1. Introduction
Ultra-precision planing is a critical ultra-precision machining method. Compared with ultra-precision milling, it has some advantages in machining linear structures [
1]. Christian Brecher et al. [
2] developed an ultra-precision hydrostatic guideway with a large stroke and high dynamic stiffness for machining optical linear structures. A six-axis computer-aided machining system developed by Y. Takeuchi et al. [
3] can be used to machine linear or curvilinear microgrooves or certain devices with optical properties. At the same time, due to the low material removal speed in the planing process, the processing efficiency is low, and the processing time is relatively long, which puts forward higher requirements for the stability of the machine tool.
During the machining process of the machine tool, vibrations between the tool tip and the workpiece are unavoidable. Vibrations with different frequencies will form corresponding texture features on the workpiece surface and affect the workpiece surface quality. Cheung, C. F. et al. [
4] used the power spectral density method to analyze the influence of the feed rate, tool geometry, spindle runout, and vibration between the tool and the workpiece on a diamond turning surface, and their research results showed that the vibration between the tool and workpiece had an important influence on the surface roughness of the optical element.
Luo, X. et al. [
5] analyzed an ultra-precision diamond turning surface with the power spectral density method and studied the influence of factors such as the feed rate, built-up edge, regeneration vibration, and spindle runout on the surface morphology. Kim, D. S. et al. [
6] identified the vibration frequency information of the tool during machining by performing a spectrum analysis on the measured data of the workpiece surface. At the same time, some scholars have carried out related research on the micro-vibrations of aerostatic components. T. Kawai et al. [
7] found that laminarization effectively improved surface quality in ultra-precision micromachining. The nano-scale micro-vibration of the bearing was suppressed. Tomotaka Yoshimura [
8] clarified the mechanism of nano-waves in surface-compensation aerostatic thrust bearings. Nano-waves are pressure fluctuations caused by turbulent flow at the outlet, and the amount of fluctuation depends on the Reynolds number, that is, the air-flow rate. However, it does not explain how the flow turbulence at the outlet leads to the stability of the flow in the air-film gap. K.J. Stout [
9] proposed that in order to obtain nanometer-level precision, the machine tool needs to further reduce the air-film gap. Therefore, higher requirements for the inlet pressure, restrictor structure selection, manufacturing accuracy, and air source filtration have been put forward. Yujie Zhou [
10] used a hybrid numerical simulation method to divide the flow field into two parts: the inner region and the outer region near the choke; the hybrid solution method can accurately capture the complex flow regime near the throttle while considering its efficiency. Yifei Li [
11] conducted a numerical study on the flow field in the air film of a circular flat-plate aerostatic bearing with a single-hole restrictor. The formation process of reaching the sonic speed region and the shock wave was studied, and the mechanism of vortex generation was revealed. On the basis of flow analysis, the maximum Mach number was taken as the constraint condition of the bearing dynamic stability benchmark, and the transient flow calculation verified its rationality through optimization modeling.
Aoyama et al. [
12] studied the micro-amplitude vibration characteristics of the small-hole throttle aerostatic guideway. Through numerical simulations, the turbulent energy at the exit of the orifice with two different small-hole structures was compared and verified by experiments. Chen et al. [
13] proposed a small-hole throttling aerostatic bearing structure with butterfly spring compensation for several problems existing in the aerostatic guideway in the PCB drilling machine tool. Aoyama et al. [
14] studied the transient characteristics of small-hole throttle aerostatic bearings passing through rectangular grooves and proposed a cross-groove bearing surface structure to suppress the transient pressure drop when passing through the grooves. Zhu et al. [
15] used the compressible turbulent large-eddy model to simulate the flow field of the pinhole throttling aerostatic bearing, which explained the relationship between the bearing’s micro-vibration and the change in the micro-flow field to a certain extent. Zhang et al. [
16] established a five-degree-of-freedom dynamic model of the aerostatic spindle and studied the spindle vibration under the action of the cutting force and its influence on the generation of ultra-precision diamond turning surfaces.
In summary, there are relatively few studies on the relationship between aerostatic guideways and machining topography errors. In this study, a diamond micro-planing experiment was carried out on a self-developed three-axis machine tool. The BRUKER white-light interferometer was used to measure the surface of the workpiece, and the spatial power spectral density distribution of the surface error was analyzed. Combined with the space and time domain errors in the vertical direction of the machine tool, the contour error was analyzed and identified. We found that the low-frequency vibration characteristic of the vacuum-preloaded aerostatic bearing is the main factor that causes planing surface contour errors.
