
Microstructure and Mechanical Properties of (Ti, Nb)C Ceramic-Reinforced 316L Stainless Steel Coating by Laser Cladding

Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
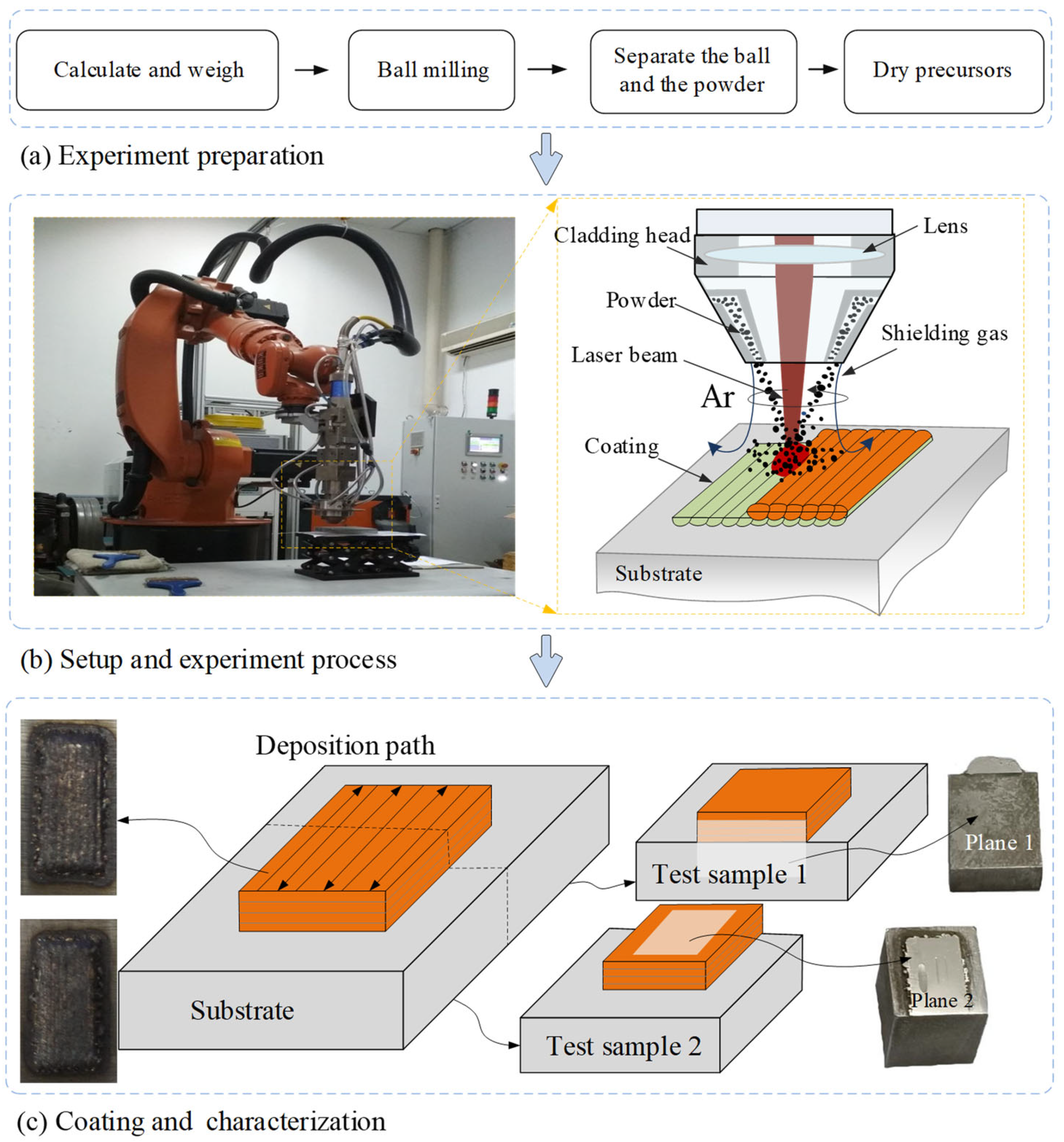
2.2. Setup and Process Parameters
2.3. Performance Measurement
3. Results and Discussion
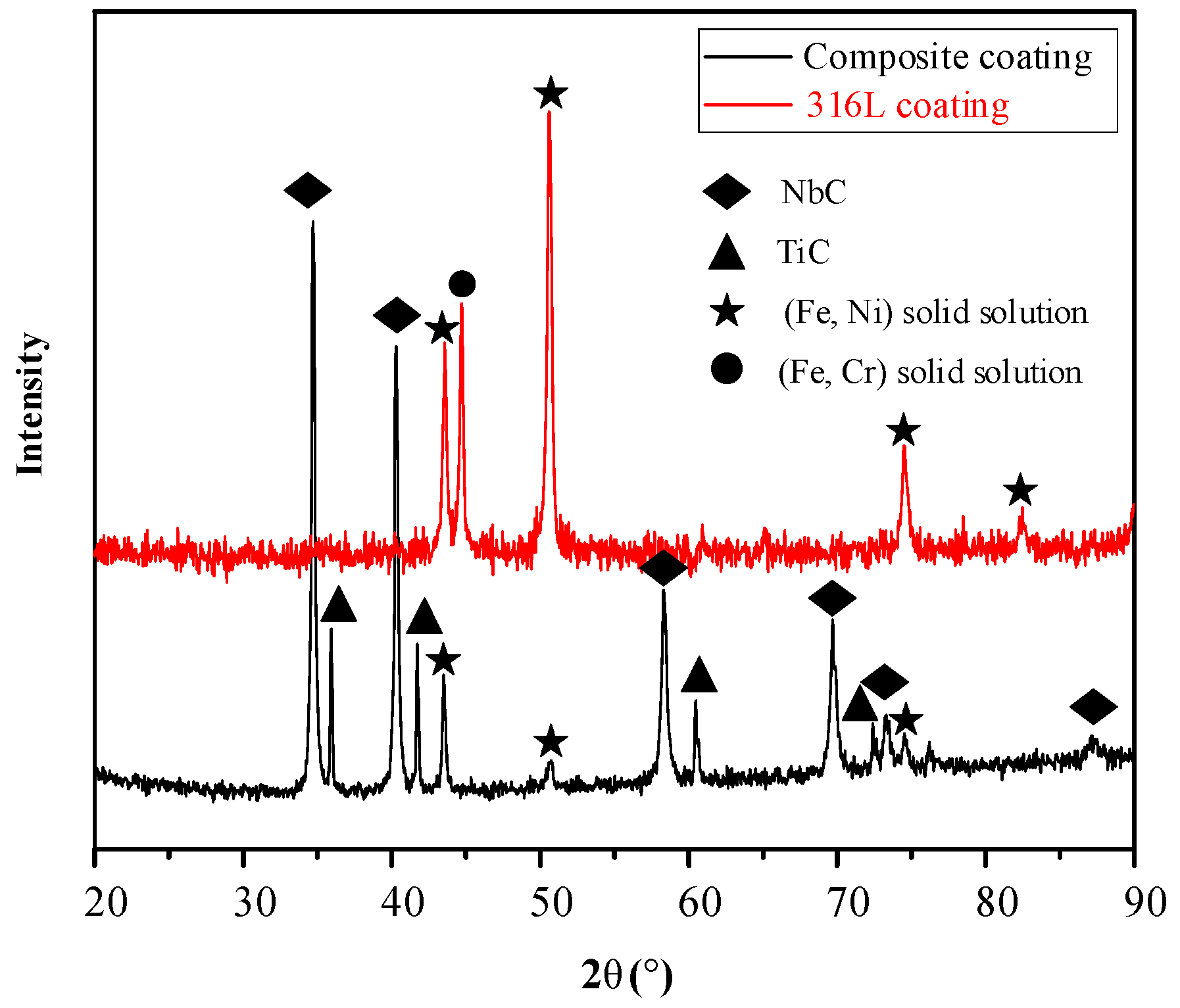
3.1. Phasecomposition
3.2. Microstructure of Coatings
3.3. Microhardness of Coatings
3.4. Wear Performance
4. Conclusions
- The TiC and NbC ceramic particles with low thermal conductivity were mainly located at the grain boundary, effectively inhibiting grain growth, increasing nucleation sites, and refining grains. The introduction of ceramic particles decreased the temperature gradient in the melt pool and promoted the transformation of coarse columnar crystals to fine equiaxed crystals, improving the metallurgical bonding properties of the composite coating to the substrate.
