


Recent Developments on the Synthesis of Nanocomposite Materials via Ball Milling Approach for Energy Storage Applications

 , ,
, , 
Abstract
Featured Application
Abstract

1. Introduction
2. Type of Ball Mills
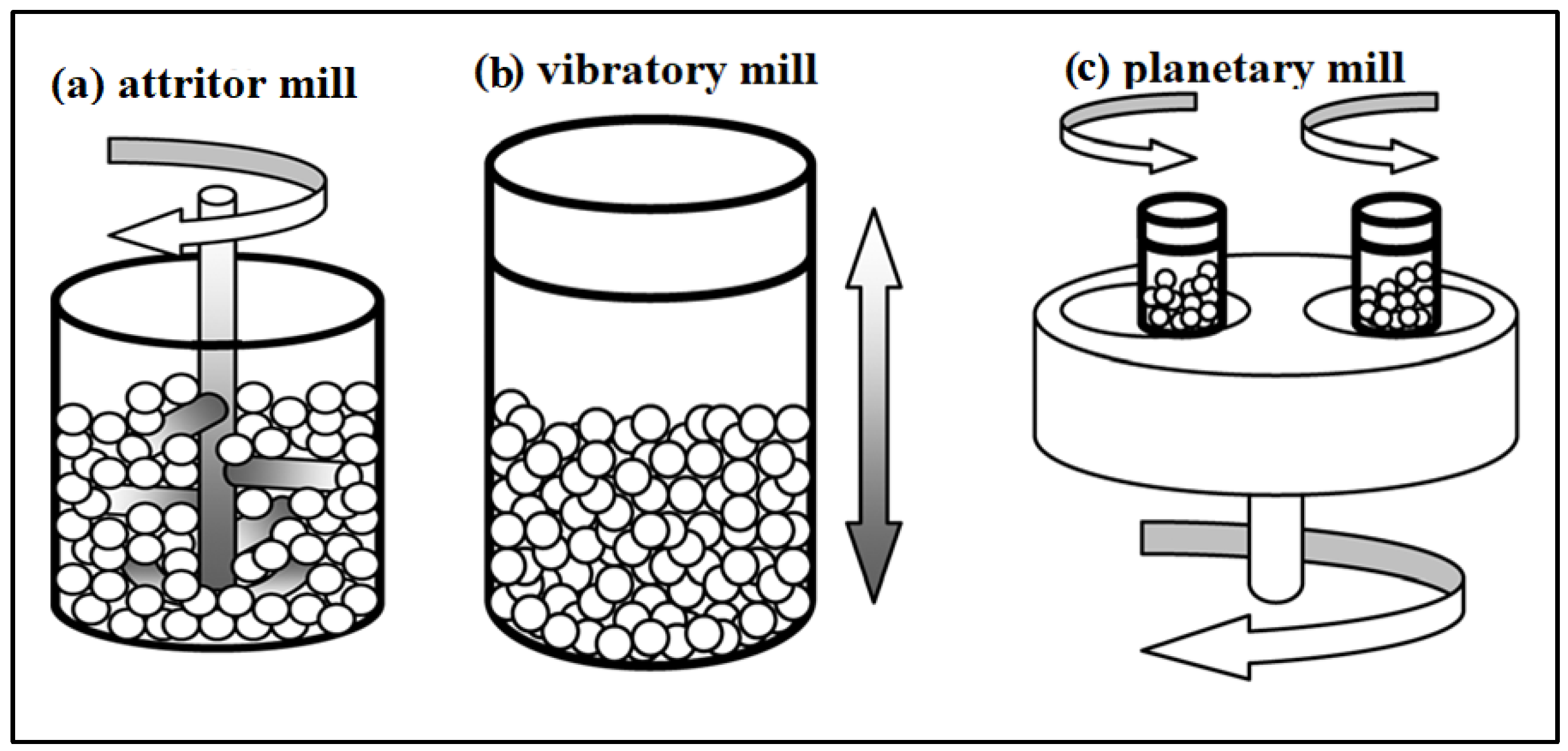
2.1. Based on Mechanical Energy
2.2. Based on Operation Mode
2.3. Based on Wettability
2.4. Plasma Assisted Milling (P-Milling)
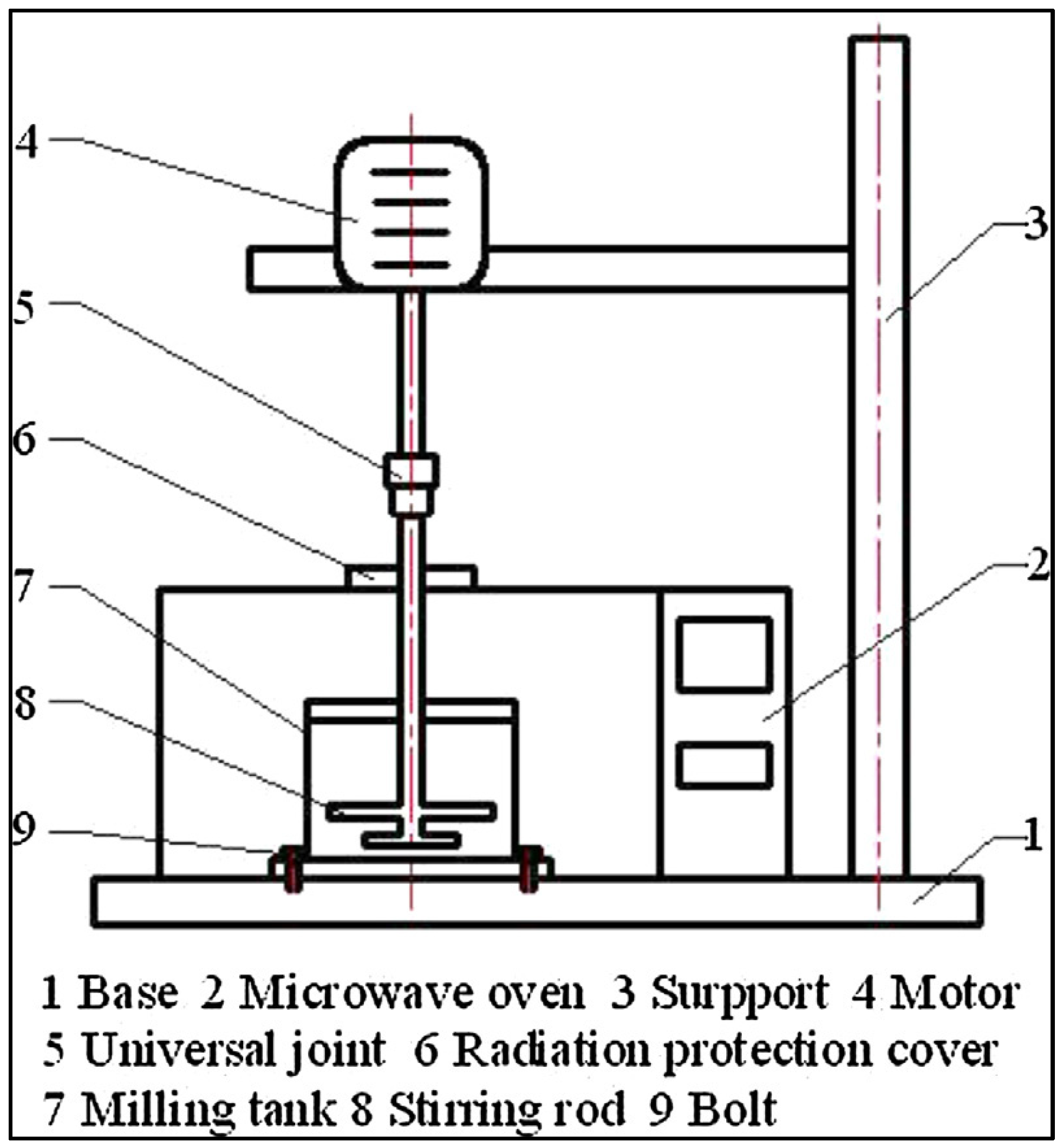
2.5. Microwave-Assisted Ball Milling

2.6. Electrical Discharge Milling
2.7. Magnetic Field Induced Ball Milling
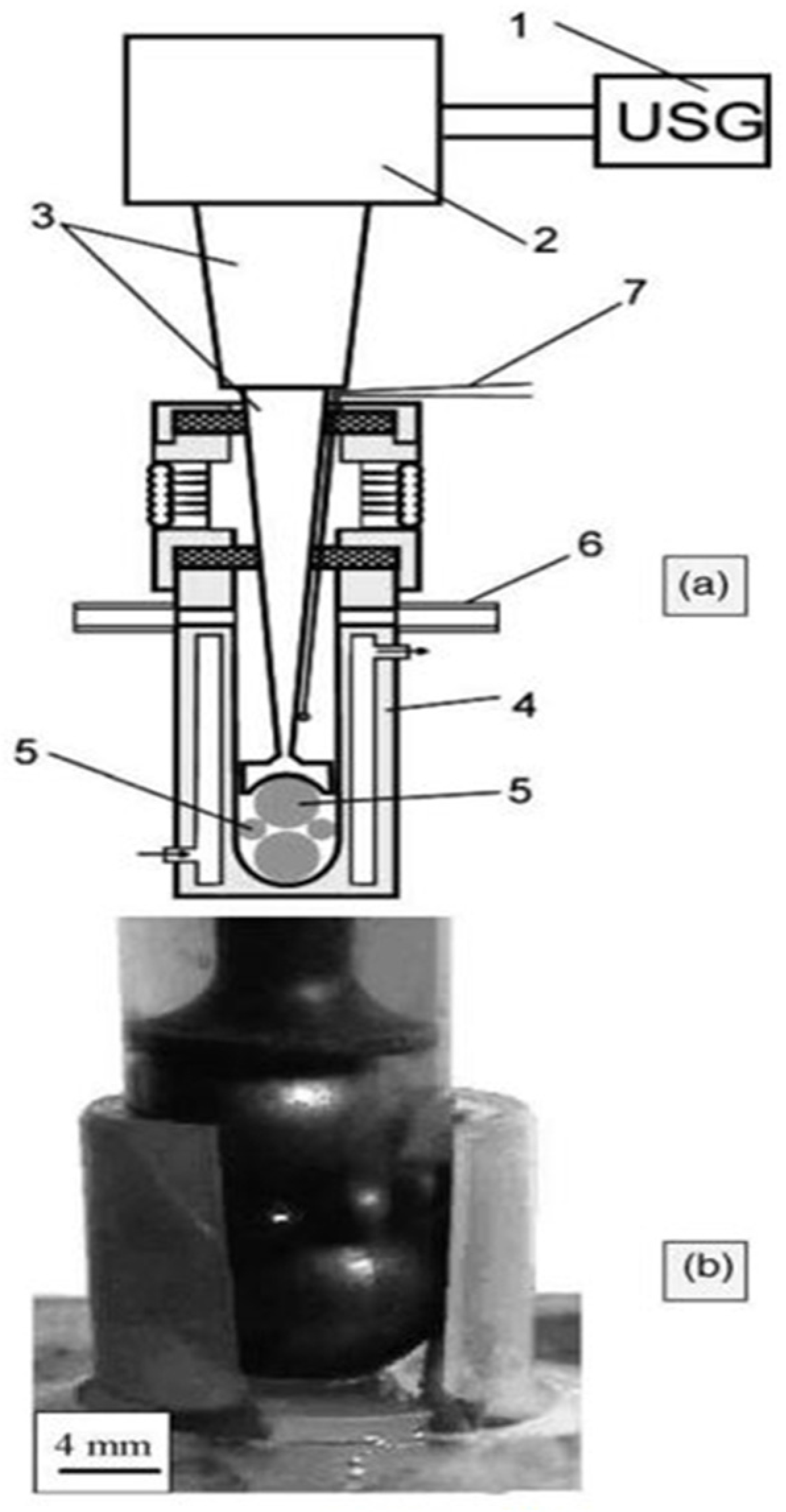
2.8. Ultrasonic Milling
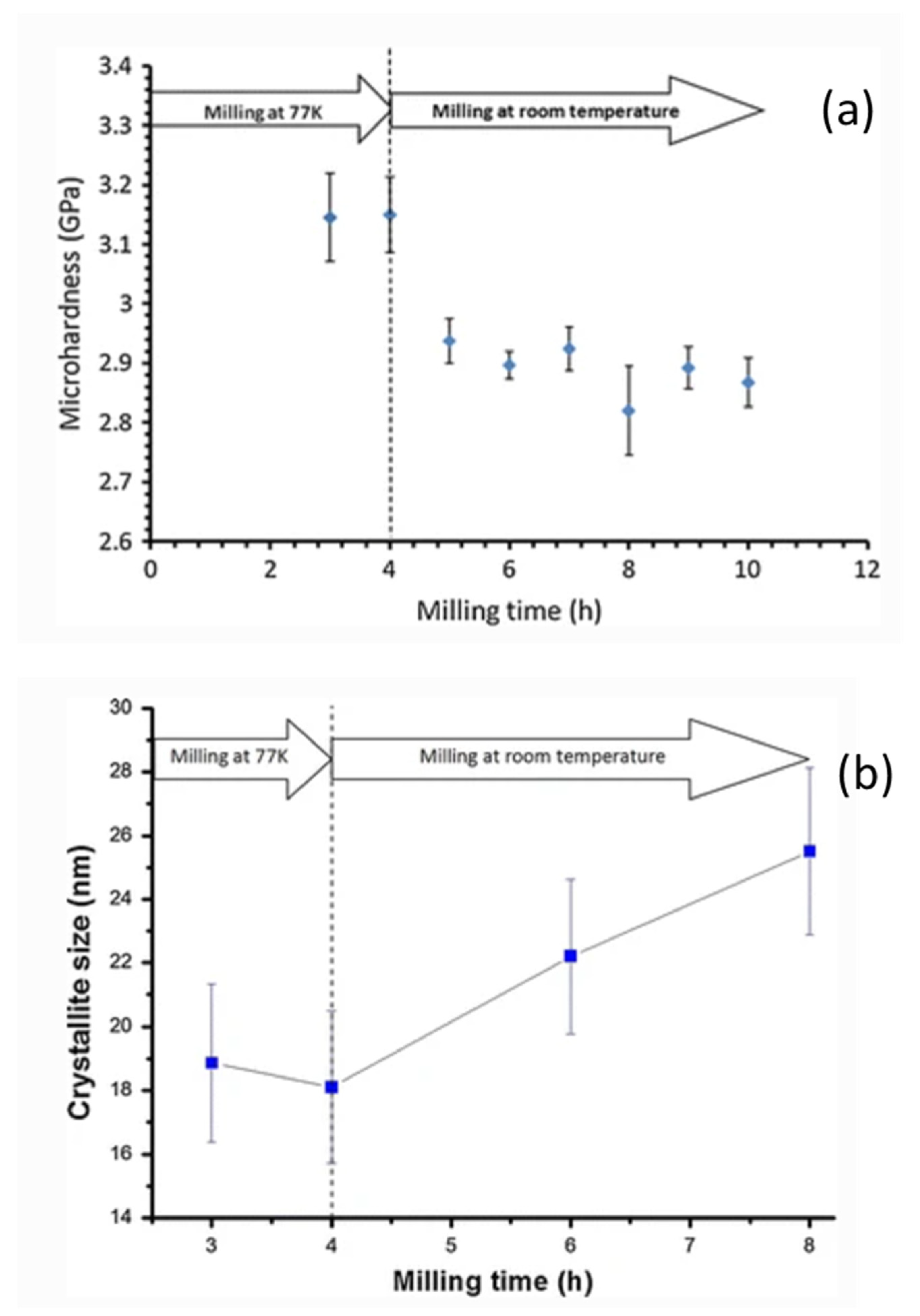
2.9. Temperature Assisted Ball Milling In-Situ and/or Ex-Situ

3. Factors Affecting the Properties of Mechanically Alloyed Nanocomposites
3.1. Milling Time

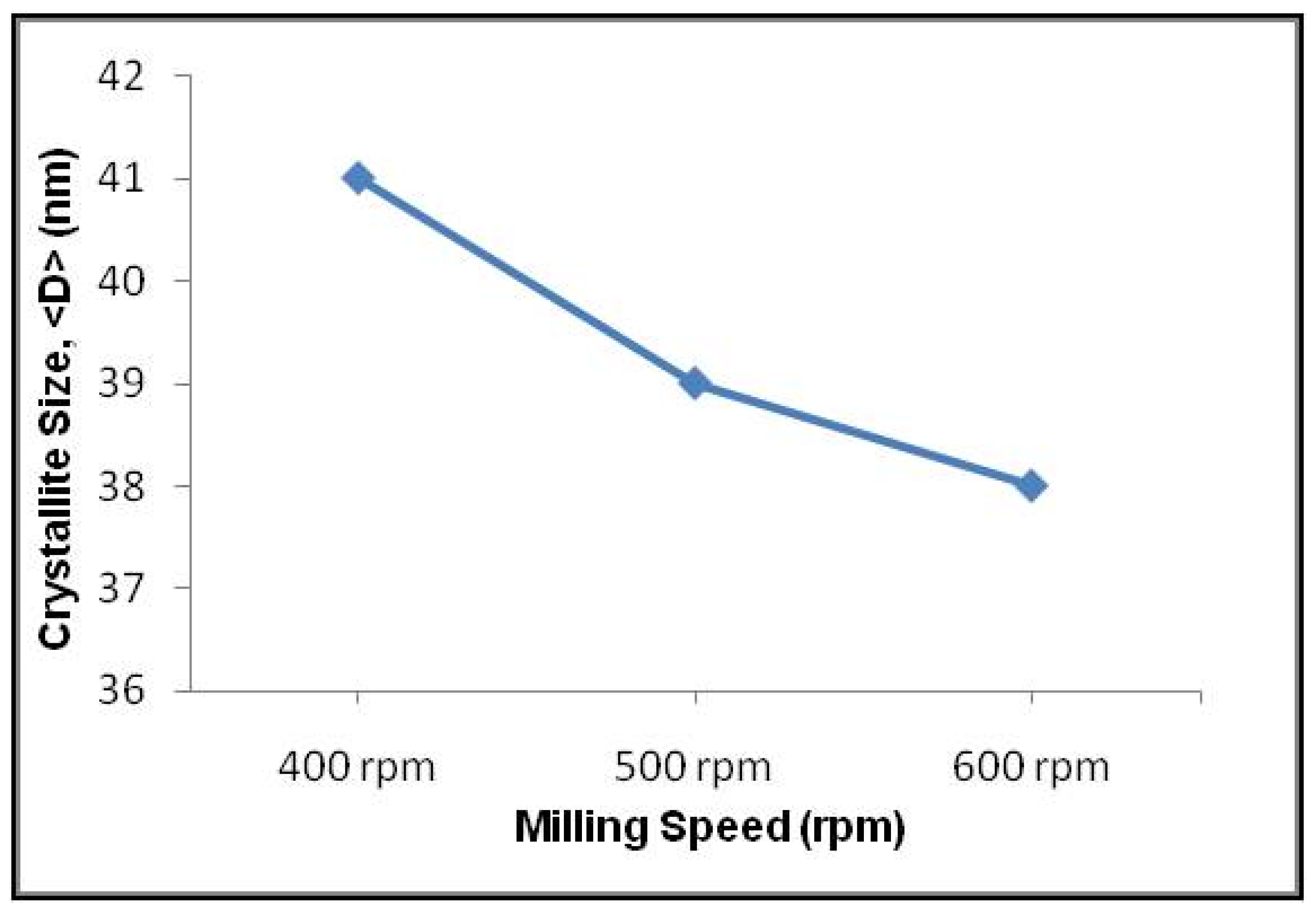
3.2. Milling Speed Cum Energy

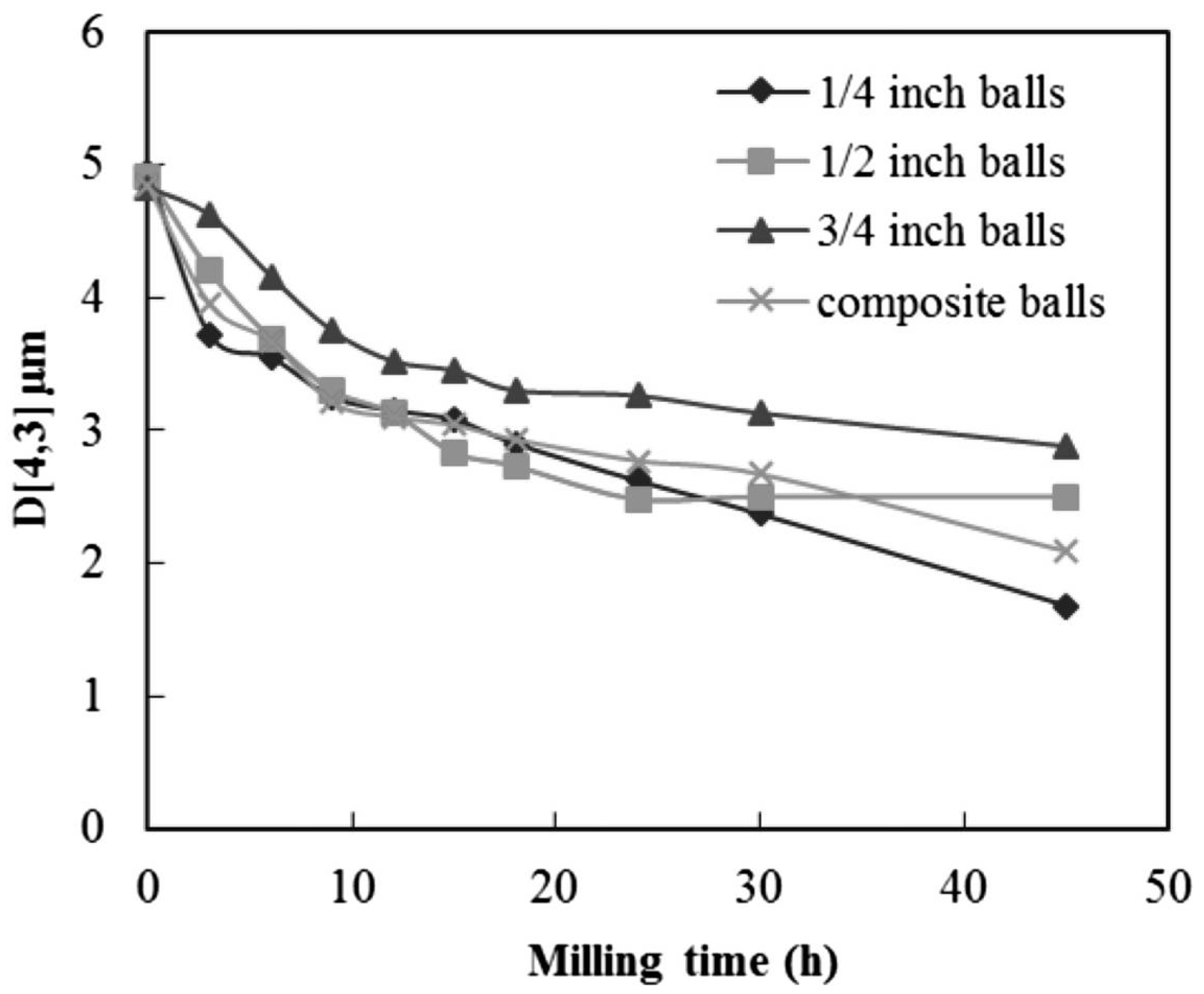
3.3. Ball Size

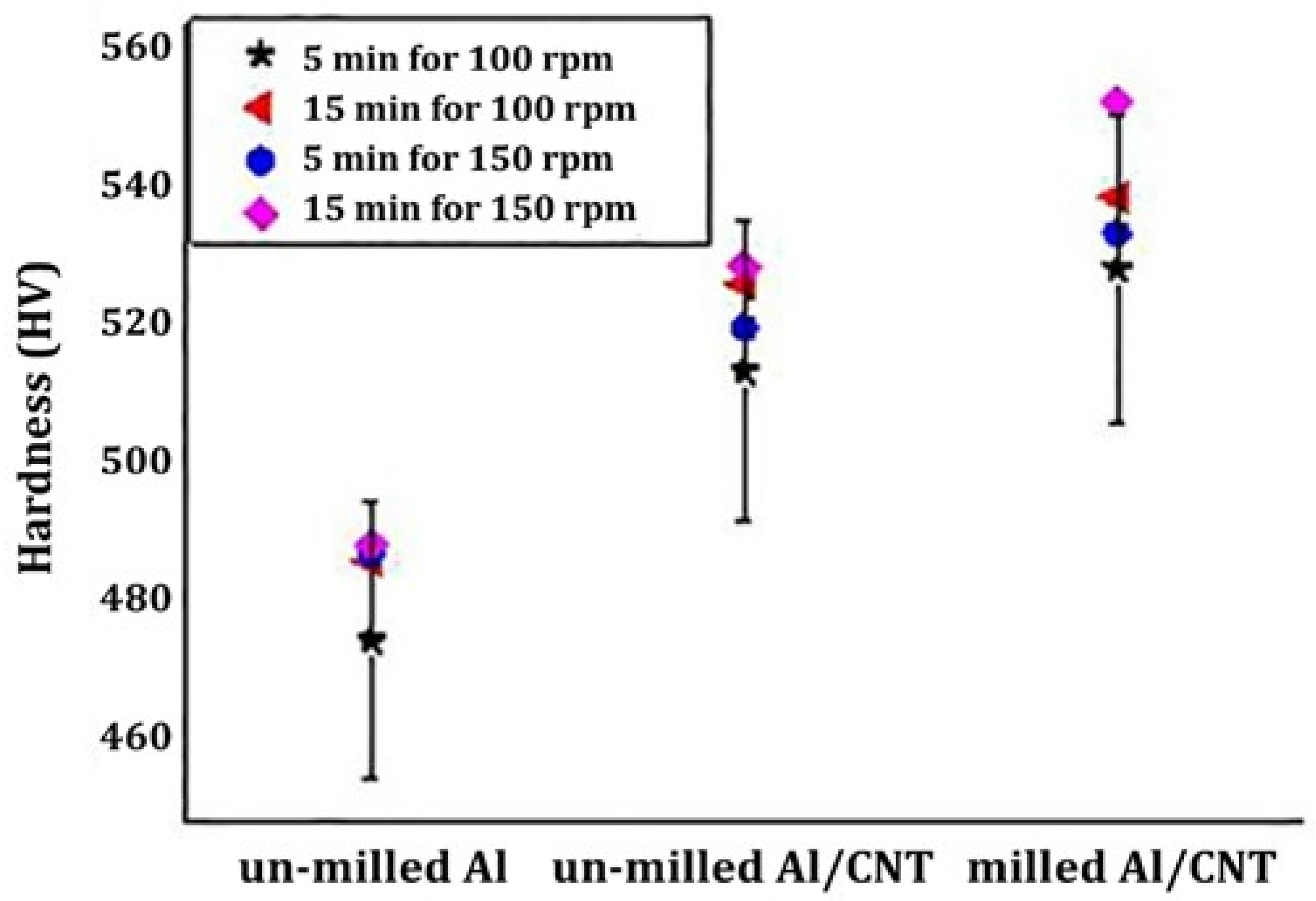
3.4. Concentration of Nanomaterials
3.5. Ball to Powder Ratio
3.6. Energy Dose
4. Synthesis and Characterizations of Ball Milled Variants
4.1. Synthesis of Metallic Nanocomposites
4.2. Synthesis of Non-Magnetic Metallic Nanocomposites
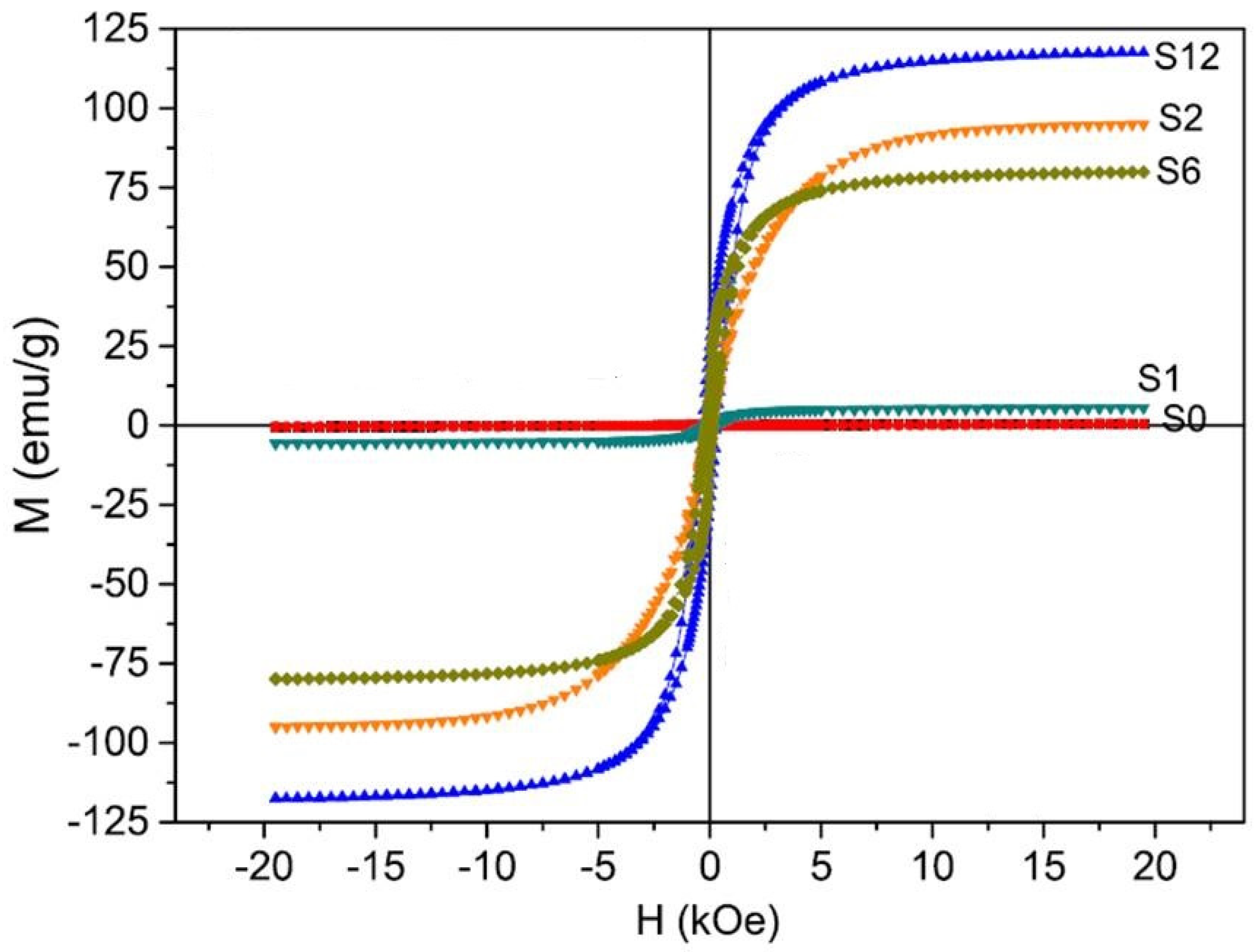
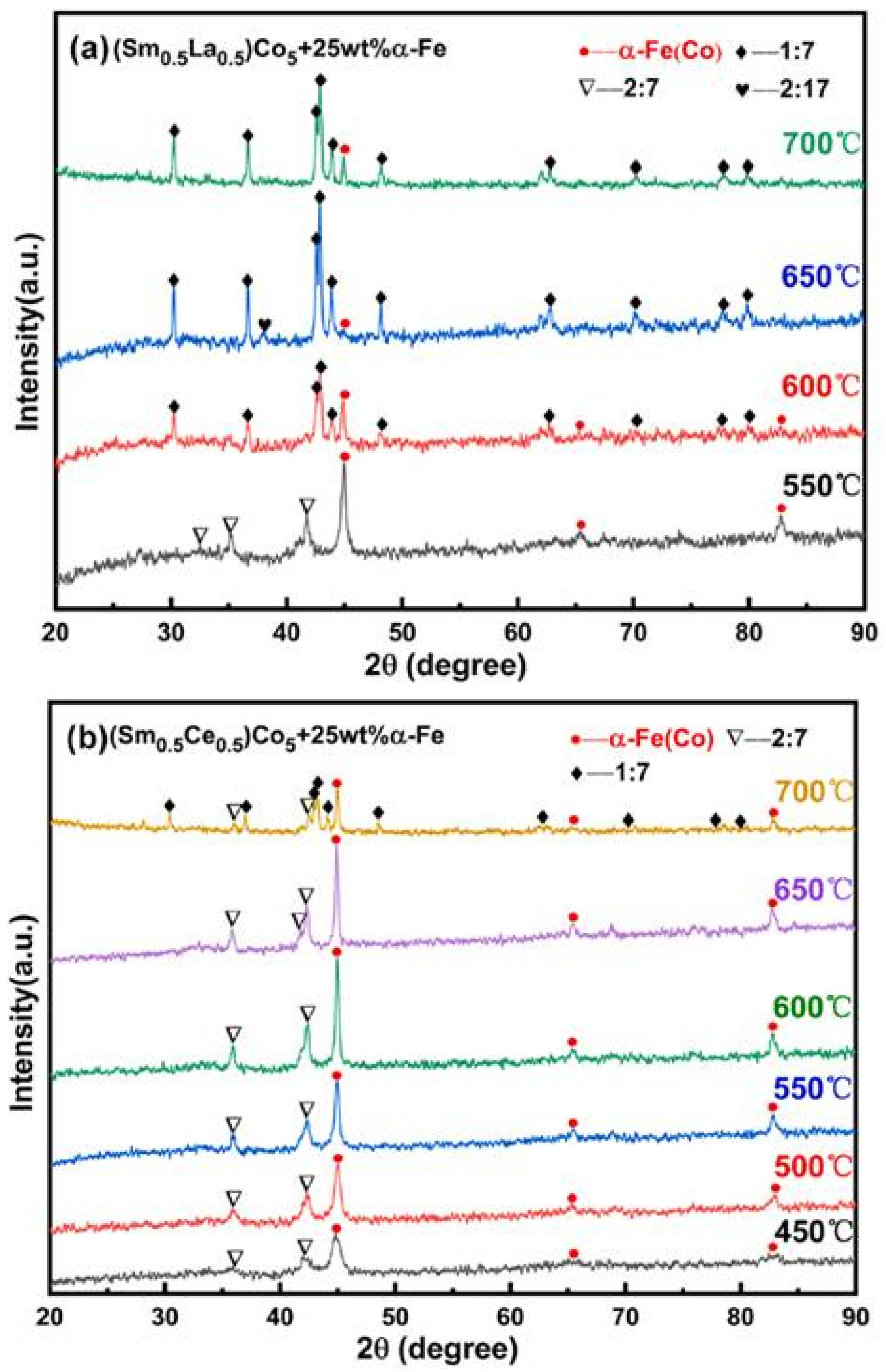
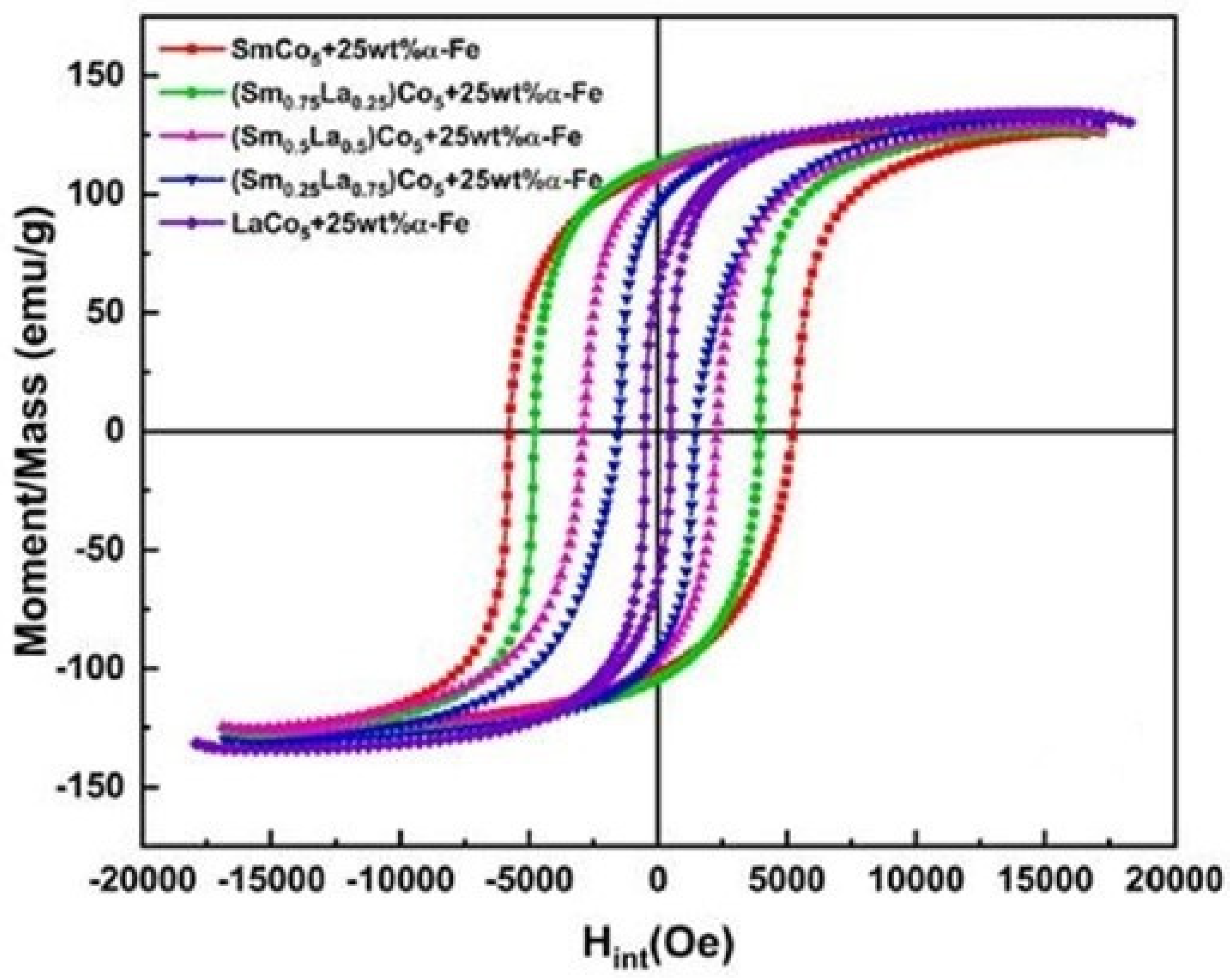
4.3. Synthesis of Magnetic Nanocomposites
4.4. Synthesis of Polymer Nanocomposites
4.5. Ceramic Nanocomposites
5. Applications
Energy Storage
6. Conclusions
7. Future Scope and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Benjamin, J.S. Dispersion strengthened superalloys by mechanical alloying. Metall. Trans. 1970, 1, 2943–2951. [Google Scholar] [CrossRef]