2. Dynamic Characteristics Analysis and Vibration Characteristics of Machine Tool in the Vertical Direction
The three-axis machine tool includes three linear axes in total, including the
X-axis and
Y-axis, which move horizontally, and the
Z-axis, which moves vertically. The three linear axes all are porous aerostatic guideways. The basic arrangement of the
X-axis and
Y-axis is shown in
Figure 1. The bottom pad of the
X-axis is a single block vacuum-preloaded (VPL) porous aerostatic bearing; its bearing surface is directly supported on a precision marble plane, and two symmetrically arranged porous aerostatic bearings support the bottom surface of the
Y-axis. The pressure bearing is on the same precision marble plane. The left and right bearings of the
X-axis are preloaded with each other. Linear motors drive both the
X-axis and the
Y-axis, and there are no other intermediate force transmission links.
The aerostatic guideway moves under the suspension support of the high-pressure air film, and the bottom VPL porous aerostatic bearing only supports the
X-axis slide in the vertical direction. Now, the
X-axis slide is considered a rigid body, and the dynamic characteristics of the slide in the vertical direction can be studied. In order to facilitate the analysis and calculation, the vertical dynamic model of the
X-axis slide was simplified to a two-degree-of-freedom system composed of rigid rods, springs, and dampers, as shown in
Figure 2. Then, the kinetic equation matrix can be expressed as:
In the figure, A and B are points A and B of the simplified porous aerostatic bearing back force point; C is the center of mass of the slide; kA and cA are the equivalent stiffness and damping of the porous aerostatic bearing at point A; kB and cB are the equivalent stiffness and damping of the porous aerostatic bearing at point B; Fc and Mc are the interference force and the interference moment reduced to the center of mass; and xc and θc are the vibration displacement and rotation angle of the slide at the cutting point.
Since the damping of the air film was small, and the processing method used in this study was one-way planing processing, the dynamic equation was approximated and simplified. The kinetic model can be simplified to:
Knowing that the mass of the slide is M = 28 kg and that the stiffness of the aerostatic bearing kA = kB = 625,000 N/mm, the natural frequency of the slide can be obtained as ωn = 207.02 Hz.
The structure of the vacuum-preloaded porous aerostatic bearing consists of a rectangular vacuum cavity in the center of the bearing and a porous restrictor surrounding the vacuum cavity. Therefore, the interference force acting on the slide mainly includes three components, one of which is generated by the vacuum cavity. The second is the disturbance of the bearing thrust caused by the fluctuation of the air supply pressure, and the third is a disturbance outside the system (such as cutting force). The direction of action of the interference force at the center of mass of the slide is the normal direction of the thrust surface of the bearing. Assuming that the
X-axis slide is only subjected to external sinusoidal disturbances from the vertical direction,
Assuming
t = 0,
x(0) =
x0, and
v(0) =
v0, the solution for the forced vibration of the slide is:
where
.