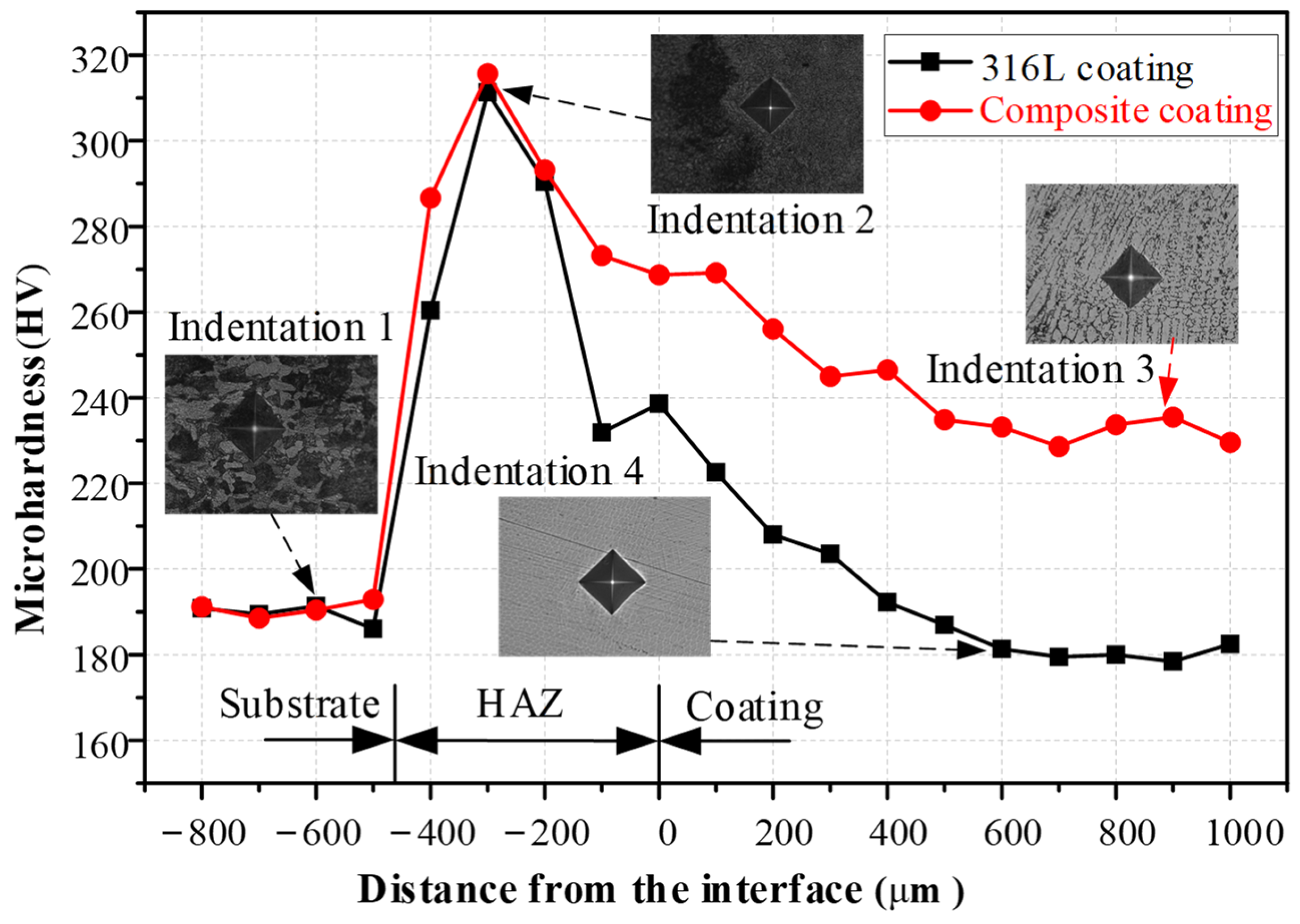
- The microhardness of the composite coating was 232.12 ± 2.91hV, which was 1.28 times that of the 316L coating. The increase in microhardness was a combination of fine grain strengthening and solution strengthening.
