





Joint Optimization of Production Lot Sizing and Preventive Maintenance Threshold Based on Nonlinear Degradation




Abstract
:1. Introduction
- (1)
- Determining thresholds is a major challenge for maintenance management and this paper considers production lot sizing jointly with PM thresholds for more practicality.
- (2)
- Based on the nonlinear degradation of the system, a joint optimization model of production lot sizing and PM threshold is developed and a solution algorithm is given.
2. Problem Description
2.1. System Specification
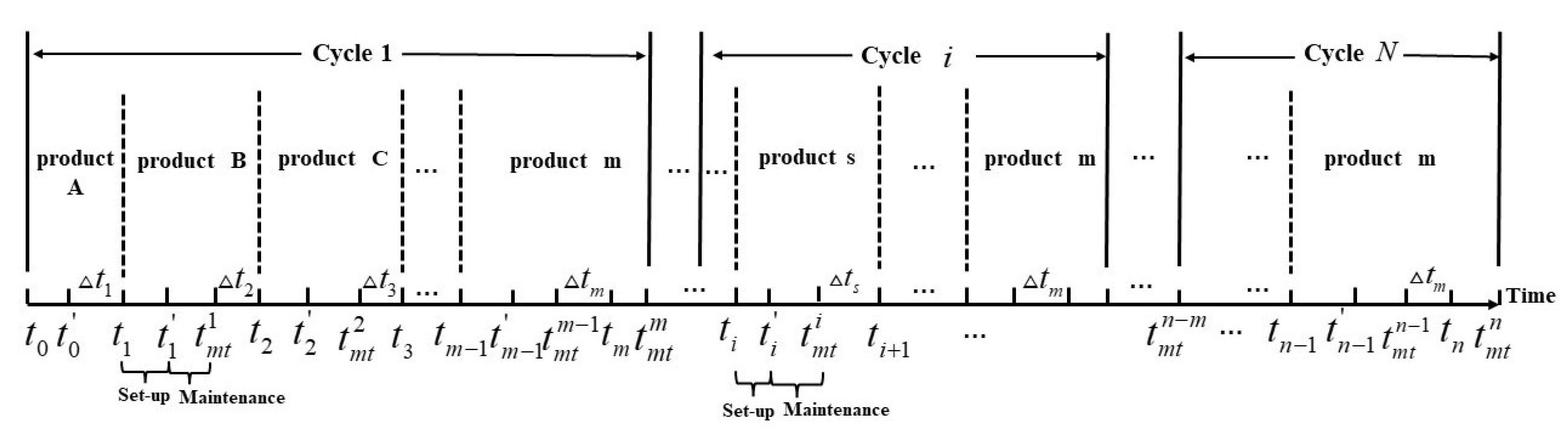
2.2. Maintenance Scheduling
2.3. Production–Maintenance Interaction
2.4. Assumptions
- (1)
- The demand for all products is fixed and can be divided into small lots for production.
- (2)
- The production system will produce various products sequentially in a predetermined order.
- (3)
- Each product is produced only once in a production cycle and the production cycle is a complete run of all products produced according to their lot sizes.
- (4)
- Inspection time is negligible.
- (5)
- The magnitude of degradation does not change after the set up.
- (6)
- During the production process, the magnitude of degradation recovered by the system due to some protective measures is not considered.
- (7)
- CM results in a fixed cost of loss.
- (8)
- In case of failure, minimal repairs are always performed without changing the failed process and interrupting the production process.
3. Integrated Model
3.1. Maintenance Situations
- 1.
- If there is neither CM nor PM at time , it means that , neither PM nor CM is used at this time, so the degradation magnitude does not change either, , . Therefore, the magnitude of degradation at time is . At time , there are the following three sub-situations.
- (1)
- The system has neither CM nor PM: . The cost at time is , , no change in the number of PM as , no change in the number of CM as .