- Koch, C.C.; Ovid’ko, I.A.; Seal, S.; Veprek, S. Structural Nanocrystalline Materials Fundamentals and Applications; Cambridge University Press: New York, NY, USA, 2007; pp. 29–36. [Google Scholar]
- Boldyreva, E. Mechanochemistry of inorganic and organic systems: What is similar, what is different? Chem. Soc. Rev. 2013, 42, 7719–7738. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical Alloying and Milling, 1st ed.; CRC Press: Boca Raton, FL, USA; Marcel Dekker Inc.: New York, NY, USA, 2004; 488p. [Google Scholar] [CrossRef]
- Baláž, P.; Achimovičová, M.; Baláž, M.; Billik, P.; Cherkezova-Zheleva, Z.; Criado, J.M.; Delogu, F.; Dutková, E.; Gaffet, E.; Gotor, F.J.; et al. Hallmarks of mechanochemistry: From nanoparticles to technology. Chem. Soc. Rev. 2013, 42, 7571–7637. [Google Scholar] [CrossRef]
- Ding, W.; Sun, M.; Gao, B.; Liu, W.; Ding, Z.; Anandan, S. A ball-milling synthesis of N-graphyne with controllable nitrogen doping sites for efficient electrocatalytic oxygen evolution and supercapacitors. Dalton Trans. 2020, 49, 10958–10969. [Google Scholar] [CrossRef]
- Nzabahimana, J.; Chang, P.; Hu, X. Porous carbon-coated ball-milled silicon as high-performance anodes for lithium-ion batteries. J. Mater. Sci. 2018, 54, 4798–4810. [Google Scholar] [CrossRef]
- Preishuber-Pflügl, F.; Epp, V.; Nakhal, S.; Lerch, M.; Wilkening, M. Defect-enhanced F− ion conductivity in layer-structured nanocrystalline BaSnF4 prepared by high-energy ball milling combined with soft annealing. Phys. Status Solidi C 2015, 12, 10–14. [Google Scholar] [CrossRef]
- Prabakaran, S.; Rajan, M. Biosynthesis of nanoparticles and their roles in numerous areas. Compr. Anal. Chem. 2021, 94, 1–47. [Google Scholar]