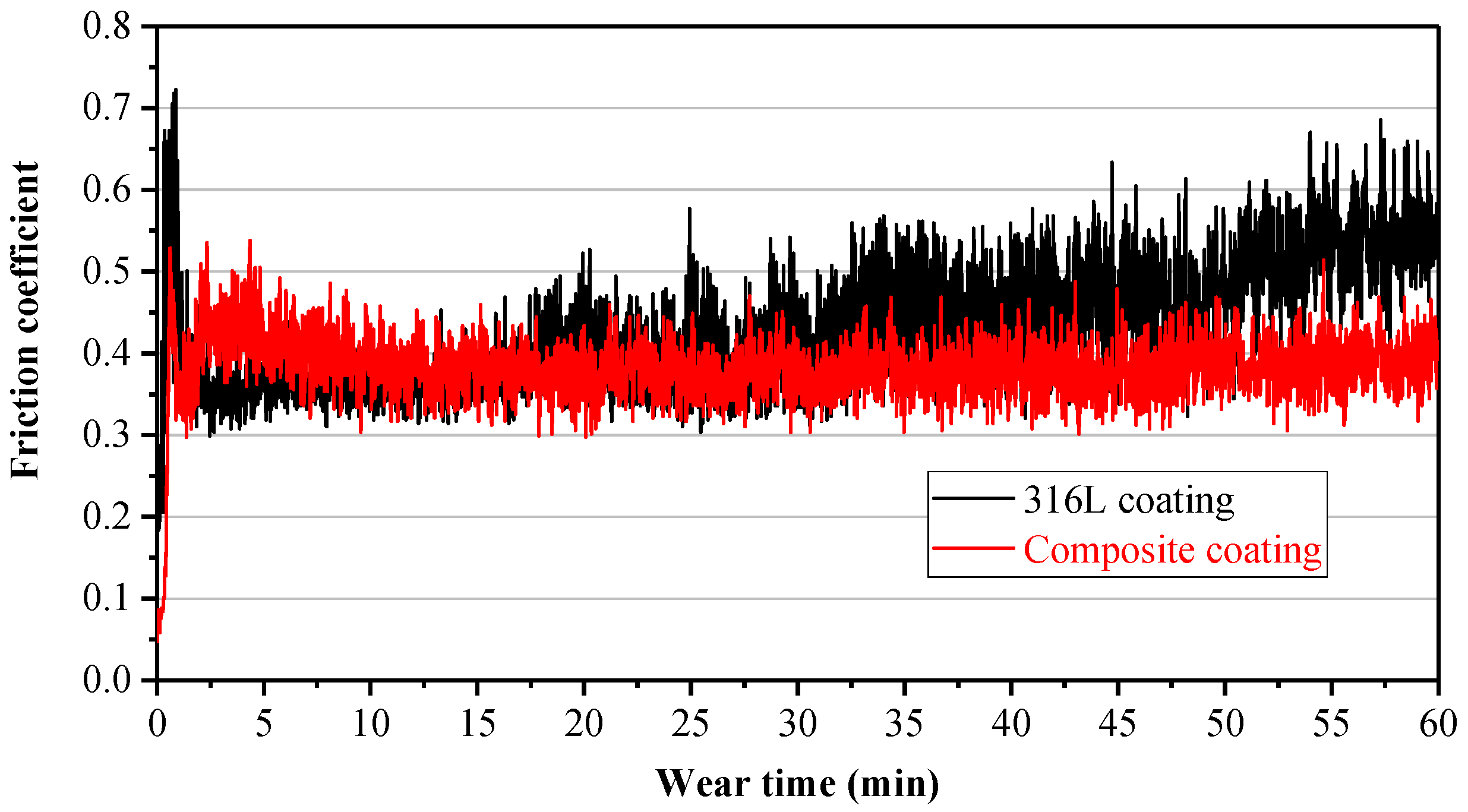
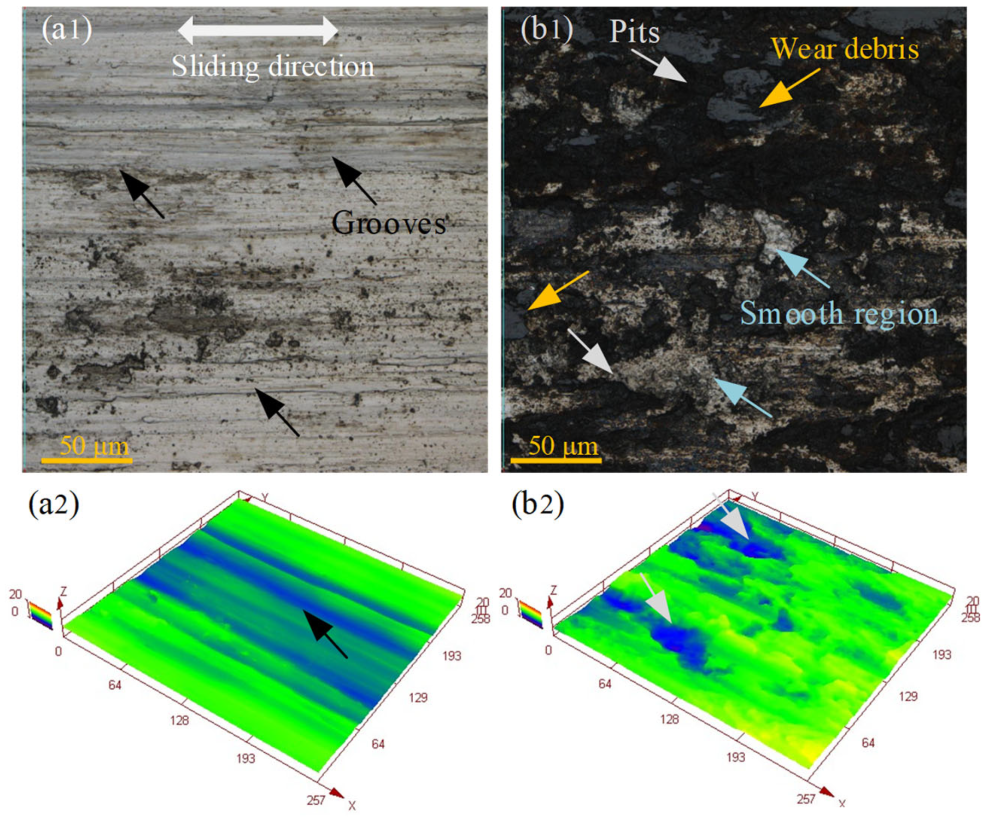
- The friction coefficient and wear cross-sectional area of the composite coating were 0.381 and 8164.732 μm2, which were 0.846 and 0.603 times that of the 316L coating, respectively. The wear mechanism changed from severe adhesive wear and plastic deformation to slight adhesive wear and abrasive wear due to the addition of TiC and NbC ceramic particles.