- (2)
- The system performs PM only: . The cost at time is , , the number of PM changes to , no change in the number of CM as .
- (3)
- The system performs CM only: . The cost at time is , , the number of CM changes to , no change in the number of PM as . The minimal repair cost is , which ensures that the system can continue to operate from to even though is reached in .
- 2.
- If PM is performed at time , it means that , the magnitude of degradation at time after maintenance becomes , which , . Here, to ensure the effectiveness of PM, we assume that , , . The magnitude of degradation at time is . At time , there are the following three sub-situations.
- (1)
- The system has neither CM nor PM: . The cost at time is , , no change in the number of PM as , no change in the number of CM as .
- (2)
- The system performs PM only: . The cost at time is , . The number of PM changes to , no change in the number of CM as .
- (3)
- The system performs CM: . The cost at time is , , the minimal repair cost is . The number of CM changes to , no change in the number of PM as .
- 3.
- If CM is performed at time , it means that . After maintenance, the magnitude of degradation at time becomes 0, which is . The magnitude of degradation at time is . At time , there are the following three sub-situations.
- (1)
- The system has neither CM nor PM: . The cost at time is , , no change in the number of PM as , no change in the number of CM as .
- (2)
- The system performs PM only: . The cost at time is , . The number of PM changes to , no change in the number of CM as .
- (3)
- The system performs CM: . The cost at time is , , the minimal repair cost is . The number of CM changes to , no change in the number of PM as .
3.2. Computation Algorithm for the Model
| Algorithm 1. Computation algorithm for the model. |
| 1. Give the value range of and . |
| 2. Assign |
| 3. Obtain by , generate the production time of one cycle. |
| 4. for |
| 5. for |
| 6. Generate based on the required set-up time for each product. Determine which product should be produced at time . |
| 7. Determine the maintenance status at time based on the degradation quantity . |
