1. Introduction
High-power transmission system technology is a core technology field for improving the performance of the heavy lift helicopter, reducing its noise and vibration levels, and controlling its life cycle cost [
1]. Among the largest number of heavy lift helicopters currently in service, the large aviation planetary mechanism, as the basis and core of the transmission systems, determines the scientific and technological level of the transmission systems to a great extent, and is one of the bottlenecks restricting the development of transmission system technologies in the heavy lift helicopter [
2].
As a deceleration terminal directly connected with the main rotor, the large aviation planetary mechanism is a power transmission link with the worst load environment and highest strength requirements in the heavy lift helicopter transmission system [
3]. With the speed and bearing limits of the large aviation planetary mechanism continuing to break through, the structure and power sharing forms become more complex. These increase the complexity and uncertainty in structural strength design and analysis for the planetary system, and lead to a higher risk of structural failure when the new generation of heavy aviation planetary equipment pursues lightweight design [
4]. Additionally, the transmission system is one of the three key dynamic systems in a helicopter. The reliability of its core link will directly determine the service safety and life cycle cost of the helicopter [
5].
In terms of reliability analysis and modeling of gear transmission systems, Nejad [
6] improved the ISO gear design specification, and proposed a tooth root bending fatigue damage analysis and modeling method for long-life large gears. Liu [
7] established a dynamic reliability model for gear systems under part life correlation conditions to give the variation law of system fatigue reliability with time and part-life correlation degree. Li [
8] proposed a generic modeling and simulation framework for the reliability assessment of gear systems. There are also some related works [
9,
10] that have carried out specific studies in terms of the relationship between systems and components, the way they achieve their functions, and temporal properties. The scholars have analyzed in detail the specificity of gearing in terms of system configuration, load transfer, and failure correlation from the perspective of reliability analysis and modeling. However, these current studies have heavily simplified the structural form of the gear system in reliability analysis processes, and it is difficult to reflect the way and degree of influence of the structural characteristics within the system on system reliability indexes.
The stress–strength interference theory is a basic tool for reliability analysis of mechanical structures [
11,
12,
13,
14]. Zhang [
15] introduced an application of the stress–strength interference theory in fatigue reliability calculation for gear systems, and used the genetic algorithm to optimize the volume and reliability indexes for large-scale gear systems globally. During fatigue failure, the residual strength of a mechanical structure decreases continuously with the number of load actions, and the rate of strength decrease is directly related to the level of cyclic stresses [
16]. In other words, for fatigue failure problems, the fatigue strength distribution at a specified life is a function of time and load, which is difficult to determine directly and efficiently by tests, whereas what is easily obtained directly by tests is the fatigue life distribution at a specified cyclic stress level [
17,
18]. It can be seen that it is also necessary to propose a mathematical tool capable of calculating fatigue reliability directly based on the life probability distribution in the framework of the stress–strength interference theory.
In a gear train, the failure of any one gear or gear tooth will affect the transmission capability of the entire system, so it is a common assumption in reliability analysis that a gear train is a series system with gears or gear teeth as basic functional units [
19,
20]. The loads on different individual gears in the system, or even different teeth of the same gear, may be different, but they all have a certain mathematical relationship with the system input power. As a key component carried by the planetary gear transmission system, the ring gear is simultaneously subjected to multiple meshing excitation sources, which causes it to become the main component of gear tooth cracks and fatigue damage in the planetary gear system. In addition, the deformation of the ring gear leads to the change in the meshing relationship of the gears in the planetary gear train. With the development of precision machinery, planetary gear transmission systems tend to be lightweight. To reduce the quality of the transmission system to meet the needs of the project, the thin-walled ring gear has gradually become popular for practical applications [
21]. Wu and Parker [
22] analyzed the inherent characteristics of the equidistant planetary gear flexible ring gear model by perturbation and a candidate mode method. Fan [
23] calculated and analyzed the dynamic characteristics of the planetary gear transmission system considering the flexibility of the ring gear.
Tooth root bending fatigue strength is one of the most important strength check indexes in a high-speed and heavy-duty gear system. For the planetary mechanism in heavy lift helicopters, its extreme load conditions and harsh reliability requirements will put forward a higher standard for tooth root bending fatigue resistance. Another main method of tooth root bending stress calculation uses the general finite element tool [
24,
25,
26]. However, the general finite element method has high computational cost in a model setting and solution operations, and is usually only suitable for isolated solutions of gear parts or several teeth, but it is difficult to perform global operations at the system level.
Providing strength variables for reliability prediction of the large-scale aviation planetary mechanism based on an effective test method is a necessary condition to ensure the analysis accuracy. From the perspective of the feasibility and economy of test implementation, in-depth analysis of the functional logic relationship between the tooth unit and the planetary system, and taking the bending fatigue test data of tooth structure as strength input variables for the system reliability model will be an effective way to realize the accurate prediction of fatigue reliability for this kind of large-scale high-end gear equipment. The double-tooth pulsating loading test using a high-frequency fatigue testing machine is one of the most common test methods to obtain the tooth bending fatigue strength [
27,
28,
29]. The test method is simple to operate and has a high utilization rate for the sample, but it cannot simulate the time-varying and multi-axial stress states of the tooth root under actual working conditions, nor can it reflect the significant influence of lubricating oil on tooth bending fatigue strength. In fact, this method can be better applied to comparative analysis for gear performance parameters, but in the reliability prediction task of a gear system, the power flow closed gear rotation testing machine should be able to obtain more effective test results.