- During the wear process, the removal rate of the composite coating and the grinding balls decreased due to the lubrication of the fine abrasive chips.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Akbari, M.; Kovacevic, R. An investigation on mechanical and microstructural properties of 316LSi parts fabricated by a robotized laser/wire direct metal deposition system. Addit. Manuf. 2018, 23, 487–497. [Google Scholar] [CrossRef]
- Zhan, M.J.; Sun, G.F.; Wang, Z.D.; Shen, X.T.; Yan, Y.; Ni, Z.H. Numerical and experimental investigation on laser metal deposition as repair technology for 316L stainless steel. Opt. Laser Technol. 2019, 118, 84–92. [Google Scholar] [CrossRef]
- Junior, W.N.; Naeem, M.; Costa, T.H.C.; Díaz-Guillén, J.C.; Díaz-Guillén, M.R.; Iqbal, J.; Jelani, M.; Sousa, R.R.M. Surface modification of AISI-304 steel by ZnO synthesis using cathodic cage plasma deposition. Mater. Res. Express 2021, 8, 096403. [Google Scholar] [CrossRef]
- Sun, G.F.; Shen, X.T.; Wang, Z.D.; Zhan, M.J.; Yao, S.; Zhou, R.; Ni, Z.H. Laser metal deposition as repair technology for 316L stainless steel: Influence of feeding powder compositions on microstructure and mechanical properties. Opt. Laser Technol. 2019, 109, 71–83. [Google Scholar] [CrossRef]
- De Lima, M.S.F.; Sankaré, S. Microstructure and mechanical behavior of laser additive manufactured AISI 316 stainless steel stringers. Mater. Des. 2014, 55, 526–532. [Google Scholar] [CrossRef]
- Chen, L.; Yu, T.; Xu, P.; Zhang, B. In-situ NbC reinforced Fe-based coating by laser cladding: Simulation and experiment. Surf. Coat. Technol. 2021, 412, 127027. [Google Scholar] [CrossRef]
- Lo, K.H.; Cheng, F.T.; Kwok, C.T.; Man, H.C. Improvement of cavitation erosion resistance of AISI 316 stainless steel by laser surface alloying using fine WC powder. Surf. Coatings Technol. 2003, 165, 258–267. [Google Scholar] [CrossRef]
- Jelani, M.; Li, Z.; Shen, Z.; Hassan, N.U.; Sardar, M. Mechanical response and failure evolution of 304L stainless steel under the combined action of mechanical loading and laser heating. Metals 2018, 8, 620. [Google Scholar] [CrossRef] [Green Version]
- Fathi, R.; Wei, H.; Saleh, B.; Radhika, N.; Jiang, J.; Ma, A.; Ahmed, M.H.; Li, Q.; Ostrikov, K.K. Past and present of functionally graded coatings: Advancements and future challenges. Appl. Mater. Today 2022, 26, 101373. [Google Scholar] [CrossRef]
- Zhou, W.L.; Lv, C.; Li, Y.; Ho, H. Effect of Shot Peening Intensity on Surface Integrity and Fatigue Life of 316 Stainless Steel. Surf. Technol. 2020, 49, 230–237. [Google Scholar]
- Peng, Y.W.; Liu, Z.; Gong, J.M. Rotating bending fatigure characteristics and residual stress stability of Low-temperature gas carburized 316L autenitic stainless steel. In Proceedings of the 10th National Academic Conference on Pressure Vessels, Hangzhou, China, 26–29 September 2021. [Google Scholar]
- Li, G.Y.; Liu, J.D.; Wang, X.; Zheng, F.L.; Shi, B.; Li, G.Y. Plasma source nitriding for 316L austenitic stainless steel. Heat Treatment. 2018, 33, 44–48. [Google Scholar]
