventional machining methods while Farahnakian et al. [
16] addressed cutting tool wear in machining hard materials and the use of modern machining processes such as ultrasonic assisted turning. In the ultrasonic-assisted turning of hard and brittle materials, the cutting tool failure occurred due to vibration shock. After machining short lengths, microcracks occurred in the tool face, so that sharp cutting edges failed in the initial stages of the machining. Therefore, if the cutting edge is deburred before machining, the cutting edge breakage caused by the vibro-strike condition could be eliminated. The aim of the research was to investigate the flank wear of tungsten carbide tools during the ultrasonically assisted turning of hardened alloy steel and to compare the results with conventional turning.
Surface finish is a very important aspect for designing mechanical elements and is also presented as a quality indicator of the manufacturing processes, which is necessary for proper part geometries [
17]. The 3D measurement of technical surfaces plays a crucial role in checking and controlling the properties and the function of materials or engineering parts [
17]. Therefore, the effect of different cutting parameters on the surface roughness of machined hardened steel parts is a widely studied phenomenon. Erdem et al. [
18] investigated the effect of different cutting parameters on surface roughness Ra and cutting force during hard turning of dry hardened tool steel 1.2367 (55 HRC). In this experimental study, constant depth of cut, three different cutting speeds and three different feeds were selected as the cutting parameters. The effect of the cutting parameters on surface roughness and cutting forces was evaluated by performing an analysis of variance. According to the results, the value of surface roughness increased as the feed rate increased, but the effect of cutting speed on surface roughness was negligible. In contrast to Erdem et al. [
18], Aouici et al. [
19] considered the depth of cut as a variable when studying the effect of cutting speed, feed rate, workpiece hardness and depth of cut on the surface roughness and cutting force components in hard turning. AISI H11 steel was hardened to (40, 45 and 50) HRC and machined using cubic boron nitride (CBN 7020 from Sandvik), which was essentially composed of 57% CBN and 35% TiCN. Four-factor (cutting speed, feed rate, hardness and depth of cut) and three-level sub-experimental designs were performed, supplemented by a statistical analysis of variance. The results showed that the components of cutting force were significantly affected by depth of cut and workpiece hardness.
The main topic of this article is the discussion of the potential of using experimentally obtained data of individual cutting force components for determining the methodology of mathematical calculation of a particular cutting force component. The theoretical empirical calculation of the structural equation will approximate the actual cutting force value the closer that the actual cutting conditions of the machining are to agreeing with the cutting conditions of the experiment. It must, therefore, be stated here that the derived theoretical calculation of the structural equation of a particular cutting force component will be valid over a certain range of cutting conditions. Thus, it will be possible to predict a relatively simple calculation of the cutting force component without having to make measurements. This is very important in practice, where companies do not have the necessary measuring instruments, but at least need to determine the predicted magnitude of the relevant cutting force components. This knowledge then enables the required power for machining to be determined and the input energy to be used economically.
So far, the applied research has focused mainly on machining functional surfaces of the body and shaft ring [
2,
5]. This paper’s contribution is mainly concerned with the machining of rolling hardened bodies, the real-time measurement of the cutting force during machining and the determination of the structural equation from the obtained values. These data are not widely available in the literature and have limited validity for specific cutting conditions. Surface roughness parameters after finishing machining are given as a secondary output of this study, considering that the designed cutting conditions must also ensure adequate surface quality. The surface quality in this study was measured by the touch method and for four selected samples by the non-touch method for inter-comparison [
20,
21].
Despite the long list of similar research studies, this paper provides new information for specific machining conditions and the main result is a structural equation for calculating the cutting force. This calculation option allows a simple way to predict the magnitude of the cutting force without the need for measuring equipment. The coefficients of the equations for calculating the cutting forces are known for standard materials, not for their application-specific hardening treatment. This requirement is based on industrial practice and is linked to the bearing production environment.
2. Materials and Methods
The experiment focuses on measuring the cutting forces when machining the functional surface of the component “Rolling Body”, which is the outer diameter. The implemented manufacturing process includes:
Machining hardened components by finishing technology with a CBN tool;
Carrying out an experiment to measure the cutting forces;
Evaluation of the force analysis;
Development of a structural equation;
Evaluation of the surface quality of the functional surface by the touch method;
Evaluation of the surface quality of the functional surface by non-contact method.
The experiments were carried out according to the available machinery and laboratory equipment at the Faculty of Mechanical Engineering of Brno University of Technology on the following equipment:
Universal lathe SV 18 RD;
Dynamometer Kistler 9257B;
Taylor Hobson Surtronic S 100 roughness gauge;
Alicona Infinite Focus G5 non-contact instrument.
The component material of the rolling element was 100 Cr6 (1.3505), according to ISO 683-17. The material composition is in
Table 1. The hardness of the samples was 62–64 HRC. The material also complies with the Czech standard ČSN 414109 and the US standard AISI 52100.
2.1. Implementation of the Cutting Force Measurement Experiment
The experiment was carried out on 12 samples of rolling elements for larger bearing types.
The approximate dimensions of the sample are shown in
Figure 1:
Outer diameter (mm) 32;
Length (mm) 60.
Unlike previous experiments with bearing rings, the SP280 SY machine was not used because of the near-impossible placement of the Kistler measuring system on this machine, namely the placement of the measuring probes on the vertical slide of the machine. In previous experiments [
2] cutting tools from SECO were used, but in this experiment alternative tools from Dormer Pramet were applied.
2.2. Technological Conditions of Machining When Measuring with a Kistler Dynamometer
The machine used for the experiment was the universal spindle lathe SV 18 RD, which is a conventional lathe that has been verified for rigidity. Verification of the machine’s accuracy and rigidity was carried out using a certified method as part of preventive maintenance. The machine also has a considerable range of cutting speeds that can be continuously controlled. The spindle speed range is 56–2800 min−1. The power of the main motor at maximum rpm is 10 kW. The main advantage of this conventional lathe is the added potential for placing the measuring probes of the Kistler dynamometer on the back of the slide.