High reliability and long life have become the core technology development direction for future large aviation planetary mechanisms [
30]. Compared to small and medium-sized helicopters, the heavy helicopter planetary mechanisms have larger component sizes, higher structural mechanical index requirements, and more demanding design standards for important geometric elements. In this paper, a heavy helicopter planetary mechanism is studied to improve the bending fatigue reliability level of the planetary wheel system. The fatigue load history of the gear teeth under the coupling of global elastic behavior of the system is calculated using the hierarchical finite element method, and the probabilistic fatigue strength of the gear teeth is fitted based on the gear low circumference fatigue test with the minimum order statistics transformation method to provide cost-effective load and strength input variables for the system reliability prediction model. Accordingly, a mapping path from the key structural elements of the large aviation planetary system to the system reliability indexes is constructed, and the stiffness requirements of the key structural features are included in the reliability indexes of the planetary wheel system, forming a new method for reliability-driven multi-objective optimal design of the structural dimensions in planetary mechanisms. This method can provide targeted structural optimization guidance in the development and design for the large aviation planetary system, and significantly reduce the cost of the reliability index realization for this kind of large-scale high-end equipment in design iteration processes. At the same time, it can provide important reference data for the first renovation period of relevant finalized products and then provide the technical support for their economic guarantee in the whole life cycle.
2. Calculation Method of Tooth Root Stress Based on Hierarchical Finite Element Technique
The urgent need for the lightweighting of the new generation of large aviation planetary equipment has led to the widespread adoption of lighter and thinner structural design forms for its components [
21]. The introduction of a large number of such flexible features means that large components such as drive spindles and support frame bodies will undergo significant elastic deformation under heavy loads. The resulting stiffness problem makes the accurate calculation of tooth root stresses necessary to fully consider the nonlinear mechanical behavior of the entire system in terms of elastic deformation, meshing misalignment, etc. In the face of mechanical simulation analysis tasks of large complex gear systems, the general finite element method has the contradiction between computational accuracy and computational cost. In order to solve the contradiction, this paper proposes an advanced hierarchical finite element method for tooth root stress analysis of large aero-planetary mechanisms, which is directly based on a detailed 3D finite element sub-model of the gear teeth when performing tooth root stress calculations. In the system-level model, the time-varying load lines on tooth surfaces can be obtained by quasi-static mechanical analysis and then loaded onto the tooth surfaces of the finite element sub-model as the load boundary conditions. At the same time, the system elastic deformation results are extracted and loaded into the finite element sub-model as displacement boundary conditions, so that the effects of elastic deformation and meshing misalignment of the whole system are naturally included in the tooth root stress calculation results of the sub-model.
There is no need to perform detailed tooth root stress calculations in the system-level model, which results in significant savings in computational costs for system-level analysis. The physical effects such as rotation and offset of the drive components are already considered in the quasi-static analysis results of the system-level model, so the boundary conditions imposed in the secondary sub-model are also relatively simple. Faced with the task of tooth root stress analysis of large aero-planetary systems, the analysis efficiency of the hierarchical finite element method will also be much higher than that of the general finite element method, considering only the convenience of modeling and boundary condition setting. In addition, unlike commercial finite element software that uses nonlinear equation solvers, the hierarchical finite element method uses an improved simplex solver to ensure convergence within a set effective number of iterations. Although the total number of degrees of freedom in the two-level finite element models can be very large, this hierarchical analysis means can still keep the amount of CPU time and memory required for computing within the capabilities of an ordinary computer (ordinary home version of a computer). In this paper, the structural details and material properties of a certain type of large-scale aerospace planetary mechanism will be used as a reference, and its high-fidelity mechanical simulation model will be constructed by the hierarchical finite element method. Accordingly, the tooth root hazard stress histories of the system under quasi-static elastomechanical behavior is calculated to provide effective load input variables for the system fatigue reliability assessment model.