According to the above dynamic model of the slide, assuming that the initial speed of the slide is
x(0) =
x0 = 0 and
v(0) =
v0 = 0, the solution for the forced vibration of the slide can be simplified as:
When
ω <<
ωn, Equation (5) can be simplified as:
3. Experiment of Diamond Micro-Planing and Power Spectral Density Analysis of Surface Profile
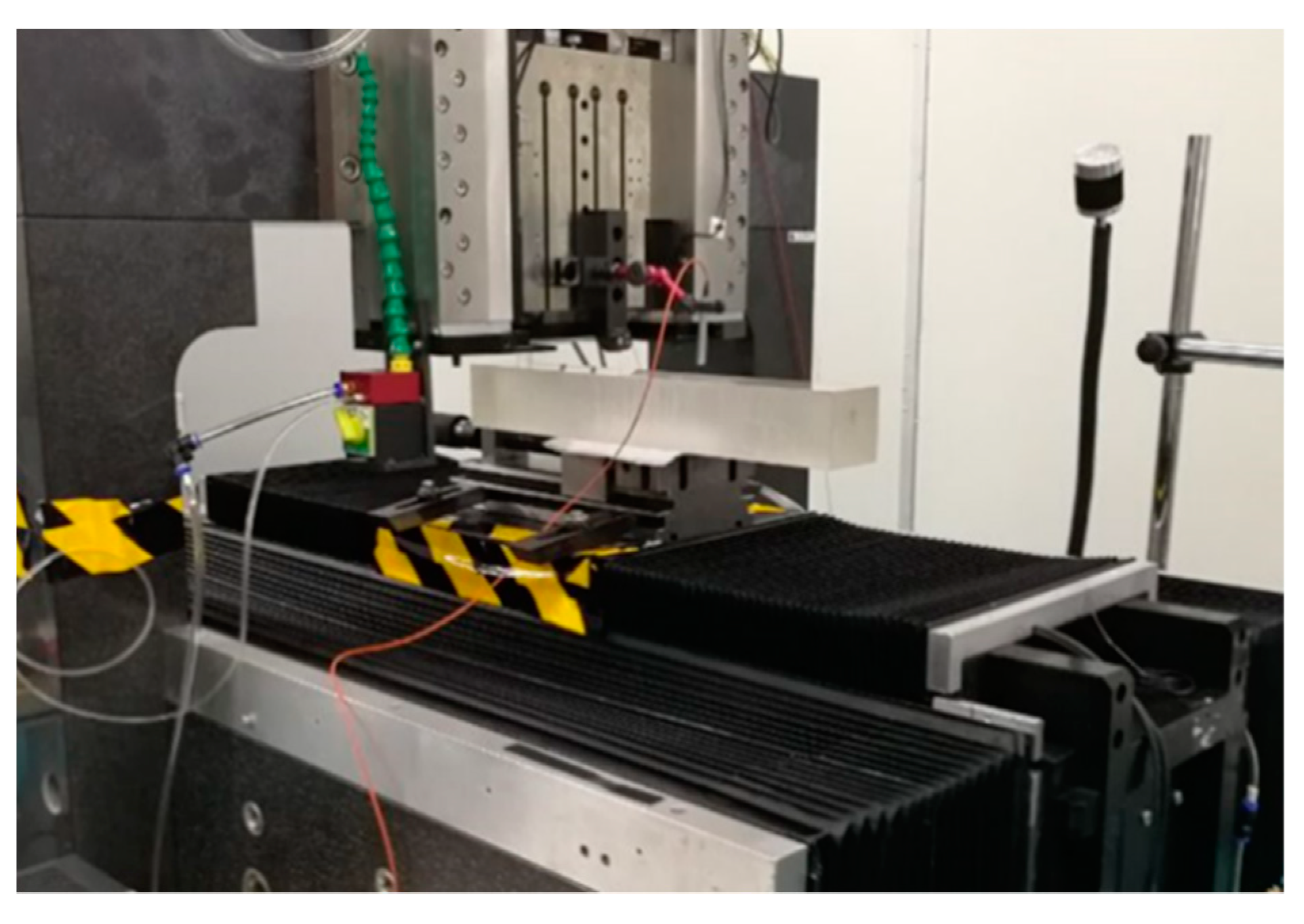
In this study, a self-developed three-axis machine tool was used as the platform, and a micro-planing experiment was carried out on the surface of oxygen-free copper using natural diamond tools, as shown in
Figure 3. The diamond tool was clamped on the
Z-axis, and the oxygen-free copper workpiece was clamped on the
X-axis worktable by a vice. The size of the workpiece to be processed was 15 × 22 mm. The tool parameters and basic parameters of planing are shown in
Table 1. The selected tool-tip radius is large, suitable for rough and semi-finished machining, and the machining efficiency is relatively high. Diamond tools can generally process nonferrous metals, and oxygen-free copper, as a common optical mold material, was used as the material to be machined in this work.
During the planing process, the
X-axis was used as the planing direction, and the
Y-axis was used as the feed direction. In the tool setting step, after the relative positions of the tool and the workpiece in the Z direction were determined, the
Z-axis remained at the given target position and was always in the servo state. After a single planing action was completed, the
X and
Y-axis motions were used to complete the tool retraction and feed action. The G-code command of the WHILE cycle was used to complete the planing process for oxygen-free copper by the cyclic tool path processing method. The influence of the
Z-axis on machining can be excluded. The tool path trajectory is shown in
Figure 4. This processing method can ensure that the processing time for each groove is equal and the processing interval between two adjacent grooves is equal, and it is convenient for the subsequent analysis of the relative vibration between the tool tip and the workpiece time-domain characteristics.