| 8. Determine the relationship of with and , if , doing nothing, means no repair time. Generate from and . Obtain the cost , times of PM and times of CM at . |
| 9. else if , carry out PM, need to spend the corresponding PM time, then into , where . Generate from and . Obtain the cost , times of PM and times of CM at . |
| 10. else , carry out CM, need to spend the corresponding CM time, into , where . Generate from . Obtain the cost , times of PM and times of CM at . |
| 11. end |
| 12. end |
| 13. Obtain the total cost , total number of PM , total number of CM . |
| 14. Calculate profit per unit of time. |
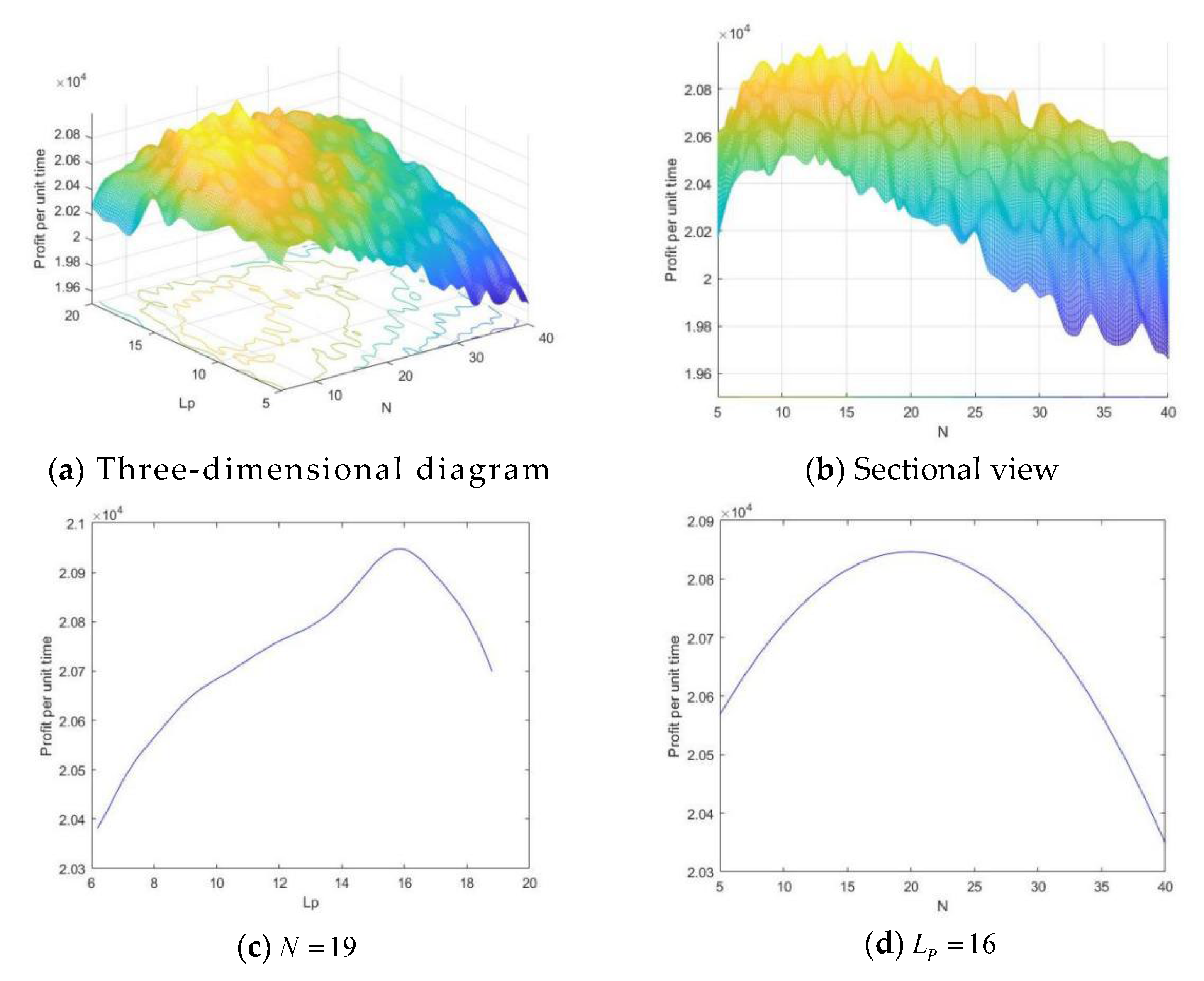
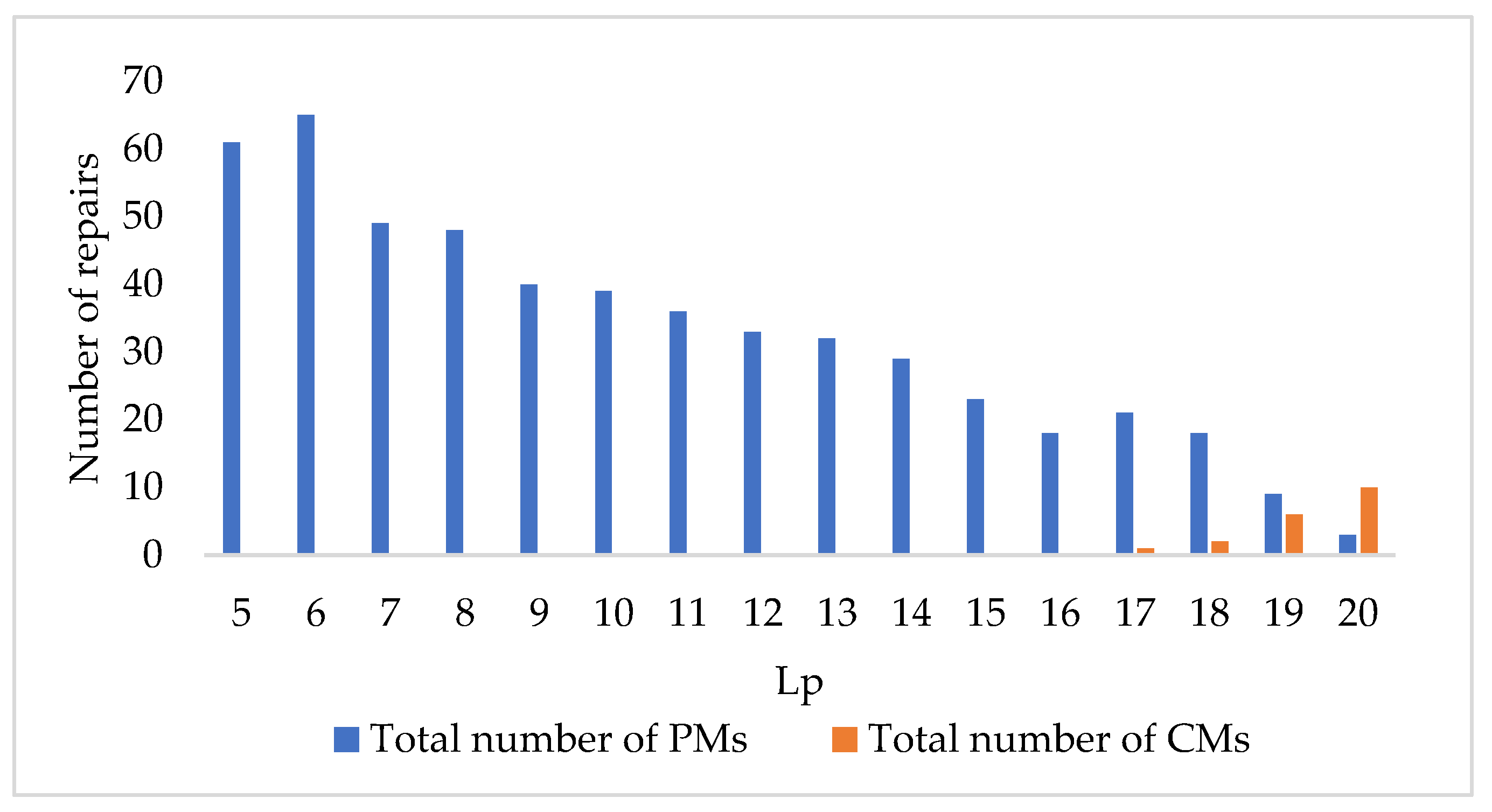
4. Numerical Example
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| Abbreviations |
| PM: Preventive Maintenance |
| CM: Corrective Maintenance |
| Notations |
| : Production lot sizing |
| : The system produces products in total |
| : Demand for the product () |
| : Productivity of the product |
| : Consumption rate of the product |
| : Manufacturing system production time |
| : In a production cycle, the time required to produce the product |
| : The time when the system starts the set-up ) |
| : The time when the system starts the maintenance |
| : The product requires a system set-up time |
| : The time when the system starts producing the i+1-th product |
| : The product requires system maintenance time |
| : Costs incurred in |
| : Costs incurred in |
| : The magnitude of degradation of the system at the time |
| : The increment of the degradation magnitude, which is |
| : Degradation after PM |
| : CM threshold |
| : PM threshold |
| : The number of PMs performed at the time |
| : The total number of PMs in the entire production process |
| : The number of CMs at time |
| : The total number of CMs in the entire production process |
| %: Remainder sign |
| : The set-up cost of the product |
| : Inspection cost |
| : Average cost of minimal repair |
| : Average cost of a CM cost |
| : Average cost of a PM |
| : The cost of loss caused by a CM |
| : The average inventory holding cost per unit time of the product |
| : The inventory holding cost of the entire production and maintenance process |
