Investigation of an Inline Inspection Method for the Examination of Cylinder-like Specular Surfaces Using Deflectometry


Abstract
:1. Introduction
2. Materials and Methods
2.1. State of the Art
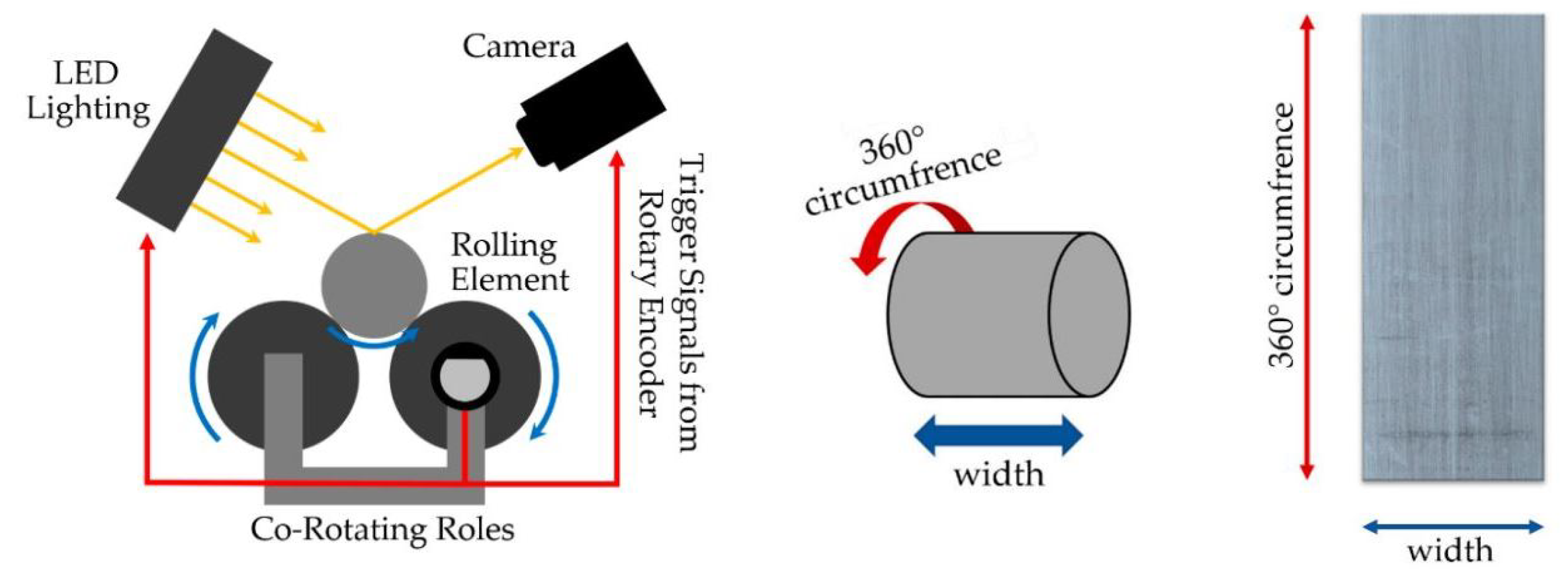
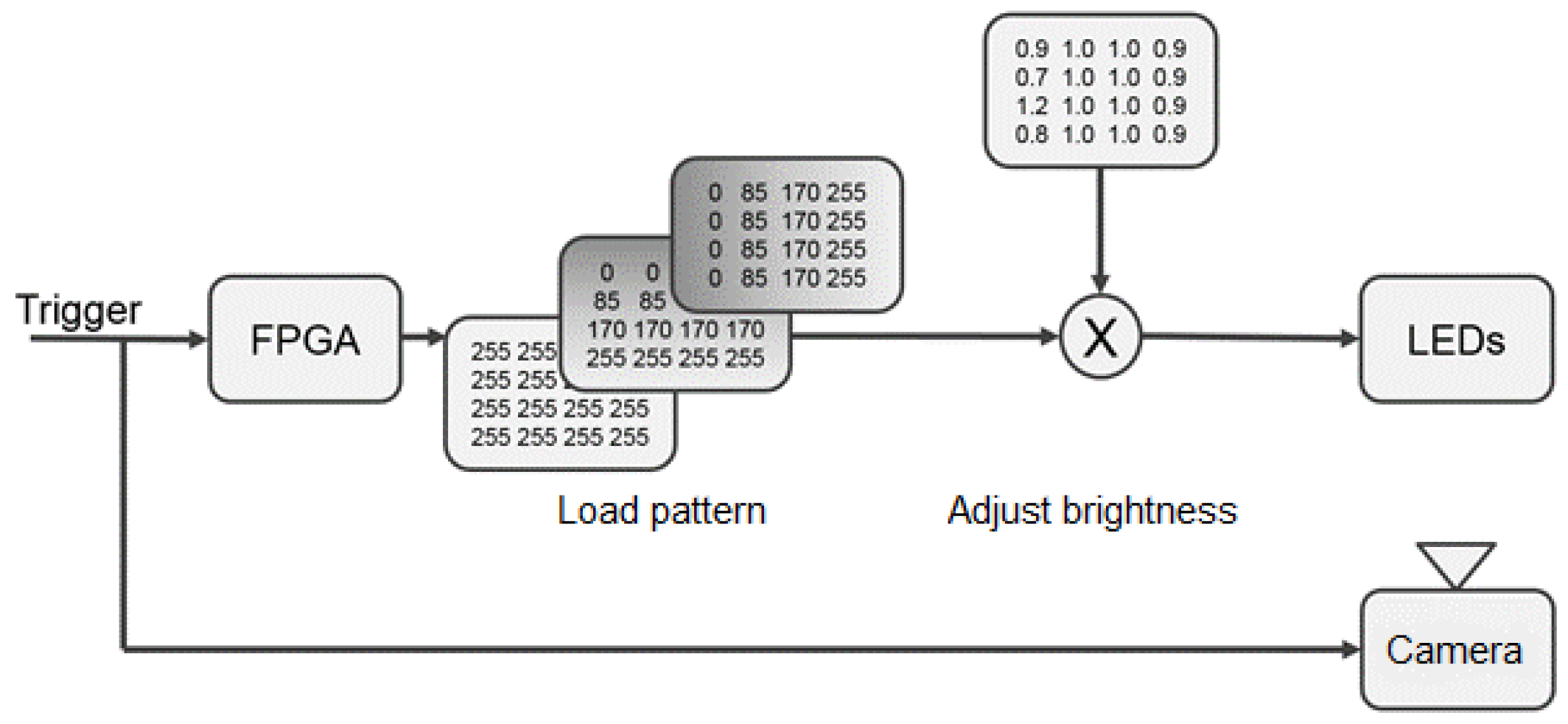
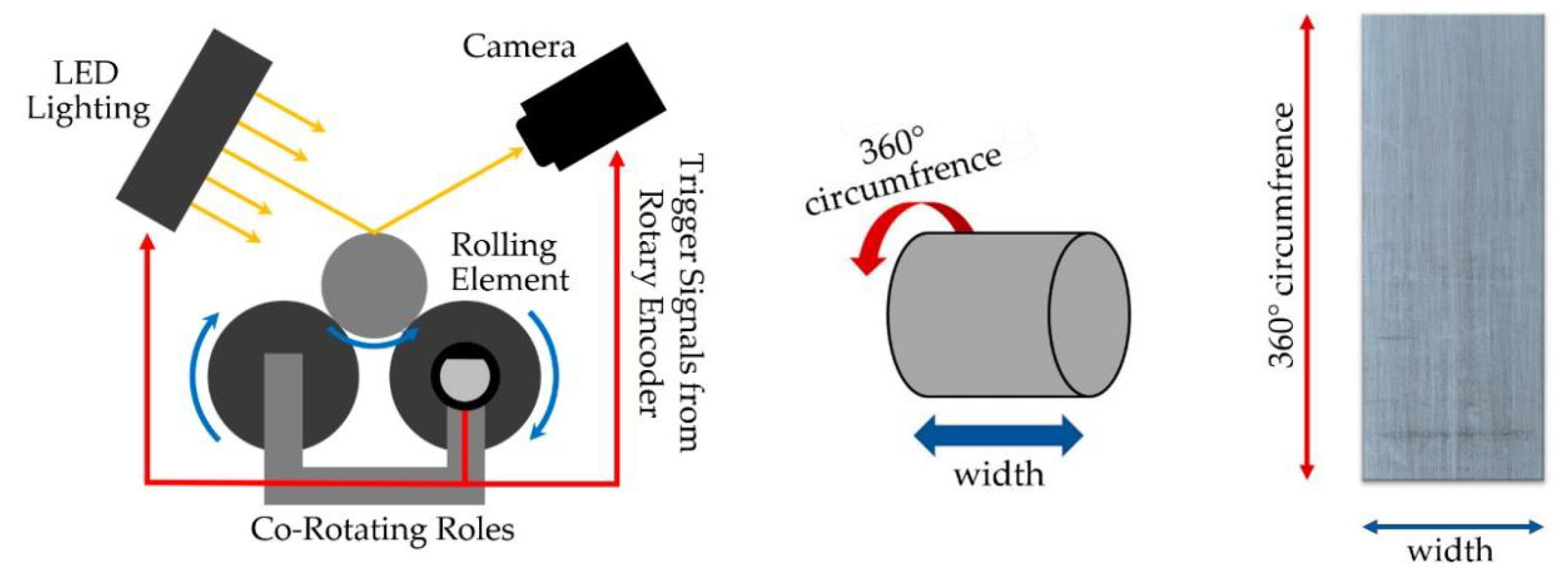
2.2. Hardware
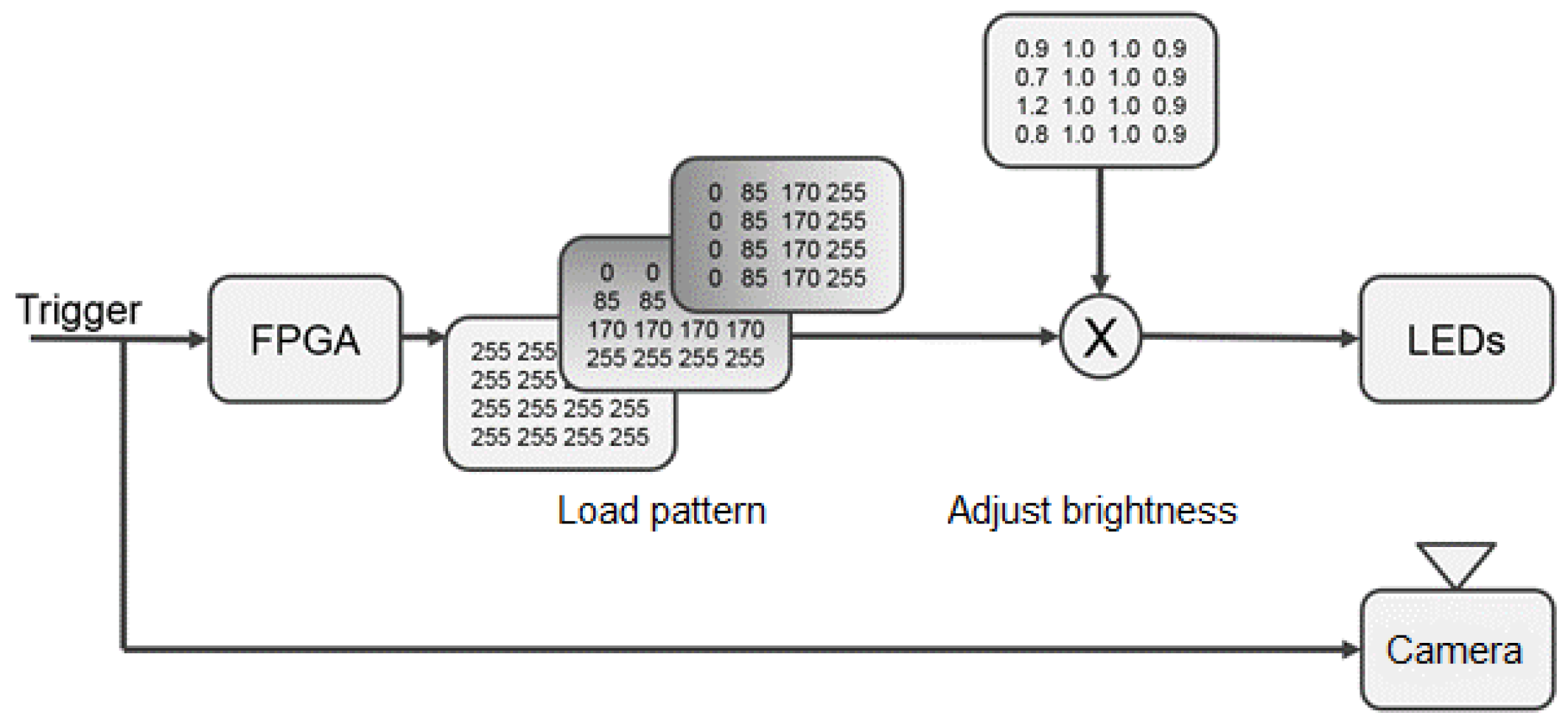
2.3. Deflectometry
2.4. Reconstruction
3. Results
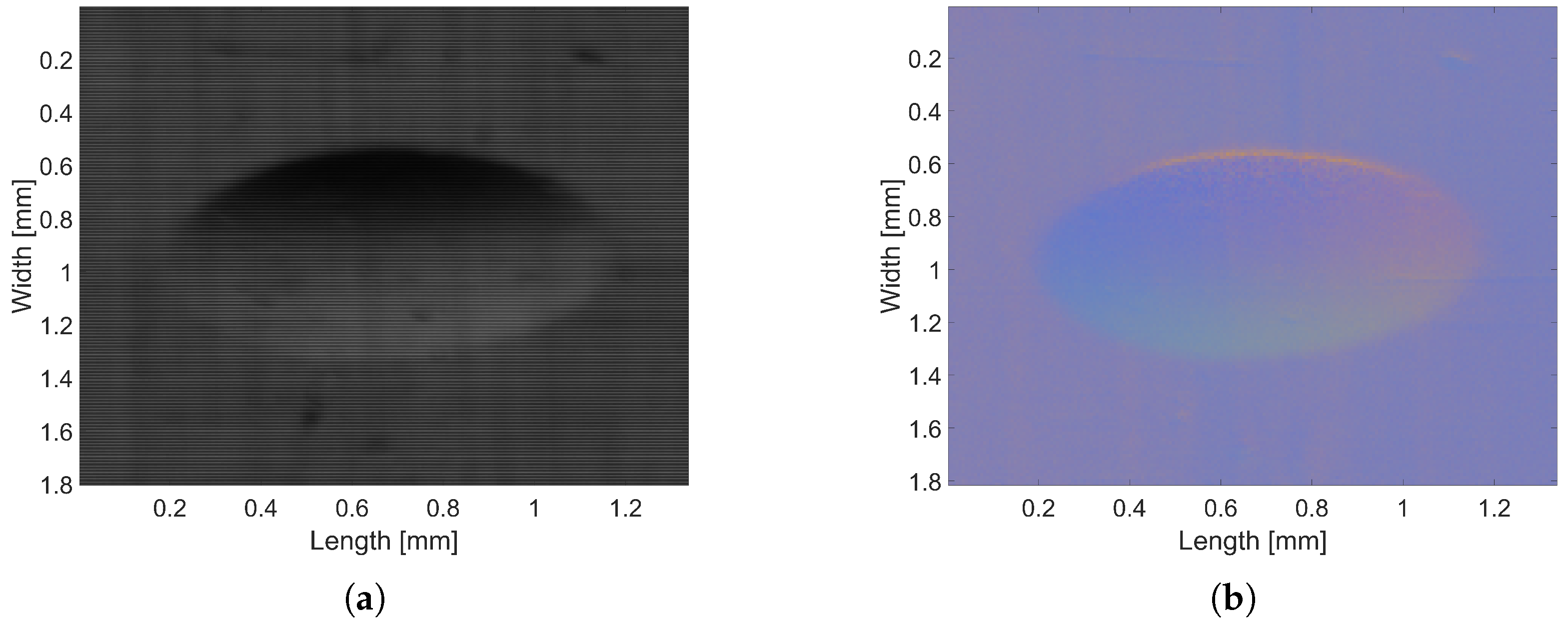
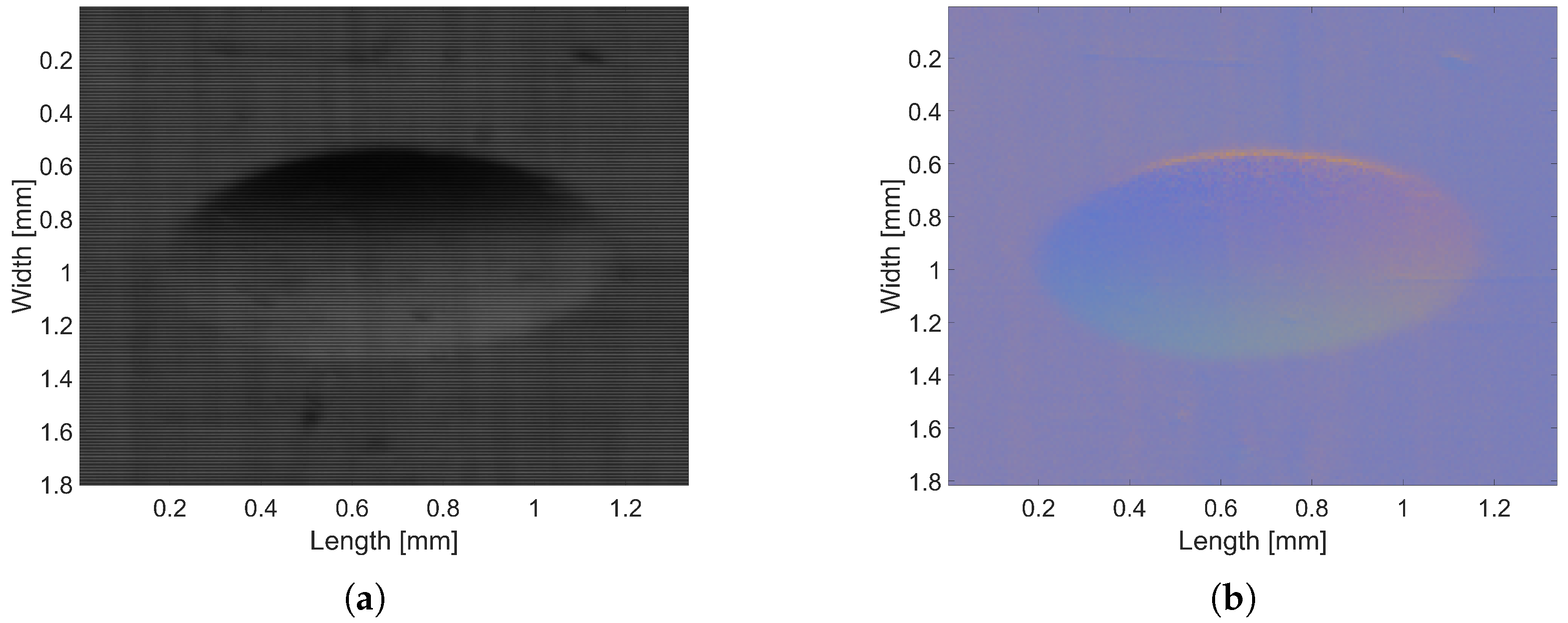
3.1. Image Acquisition and Deflectometry
- Resolution X-direction: per pixel, at 4096 pixel per line
- Resolution Y-direction: per pixel, at 3335 pixel per rotation
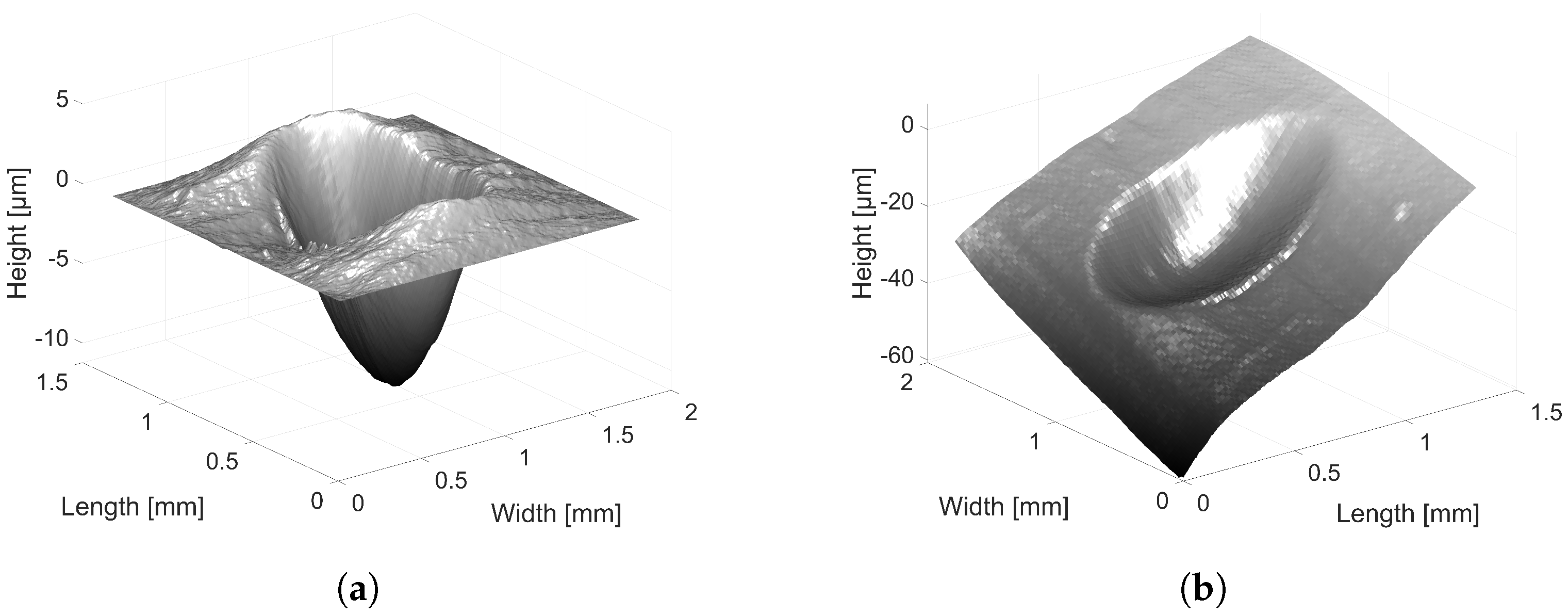
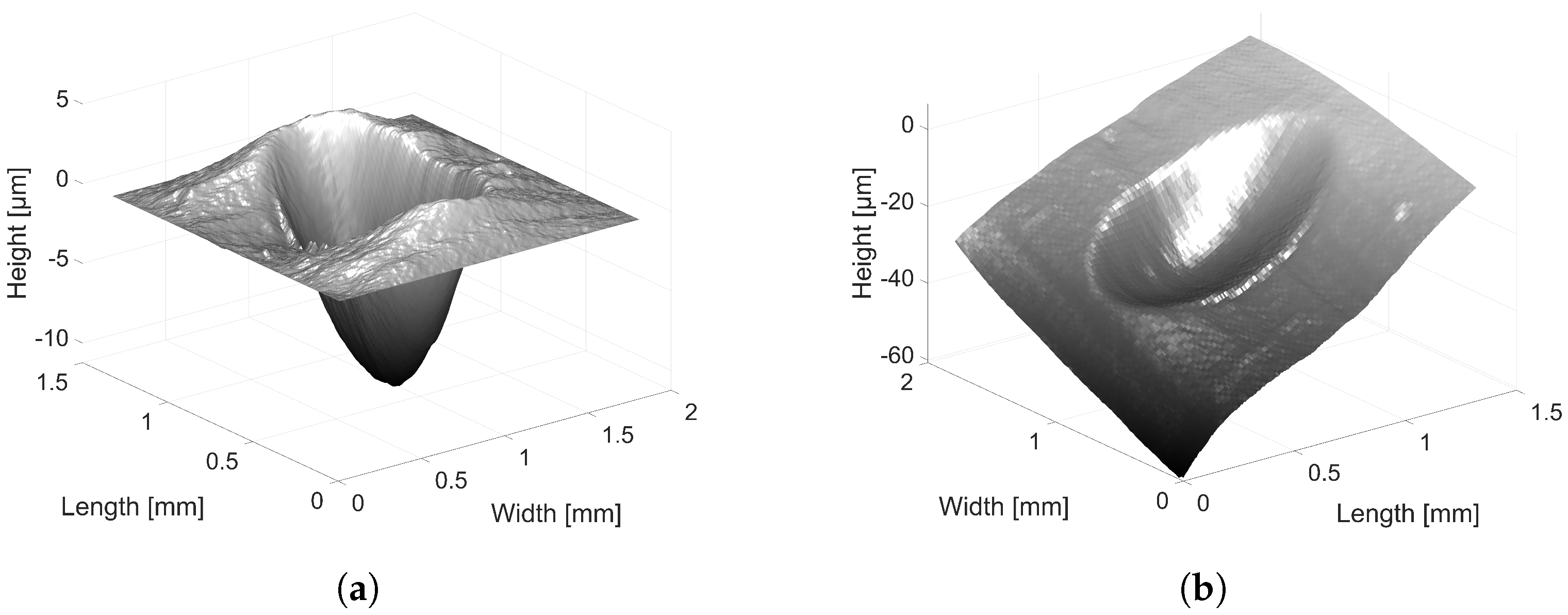
3.2. Reconstruction
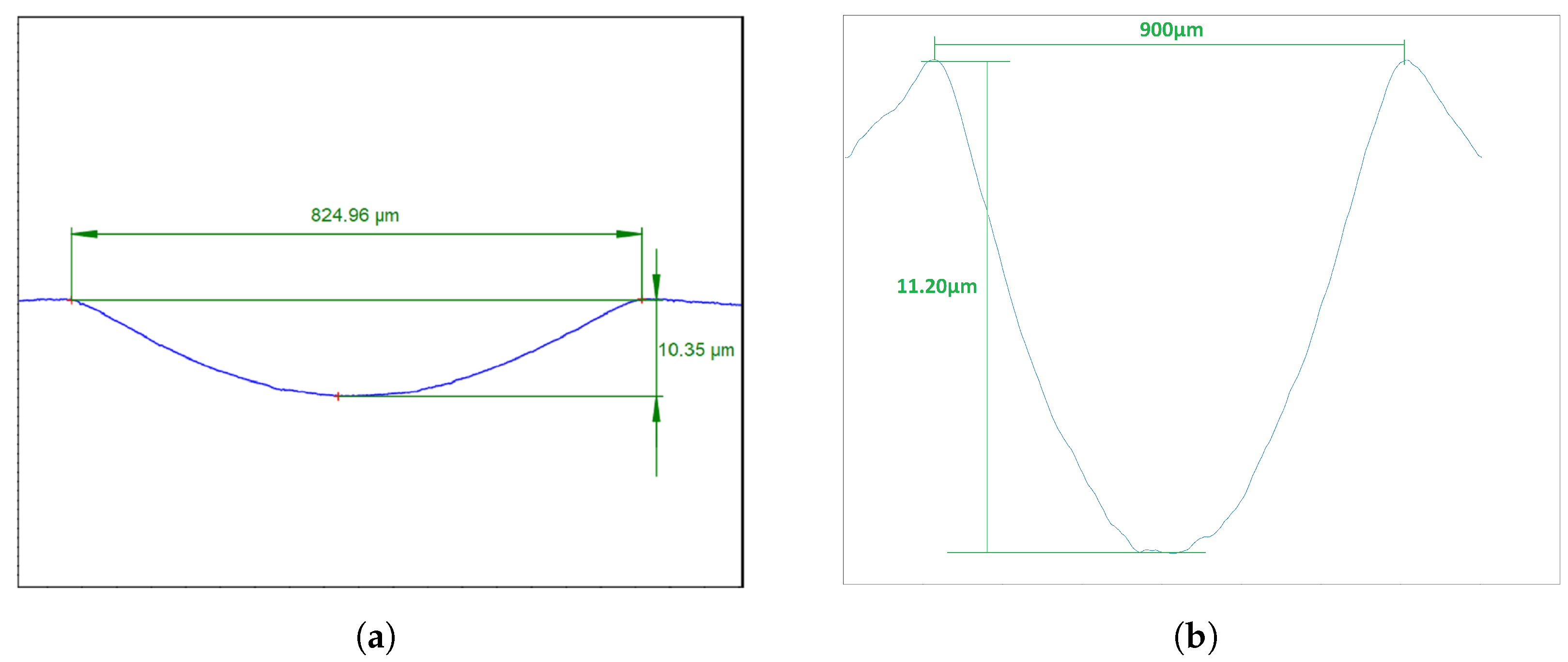