According to the parameters in
Table 2, it can be calculated that the single complete planing cycle T
0 is 18.000 s, the corresponding frequency
f0 is 0.056 Hz, and the contact time
t between the tool and the workpiece is 2.640 s. When the machine tool is processing, the relative vibration between the tool tip and the workpiece will be reflected on the surface of the workpiece, and its manifestations are spatial ripples of different amplitudes and wavelengths. To study the relationship between the relative vibration and the surface morphology of the workpiece, it is necessary to establish the relationship between the vibration frequency (time domain) and the spatial wavelength of the ripples on the workpiece surface (spatial domain). The surface morphology of planing is determined by the ratio of the vibration frequency
ft between the tool tip and the workpiece and the cycle tool path frequency
f0:
In the formula,
I is the integer part of the frequency ratio;
D is the fractional part of the frequency ratio; and
I represents the number of times that a relative vibration between the tool and the workpiece is completed per cycle of the tool path. The absolute value of |
D| represents the phase lag between the tool and the workpiece that cannot complete the entire vibration cycle for each cycle of the tool path. The phase difference in vibration lines between adjacent tool paths of the workpiece is:
The spatial wavelength
λ of the ripples formed by the vibration between the tool tip and the workpiece on the workpiece surface along the tool feed direction is
where
f is a single cycle feed.
Figure 5 shows the use of a BRUGER white-light interferometer to detect the three-dimensional contour of the workpiece, with a measurement area of 2.5 mm × 1.9 mm. It can be seen in
Figure 6 that there are obvious “ripples” with ups and downs in the feed direction, and the PV values of these lines are about 100~120 nm. According to the machining and tool parameters, the theoretical roughness Ra is 4.97 nm, so it can be judged that the wave is not a sharp point left by the continuous feeding of the tool, so it is speculated that the cause of the lines is the relative movement between the tool and the workpiece in the vertical direction.
Figure 7 shows the one-dimensional power spectral density curve in the feed direction. In the figure, it can be seen that the spatial wavelength has an obvious peak at
λ0 = 0.281 mm. However, in other ranges, the power spectral density curve is relatively flat, and the wavelength
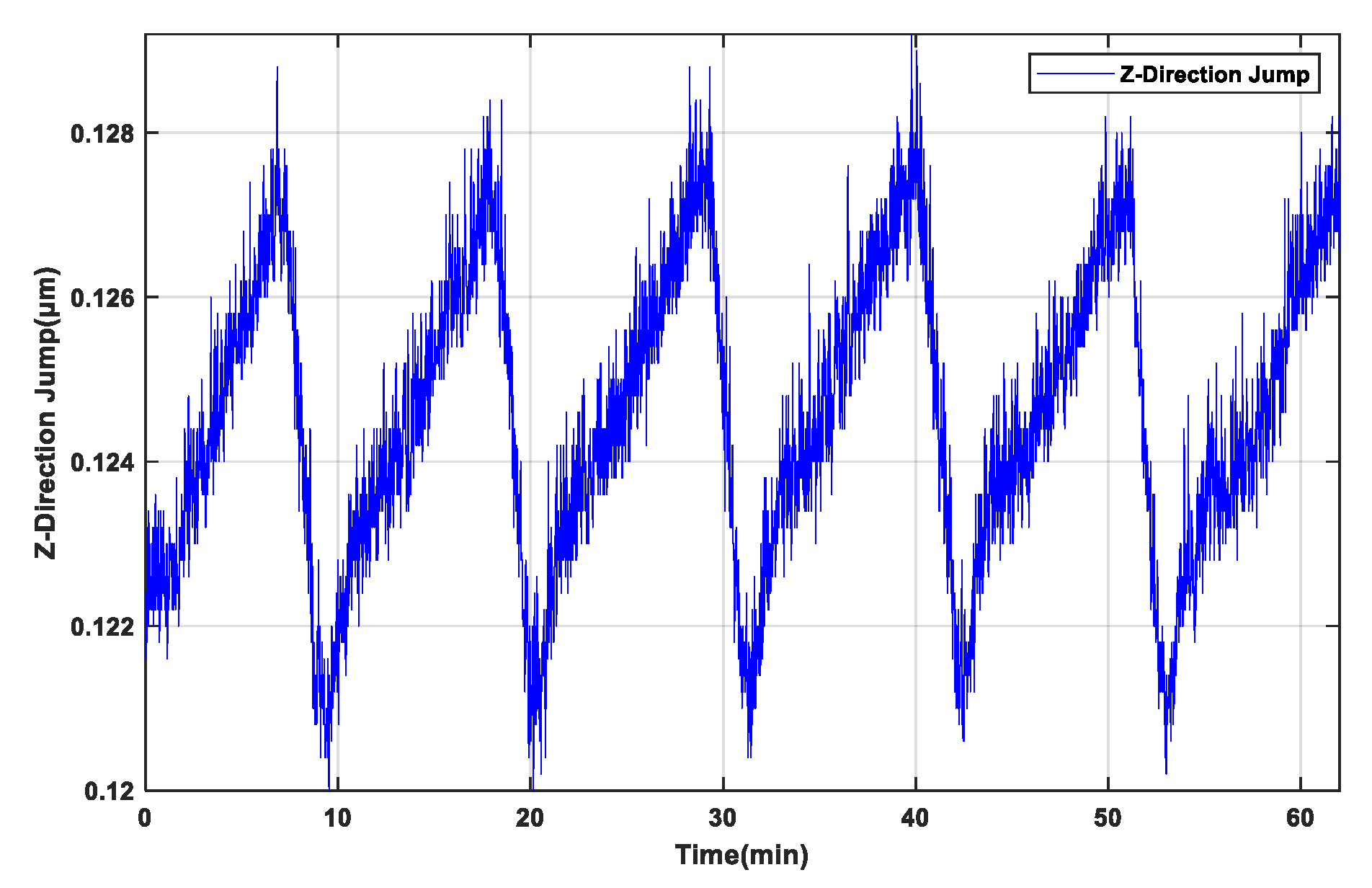
λ0 accounts for 60.1% of the original surface, which greatly affects the machining surface shape error. According to a single complete planing cycle, it can be calculated that the period