| : The total cost of the entire production and maintenance process |
| : The gross profit of each product, which is equal to the unit sales price minus the unit production cost, excluding maintenance, repair and inventory costs |
| : Net profit |
| : Profit per unit time |
References
- Peng, R.; Wu, D.; Xiao, H.; Xing, L.; Gao, K. Redundancy versus protection for a non-reparable phased-mission system subject to external impacts. Reliab. Eng. Syst. Saf. 2019, 191, 106556. [Google Scholar] [CrossRef]
- Chen, J.; Li, Z. An extended extreme shock maintenance model for a deteriorating system. Reliab. Eng. Syst. Saf. 2017, 93, 1123–1129. [Google Scholar] [CrossRef]
- Rafiee, K.; Feng, Q.; Coit, D.W. Condition-Based Maintenance for Repairable Deteriorating Systems Subject to a Generalized Mixed Shock Model. IEEE Trans. Reliab. 2015, 64, 1164–1174. [Google Scholar] [CrossRef]
- Ye, Z.-S.; Wang, Y.; Tsui, K.-L.; Pecht, M. Degradation data analysis using wiener processes with measurement errors. IEEE Trans. Reliab. 2013, 62, 772–780. [Google Scholar] [CrossRef]
- Zeng, S.W. General model for analysis of manufacturing cost, reliability, availability and maintenance in manufacturing systems. In Proceedings of the 9th International Conference on Reliability and Maintainability, La Baule, France, 30 May–3 June 1994; pp. 260–275. [Google Scholar]
- Pandey, M.; Zuo, M.J.; Moghaddass, R.; Tiwari, M. Selective maintenance for binary systems under imperfect repair. Reliab. Eng. Syst. Saf. 2013, 113, 42–51. [Google Scholar] [CrossRef]
- Yang, L.; Li, G.; Zhang, Z.; Ma, X.; Zhao, Y. Operations & Maintenance Optimization of Wind Turbines Integrating Wind and Aging Information. IEEE Trans. Sustain. Energy 2020, 12, 211–221. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, L. State-based opportunistic maintenance with multifunctional maintenance windows. IEEE Trans. Reliab. 2020, 70, 1481–1494. [Google Scholar] [CrossRef]
- Sun, Q.; Ye, Z.-S.; Peng, W. Scheduling Preventive Maintenance Considering the Saturation Effect. IEEE Trans. Reliab. 2018, 68, 741–752. [Google Scholar] [CrossRef]