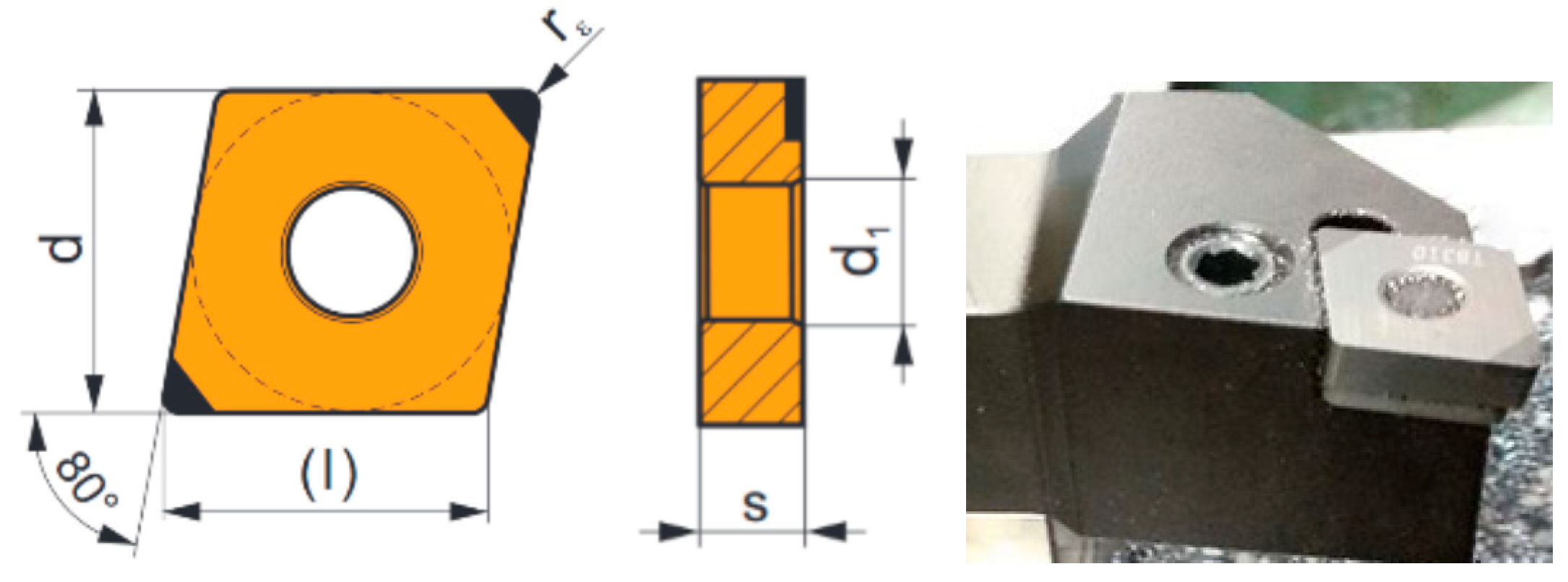
The specific tools used by Dormer Pramet were as follows:
One tool was used for the entire series of 12 samples. The insert dimensions and recommended cutting conditions are given in
Table 2.
The cutting conditions are represented the following variables:
Cutting speed vc, which depends on the number of revolutions and diameter of the workpiece;
The feed rate f, which is defined by the movement of the tool per revolution;
The cutting edge width ap, which is determined by the tool’s approach to the cutting edge.
The geometry of cutting tools is an important factor in turning hard materials. The basic geometry of a cubic boron nitride insert as laid on a horizontal surface as follows:
Orthogonal face angle γo = 0°;
Orthogonal back angle αo = 0°;
Orthogonal edge angle β0 = 90°.
After inserting the insert into the tilted toolholder bed, the working angles of the insert are as follows:
Orthogonal face angle γo = −6°;
Orthogonal back angle αo = 6°;
Blade inclination angle λs = −6°;
Main blade setting angle κr = 95°;
Angle of adjustment of the secondary blade κr’ = 5°.
The ranges of f and ap given here are informative; the parameters used in the study provided data to determine the structural equation. One tool was used for the whole series of samples.
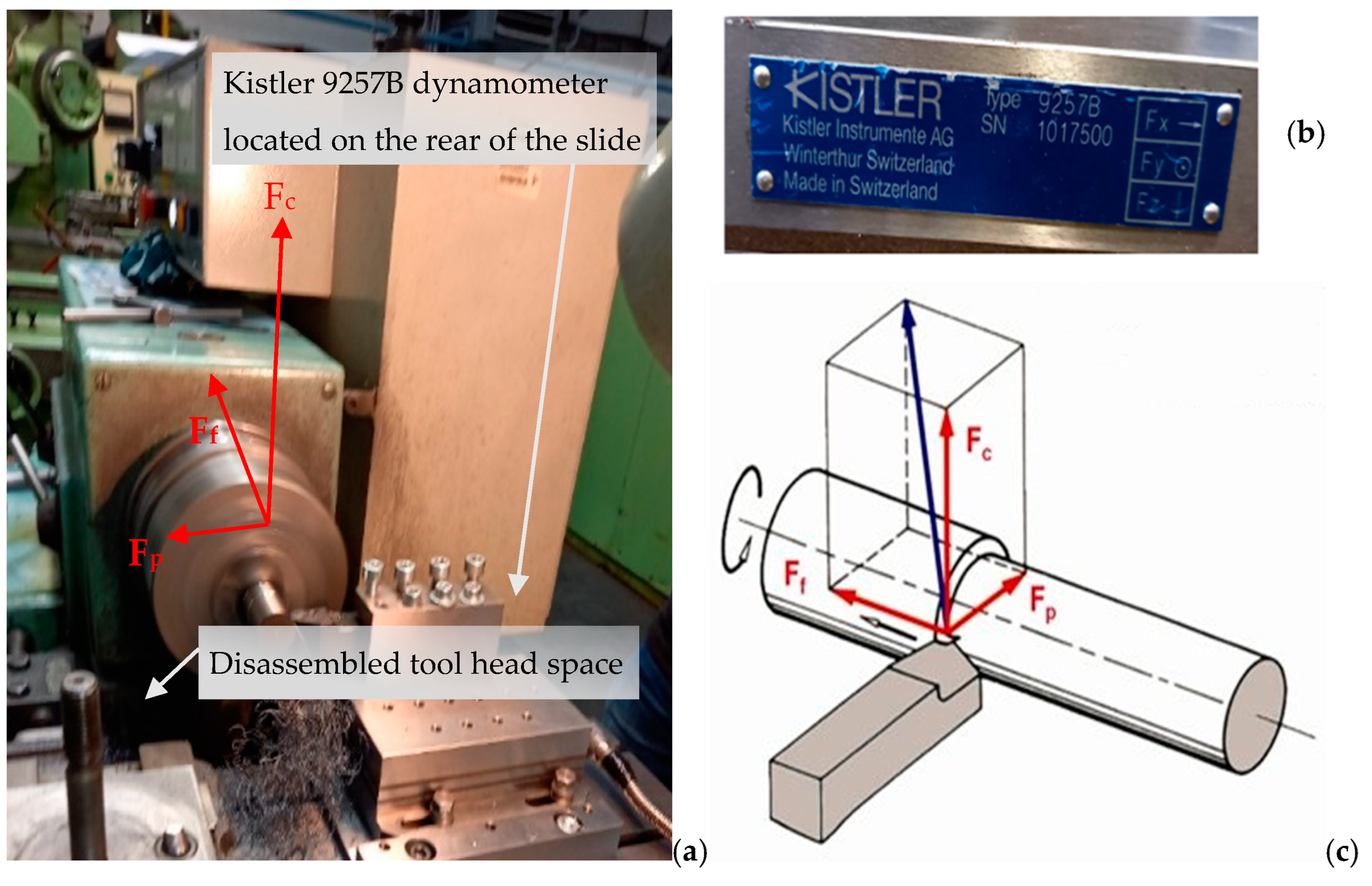
The complete tool holder, including the inserts used during the experiment, as placed on the probe of the Kistler 9257B dynamometer is shown in
Figure 3a. The diagram of the distribution of cutting forces during turning is given in the schematic part of
Figure 3b and shows the normal situation when the tool is in front of the axis. In our case, the tool was behind the axis, as shown in