2.1. Simulation Modeling of System-Level Elastic Mechanics Behavior
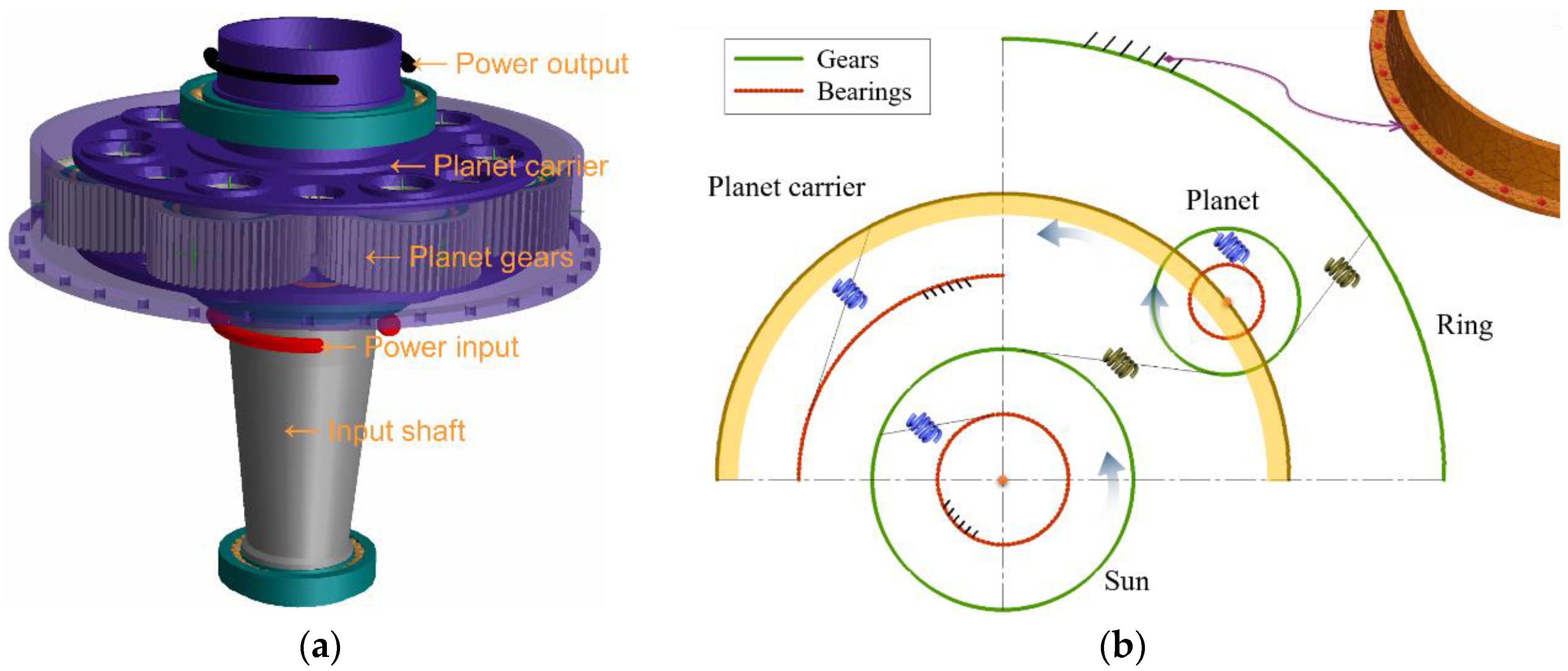
The system-level elastomechanical simulation model of a large aero-planetary mechanism is constructed by the semi-analytic finite element technology. This is used to accurately evaluate the elastic deformation of large thin-walled parts in the system and the meshing misalignment between gear teeth, and to provide detailed load and displacement boundary conditions for the secondary sub-model of tooth root stress analysis. The overall configuration of the system model of the planetary mechanism is shown in
Figure 1a; all the planetary gears are uniformly distributed on a planet carrier along the circumference, and the specific structural parameters of the planetary gear system are shown in
Table 1. The power flow path inside the mechanism starts from the input shaft, and passes through the sun gear and the planet gears to the planet carrier, which finally transmits the motion and power to the main rotor shaft after a 3.3 times deceleration. Among them, the input shaft is mechanically described in the form of Timoshenko beams, realistically reproducing its mass distribution and stiffness distribution, taking into account the necessary properties of the degrees of freedom such as torsion, axial, and bending. Finite element modeling is used for large thin-walled parts such as the planet carrier and ring gear to express their degree of freedom properties in a fully flexible setting. In addition, without considering the elastic deformation of the reducer box, the inner and outer rings of each bearing are assumed to be rigid bodies, i.e., they will not be deformed by the load and can only move or tilt as a whole. The input shaft is supported by two tapered roller bearings (TRB) in an O-shaped layout, whose outer rings are rigidly connected to the box. Double-row tapered roller bearings (DRTRB) with X-shaped layout are assembled inside each planet gear, and the inner ring of the bearing is rigidly connected to the planet carrier. A radial ball bearing (RBB) fixes the planet carrier and makes it have a small floating amount to offset the behavior of unequal load sharing among planet gears to some extent, and its outer ring is rigidly connected with the box, and the structural parameters of various types of bearings are shown in
Table 2. In the system model, the gear meshing stiffness and the bearing support stiffness are characterized by spring properties, and the system degrees of freedom are set as shown in
Figure 1b. In addition, the rated working parameters of the planetary mechanism mainly include input power of 5000 kW, input speed of 500 rpm, and operating temperature of 70 °C.
The positioning and assembly for various transmission components is carried out in the RotationMaster (RM) software platform, which is an advanced simulation platform for comprehensive analysis and calculation of complex transmission systems directly, and is now widely used in engineering fields such as aviation and automotive. The tolerance search technology of RM is used to filter out the connection node groups of components, and control parameters such as search criteria and selection methods are jointly adjusted to establish the node rigid connection for finite element components. Subsequently, the finite element models in the system are deflated to extract the corresponding mass and stiffness matrices. Meanwhile, the deformation smoothness is used as an evaluation index to examine the performance of each stiffness matrix with the help of the load transfer behavior among condensation nodes. Finally, load boundary conditions are applied to the system model and quasi-static elastic mechanical behavior global operations are performed on it, with the aim of obtaining the node displacement response of each elastic member and the tooth surface time-varying load line results to provide displacement and load boundary conditions for the secondary sub-model of tooth root stress analysis.