- de Jonge, B.; Scarf, P.A. A review on maintenance optimization. Eur. J. Oper. Res. 2019, 285, 805–824. [Google Scholar] [CrossRef]
- Jardine, A.K.; Lin, D.; Banjevic, D. A review on machinery diagnostics and prognostics implementing condition-based maintenance. Mech. Syst. Signal Process. 2006, 20, 1483–1510. [Google Scholar] [CrossRef]
- Mann, L.; Saxena, A.; Knapp, G.M. Statistical-based or condition-based preventive maintenance? J. Qual. Maint. Eng. 1995, 1, 46–59. [Google Scholar] [CrossRef]
- Huynh, K.; Barros, A.; Bérenguer, C.; Castro, I. A periodic inspection and replacement policy for systems subject to competing failure modes due to degradation and traumatic events. Reliab. Eng. Syst. Saf. 2011, 96, 497–508. [Google Scholar] [CrossRef]
- Ahmad, R.; Kamaruddin, S. An overview of time-based and condition-based maintenance in industrial application. Comput. Ind. Eng. 2012, 63, 135–149. [Google Scholar] [CrossRef]
- Chen, H.; Yan, X.; Zhang, Y.; Niu, X. A review of production system maintenance management-statistical process control-economic production lot integration optimization research. Mod. Manuf. Eng. 2020, 10, 148–155+12. (In Chinese) [Google Scholar] [CrossRef]
- Gao, K.; Yan, X. Study on the Optimal Strategy of Missile Interception. IEEE Access 2021, 9, 22239–22252. [Google Scholar] [CrossRef]
- Weinstein, L.; Chung, C.-H. Integrating maintenance and production decisions in a hierarchical production planning environment. Comput. Oper. Res. 1999, 26, 1059–1074. [Google Scholar] [CrossRef]
- Aghezzaf, E.H.; Jamali, M.A.; Ait-Kadi, D. An integrated production and preventive maintenance planning model. Eur. J. Oper. Res. 2007, 181, 679–685. [Google Scholar] [CrossRef]
- Hajej, Z.; Rezg, N.; Gharbi, A. Joint optimization of production and maintenance planning with an environmental impact study. Int. J. Adv. Manuf. Technol. 2017, 93, 1269–1282. [Google Scholar] [CrossRef]
- Gao, K.; Peng, R.; Qu, L.; Wu, S. Jointly optimizing lot sizing and maintenance policy for a production system with two failure modes. Reliab. Eng. Syst. Saf. 2020, 202, 106996. [Google Scholar] [CrossRef]