Figure 3a, with the actual direction of the forces and a description of the situation given in this Figure. This location is required by the design of the Kistler dynamometer encoder. The direction of the passive force
Fp is then reversed. In the last part of
Figure 3c, the label of the Kistler 9257B dynamometer is shown with the individual directions of the axes of the cutting resistance against the cutting forces when the dynamometer is placed in the front part of the caliper. This then corresponds to the directions of the x-axis for the sliding force
Ff, the z-axis for the cutting force
Fc and the y-axis for the passive force
Fp.
The cutting conditions for machining were chosen according to the experience from previous experiments [
2], but were applied as a wider range, so that the mathematical dependencies could be subsequently determined. The experiment was planned within the DOE methods using Minitab software. The main factors chosen were
vc,
f and
ap. A full factorial design of the experimental plan was chosen. The specific values of the cutting conditions are in
Table 3. These are always four combinations of feed rate,
f, and blade cutting width,
ap, at three different cutting speeds,
vc. This range of cutting conditions was chosen to cover the possible cutting conditions for finishing machining. At the same time, this range of cutting conditions allows empirical data to be obtained for the construction of the structural equation.
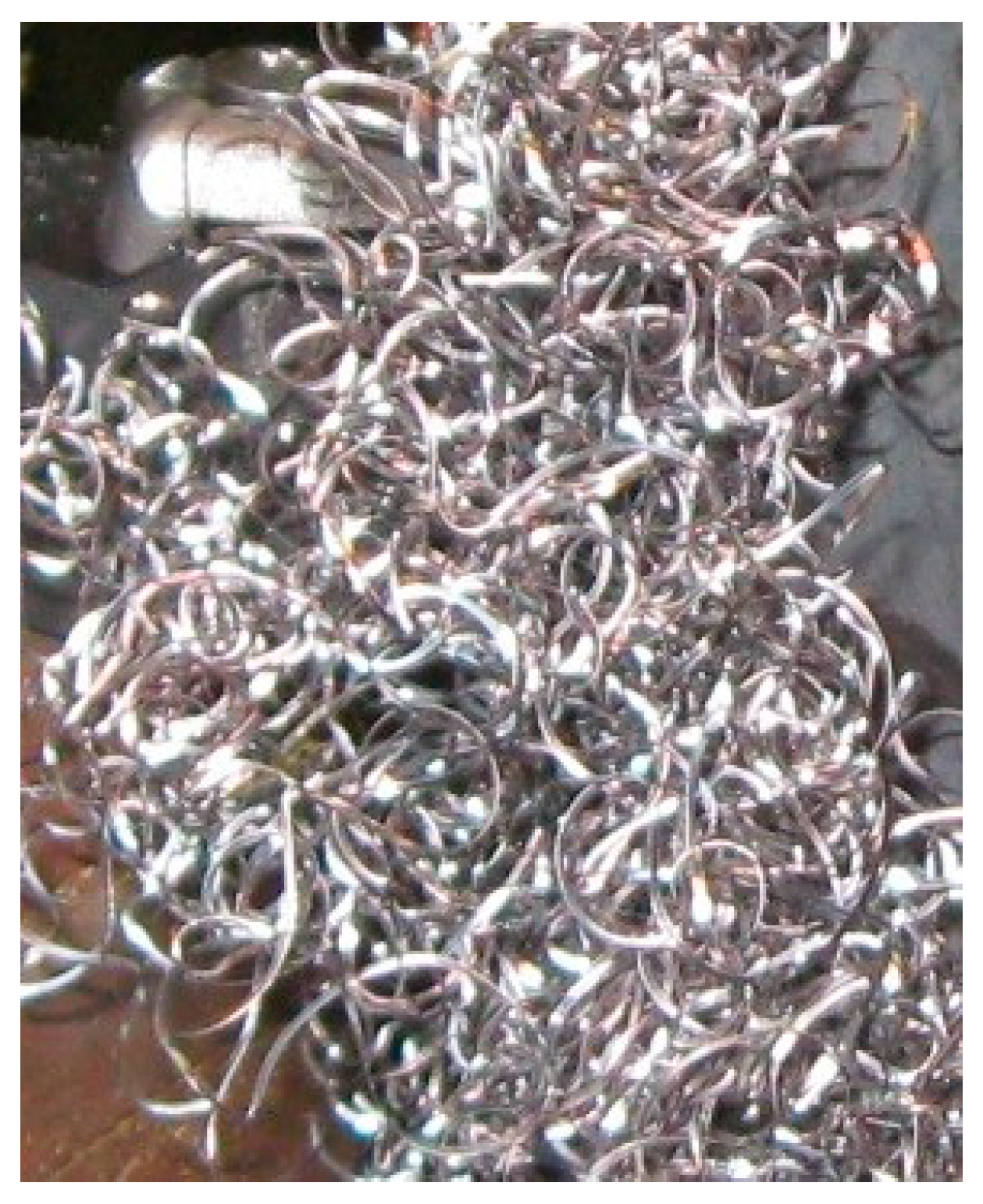
The machining was carried out without the processing fluid, and due to the geometry of the cutting insert (without a chip sealer), a continuous segmented chip was realized, as shown in
Figure 4. This chip breaks easily and does not damage the already machined surface. A detail of the chip is shown in
Figure 4. This chip character is due to the turbid state of the stock material and was achieved with all combinations of the cutting parameters.