2.2. Modeling of Deformable Parts
2.2.1. Deformable Planet Carrier
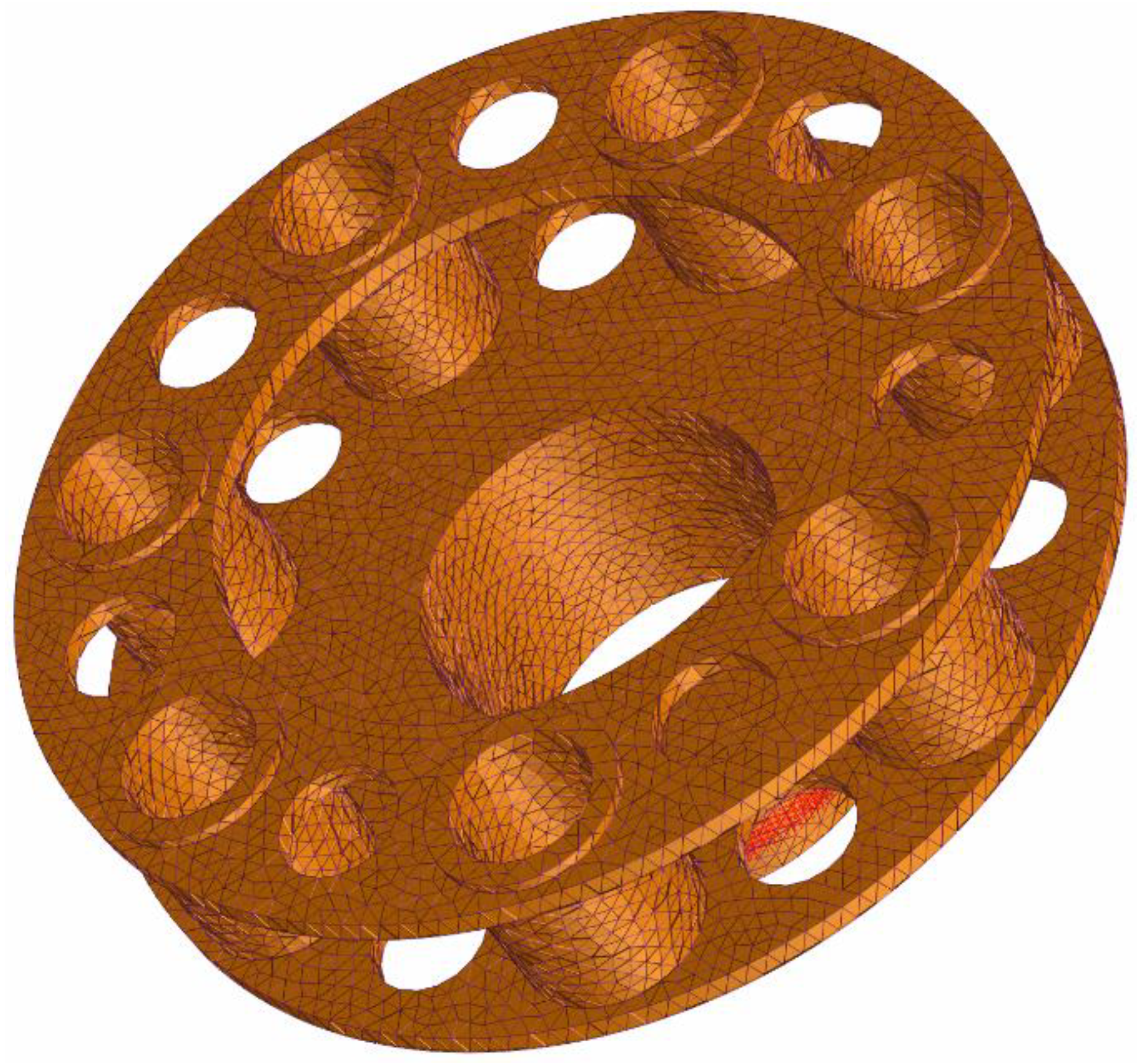
An FE model and geometry of a planet carrier is illustrated in
Figure 2, which shows an example of an FE grid for a seven planet system with its supporting conditions simulated by lumped stiffness elements. Since there are no relative displacements between the axis of rotation of the planet pins and the planet nodes (planet centers), a fixed interface component mode synthesis method can be used to reduce the size of the carrier model. The stiffness of the springs is considered to be significantly higher than that of the bearings and pins, thus creating a rigid link in the radial directions between the contour nodes and planet centers. The classic reduction process of Craig and Bampton [
31] is employed in which displacements are expressed in terms of static and dynamic modes as
with
, vector of the internal degrees of freedom,
, vector of the degrees of freedom at the contour nodes,
, truncated modal matrix of the fixed-interface planet-carrier structure,
, static mode matrix,
, identity matrix,
, nil matrix, and
, vector of the planet-carrier modal unknowns.
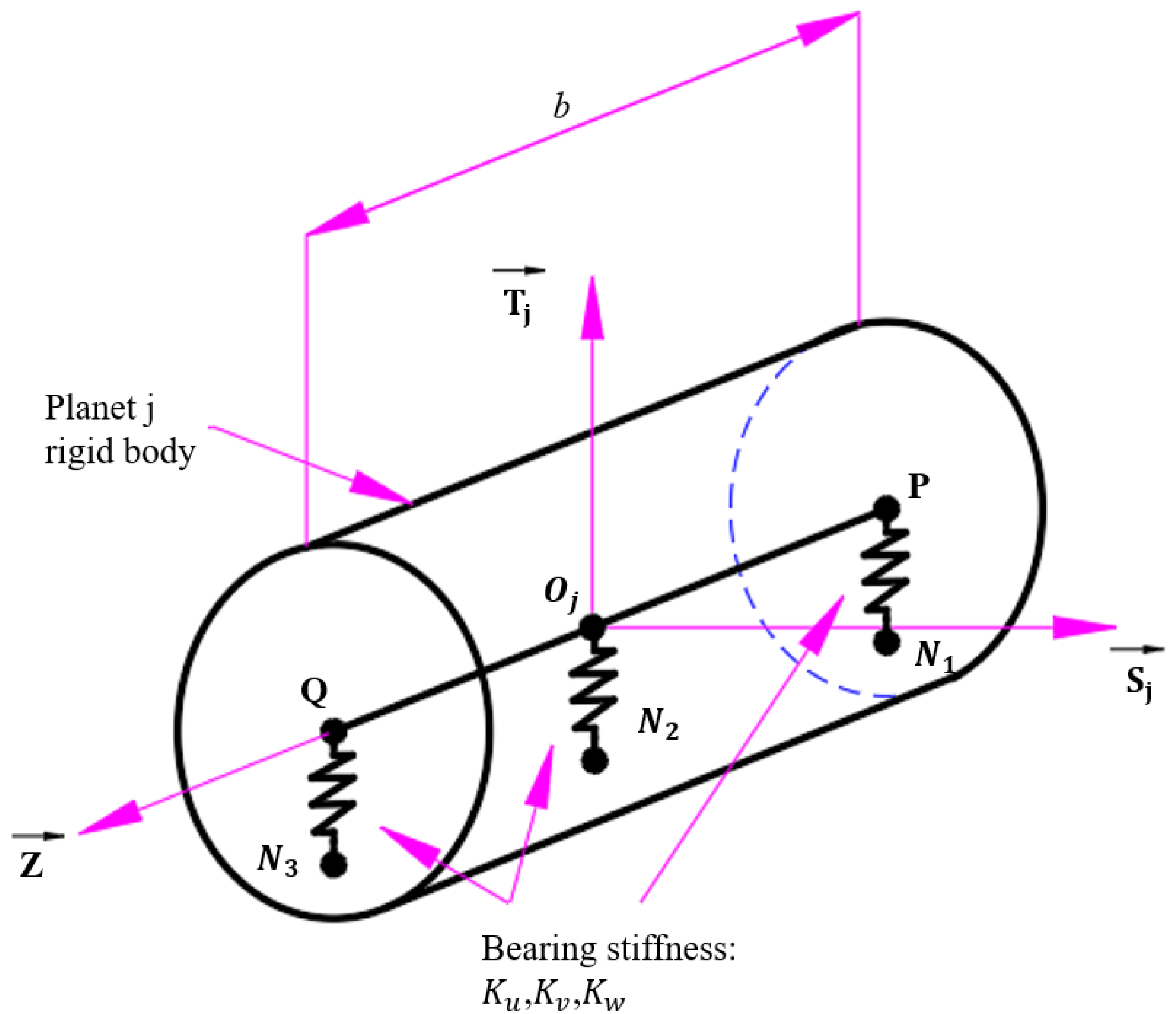
2.2.2. Planet Bearing Element
This connecting part is composed of seven lumped spring elements across the planet bore in order to connect node