- Liu, X.; Wang, W.; Zhang, T.; Zhai, Q.; Peng, R. An integrated production, inventory and preventive maintenance model for a multi-product production system. Reliab. Eng. Syst. Saf. 2015, 137, 76–86. [Google Scholar] [CrossRef]
- Bouslah, B.; Gharbi, A.; Pellerin, R. Integrated production, sampling quality control and maintenance of deteriorating production systems with AOQL constraint. Omega 2016, 61, 110–126. [Google Scholar] [CrossRef]
- Peng, H.; van Houtum, G.-J. Joint optimization of condition-based maintenance and production lot-sizing. Eur. J. Oper. Res. 2016, 253, 94–107. [Google Scholar] [CrossRef]
- Jafari, L.; Makis, V. Joint optimal lot sizing and preventive maintenance policy for a production facility subject to condition monitoring. Int. J. Prod. Econ. 2015, 169, 156–168. [Google Scholar] [CrossRef]
- Jafari, L.; Makis, V. Optimal lot-sizing and maintenance policy for a partially observable production system. Comput. Ind. Eng. 2016, 93, 88–98. [Google Scholar] [CrossRef]
- Sarker, R.; Haque, A. Optimization of maintenance and spare provisioning policy using simulation. Appl. Math. Model. 2000, 24, 751–760. [Google Scholar] [CrossRef]
- Zhao, X.; Chai, X.; Sun, J. Joint optimization of mission abort and component switching policies for multistate warm standby systems. Reliab. Eng. Syst. Saf. 2021, 212, 107641. [Google Scholar] [CrossRef]
- Qiu, Q.; Maillart, L.; Prokopyev, O.; Cui, L. Optimal Condition-Based Mission Abort Decisions. IEEE Trans. Reliab. 2022, 5, 1–18. [Google Scholar] [CrossRef]
- Gao, K.; Peng, R.; Qu, L.; Xing, L.; Wang, S.; Wu, D. Linear system design with application in wireless sensor networks. J. Ind. Inf. Integr. 2021, 27, 100279. [Google Scholar] [CrossRef]
- Gao, K.; Yan, X.; Peng, R.; Xing, L. Economic Design of a Linear Consecutively Connected System Considering Cost and Signal Loss. IEEE Trans. Syst. Man Cybern. Syst. 2019, 51, 5116–5128. [Google Scholar] [CrossRef]
- Guo, Q.; Li, Y.; Zheng, T. Prediction of aero-engine performance degradation based on nonlinear Wiener process. Propuls. Technol. 2021, 42, 1956–1963. (In Chinese) [Google Scholar]
- Goebel, K.; Agogino, A. Mill data set [DB/OL]. In NASA. Available online: http://ti.arc.nasa.gov/project/prognostic-data-repository (accessed on 15 April 2022).