- Tanna, A.R.; Srinivasan, S.S.; Joshi, H.H. Enhancement in magnetoelectric properties of lead-free multiferroic composite through high-energy mechanical milling. J. Mater. Sci. Mater. Electron. 2020, 31, 9306–9320. [Google Scholar] [CrossRef]
- Li, F.; Wan, Y.; Chen, J.; Hu, X.; Tsang, D.C.; Wang, H.; Gao, B. Novel ball-milled biochar-vermiculite nanocomposites effectively adsorb aqueous As(V). Chemosphere 2020, 260, 127566. [Google Scholar] [CrossRef]
- Kamrani, S.; Penther, D.; Ghasemi, A.; Riedel, R.; Fleck, C. Microstructural characterization of Mg-SiC nanocomposite synthesized by high energy ball milling. Adv. Powder Technol. 2018, 29, 1742–1748. [Google Scholar] [CrossRef]
- Ni, J.; Li, J.; Luo, W.; Han, Q.; Yin, Y.; Jia, Z.; Huang, B.; Hu, C.; Xu, Z. Microstructure and properties of in-situ TiC reinforced copper nanocomposites fabricated via long-term ball milling and hot pressing. J. Alloys Compd. 2018, 755, 24–28. [Google Scholar] [CrossRef]
- Wagih, A.; Fathy, A.; Kabeel, A. Optimum milling parameters for production of highly uniform metal-matrix nanocomposites with improved mechanical properties. Adv. Powder Technol. 2018, 29, 2527–2537. [Google Scholar] [CrossRef]
- Saheb, N.; Khan, M.S.; Hakeem, A.S. Effect of Processing on Mechanically Alloyed and Spark Plasma Sintered Al-Al2O3 Nanocomposites. J. Nanomater. 2015, 2015, 377. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Yang, J.M. In situ formation of TiC-particle-reinforced stainless steel matrix nanocomposites during ball milling: Feedstock powder preparation for selective laser melting at various energy densities. Powder Technol. 2018, 326, 467–478. [Google Scholar] [CrossRef]