Oj of planet
j to the corresponding three contour nodes of the planet-carrier substructure (denoted
N1,
N2, and
N3 in
Figure 3). Planets are modeled as rigid disks with 6 degrees of freedom (DOFs) which are the infinitesimal generalized displacements superimposed on rigid-body motions and represented by screws of coordinates.
where
Sj,
Tj, and
Z are the unit vectors of the frame fixed to the sun gear/planet
j mesh (
Figure 4).
Considering two points
P and
Q belonging to planet
j, their displacements are expressed using the shifting property of the moment of screw
as
Denoting
Kv,
Kw, and
Ku the stiffness in the
Sj,
Tj, and
Z directions between
P and
N1,
Oj, and
N2, and
Q and
N3, the strain energy stored in the spring element 1 connecting node
N1 and point
P reads
where
is the vector containing the degrees of freedom associated with nodes
Oj (6 DOFs) and
N1 (3 DOFs). The structural vectors
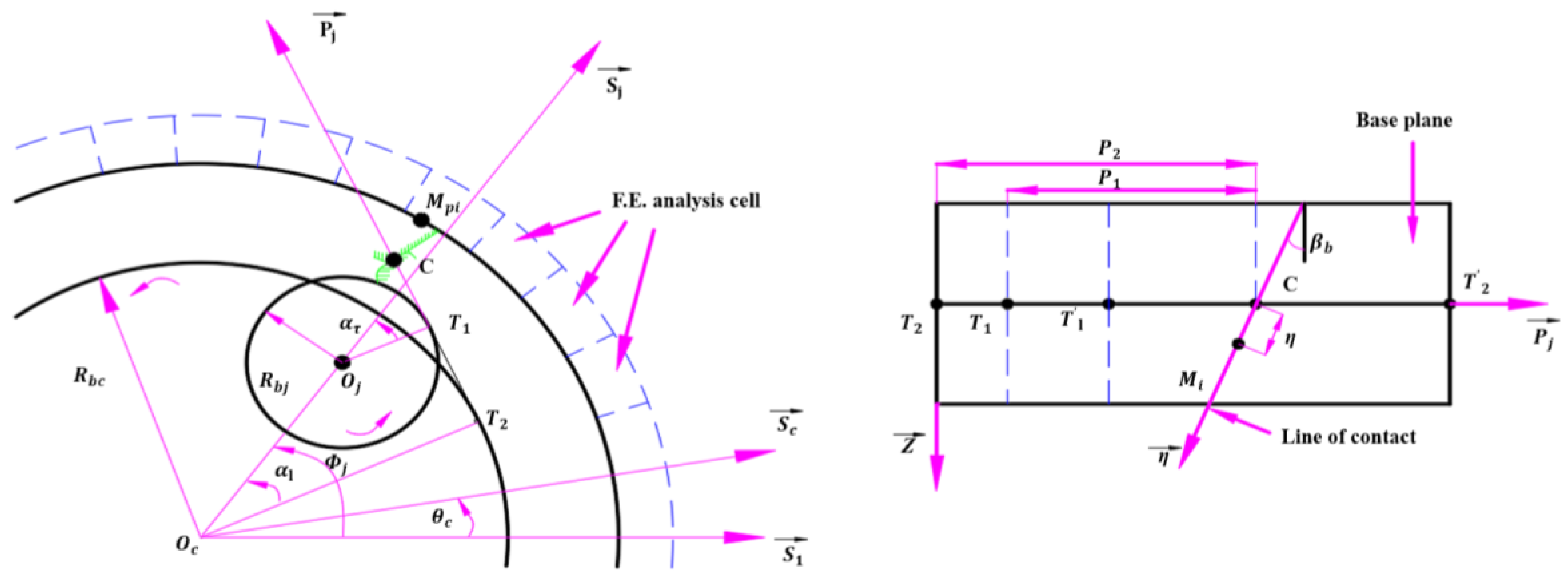
Vu,
Vv, and
Vw are expressed in terms of the planet width and its angular position
(
Figure 4) as
A similar procedure is used for the other spring elements attached to the same planet, thus leading to the 15 × 15 stiffness matrix of the planet j bearing element which connects the 6 degrees of freedom at the planet center and those at nodes N1(uN1, vN1, wN1), N2(uN2, vN2, wN2), and N3(uN3, vN3, wN3).