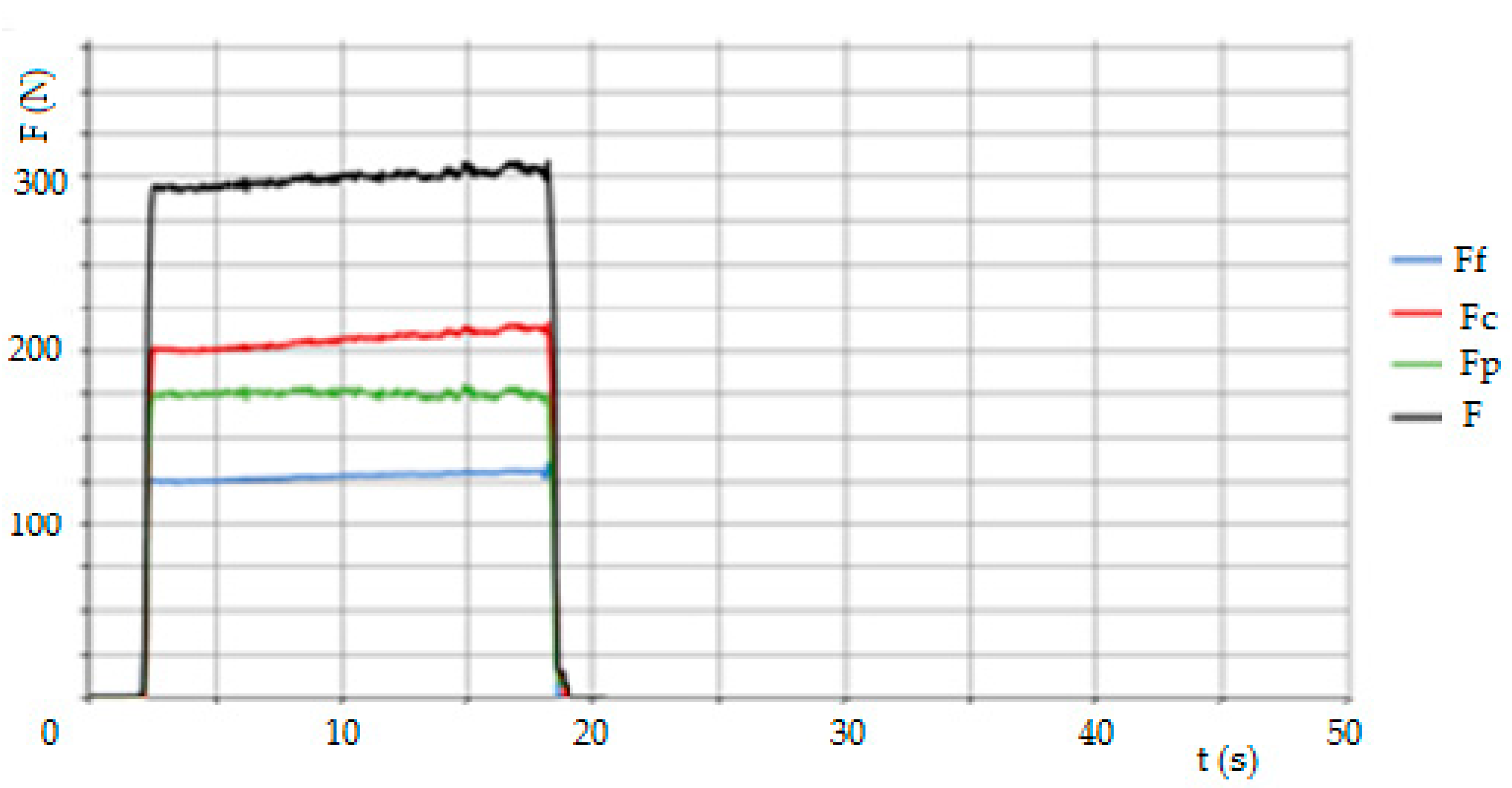
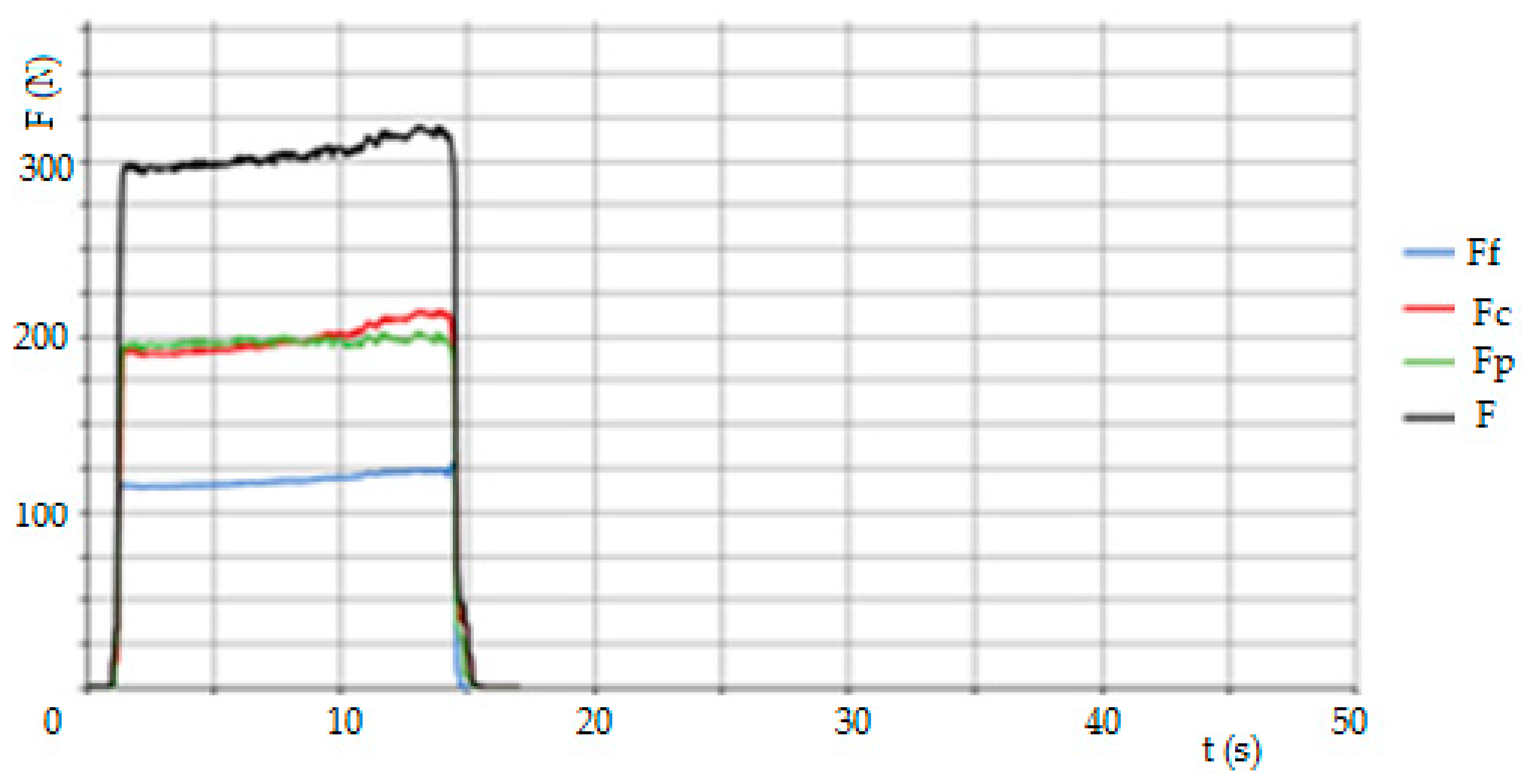
2.3. Measurement of Cutting Forces with a Kistler Dynamometer
A Kistler type 9257B, SN1017500 stationary dynamometer was used to evaluate the cutting force measurements. During longitudinal turning, the force components were measured in three directions according to the coordinate system, i.e., in the x, y and z axes, corresponding to the force components, specifically the cutting force, Fc, the passive force, Fp, and the feed force, Ff. The measuring apparatus consisted of a dynamometer, a Kistler 5070A hub amplifier and a data acquisition and analysis system by means of which the data were transferred to a computer. As each sub-sample was machined, a measurement was run and after turning was completed, the values were recorded and stored in DynoWare. The measurement was set to 60 s to cover all the machine times when machining each sample. The sampling rate was set to 2000 Hz. The unwanted extreme measurement dates were filtered out.