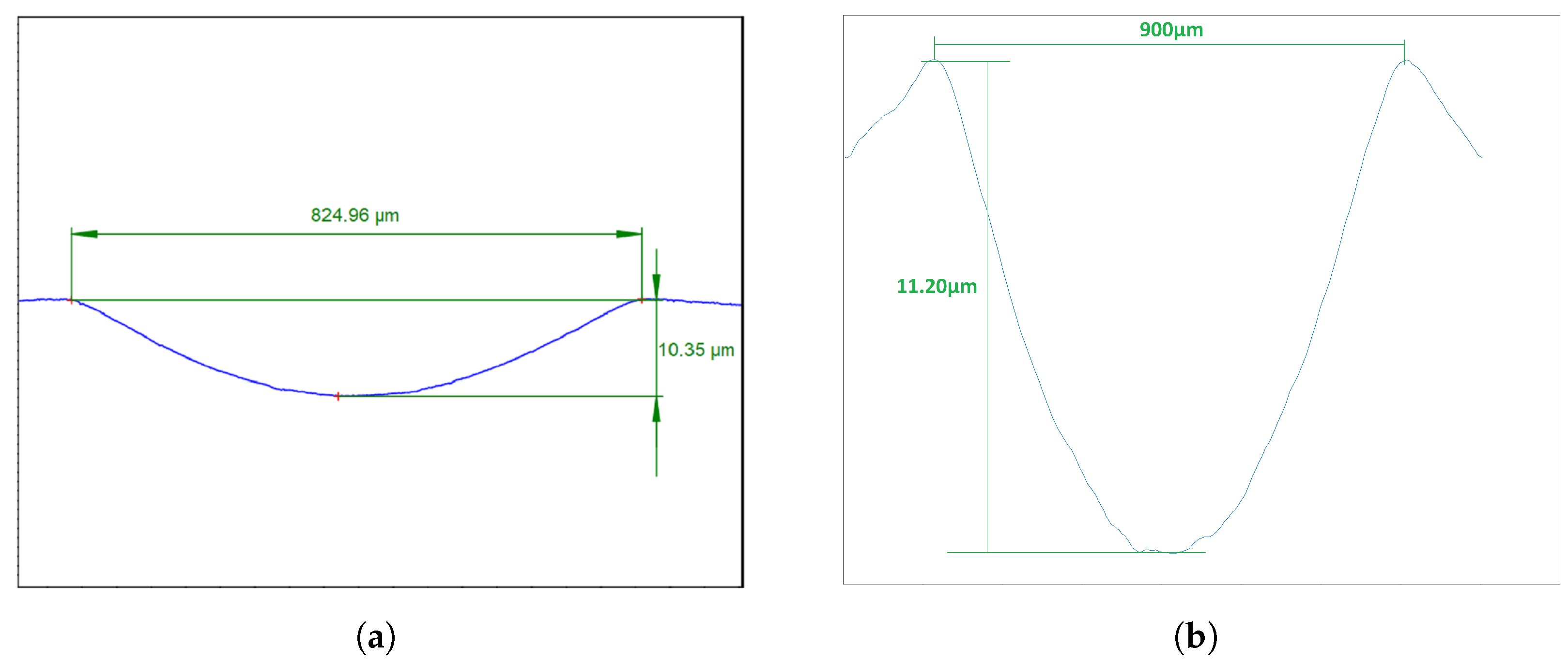
3.3. Reference Measurement
3.4. Repeatability
3.5. Computing Time
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ebayyeh, A.A.R.M.A.; Mousavi, A. A Review and Analysis of Automatic Optical Inspection and Quality Monitoring Methods in Electronics Industry. IEEE Access 2020, 8, 183192–183271. [Google Scholar] [CrossRef]
- Czimmermann, T.; Ciuti, G.; Milazzo, M.; Chiurazzi, M.; Roccella, S.; Oddo, C.M.; Dario, P. Visual-Based Defect Detection and Classification Approaches for Industrial Applications—A SURVEY. Sensors 2020, 20, 1459. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pernkopf, F.; O’Leary, P. Image acquisition techniques for automatic visual inspection of metallic surfaces. NDT E Int. 2003, 36, 609–617. [Google Scholar] [CrossRef]