- Jazi, E.H.; Borhani, G.; Farsani, R.E. Preparation of Al-Fe/TiB2 nanocomposite powder by ball milling and subsequent heat treatment. Micro Nano Lett. 2012, 7, 448–452. [Google Scholar] [CrossRef]
- Xu, W.; Galano, M.; Audebert, F. Nanoquasicrystalline Al-Fe-Cr-Ti alloy matrix/γ-Al2O3 nanocomposite powders: The effect of the ball milling process. J. Alloys Compd. 2017, 701, 342–349. [Google Scholar] [CrossRef]
- Gass, J.; Srikanth, H.; Kislov, N.; Srinivasan, S.S.; Emirov, Y. Magnetization and magnetocaloric effect in ball-milled zinc ferrite powder. J. Appl. Phys. 2008, 103, 23–25. [Google Scholar] [CrossRef]
- Delogu, F.; Gorrasi, G.; Sorrentino, A. Progress in Materials Science Fabrication of polymer nanocomposites via ball milling: Present status and future perspectives. Prog. Mater. Sci. 2017, 86, 75–126. [Google Scholar]
- Puchy, V.; Hvizdos, P.; Dusza, J.; Kovac, F.; Inam, F.; Reece, M. Wear resistance of Al2O3–CNT ceramic nanocomposites at room and high temperatures. Ceram. Int. 2013, 39, 5821–5826. [Google Scholar] [CrossRef]
- Hannora, A.E.; Ataya, S. Structure and compression strength of hydroxyapatite/titania nanocomposites formed by high energy ball milling. J. Alloys Compd. 2016, 658, 222–233. [Google Scholar] [CrossRef]
- Kumar, A.; Banerjee, U.; Chowrasia, M.K.; Shekhar, H.; Banerjee, M.K. Effect of MWCNT Content on the Structure and Properties of Spark Plasma-Sintered Iron-MWCNT Composites Synthesized by High-Energy Ball Milling. J. Mater. Eng. Perform. 2019, 28, 2983–3000. [Google Scholar] [CrossRef]
- Araujo, E.G.; Neto, R.M.L.; Pillis, M.F.; Filho, F.A. High Energy Ball Mill Processing. Available online: https://www.ipen.br/biblioteca/cd/ptech/2001/5_03.PDF (accessed on 12 September 2022).