2.2.3. Deformable Ring Gears
Ring gears and their supports are modeled by using FE analysis combined with lumped parameter elements to account for the ring-gear bearing stiffness and for the contribution of the teeth modeled as lumped masses. The ring-gear FE model is reduced using a component mode synthesis method based on the mode shapes of the undamped isolated structure. After separating the internal displacements,
and the degrees of freedom at the boundary nodes,
, i.e., on the root cylinder and in correspondence with the planet ring-gear contacts, the following approximation is used:
with
, vector of the internal degrees of freedom,
, vector of the degrees of freedom at the contour nodes,
, truncated modal matrix of the undamped ring-gear structure, and
, vector of the modal unknowns.
2.3. Construction of a Secondary Sub-Model for Tooth Root Stress Analysis
In the system-level model, the time-varying load lines on tooth surfaces are obtained by quasi-static mechanical analysis, and they are loaded on the tooth surfaces of the secondary sub-model as load boundary conditions. At the same time, the system elastic deformation results are extracted and loaded into the sub-model as displacement boundary conditions, so that the effects of elastic deformation and meshing misalignment of the whole system are naturally included in the tooth root stress analysis results of the sub-model. In addition, dynamic behavior factors such as gear rotation and meshing are also considered in the system model, and when these key factors are fully expressed in the system model, the overall structure of the sub-model can be considerably simplified. It can contain only a number of teeth and corresponding rim features (the overall configuration is shown in
Figure 5c), and its modeling and computational costs will be more focused on the geometric details of tooth roots. In terms of model quality, the sub-model is more comprehensive than the system model in terms of tooth root geometric elements, and its accuracy level, mesh quality, and other quality indicators are higher.
The secondary sub-model of tooth root stress analysis with high fidelity is established by a general finite element method. The parametrically defined detailed gear solid models in the system level model are as auxiliary modeling elements for the 3D finite element sub models, which solves the problem of difficult modeling for the general finite element method to a certain extent. In addition, in order to further alleviate the contradiction between calculation accuracy and operation speed, a first-order hexahedron element is adopted in the finite element sub-model. When meshes are relatively coarse, tooth top may appear “jagged” in appearance due to shear self-locking or hourglass effect from the first-order element, but this does not affect the analysis results of tooth root stress. The RM software platform here can recommend an economical adaptive mesh density that can be used to accurately capture the steep stress gradients at the root of teeth and is sufficient to allow the sub-model calculations to converge within an effective predetermined number of iterations. In the system-level analysis, the meshing forces on gear teeth are applied through the superconstriction nodes; whereas in the secondary sub-model, the meshing forces are applied by the tooth surface load lines obtained from the system-level analysis, which is a clear difference in the setting of the load boundary conditions between the two.
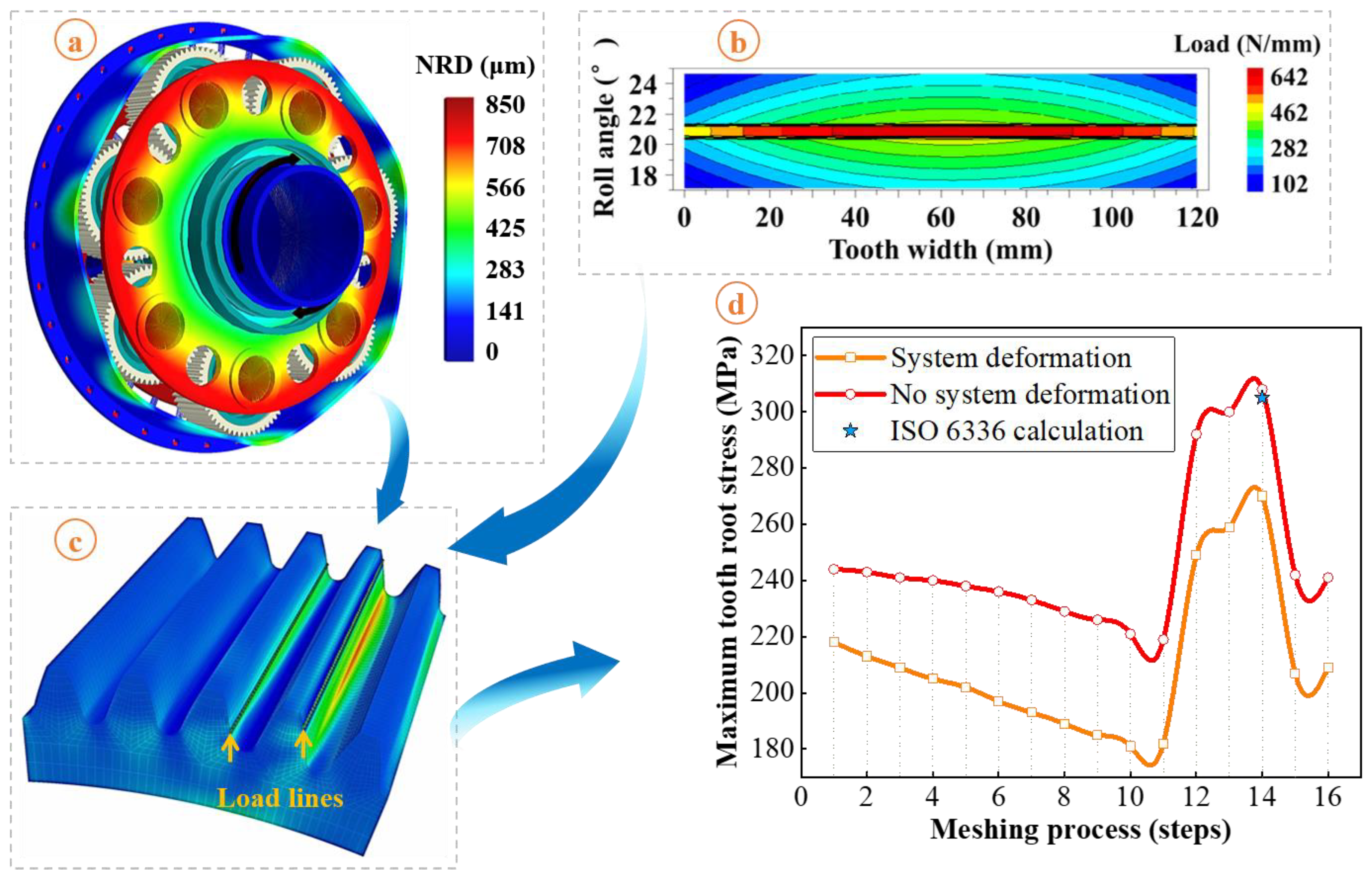
Taking the sun gear as an example, the tooth root stress analysis program of its sub-model is run, and the maximum principal stress values of tooth roots are calculated according to the first strength theory. The calculation results of the system elastic deformation and tooth surface load lines are applied to the sub-model as input conditions, as shown in
Figure 5, and the sub-model is subsequently solved according to the set rotation steps. According to the coincidence degree of the gear pair in the system, the meshing in and meshing out processes of gear teeth is divided into 16 rotation steps, and the sub-model performs a finite element solution for each step of the gear tooth revolution. Although this makes the stiffness decomposition and load vector inverse substitution process relatively complex (involving multiple recursive traversals at the substructure level), this significant reduction in computational cost by appropriately increasing the complexity of the procedure is worthwhile.