- Olver, A.V. The Mechanism of Rolling Contact Fatigue: An Update. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2005, 219, 313–330. [Google Scholar] [CrossRef]
- Yin, H.; Wu, Y.; Liu, D.; Zhang, P.; Zhang, G.; Fu, H. Rolling Contact Fatigue-Related Microstructural Alterations in Bearing Steels: A Brief Review. Metals 2022, 12, 910. [Google Scholar] [CrossRef]
- Singh, S.; Köpke, U.G.; Howard, C.Q.; Petersen, D. Analyses of contact forces and vibration response for a defective rolling element bearing using an explicit dynamics finite element model. J. Sound Vib. 2014, 333, 5356–5377. [Google Scholar] [CrossRef]
- Ashtekar, A.; Sadeghi, F.; Stacke, L.E. Surface defects effects on bearing dynamics. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2010, 224, 25–35. [Google Scholar] [CrossRef]
- Kaplan, K.; Kaya, Y.; Kuncan, M.; Minaz, M.R.; Ertunc, H.M. An improved feature extraction method using texture analysis with LBP for bearing fault diagnosis. Appl. Soft Comput. 2020, 87, 106019. [Google Scholar] [CrossRef]
- Kuncan, M. An Intelligent Approach for Bearing Fault Diagnosis: Combination of 1D-LBP and GRA. IEEE Access 2020, 8, 137517–137529. [Google Scholar] [CrossRef]
- Xu, Y.; Tian, W.; Zhang, K.; Ma, C. Application of an enhanced fast kurtogram based on empirical wavelet transform for bearing fault diagnosis. Meas. Sci. Technol. 2019, 30, 035001. [Google Scholar] [CrossRef]
- Prappacher, N.; Bullmann, M.; Bohn, G.; Deinzer, F.; Linke, A. Defect Detection on Rolling Element Surface Scans Using Neural Image Segmentation. Appl. Sci. 2020, 10, 3290. [Google Scholar] [CrossRef]