- El-Eskandarany, M.S. Controlling the powder milling process. In Mechanical Alloying, 2nd ed.; Elsevier Publications: New York, NY, USA, 2015; pp. 48–83. ISBN 9781455777525. [Google Scholar]
- Anand, K.; Varghese, S.; Kurian, T. Preparation of ultra-fine dispersions of zinc oxide by simple ball-milling: Optimization of process parameters. Powder Technol. 2015, 271, 187–192. [Google Scholar] [CrossRef]
- Piras, C.C.; Fernández-Prieto, S.; De Borggraeve, W.M. Ball milling: A green technology for the preparation and functionalisation of nanocellulose derivatives. Nanoscale Adv. 2019, 1, 937–947. [Google Scholar] [CrossRef]
- Wei, X.; Wang, X.; Gao, B.; Zou, W.; Dong, L. Facile Ball-Milling Synthesis of CuO/Biochar Nanocomposites for Efficient Removal of Reactive Red 120. ACS Omega 2020, 5, 5748–5755. [Google Scholar] [CrossRef]
- Gorrasi, G.; Sorrentino, A. Mechanical milling as a technology to produce structural and functional bio-nanocomposites. Green Chem. 2015, 17, 2610–2625. [Google Scholar] [CrossRef]
- Krause, B.; Villmow, T.; Boldt, R.; Mende, M.; Petzold, G.; Pötschke, P. Influence of dry grinding in a ball mill on the length of multiwalled carbon nanotubes and their dispersion and percolation behaviour in melt mixed polycarbonate composites. Compos. Sci. Technol. 2011, 71, 1145–1153. [Google Scholar] [CrossRef]
- Verma, R.; Rathod, M.; Goyal, R. Effect of milling parameters on EMI shielding of the PES/MWCNT nanocomposites. Mater. Today Proc. 2021, 43, 3169–3172. [Google Scholar] [CrossRef]
- Restivo, J.; Orge, C.A.; Santos, A.S.G.; Soares, O.S.G.; Pereira, M.F.R. Nano- and macro-structured cerium oxide–Carbon nanotubes composites for the catalytic ozonation of organic pollutants in water. Catal. Today 2022, 384–386, 187–196. [Google Scholar] [CrossRef]
- Bor, A.; Jargalsaikhan, B.; Lee, J.; Choi, H. Effect of Different Milling Media for Surface Coating on the Copper Powder Using Two Kinds of Ball Mills with Discrete Element Method Simulation. Coatings 2020, 10, 898. [Google Scholar] [CrossRef]
- Zhang, Z.; Shang, H.; Zhang, X.; Liu, C.; Li, S.; Wen, Z.; Ji, S.; Sun, J. Enhancing the Electrochemical Performances by Wet Ball Milling to Introduce Structural Water into an Electrolytic MnO2/Graphite Nanocomposite Cathode for Zinc-Ion Batteries. ACS Appl. Energy Mater. 2021, 4, 5113–5122. [Google Scholar] [CrossRef]
- Liu, Y.; Zeng, M.; Lu, Z.; Zhu, M. Applications of Plasma Milling in Materials Preparation. Mater. Rep. 2022, 36, 20120251–20120259. [Google Scholar] [CrossRef]
- Liu, Z.-J.; Yang, D.-Z.; Wang, W.-C.; Dai, L.-Y.; Shaibo, J. Effect of Different Precursors on Synthesized AlN by Plasma-Assisted Ball Milling. Mater. Manuf. Process. 2016, 31, 1583–1588. [Google Scholar] [CrossRef]
- Sun, W.; Hu, R.; Liu, H.; Zeng, M.; Yang, L.; Wang, H.; Zhu, M. Embedding nano-silicon in graphene nanosheets by plasma assisted milling for high capacity anode materials in lithium ion batteries. J. Power Sources 2014, 268, 610–618. [Google Scholar] [CrossRef]
- Yang, S.; Wang, H.; Ouyang, L.; Liu, J.; Zhu, M. Improvement in the Electrochemical Lithium Storage Performance of MgH2. Inorganics 2017, 6, 2. [Google Scholar] [CrossRef]
- Ouyang, L.; Guo, L.; Cai, W.; Ye, J.; Hu, R.; Liu, J.; Yang, L.; Zhu, M. Facile synthesis of Ge@FLG composites by plasma assisted ball milling for lithium ion battery anodes. J. Mater. Chem. A 2014, 2, 11280–11285. [Google Scholar] [CrossRef]
- Baghani, M.; Aliofkhazraei, M.; Poursalehi, R. Microwave-assisted Sintering of Fe-Al2O3 Nanocomposites: Study of Corrosion and Wear Properties. Procedia Mater. Sci. 2015, 11, 689–694. [Google Scholar] [CrossRef]
- Ning, R.; Chen, D.; Zhang, Q.; Bian, Z.; Dai, H.; Zhang, C. Surface modification of titanium hydride with epoxy resin via microwave-assisted ball milling. Appl. Surf. Sci. 2014, 316, 632–636. [Google Scholar] [CrossRef]
- Ashwath, P.; Xavior, M.A.; Rajendran, R.; Batako, A.D.L.; Jeyapandiarajan, P.; Joel, J. Microwave-assisted T6 heat treating of aluminium alloy-Al2O3 nanocomposites. MRS Commun. 2022, 12, 245–249. [Google Scholar] [CrossRef]
- Zhao, Z. Microwave-assisted synthesis of vanadium and chromium carbides nanocomposite and its effect on properties of WC-8Co cemented carbides. Scr. Mater. 2016, 120, 103–106. [Google Scholar] [CrossRef]
- Calka, A.; Wexler, D. Mechanical milling assisted by electrical discharge. Nature 2002, 419, 147–151. [Google Scholar] [CrossRef]
- Xu, M.; Li, C.; Kurniawan, R.; Park, G.; Chen, J.; Ko, T.J. Study on surface integrity of titanium alloy machined by electrical discharge-assisted milling. J. Mater. Process. Technol. 2021, 299, 117334. [Google Scholar] [CrossRef]
- Poudyal, N.; Altuncevahir, B.; Chakka, V.; Chen, K.; Black, T.D.; Liu, J.P.; Ding, Y.; Wang, Z.L. Field-ball milling induced anisotropy in magnetic particles. J. Phys. D Appl. Phys. 2004, 37, L45–L48. [Google Scholar] [CrossRef]
- Wang, D.; Li, X.; Chang, Y.; Zhu, M.; Li, W.; Qi, M. Anisotropic Sm2Co17 nano-flakes produced by surfactant and magnetic field assisted high energy ball milling. J. Rare Earths 2013, 31, 366–369. [Google Scholar] [CrossRef]
- Chelvane, J.A.; Palit, M.; Basumatary, H.; Pandian, S. Magnetic properties of TbFe2 particles prepared by magnetic field assisted ball milling. J. Magn. Magn. Mater. 2013, 343, 144–148. [Google Scholar] [CrossRef]
- Altuncevahir, B.; Poudyal, N.; Chakka, V.M.; Chen, K.H.; Black, T.D.; Liu, T.D. Effect of magnetic field on ball milled hard magnetic particles. In Proceedings of the American Physical Society, March Meeting 2004, Montreal, QC, Canada, 22–26 March 2004. [Google Scholar]
- Mordyuk, B.; Prokopenko, G. Mechanical alloying of powder materials by ultrasonic milling. Ultrasonics 2004, 42, 43–46. [Google Scholar] [CrossRef]
- Chen, D.; Liu, H.Y.; Li, L. One-step synthesis of manganese ferrite nanoparticles by ultrasonic wave-assisted ball milling technology. Mater. Chem. Phys. 2012, 134, 921–924. [Google Scholar] [CrossRef]
- Shi, D.; Yang, M.; Chang, B.; Ai, Z.; Zhang, K.; Shao, Y.; Wang, S.; Wu, Y.; Hao, X. Ultrasonic-Ball Milling: A Novel Strategy to Prepare Large-Size Ultrathin 2D Materials. Small 2020, 16, e1906734. [Google Scholar] [CrossRef]
- Jiang, S.; Li, X.; Zuo, D.; Wang, H.; Liu, Z.; Xu, R. A comparative study on nano La2O3 suspension treated by ultrasonic and ball milling. J. Rare Earths 2012, 30, 1116–1122. [Google Scholar] [CrossRef]
- Liang, Z.; Wang, S.; Zhu, K.; Chen, Y.; Wei, F.; Chen, D. Enhancing the tribological properties and corrosion resistance of graphene-based lubricating grease via ultrasonic-assisted ball milling. Colloids Surf. A Physicochem. Eng. Asp. 2022, 633, 127889. [Google Scholar] [CrossRef]
- Fu, D.; Ma, X.; Chen, D. Degradation of Azo Dye in Wastewater by Ultrasonic Assisted Ball Milling. J. Hunan Univ. Nat. Sci. 2017, 44, 82–88. [Google Scholar] [CrossRef]
- Atzmon, M. In situ thermal observation of explosive compound-formation reaction during mechanical alloying. Phys. Rev. Lett. 1990, 64, 487–490. [Google Scholar] [CrossRef]
- Liu, S.-S.; Sun, L.-X.; Zhang, Y.; Xu, F.; Zhang, J.; Chu, H.-L.; Fan, M.-Q.; Zhang, T.; Song, X.-Y.; Grolier, J.-P.E. Effect of ball milling time on the hydrogen storage properties of TiF3-doped LiAlH4. Int. J. Hydrogen Energy 2009, 34, 8079–8085. [Google Scholar] [CrossRef]
- Davis, R.M.; McDermott, B.; Koch, C.C. Mechanical alloying of brittle materials. Met. Trans. A 1988, 19, 2867–2874. [Google Scholar] [CrossRef]
- McDermott, B.; Koch, C. Preparation of beta brass by mechanical alloying of elemental copper and zinc. Scr. Met. 1986, 20, 669–672. [Google Scholar] [CrossRef]
- Kimura, H.; Kimura, M.Y.; Takada, F. Development of an extremely high energy ball mill for solid state amorphizing transformation. J. Less Common Met. 1988, 140, 113–118. [Google Scholar] [CrossRef]