Figure 5d shows the calculated tooth root stress history for the sun gear teeth at 16 rotation steps; from 12 to 14 steps the teeth are in single tooth engagement and the corresponding root stress values are higher. Under the assumption of complete rigidity of the system (i.e., without inputting the system elastic deformation results into the finite element sub-model), the tooth root stress simulation results are 11.9–12.3% higher than those with the system deformation taken into account, indicating that ignoring the flexible behavior characteristics of large aero-planetary mechanisms may directly lead to overly conservative design solutions for the corresponding structural strength. In addition, the stress result obtained by the calculation method of tooth root bending stresses in the international standard ISO 6336 is also marked in
Figure 5d, and the corresponding calculation model is as follows:
The simulation results without considering the elastic deformation of the system are in perfect agreement with this result (which also does not fully consider the deformation of the system), which proves to a certain extent the validity of the load boundary conditions and other model parameter settings during the simulation analysis.
3. Tooth Probability Strength Fitting Based on Gear Fatigue Test
3.1. Gear Bending Fatigue Test
The gear bending fatigue accelerated life test is carried out by the power flow closed gear rotation testing machine, which provides strength information for the fatigue reliability prediction model of the large aviation planetary system. The overall layout of the test platform is shown in
Figure 6a, and its working principle and calibration criteria are detailed in the previous related research work [
2]. The power flow input to the tester uses a conical friction surface type mechanical loading device, as shown in
Figure 6d, which ensures reliable closure of the power flow at high circumferential cycles (>10
7). The top view of the test gearbox interior is shown in
Figure 6g. The gear pair is assembled in the form of full tooth width contact, and the lubrication and cooling for the gear pair are realized by oil injection during the test. The threshold value of the vibration monitoring system (see
Figure 6b,e) is adjusted according to the predetermined failure state of the gear specimen, so that the tester is equipped with an autonomous stop function in case of sudden tooth fatigue breakage. The technique better ensures the consistency of the failure state of all gear specimens, as shown in
Figure 6h, where the final shape and size of each tooth root crack are essentially the same. The fatigue fracture morphology of the tooth root is shown in
Figure 6i, and the macroscopic morphological features of the fatigue extension and transient fracture areas can be clearly seen.
The structural details and parameters of the gear specimens are shown in
Figure 6f and
Table 3, respectively. The bending fatigue strength of the gear teeth of the specimens is used to simulate the strength of the gear teeth of actual service gears, providing direct strength input variables for the planetary system reliability model. In order to make the stress state at the gear teeth root of the specimens the same as that of the service gears, the geometrical parameters of the gear teeth of the specimens are made as identical as possible to those of the service gears as well as the overall parameters of the specimens being made equal or similar to the service gear parameters in terms of material properties, machining, and heat treatment, etc. The effective assurance of these approximations will help to improve the prediction accuracy of the fatigue reliability index of the planetary system. In addition, it is assumed that the tooth root bending fatigue fracture starts at the point of maximum tooth root stress (middle of tooth width), i.e., the dimensional effect in the direction of tooth width of the spur gear is ignored, whereby the tooth width of the specimens can be reduced to control test cost. All gear specimens are from the same batch production process to minimize the dispersion of test data.