- Naeem, M.; Awan, S.; Shafiq, M.; Raza, H.A.; Iqbal, J.; Díaz-Guillén, J.C.; Sousa, R.R.M.; Jelani, M.; Abrar, M. Wear and corrosion studies of duplex surface-treated AISI-304 steel by a combination of cathodic cage plasma nitriding and PVD-TiN coating. Ceram. Int. 2022, 48, 21473–21482. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, Y.; Chen, X.; Yu, T.; Xu, P. Repair of spline shaft by laser-cladding coarse TiC reinforced Ni-based coating: Process, microstructure and properties. Ceram. Int. 2021, 47, 30113–30128. [Google Scholar] [CrossRef]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent research and development status of laser cladding: A review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Zhao, Y.; Chen, L.; Sun, J.; Wu, W.; Yu, T. Microstructure evolution and wear resistance of in-situ synthesized (Ti, Nb)C ceramic reinforced Ni204 composite coatings. Ceram. Int. 2022, 48, 17518–17528. [Google Scholar] [CrossRef]
- Yu, J.; Ho, H.; Chen, J. Effect of Ti content on the microstructure and mechanical properties of laser clad Ti/B4C/dr40-based composite coatings on shaft parts surface. Ceram. Int. 2022, 48, 13551–13562. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Gao, M.Q.; Zhao, J.B.; He, C. Microstructure and Properties of WC Particles Reinforced 316L Stainless Steel Composites Prepared by Additive and Subtractive Manufacturing. Dongbei Daxue Xuebao J. Northeast. Univ. 2022, 43, 197–205. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Cheng, J.; Ertas, Y. Thermal behavior of the molten pool, microstructural evolution, and tribological performance during selective laser melting of TiC/316L stainless steel nanocomposites: Experimental and simulation methods. J. Mater. Process. Technol. 2018, 257, 288–301. [Google Scholar] [CrossRef]
- Pei, D.; Deng, P.Y.; Liu, Z.J.; Wang, L. Preparation and Property Evaluation of NbC Coating Deposited on 316 L Stainless Steel. Surf. Technol. 2019, 48, 105–111. [Google Scholar]
- Cheng, Q.; Chen, H.; Hou, Y.; Xu, Y.; Fan, L.; Dong, L. Microstructure and wear behavior of spherical NbC hardmetals with nickel-based binders on AISI 4145H steel. Int. J. Refract. Met. Hard Mater. 2021, 95, 105414. [Google Scholar] [CrossRef]
- Li, Q.; Lei, Y.; Fu, H. Growth mechanism, distribution characteristics and reinforcing behavior of (Ti, Nb)C particle in laser cladded Fe-based composite coating. Appl. Surf. Sci. 2014, 316, 610–616. [Google Scholar] [CrossRef]
- Zhao, Y.; Chen, L.; Sun, J.; Yu, T. Mechanical property of YCF101 coating under different overlap modes by laser cladding. Optik 2020, 212, 164714. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, S.; Liu, W.; Shang, X. Characterization of stainless steel parts by Laser Metal Deposition Shaping. Mater. Des. 2014, 55, 104–119. [Google Scholar] [CrossRef]
- Lenart, R.; Eshraghi, M. Modeling columnar to equiaxed transition in directional solidification of Inconel 718 alloy. Comput. Mater. Sci. 2020, 172, 109374. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, Y.; Song, B.; Yu, T.; Liu, Z. Modeling and simulation of 3D geometry prediction and dynamic solidification behavior of Fe-based coatings by laser cladding. Opt. Laser Technol. 2021, 139, 107009. [Google Scholar] [CrossRef]
- Gan, Z.; Yu, G.; He, X.; Li, S. Numerical simulation of thermal behavior and multicomponent mass transfer in direct laser deposition of Co-base alloy on steel. Int. J. Heat Mass Transf. 2017, 104, 28–38. [Google Scholar] [CrossRef] [Green Version]