- Hatsukade, Y.; Okuno, S.; Mori, K.; Tanaka, S. Eddy-Current-Based SQUID-NDE for Detection of Surface Flaws on Copper Tubes. IEEE Trans. Appl. Supercond. 2007, 17, 780–783. [Google Scholar] [CrossRef]
- Tsukada, K.; Hayashi, M.; Nakamura, Y.; Sakai, K.; Kiwa, T. Small Eddy Current Testing Sensor Probe Using a Tunneling Magnetoresistance Sensor to Detect Cracks in Steel Structures. IEEE Trans. Magn. 2018, 54, 1–5. [Google Scholar] [CrossRef]
- Zhang, H.; Zhong, M.; Xie, F.; Cao, M. Application of a Saddle-Type Eddy Current Sensor in Steel Ball Surface-Defect Inspection. Sensors 2017, 17, 2814. [Google Scholar] [CrossRef] [Green Version]
- Bernieri, A.; Ferrigno, L.; Laracca, M.; Rasile, A.; Ricci, M. Ultrasonic non destructive testing on aluminium forged bars. In Proceedings of the 2017 IEEE International Workshop on Metrology for AeroSpace (MetroAeroSpace), Padua, Italy, 21–23 June 2017; pp. 223–227. [Google Scholar] [CrossRef]