- Wang, Z.; Chen, Y.; Cai, Z.; Luo, C. Residual life prediction considering nonlinear degradation with stochastic failure threshold. J. Natl. Univ. Def. Technol. 2020, 42, 177–185. (In Chinese) [Google Scholar]
- Li, Y.-F.; Zio, E.; Lin, Y.-H. A Multistate Physics Model of Component Degradation Based on Stochastic Petri Nets and Simulation. IEEE Trans. Reliab. 2012, 61, 921–931. [Google Scholar] [CrossRef]
- Gebraeel, N.; Elwany, A.; Pan, J. Residual Life Predictions in the Absence of Prior Degradation Knowledge. IEEE Trans. Reliab. 2009, 58, 106–117. [Google Scholar] [CrossRef]
- Giorgio, M.; Guida, M.; Pulcini, G. An age- and state-dependent Markov model for degradation processes. IIE Trans. 2011, 43, 621–632. [Google Scholar] [CrossRef]
- Kim, M.J.; Makis, V. Optimal maintenance policy for a multi-state deteriorating system with two types of failures under general repair. Comput. Ind. Eng. 2009, 57, 298–303. [Google Scholar] [CrossRef]
- Yi, K.; Kou, G.; Gao, K.; Xiao, H. Optimal allocation of multi-state elements in a sliding window system with phased missions. J. Risk Reliab. 2020, 235, 50–62. [Google Scholar] [CrossRef]
- Gao, K. Simulated Software Testing Process and Its Optimization Considering Heterogeneous Debuggers and Release Time. IEEE Access 2021, 9, 38649–38659. [Google Scholar] [CrossRef]
- Lei, B.; Gao, K.; Yang, L.; Fang, S. A Model of Optimal Interval for Anti-Mosquito Campaign Based on Stochastic Process. Mathematics 2022, 10, 440. [Google Scholar] [CrossRef]
- Huang, S.; Lei, B.; Gao, K.; Wu, Z.; Wang, Z. Multi-State System Reliability Evaluation and Component Allocation Optimization Under Multi-Level Performance Sharing. IEEE Access 2021, 9, 88820–88834. [Google Scholar] [CrossRef]
- Gao, K.; Xiao, H.; Qu, L.; Wang, S. Optimal interception strategy of air defence missile system considering multiple targets and phases. Proc. Inst. Mech. Eng. Part O J. Risk Reliab. 2021, 236, 138–147. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
| Product | |||||
|---|---|---|---|---|---|
| 1 | 4500 | 50 | 200 | 0.31 | 380 |
| 2 | 2500 | 50 | 210 | 0.53 | 410 |
| 3 | 4000 | 80 | 205 | 0.42 | 400 |
| 4 | 3600 | 60 | 200 | 0.55 | 380 |
| 5 | 2000 | 50 | 220 | 0.34 | 420 |
| 6 | 3500 | 50 | 208 | 0.52 | 400 |
| 100 | 500 | 5000 | 1000 | 200 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qu, L.; Liao, J.; Gao, K.; Yang, L. Joint Optimization of Production Lot Sizing and Preventive Maintenance Threshold Based on Nonlinear Degradation. Appl. Sci. 2022, 12, 8638. https://doi.org/10.3390/app12178638
Qu L, Liao J, Gao K, Yang L. Joint Optimization of Production Lot Sizing and Preventive Maintenance Threshold Based on Nonlinear Degradation. Applied Sciences. 2022; 12(17):8638. https://doi.org/10.3390/app12178638
Chicago/Turabian StyleQu, Li, Junli Liao, Kaiye Gao, and Li Yang. 2022. "Joint Optimization of Production Lot Sizing and Preventive Maintenance Threshold Based on Nonlinear Degradation" Applied Sciences 12, no. 17: 8638. https://doi.org/10.3390/app12178638
APA StyleQu, L., Liao, J., Gao, K., & Yang, L. (2022). Joint Optimization of Production Lot Sizing and Preventive Maintenance Threshold Based on Nonlinear Degradation. Applied Sciences, 12(17), 8638. https://doi.org/10.3390/app12178638