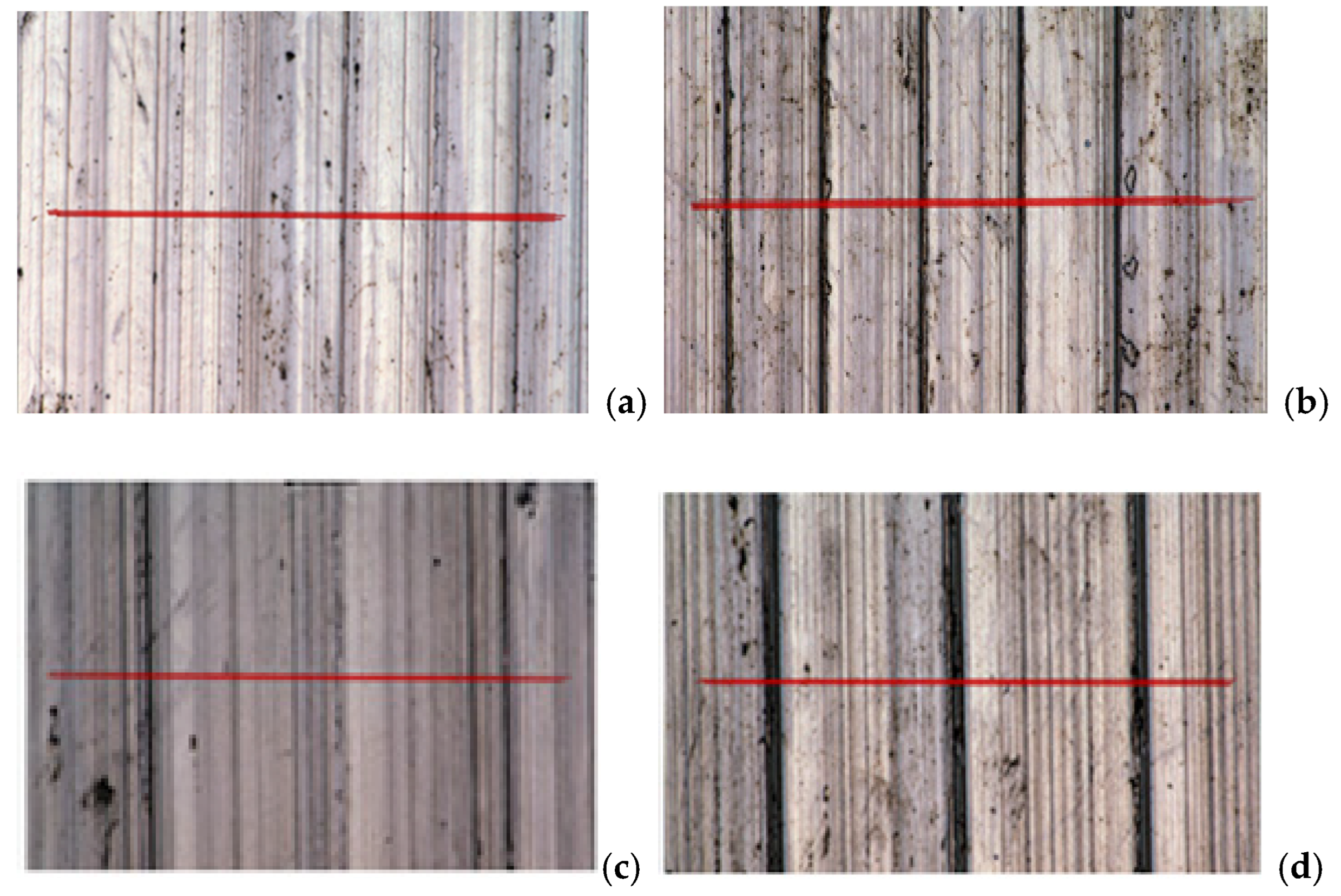
2.4. Surface Quality Measurement by the Touch Method
Measurements of individual surface roughness parameters were made with a Taylor Hobson Surtronic S-128 roughness tester. The length of the elementary section was 4 mm and 3 measurements were made on each sample. The advantage of touch measurement lies in the simplicity of operating the measuring instrument with the potential of an easy application in the workshop operation. However, the touch method does not allow the display of area parameters. In terms of investment costs, it is considerably cheaper than the non-touch method.
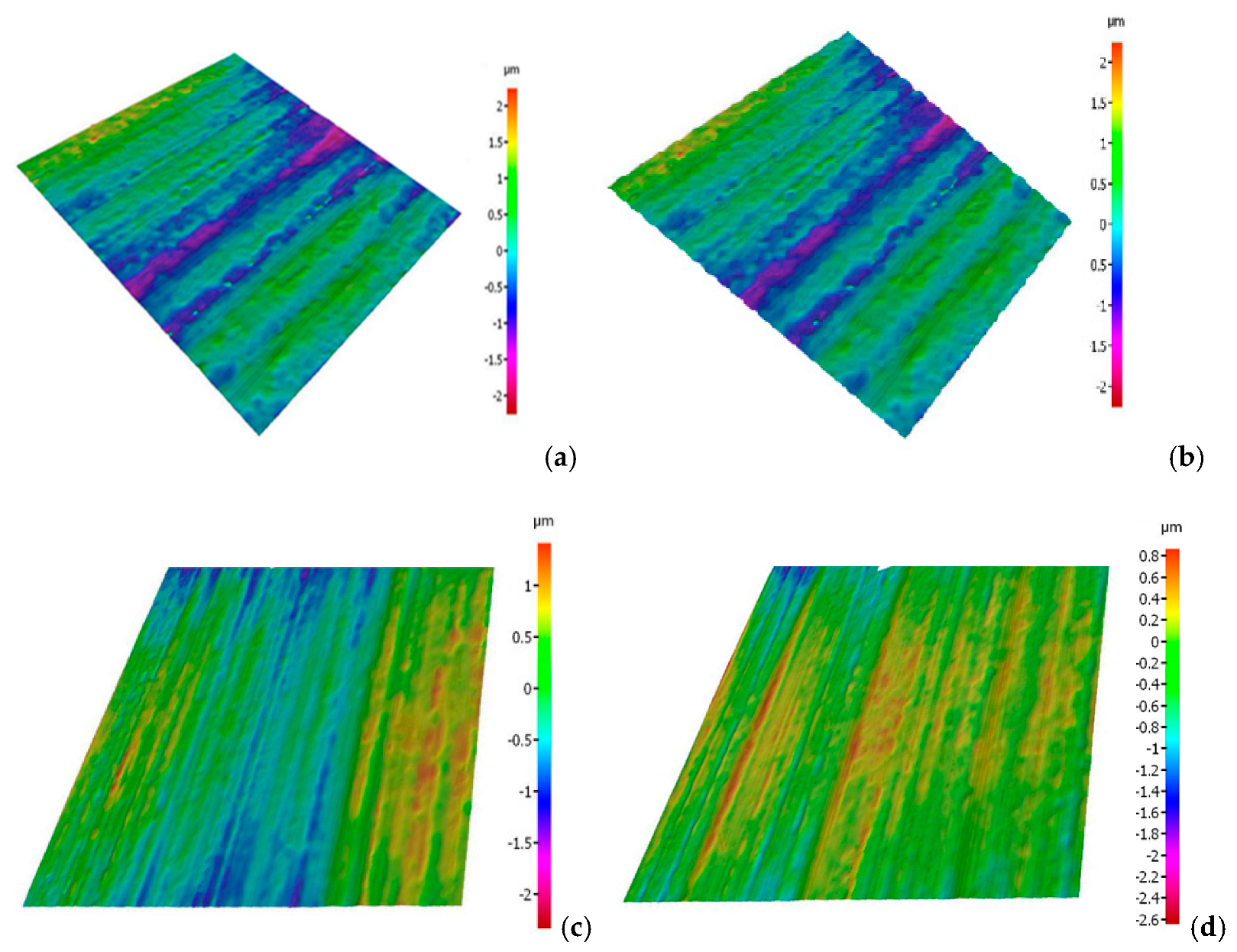
2.5. Surface Quality Measurement by Non-Contact Method
The evaluation of the surface quality of the functional surface by the non-contact method was carried out on the Alicona Infinite Focus G5 (hereafter referred to as Alicona). It is a highly accurate, fast and flexible optical 3D measurement system. The 3D measurements were made with Focus Variation. Focus Variation combines the small depth of focus of an optical system with vertical scanning to provide topographical and color information from the variation of focus [
23]. The main problem of optical instruments is that most existing roughness standards are relatively smooth and can hardly be measured with several optical instruments [
24]. The main component of the system is precision optics containing various lens systems that can be equipped with different objectives, allowing measurements with different resolutions [
23]. With a beam splitting mirror, light emerging from a white light source is inserted into the optical path of the system and focused onto the specimen via the objective [
24]. Depending on the topography of the specimen, the light is reflected into several directions as soon as it hits the specimen via the objective [
23]. If the topography shows diffuse reflective properties, the light is reflected equally strongly in each direction [
23]. In the case of specular reflections, the light is scattered mainly in one direction [
23]. The main disadvantage is with the reflectivity of some surfaces, which means that more lenses and measuring conditions are required [
7,
8]. The Alicona is a highly accurate, extremely fast and flexible optical 3D micro-coordinate measurement system for both form and roughness measurement, with a vertical resolution of down to 10 nm [
21]. This measuring device is ideal for most precise surface analyses on homogeneous as well as mixed materials, and the system produces exact topographic information in true colors using vertical scanning and a shallow depth of field [
21]. The Laboratory Measurement Module 6.6.1 was used for measuring the surface roughness parameters [
25].
The measurements were carried out under the following conditions:
4. Discussion
The input data for the evaluation of surface roughness in all samples were mainly the measurements by the touch method, where three measurements were made for each sample. This number allows the determination of at least the size of the standard deviation of the measurements for each sample. However, the set of three measurements is too small for the calculation of other statistical variables. The non-contact method was used for four samples to compare the results, and here one measurement was taken for each sample. The experiment conducted was primarily focused on the measurement of the cutting force components on a conventional machine tool. The surface quality data is a secondary output of the experiment and is intended to confirm the feasibility of using a CBN tool. A detailed evaluation of the results on individual samples is as follows.