- Cabañas-Moreno, J.; López, V.; Calderón, H.; Rendón-Angeles, J. Mechanical alloying of Co2Cu powder mixtures. Scr. Met. Mater. 1993, 28, 645–650. [Google Scholar] [CrossRef]
- Koch, C.C.; Cavin, O.B.; McKamey, C.G.; Scarbrough, J.O. Preparation of amorphous Ni60Nb40 by mechanical alloying. Appl. Phys. Lett. 1983, 43, 1017–1019. [Google Scholar] [CrossRef]
- Lu, L.; Lai, M.O. Mechanical Alloying; Kluwer Academic Publishers: Norwell, MA, USA, 1998; 276p, ISBN 9780792380665. [Google Scholar]
- Aymard, L.; Dumont, B.; Viau, G. Production of CoNi alloys by mechanical-alloying. J. Alloys Compd. 1996, 242, 108–113. [Google Scholar] [CrossRef]
- Li, B.; Li, A.; Zhao, S.; Meyers, M. Amorphization by mechanical deformation. Mater. Sci. Eng. R Rep. 2022, 149, 100673. [Google Scholar] [CrossRef]
- Shen, F.; Sun, S.; Yang, J.; Qiu, M.; Qi, X. Coupled pretreatment with liquid nitrogen and ball milling for enhanced cellulose hydrolysis in water. ACS Omega 2019, 4, 11756–11759. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Halstead, T.; Williams, J. Influence of milling temperature and atmosphere on the synthesis of iron nitrides by ball milling. Mater. Sci. Eng. A 1996, 206, 24–29. [Google Scholar] [CrossRef]
- Sugimoto, S.; Niwa, T.; Nakanishi, Y.; Danjo, K. Development of a novel ultra cryo-milling technique for a poorly water-soluble drug using dry ice beads and liquid nitrogen. Int. J. Pharm. 2012, 426, 162–169. [Google Scholar] [CrossRef]
- Riktor, M.D.; Deledda, S.; Herrich, M.; Gutfleisch, O.; Fjellvåg, H.; Hauback, B.C. Hydride formation in ball-milled and cryomilled Mg–Fe powder mixtures. Mater. Sci. Eng. B 2009, 158, 19–25. [Google Scholar] [CrossRef]
- Ponhan, K.; Tassenberg, K.; Weston, D.; Nicholls, K.G.; Thornton, R. Effect of SiC nanoparticle content and milling time on the microstructural characteristics and properties of Mg-SiC nanocomposites synthesized with powder metallurgy incorporating high-energy ball milling. Ceram. Int. 2020, 46, 26956–26969. [Google Scholar] [CrossRef]
- Jha, P.; Gautam, R.K.; Tyagi, R. Effect of Reinforcement Content and Technological Parameters on the Properties of Cu-4 wt.% Ni-TiC Composites. J. Mater. Eng. Perform. 2017, 26, 5126–5136. [Google Scholar] [CrossRef]
- Yang, G.; Park, S. Deformation of Single Crystals, Polycrystalline Materials, and Thin Films: A Review. Materials 2019, 12, 2003. [Google Scholar] [CrossRef]
- Bastwros, M.; Kim, G.-Y.; Zhu, C.; Zhang, K.; Wang, S.; Tang, X.; Wang, X. Effect of ball milling on graphene reinforced Al6061 composite fabricated by semi-solid sintering. Compos. Part B Eng. 2014, 60, 111–118. [Google Scholar] [CrossRef]
- Aslibeiki, B.; Kameli, P. Structural and magnetic properties of Co/Al2O3 cermet synthesized by mechanical ball milling. Ceram. Int. 2020, 46, 20116–20121. [Google Scholar] [CrossRef]
- Joshua, K.J.; Sabesh, S.; Vivekanandan, S.; Saravana, S.; Vetri, M. Effect of Ball Milling for AA7068 Metal Powders for Variable Speeds. Int. J. Adv. Res. Trends Eng. Technol. IJARTET 2017, 4, 23–26. [Google Scholar]
- Bor, A.; Ichinkhorloo, B.; Uyanga, B.; Lee, J.; Choi, H. Cu/CNT nanocomposite fabrication with different raw material properties using a planetary ball milling process. Powder Technol. 2018, 323, 563–573. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.; Dong, Y.; Shankar, S.; Littlefair, G. Milling of Nanoparticles Reinforced Al-Based Metal Matrix Composites. J. Compos. Sci. 2018, 2, 13. [Google Scholar] [CrossRef]
- Masroor, M.; Sheibani, S.; Ataie, A. Effect of milling energy on preparation of Cu–Cr/CNT hybrid nano-composite by mechanical alloying. Trans. Nonferrous Met. Soc. China 2016, 26, 1359–1366. [Google Scholar] [CrossRef]
- Bashirom, N.; Ismah, N.; Arif, M. Effect of Milling Speed on the Synthesis of In-Situ Cu-25 Vol. % WC Nanocomposite by Mechanical Alloying. J. Teknol. 2012, 59, 229–233. [Google Scholar] [CrossRef]
- Anand, K.; Varghese, S.; Kurian, T. Effect of ball size on milling efficiency of zinc oxide dispersions. Part. Sci. Technol. 2018, 36, 308–311. [Google Scholar]
- Anand, K.; Varghese, S.; Kurian, T. Aqueous Dispersions of Latex Compounding Ingredients by Wet Ball Milling: Effect of Ball Size and Milling Time on Dispersion Quality. Trans. Indian Inst. Met. 2017, 70, 1593–1600. [Google Scholar] [CrossRef]
- Ashwath, P.; Xavior, M.A. The effect of ball milling & reinforcement percentage on sintered samples of aluminium alloy metal matrix composites. Procedia Eng. 2014, 97, 1027–1032. [Google Scholar]
- Kuziora, P.; Wyszyńska, M.; Polanski, M.; Bystrzycki, J. Why the ball to powder ratio (BPR) is insufficient for describing the mechanical ball milling process. Int. J. Hydrogen Energy 2014, 39, 9883–9887. [Google Scholar] [CrossRef]
- Wu, Z.; Liang, Y.; Fan, Y.; Wang, P.; Du, J.; Zhao, Y.; Fu, E. The ball to powder ratio (BPR) dependent morphology and microstructure of tungsten powder refined by ball milling. Powder Technol. 2018, 339, 256–263. [Google Scholar] [CrossRef]
- Cagnetta, G.; Huang, J.; Wang, B.; Deng, S.; Yu, G. A comprehensive kinetic model for mechanochemical destruction of persistent organic pollutants. Chem. Eng. J. 2016, 291, 30–38. [Google Scholar] [CrossRef]
- Kessler, M.; Rinaldi, R. Kinetic energy dose as a unified metric for comparing ball mills in the mechanocatalytic depolymerization of lignocellulose. Front. Chem. 2018, 9, 816553. [Google Scholar] [CrossRef] [PubMed]
- Jargalsaikhan, B.; Bor, A.; Lee, J.; Choi, H. Effect of different raw material property for the fabrication on Al/CNT nanocomposite using a ball mill with a discrete element method (DEM) simulation. Materials 2019, 12, 3291. [Google Scholar] [CrossRef]
- Fathy, A.; Wagih, A.; Abu-Oqail, A. Effect of ZrO2 content on properties of Cu-ZrO2 nanocomposites synthesized by optimized high energy ball milling. Ceram. Int. 2018, 45, 2319–2329. [Google Scholar] [CrossRef]
- Abu-Oqail, A.; Wagih, A.; Fathy, A.; Elkady, O.; Kabeel, A.M. Effect of high energy ball milling on strengthening of Cu-ZrO2 nanocomposites. Ceram. Int. 2019, 45, 5866–5875. [Google Scholar] [CrossRef]
- Zawrah, M.F.; Essawy, R.A.; Zayed, H.A.; Fattah, A.H.A.; Taha, M.A. Mechanical alloying, sintering and characterization of Al2O3-20 wt.%-Cu nanocomposite. Ceram. Int. 2014, 40, 31–38. [Google Scholar] [CrossRef]
- Lather, S.; Dalal, J.; Gupta, A.; Singh, S.; Singh, D.; Dahiya, S.; Maan, A.; Tripathi, R.; Ohlan, A. PbTiO3–Ni0.5Co0.5Fe2O4 multiferroic nanocomposites: Impact of ball-milling on dielectric, magnetic and ferroelectric properties. Ceram. Int. 2018, 45, 4957–4963. [Google Scholar] [CrossRef]
- Zhuge, Y.; Li, Y.; Xu, X.; Zhang, D.; Zhang, H.; Liu, W. Morphology and magnetic properties of Sm2Co7/α-Fe nanocomposite magnets produced by high energy ball milling and spark plasma. J. Rare Earths 2021, 39, 312–316. [Google Scholar] [CrossRef]
- Su, Y.; Su, H.; Zhu, Y.; Wang, F.; Du, J.; Xia, W.; Yan, A.; Liu, J.P.; Zhang, J. Effects of magnetic field heat treatment on Sm–Co/α-Fe nanocomposite permanent magnetic materials prepared by high energy ball milling. J. Alloys Compd. 2015, 647, 375–379. [Google Scholar] [CrossRef]
- López, G.P.; Silvetti, S.; Urreta, S.; Carreras, A. Structure and magnetic properties of NiZn ferrite/SiO2 nanocomposites synthesized by ball milling. J. Alloys Compd. 2010, 505, 808–813. [Google Scholar] [CrossRef]
- Chen, J.; Wang, F.; Wang, F.; Meng, F.; Zhang, J. Phase structure and magnetic properties of La/Ce substituted nanocomposite SmCo5/α-Fe magnets prepared by high energy ball milling and subsequent annealing. J. Magn. Magn. Mater. 2021, 521, 167534. [Google Scholar] [CrossRef]
- Hashim, U.R.; Jumahat, A. Improved Tensile and Fracture Toughness Properties of Graphene Nanoplatelets Filled Epoxy Polymer via Solvent Compounding Shear Milling Method. Mater. Res. Express 2018, 6, 025303. [Google Scholar] [CrossRef]