T corresponding to the wavelength
λ0 is 10.54 min, and the frequency
f is 0.00158 Hz. The vibration frequency corresponding to this error was extremely low, which exceeded the measurement range of the piezoelectric vibration sensor. Therefore, the vibration was measured and identified by other means. Subsequently, the same processing parameters and the same diamond tool were used on the machine tool, but the
X-axis was used as the feed direction, and the
Y-axis was used as the cutting direction; the same situation as above occurred on the machined surface.
5. Three-Dimensional Profile Simulation of Micro-Planing
The processing method used in this study was cyclic continuous planing processing, in which the relationship between the
X,
Y motion trajectory and the processing time can be expressed as:
Among them, t1, t2, t3, t4, t5, and t6 represent the times when the linear axis of the machine tool reaches the corresponding tool path points 1, 2, 3, 4, 5′, and 1′ for the first time; i represents the i-th planing tool path cycle; T is the time of a single planing process; and fx and fy represent the feed rates of the X-axis and Y-axis, respectively.
From the analysis of the measurement results in the previous section, it is found that there is vibration in the vertical direction of the
X-axis slide. Considering the vibration characteristics, the three-dimensional contour of the planing process will also be affected. Taking into account the machining tool path, tool parameters, and vertical vibration, the three-dimensional contour of the planed workpiece was obtained through simulations, as shown in
Figure 14, and the two-dimensional contour in the feed direction is shown in
Figure 15.
Comparing the above three-dimensional profile with the results of the white-light interferometer, it can be seen that the profile vibration amplitude and period in the feed direction are in good agreement. From the simulation point of view, it is verified that the vertical vibration of the slide is an important factor that causes the periodic error of the planing surface.
Since the vibration characteristics in the vertical direction were obtained based on the sinusoidal periodic disturbance, the two-dimensional profile curve cannot completely match the actual measurement results. Therefore, it is necessary to further analyze the generation mechanism of the external disturbance on the slide and establish an accurate external disturbance model. Then, more accurate output displacement characteristics of the slider can be obtained.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}