When the cutting speed is set to vc = 130 m·min−1, there are no significant differences due to changes in the cutting width ap and feed per revolution f. In general, the resulting surface finish depends mainly on the feed rate f; the lower the feed rate f, the lower the surface finish. The average values of the arithmetic deviation of the profile under consideration, Ra, are between 0.3 and 0.4 μm. For a cutting speed of vc = 130 m·min−1, the best combination of cutting conditions appears to be ap = 0.35 mm and f = 0.05 mm·rev−1, with an average Ra value of 0.34 μm. The best (i.e., the smallest) values of the Ra parameter were obtained for a cutting speed of vc = 155 m·min−1 in combination with ap = 0.35 mm and f = 0.05 mm·rev−1, where the average Ra value is 0.23 μm, i.e., sample 6. However, for the same cutting speed vc and increasing the feed per revolution to f = 0.1 mm·rev−1 with the same ap value, the average Ra value was 0.48 μm, an increase of approximately 209% (for sample 8). These fluctuations may also be due to inaccuracies during the measurement or a crack may appear on the surface of the sample that was measured. These factors can be eliminated by repeating the measurements more often. At a cutting speed of vc = 180 m·min−1 it can be observed that more stable surface quality values are recorded in connection with the increase of the feed per revolution f from 0.05 mm to 0.1 mm. The average value of the parameter Ra is at 0.3 μm. Again, the small number of measurements is evident here, specifically for sample 10 (f = 0.05 mm·rev−1 and ap = 0.35 mm), where the resulting Ra values fluctuate more, as seen in the highest value of the standard deviation. As for the resulting average Ra values, for samples 5, 6, 9, 11 and 12, a value lower than Ra = 0.30 μm was obtained. These samples have cutting speeds of vc = 155 m·min−1 and vc = 180 m·min−1. In general, based on the results obtained from the contact measurements, it can be stated that out of 12 machined samples with different combinations of cutting conditions, 11 samples were below Ra = 0.4 μm on average during the measurements. It is difficult to reach this value with conventional finishing tools made of materials other than CNB. It follows that the CNB insert material is able to replace finishing operations such as grinding in certain cases. After performing comparative measurements of selected samples on the Alicona instrument, it can be stated that for samples 5 and 6 almost the same values were obtained as for the touch method. For sample 8, where the touch method measured an average value of Ra = 0.48, the non-contact method measured Ra = 0.328, which also places this sample among the compliant pieces. For sample 12, where the average value of Ra = 0.3 was measured by the touch method, the average value of Ra = 0.198 was measured by the non-contact method. From the above, it can be concluded that the actual surface quality after turning with the CBN tool is better than that shown by the touch measurement.
If we compare the results obtained with similar work in the field in the last 5 years, we find that there are more scientific papers dealing with turning hardened steels with cubic boron nitride.