- González-benito, J.; Sánchez, F.A.; Olmos, D.; Martínez-tarifa, J.M.; González-gaitano, G. PVDF/BaTiO3/carbon nanotubes ternary nanocomposites prepared by ball milling: Piezo and dielectric responses. J. Appl. Polym. Sci. 2019, 136, 47788. [Google Scholar] [CrossRef]
- Tanna, A.R.; Joshi, H.H. Effect of high energy mechanical milling on hysteresis and dielectric properties of CaxBa1−xZrxTi1−xO3 (x = 0 and 0.1) ferroelectric materials. Mater. Res. Express 2018, 5, 096302. [Google Scholar] [CrossRef]
- Wu, H.; Zhao, W.; Chen, G. One-Pot in situ Ball Milling Preparation of Polymer/Graphene Nanocomposites. J. Appl. Polym. Sci. 2012, 125, 3899–3903. [Google Scholar] [CrossRef]
- Li, N.; Niu, M.; Zhang, B.; Zhao, S.; Xiong, S.; Xie, F. Effects of concurrent ball milling and octenyl succinylation on structure and physicochemical properties of starch. Carbohydr. Polym. 2017, 155, 109–116. [Google Scholar] [CrossRef] [PubMed]
- Dai, L.; Li, C.; Zhang, J.; Cheng, F. Preparation and characterization of starch nanocrystals combining ball milling with acid hydrolysis. Carbohydr. Polym. 2018, 180, 122–127. [Google Scholar] [CrossRef]
- Yu, C.; Zhang, Q.; Zhang, J.; Geng, R.; Tian, W.; Fan, X.; Yao, Y. One-Step in Situ Ball Milling Synthesis of Polymer-Functionalized Few-Layered Boron Nitride and Its Application in High Thermally Conductive Cellulose Composites. ACS Appl. Nano Mater. 2018, 1, 4875–4883. [Google Scholar] [CrossRef]
- Yang, W.; Xu, J.; Niu, L.; Kang, C.; Ma, B. Effects of high energy ball milling on mechanical and interfacial properties of PBT/nano-Sb2O3 composites. J. Adhes. Sci. Technol. 2017, 32, 291–301. [Google Scholar] [CrossRef]
- Niu, L.; Xu, J.; Yang, W.; Ma, B.; Kang, C. Crystallization, flame retardancy and mechanical properties of poly(butylene terephthalate)/brominated epoxy/nano-Sb2O3 composites dispersed by high energy ball milling. J. Macromol. Sci. Part B 2018, 57, 2018. [Google Scholar]
- Sharma, N.; Dalvi, A. Mechanical milling assisted synthesis of novel LiTi2(PO4)3-glass-ceramic nanocomposites. J. Non-Cryst. Solids 2018, 483, 126–133. [Google Scholar] [CrossRef]
- Sabeeh, H.; Aadil, M.; Zulfiqar, S.; Rasheed, A.; Al-Khalli, N.F.; Agboola, P.O.; Haider, S.; Warsi, M.F.; Shakir, I. Hydrothermal synthesis of CuS nanochips and their nanohybrids with CNTs for electrochemical energy storage applications. Ceram. Int. 2021, 47, 13613–13621. [Google Scholar] [CrossRef]
- Pore, O.C.; Fulari, A.V.; Shejwal, R.V.; Fulari, V.I.; Lohar, G.M. Review on recent progress in hydrothermally synthesized MCo2O4/rGO composite for energy storage devicesm. Chem. Eng. J. 2021, 426, 131544. [Google Scholar] [CrossRef]
- Zhu, L.; Liu, N.; Lv, X.; Zhang, Z.; Yu, L.; Li, X. A novel metal–organic framework derived carbon nanoflower with effective electromagnetic microwave absorption and high-performance electrochemical energy storage properties. Chem. Commun. 2021, 57, 2539–2542. [Google Scholar] [CrossRef] [PubMed]
- Hou, D.; Guo, Z.; Wang, Y.; Hou, X.; Yi, S.; Zhang, Z.; Hao, S.; Chen, D. Microwave-assisted reconstruction of spent graphite and its enhanced energy-storage performance as LIB anodes. Surf. Interfaces 2021, 24, 101098. [Google Scholar] [CrossRef]
- Shen, K.; Zhai, S.; Wang, S.; Ru, Q.; Hou, X.; Hui, K.S.; Hui, K.N.; Chen, F. Recent Progress in Binder-Free Electrodes Synthesis for Electrochemical Energy Storage Application. Batter. Supercaps 2021, 4, 860–880. [Google Scholar] [CrossRef]
- Meng, C.; Das, P.; Shi, X.; Fu, Q.; Müllen, K.; Wu, Z.S. In situ and operando characterizations of 2D materials in electrochemical energy storage devices. Small Sci. 2021, 1, 2000076. [Google Scholar] [CrossRef]
- Cetinkaya, T.; Tokur, M.; Ozcan, S.; Algul, H.; Uysal, M.; Akbulut, H. Graphene oxide/D-MnO2 nanocomposite electrodes produced using planetary ball milling for Li-O2 batteries. Mater. Today Proc. 2015, 2, 4223–4228. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhao, X.; Li, J. SnSe/carbon nanocomposite synthesized by high energy ball milling as an anode material for sodium-ion and lithium-ion batteries. Electrochim. Acta 2015, 176, 1296–1301. [Google Scholar] [CrossRef]
- Zhao, H.; Zeng, H.; Wu, Y.; Qi, W.; Zhang, S.; Li, B.; Huang, Y. Facile ball-milled synthesis of SnS2-carbon nanocomposites with superior lithium storage. Prog. Nat. Sci. 2018, 28, 676–682. [Google Scholar] [CrossRef]
- Imamura, H.; Masanari, K.; Kusuhara, M.; Katsumoto, H.; Sumi, T.; Sakata, Y. High hydrogen storage capacity of nanosized magnesium synthesized by high energy ball-milling. J. Alloys Compd. 2005, 386, 211–216. [Google Scholar] [CrossRef]
- Kahimbi, H.; Hong, S.B.; Yang, M.; Choi, B.G. Simultaneous synthesis of NiO/reduced graphene oxide composites by ball milling using bulk Ni and graphite oxide for supercapacitor applications. J. Electroanal. Chem. 2017, 786, 14–19. [Google Scholar] [CrossRef]
- Shen, C.; Fang, X.; Ge, M.; Zhang, A.; Liu, Y.; Ma, Y.; Mecklenburg, M.; Nie, X.; Zhou, C. Hierarchical Carbon-Coated Ball-Milled Silicon: Synthesis and Applications in Free-Standing Electrodes and High-Voltage Full Lithium-Ion Batteries. ACS Nano 2018, 12, 6280–6291. [Google Scholar] [CrossRef] [PubMed]
- Ji, H.; Hu, S.; Jiang, Z.; Shi, S.; Hou, W.; Yang, G. Directly scalable preparation of sandwiched MoS2/graphene nanocomposites via ball-milling with excellent electrochemical energy storage performance. Electrochim. Acta 2019, 299, 143–151. [Google Scholar] [CrossRef]
- Yi, H.; Lin, L.; Ling, M.; Lv, Z.; Li, R.; Fu, Q.; Zhang, H.; Zheng, Q.; Li, X. Scalable and Economic Synthesis of High-Performance Na3V2(PO4)2F3 by a Solvothermal–Ball-Milling Metho. ACS Energy Lett. 2019, 4, 1565–1571. [Google Scholar] [CrossRef]
- Wang, X.; Huan, Y.; Zhao, P.; Liu, X.; Wei, T.; Zhang, Q. Optimizing the grain size and grain boundary morphology of (K,Na)NbO3-based ceramics: Paving the way for ultrahigh energy storage capacitors. J. Mater. 2021, 7, 780–789. [Google Scholar] [CrossRef]
- Zhang, C.; Zhitomirsky, I. Influence of High Energy Ball Milling and Dispersant on Capacitive Properties of Fe2O3-Carbon Nanotube Composites. J. Compos. Sci. 2022, 6, 177. [Google Scholar] [CrossRef]
- Nguyen, Q.H.; Kim, H.; Kim, I.T.; Choi, W.; Hur, J. Few-layer NbSe2@graphene heterostructures as anodes in lithium-ion half- and full-cell batteries. Chem. Eng. J. 2020, 382, 122981. [Google Scholar] [CrossRef]
- Sun, D.; Ye, D.; Liu, P.; Tang, Y.; Guo, J.; Wang, L.; Wang, H. MoS2/Graphene Nanosheets from Commercial Bulky MoS2 and Graphite as Anode Materials for High Rate Sodium-Ion Batteries. Adv. Energy Mater. 2018, 8, 1702383. [Google Scholar] [CrossRef]
- Lee, J.J.; Oh, M.Y.; Nahm, K.S. Effect of Ball Milling on Electrocatalytic Activity of Perovskite La0.6Sr0.4CoO3-δ Applied for Lithium Air Battery. J. Electrochem. Soc. 2015, 163, A244–A250. [Google Scholar] [CrossRef]
- Santhanam, R.; Ghatty, S.; Bobba, R. Effect of ball milling on the electrochemical performance of Li1.02Ni0.4Co0.2Mn0.4O2 cathode synthesized by citric acid-assisted sol-gel process. Int. J. Electrochem. Sci. 2010, 5, 189–199. [Google Scholar]
- Lin, C.; Ouyang, L.; Zhou, C.; Hu, R.; Yang, L.; Yang, X.; Shao, H.; Zhu, M. A novel selenium-phosphorous amorphous composite by plasma assisted ball milling for high-performance rechargeable potassium-ion battery anode. J. Power Sources 2019, 443, 227276. [Google Scholar] [CrossRef]
- Doppiu, S.; Dauvergne, J.-L.; Serrano, A.; del Barrio, E.P. The Li2SO4–Na2SO4 System for Thermal Energy Storage. Materials 2019, 12, 3658. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Hu, R.; Zeng, M.; Liu, J.; Zhu, M. Enhancing the performance of Sn–C nanocomposite as lithium ion anode by discharge plasma assisted milling. J. Mater. Chem. 2012, 22, 8022–8028. [Google Scholar] [CrossRef]
- Lin, C.; Yang, L.; Ouyang, L.; Liu, J.; Wang, H.; Zhu, M. A new method for few-layer graphene preparation via plasma-assisted ball milling. J. Alloys Compd. 2017, 728, 578–584. [Google Scholar] [CrossRef]