3.2. Tooth Probability Strength Fitting
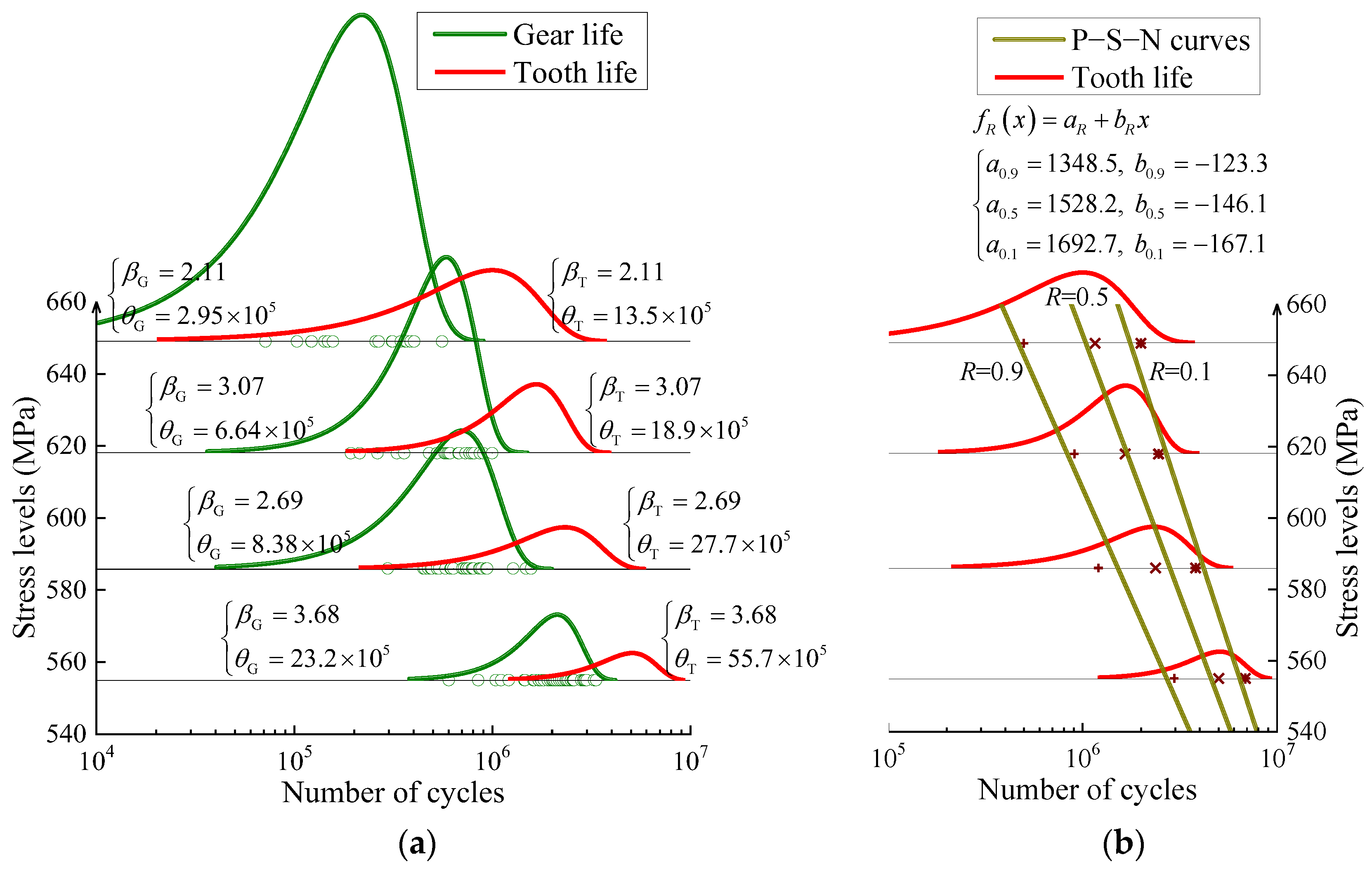
Tooth root stress peak is used as an evaluation index for stress grade, and the bending fatigue performance of tooth root is tested by the group method under four stress grades. The selected stress levels and the number of test points under various stress levels are 649 MPa (17 points), 618 MPa (22 points), 586 MPa (29 points), and 555 MPa (38 points). During the test, if any tooth on the gear sample fails first, the testing machine will automatically stop, and the direct data obtained from this is gear life rather than tooth life. It represents the ability of the individual gear to maintain excellent transmission function under current stress level, so gear life is also “first broken tooth” life. From the perspective of probability, the more teeth on a gear, the more potential for failure links. Therefore, under the same stress and revolution conditions, the failure risk of the gear will increase with the increase in the number of teeth. In the process of this test, a complete rotation of the sample is recorded as one gear life. In this conventional counting mode, the statistical characteristics of the number of teeth lead to the difference in the probability life between the gear and tooth. In order to obtain direct strength input variables for the reliability prediction model, a probabilistic statistical transformation method is proposed to fit tooth P−S−N curves based on gear life data.
The probability life relationship between the gear and tooth is established based on the concept of minimum order statistics. The fracture of any tooth on a gear will cause the gear to lose excellent transmission capacity. For this reason, it can be considered that the life of a gear depends on the minimum life of its teeth. Suppose is a set of samples from a parent X, then is the minimum order statistics of the parent. This probability model will be applied to the life transformation calculation under the failure mode of tooth root bending fatigue, then gear probability life is equal to the minimum order statistics of tooth probability life.
Assuming that the cumulative distribution function of random variable
X is
and its probability density function is
, then the probability density function of the minimum order statistics of
X can be expressed as
where
indicates the number of gear teeth.
If the two-parameter Weibull distribution is adopted to express tooth probability life, then the cumulative distribution function can be expressed as
and the probability density function is
where
β and
θ is respectively the shape parameter and scale parameter of the tooth life distribution.
Equations (9) and (10) are brought into Equation (8) to obtain the following equation:
If the number of teeth on a gear is
z, then
directly represents the probability density function of gear life distribution. From the expression of this function, it can be seen that the gear probability life also follows two-parameter Weibull distribution, and the shape parameter and scale parameter are as follows:
In statistical processing for test data, the two-parameter Weibull distribution function is adopted to fit the probability distribution of gear life points under each stress level. The probability life transformation between the gear and tooth is then performed by Equation (12). Finally, a least square method is used to linearly fit the same probability quantiles of the tooth life distribution under each stress level in a single logarithmic coordinate system, and the results of tooth bending fatigue P−S−N curves obtained are shown in
Figure 7. Under deterministic loading, the dispersion of fatigue life generally increases as stress level decreases; therefore, in a linear coordinate system, the P−S−N curve family will appear as an “umbrella” shape with a small upper opening and a large lower opening. However, due to the single logarithmic coordinate system, the curve family presents a corresponding inverted shape.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}