In the work of Nur, R et al. [
26], the authors used similar cutting conditions, e.g., cutting speed
vc 153 m·min
−1, feed
f 0.05 mm·rev
−1 and tool tip radius 0.8 mm. They address the reduction of energy consumption in metal machining. The premise is to determine the energy consumption by direct or indirect measurement. The manufacturing process under consideration is the finishing turning of mainly hardened steels. In this paper, it is proposed to use the measured cutting forces to calculate the power consumption in metal finishing turning, where the depth of cut is usually less than the cutting tool tip radius. Patel, V.D. and Gandhi, A.H. [
27] addressed the use of AISI D2 steel as a material for bearing raceways, forming dies, punches, forming rolls, etc. Experiments on the finishing turning of hardened AISI D2 steel using cubic boron nitride (CBN) tools were carried out with different combinations of cutting speed (80, 116 and 152 m·min
−1), feed rate (0.04, 0.12 and 0.2 mm·rev
−1) and tool tip radius (0.4, 0.8 and 1.2 mm) using a full-factorial design for the experiments. Based on the experimental results, an empirical model of cutting forces as a function of cutting parameters (i.e., cutting speed, feed rate, and tool tip radius) has been developed. This model is based on the DOE experiment and is not due to an empiric theory. The results are comparable, but not quite universal, for the full range of
ap and
f as in the equations in this paper.
5. Conclusions
This article addresses two areas of assessing the results of the hard turning of hardened materials. The first area focuses on the cutting force experiment, the results of which were used to develop a structural equation for the cutting force by theoretical mathematical derivation. The second area addresses the evaluation of the surface quality by the contact method, which is available in common industrial plants, and the verification of the measured values by the non-contact method, which in the case of laser-based measuring technology is more a matter for a scientific department.
The individual partial results of the experiment confirm the following facts:
The construction of an empirical structural equation allows the prediction of the cutting force in hard turning finishing under similar machining conditions;
The use of inserts from another manufacturer achieved similar surface quality results;
The machined surface could be accepted for the four selected samples if Ra = 0.3 was taken as the cut-off value. If this cut-off value was extended to Ra = 0.4, all samples would pass;
Comparative measurements of surface roughness values by the non-contact method showed similar or better results than the contact method.
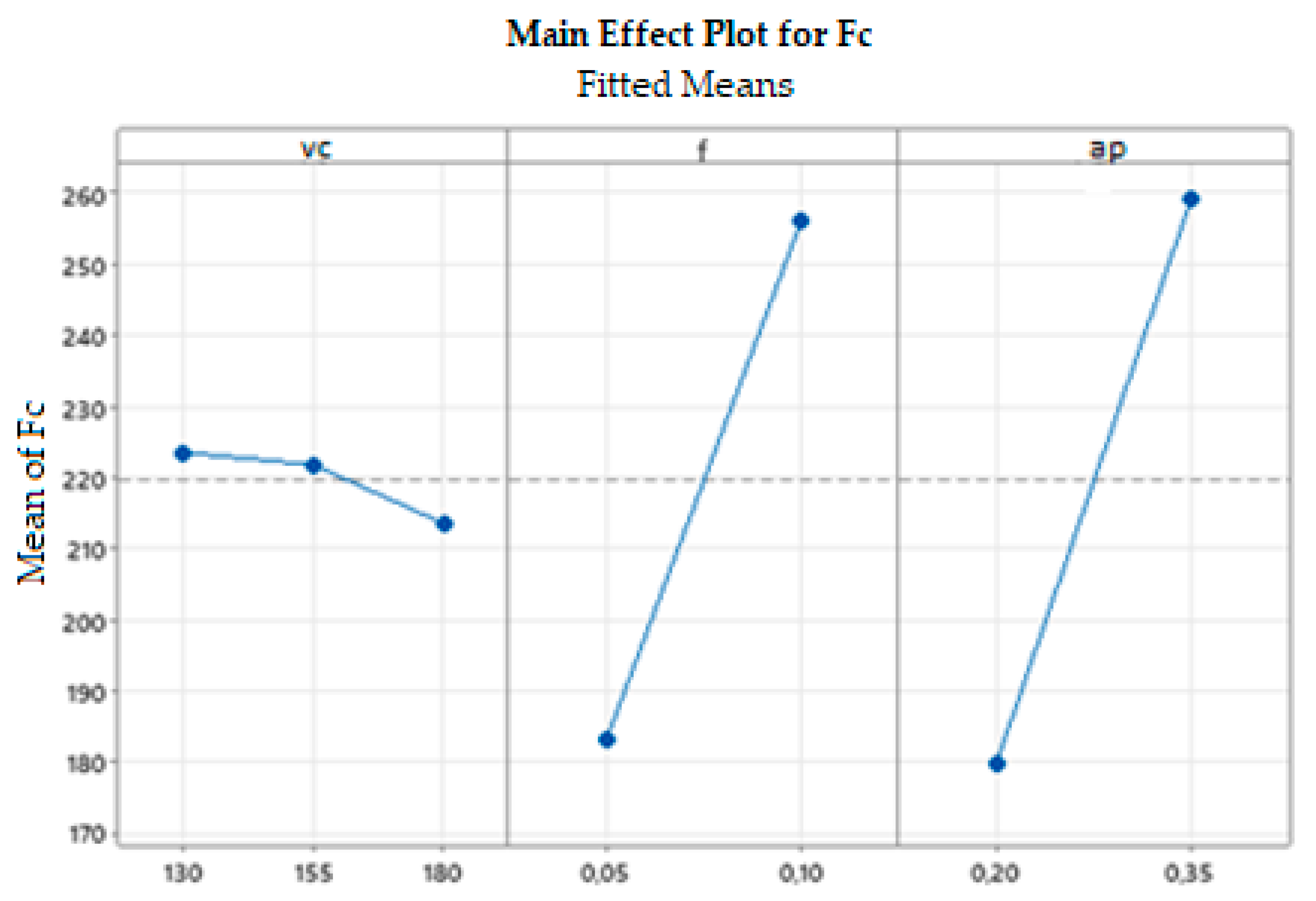
Another important result is the confirmation of the minimal influence of the cutting speed on the cutting force, which subsequently allows simplification of the mathematical calculation of the structural equation. This article respects the needs of industry practice, where touch measurement is common. However, if verification by the non-contact method is needed, most companies will turn to a scientific institute that has this method. The same is true for the determination of cutting forces, where most industrial companies do not have any measuring equipment and can use the structural equation above, if necessary, as long as the cutting conditions are within the specified range. Of course, there is also the possibility of contacting a scientific institute.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}