- Ouyang, L.; Cao, Z.; Wang, H.; Hu, R.; Zhu, M. Application of dielectric barrier discharge plasma-assisted milling in energy storage materials–A review. J. Alloys Compd. 2017, 691, 422–435. [Google Scholar] [CrossRef]
- Arsalani, N.; Ghadimi, L.S.; Ahadzadeh, I.; Tabrizi, A.G.; Nann, T. Green Synthesized Carbon Quantum Dots/Cobalt Sulfide Nanocomposite as Efficient Electrode Material for Supercapacitors. Energy Fuels 2021, 35, 9635–9645. [Google Scholar] [CrossRef]
- Liu, X.; Li, Y.; Zeng, L.; Li, X.; Chen, N.; Bai, S.; He, H.; Wang, Q.; Chuhong, Z. A review on mechanochemicstry: Approaching advanced energy materials with greener force. Adv. Mater. 2022, 2108327. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying: A critical review. Mater. Res. Lett. 2022, 10, 619–647. [Google Scholar] [CrossRef]
- El-Eskandarany, M.S.; Al-Hazza, A.; Al-Hajji, L.A.; Ali, N.; Al-Duweesh, A.A.; Banyan, M.; Al-Ajmi, F. Mechanical milling: A superior nanotechnological tool for fabrication of nanocrystalline and nanocomposite materials. Nanomaterials 2021, 11, 2484. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Time | Particle Size | Morphology |
|---|---|---|---|
| Mg20SiC [71,73] | 0 | 45.56 (±9.20) μm | Spherical |
| 1 h | 42.18 (±8.78) μm | Flattened | |
| 5 h | 36.81 (±8.51) μm | Flattened | |
| 10 h | 39.98 (±9.15) μm | agglomerated and laminar | |
| 15 h | 21.93 (±6.18) μm | Laminar | |
| 20 h | 13.84 (±5.3) μm | equiaxed and regular | |
| Graphene [74] | 90 min | 4 layers | Platelet |
| 95 min | 2 layers | Platelet | |
| 100 min | 1 layer (monolayer) | Particulate |
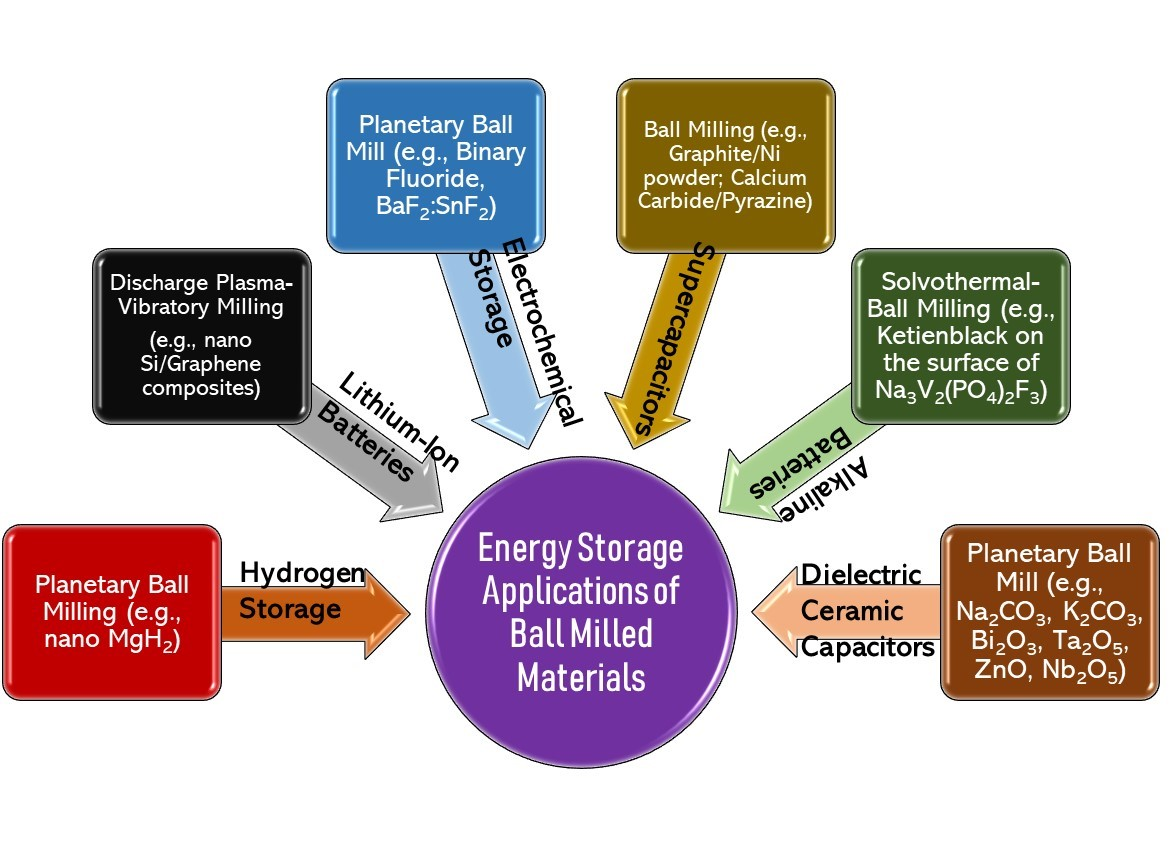
| Type of Ball Milling | Specification | Battery/Supercapacitor | Highlights | Ref. |
|---|---|---|---|---|
| Planetary ball mill | Nano sized Mg/nanostructured MgH2 was obtained by 0–3 h of ball milling the magnesium and benzene in zirconia coated mill pot | Hydrogen storage |
| [116] |
| Discharge-plasma assisted milling (Vibration type ball mill) | By taking nano sized Si powder and graphite in mass ratio of 30:70 and ball to powder ratio of 50:1 in P-milling for a time duration of 5,10 and 20 h in presence of pure argon atmosphere to made composite of nano Si and graphene | Lithium-ion battery |
| [38] |
| Planetary ball mill | 180 balls of same size and same materials used in milling of binary fluoride (BaF2 and SnF2). 17:1 ratio of ball: powder taken with 10 h of milling time | Electrochemical storage |
| [9] |
| Ball milling | Graphite powder and nickel powder were milled using Zirconia balls for 1 h with 1200 rpm. | Supercapacitor | The electrode made by NiO/RGO nanocomposites showed
| [117] |
| High energy ball milling | Si powder of micro sized dimensions and stainless-steel balls are used in the ball milling with ball: powder ratio of 20:1 at room temperature with different time durations having 1200 rpm rotation speed | Lithium-ion batteries |
| [8] |
| Ball milling | Si, polycrystalline particles, and waste Si wafers were used in ball milling with 5 h of duration and 1200 rpm speed for grinding the materials | Lithium-ion batteries |
| [118] |
| Ball milling | The bulk material of MoS2 and GO were milled for 5 h in 1:1 ratio | Lithium-ion battery and supercapacitor | The organized assembly of MoS2/rGO composite electrode exhibits
| [119] |
| Planetary ball mill | The calcium carbide, pyrazine, ethanol, and balls of stainless steel are taken in 1:1:1:1 quantity ratio. Ball milling was performed with 600 rpm for 24 h in argon atmosphere. | Supercapacitor | The rapid electron mobility, electrochemically active larger surface area and defects of nitrogen heteroatomic exhibits higher electrochemical performance with 235 Fg−1 at 1 A g−1 of capacitance and retention rate of 87% after 3000 cycles | [7] |
| Solvothermal-ball-milling | 1 h of short time ball-milling was carried out by coating Ketjenblack material on the surface of Na3V2(PO4)2F3 | Alkaline-ion batteries |
| [120] |
| Planetary ball mill | Specific compositions of Na2CO3, K2CO3, Bi2O3, Ta2O5, ZnO, and Nb2O5 pure powders were used for synthesis of KNN-BZTN in stoichiometric proportion of 0.925(K0.5Na0.5)NbO3–0.075Bi(Zn2/3(Ta0.5Nb0.5)1/3)O3) | Dielectric ceramic capacitors |
| [121] |
| High Energy Ball Milling (HEBM) (Mixer mill) | HEBM (with 15 Hz frequency 30 min of milling time) executed to make composite of Fe2O3, MWCNT and PVB in the mass ratios of 80,20 and 3 respectively. (MWCNT-Multiwalled carbon nanotubes and PVB-poly vinyl butyral) along with the gallocyanin | Supercapacitor |
| [122] |
| Planetary ball milling (Wet Ball Milling) | Powder samples of few layered graphene (FLG), NbSe2 (FLN), composite of FLN@ graphene (FLNG) and LiFePO4 (LFP)@ graphite were prepared with different ratios of powders and different milling conditions. | Lithium-ion and Fuel cell batteries |
| [123] |
| Planetary ball milling | Ball milling was carried out with stainless steel balls of 5 mm in diameter with speed of 500 rpm for 360 minutes’ duration. Water used as medium for preparing the MoS2 and graphene. | Sodium-ion batteries |
| [124] |
| Planetary ball milling | La0.6Sr0.4CoO3-δ (LSC) perovskite material was ball milled at different time interval after synthesis it by Pechini method and 1000 °C calcination treatment. Zirconia balls were used to perform ball milling with milling speed of 400 rpm for time duration of 12, 24, 36 and 48 h in presence of ethanol | Lithium air battery |
| [125] |
| Ball Milling | 2 h of ball milling with stainless steel balls was performed on Li1.02Ni0.4Co0.2Mn0.4O2 material prepared by the sol-gel method using citric acid followed by the decomposition and sintering process. | Rechargeable lithium batteries |
| [126] |
| Plasma assisted ball milling (P-milling) | 50:1 ratio of ball (stainless steel) to powder ratio in argon atmosphere used in milling. The cylinder of ball milled vibrated with16 Hz frequency. 60 kHz discharge frequency with 1.5 A current is applied during milling process. | Potassium-ion batteries (PIBs) |
| [127] |
| Ball Milling | Lithium sulfate (Li2SO4) and Sodium sulfate (Na2SO4) salts were ball milled using stainless steel balls. 1:6 ball to powder ratio with different milling time (2, 4, 8 h) was used. | Thermal energy storage |
| [128] |
| Dielectric barrier discharge plasma assisted milling (P-milling) | Commercial germanium (Ge) and graphite (C) powders in 1:1 mass ratio, steel ball: powder ratio of 50:1 in argon atmosphere | Lithium-ion batteries |
| [40] |
| Dielectric barrier discharge plasma assisted milling (P-milling) | Sn powder and graphite in 1:1 ratio, ball to powder in 50:1 weight ratio used in argon atmosphere | Lithium-ion batteries |
| [129] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Joy, J.; Krishnamoorthy, A.; Tanna, A.; Kamathe, V.; Nagar, R.; Srinivasan, S. Recent Developments on the Synthesis of Nanocomposite Materials via Ball Milling Approach for Energy Storage Applications. Appl. Sci. 2022, 12, 9312. https://doi.org/10.3390/app12189312
Joy J, Krishnamoorthy A, Tanna A, Kamathe V, Nagar R, Srinivasan S. Recent Developments on the Synthesis of Nanocomposite Materials via Ball Milling Approach for Energy Storage Applications. Applied Sciences. 2022; 12(18):9312. https://doi.org/10.3390/app12189312
Chicago/Turabian StyleJoy, Josny, Anand Krishnamoorthy, Ashish Tanna, Vishal Kamathe, Rupali Nagar, and Sesha Srinivasan. 2022. "Recent Developments on the Synthesis of Nanocomposite Materials via Ball Milling Approach for Energy Storage Applications" Applied Sciences 12, no. 18: 9312. https://doi.org/10.3390/app12189312
APA StyleJoy, J., Krishnamoorthy, A., Tanna, A., Kamathe, V., Nagar, R., & Srinivasan, S. (2022). Recent Developments on the Synthesis of Nanocomposite Materials via Ball Milling Approach for Energy Storage Applications. Applied Sciences, 12(18), 9312. https://doi.org/10.3390/app12189312