- Tong, Z.; Ren, X.; Jiao, J.; Zhou, W.; Ren, Y.; Ye, Y.; Larson, E.A.; Gu, J. Laser additive manufacturing of FeCrCoMnNi high-entropy alloy: Effect of heat treatment on microstructure, residual stress and mechanical property. J. Alloys Compd. 2019, 785, 1144–1159. [Google Scholar] [CrossRef]
- Guo, P.; Zou, B.; Huang, C.; Gao, H. Journal of Materials Processing Technology Study on microstructure, mechanical properties and machinability of efficiently additive manufactured AISI 316L stainless steel by high-power direct laser deposition. J. Mater. Process. Technol. 2017, 240, 12–22. [Google Scholar] [CrossRef]
- Chen, L.; Yu, T.; Guan, C.; Zhao, Y. Microstructure and properties of metal parts remanufactured by laser cladding TiC and TiB2 reinforced Fe-based coatings. Ceram. Int. 2022, 48, 14127–14140. [Google Scholar] [CrossRef]
- Guo, Y.; Li, C.; Zeng, M.; Wang, J.; Deng, P.; Wang, Y. In-situ TiC reinforced CoCrCuFeNiSi0.2 high-entropy alloy coatings designed for enhanced wear performance by laser cladding. Mater. Chem. Phys. 2020, 242, 122522. [Google Scholar] [CrossRef]
- Ferreira, D.F.S.; Vieira, J.S.; Rodrigues, S.P.; Miranda, G.; Oliveira, F.J.; Oliveira, J.M. Dry sliding wear and mechanical behaviour of selective laser melting processed 18Ni300 and H13 steels for moulds. Wear 2022, 488–489, 204179. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Mo | Mn | Si | C | P | Cu | Ni | Fe | |
|---|---|---|---|---|---|---|---|---|---|
| 316L | 18.62 | 2.53 | 1.35 | 0.54 | 0.03 | 0 | - | 12.72 | Bal. |
| 45 steel | 0.2 | - | 0.1 | 0.27 | 0.45 | ≤0.035 | ≤0.25 | 0.03 | Bal. |
| Laser Power | Scanning Speed | Powder Feed Rate | Track Space | Z-Axis Increment |
|---|---|---|---|---|
| 380 W | 5.5 mm/s | 0.8 r/min | 0.8 mm | 0.3 mm |
| Regions | C | Si | Ti | Cr | Mn | Fe | Ni | Nb | Mo |
|---|---|---|---|---|---|---|---|---|---|
| P1 | 14.74 | 1.42 | - | 15.28 | 1.68 | 56.30 | 9.55 | - | 1.03 |
| P2 | 37.88 | 0.73 | 1.60 | 9.33 | 1.18 | 21.01 | 3.20 | 23.23 | 1.84 |
| P3 | 26.42 | 1.77 | 1.73 | 13.07 | 1.96 | 22.64 | 8.21 | 22.34 | 1.86 |
| P4 | 24.50 | 1.17 | 27.16 | 12.83 | 1.49 | 22.45 | 6.83 | 2.60 | 0.97 |
| P5 | 22.89 | 1.27 | 28.27 | 12.82 | 1.26 | 22.60 | 6.87 | 3.14 | 0.88 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, J.; Ho, H. Microstructure and Mechanical Properties of (Ti, Nb)C Ceramic-Reinforced 316L Stainless Steel Coating by Laser Cladding. Appl. Sci. 2022, 12, 6684. https://doi.org/10.3390/app12136684
Yu J, Ho H. Microstructure and Mechanical Properties of (Ti, Nb)C Ceramic-Reinforced 316L Stainless Steel Coating by Laser Cladding. Applied Sciences. 2022; 12(13):6684. https://doi.org/10.3390/app12136684
Chicago/Turabian StyleYu, Jinsu, and Hsinshen Ho. 2022. "Microstructure and Mechanical Properties of (Ti, Nb)C Ceramic-Reinforced 316L Stainless Steel Coating by Laser Cladding" Applied Sciences 12, no. 13: 6684. https://doi.org/10.3390/app12136684
APA StyleYu, J., & Ho, H. (2022). Microstructure and Mechanical Properties of (Ti, Nb)C Ceramic-Reinforced 316L Stainless Steel Coating by Laser Cladding. Applied Sciences, 12(13), 6684. https://doi.org/10.3390/app12136684