- Kappes, W.; Bähr, W.; Schäfer, W.; Schwender, T.; Knam, A.; Knapp, F. Innovative solution for ultrasonic fabrication test of railroad wheels. In Proceedings of the 2014 IEEE Far East Forum on Nondestructive Evaluation/Testing, Chengdu, China, 20–23 June 2014; pp. 340–344. [Google Scholar] [CrossRef]
- Schmitz, V.; Barbian, O.A.; Gebhardt, W.; Salzburger, H.J. Moderne Verfahren der Ultraschallprüfung. Mater. Test. 1985, 27, 49–56. [Google Scholar] [CrossRef]
- Ren, C.; Xiu, X.Y.; Zhou, G.H. Research on Surface Defect Detection Technique of Rolling Element Based on Computer Vision. In Advanced Materials Research; Trans Tech Publications Ltd.: Bäch, Switzerland, 2014; Volume 1006, pp. 773–778. [Google Scholar] [CrossRef]
- Xian, W.; Zhang, Y.; Tu, Z.; Hall, E. Automatic visual inspection of the surface appearance defects of bearing roller. In Proceedings of the IEEE International Conference on Robotics and Automation, Cincinnati, OH, USA, 13–18 May 1990; Volume 3, pp. 1490–1494. [Google Scholar] [CrossRef]
- Hsu, C.Y.; Ho, B.S.; Kang, L.W.; Weng, M.F.; Lin, C.Y. Fast vision-based surface inspection of defects for steel billets. In Proceedings of the 2016 IEEE International Conference on Consumer Electronics-Asia (ICCE-Asia), Seoul, Korea, 26–28 October 2016; pp. 1–2. [Google Scholar] [CrossRef]
- Reindl, I.; O’Leary, P. Instrumentation and Measurement Method for the Inspection of peeled Steel Rods. In Proceedings of the 2007 IEEE Instrumentation Measurement Technology Conference IMTC 2007, Warsaw, Poland, 1–3 May 2007; pp. 1–6. [Google Scholar] [CrossRef]
- Xu, Y.; Gao, F.; Jiang, X. A brief review of the technological advancements of phase measuring deflectometry. PhotoniX 2020, 1, 14. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Y.; Huang, S.; Liu, Y.; Chang, C.; Gao, F.; Jiang, X. Three-Dimensional Shape Measurements of Specular Objects Using Phase-Measuring Deflectometry. Sensors 2017, 17, 2835. [Google Scholar] [CrossRef] [Green Version]
- Su, X.; Chen, W. Fourier transform profilometry: A review. Opt. Lasers Eng. 2001, 35, 263–284. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Q.; Zhang, H.; Wu, Z.; Chen, W. Improve Temporal Fourier Transform Profilometry for Complex Dynamic Three-Dimensional Shape Measurement. Sensors 2020, 20, 1808. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.C.; Yeh, S.L.; Tapilouw, A.M.; Chang, J.C. 3-D surface profilometry using simultaneous phase-shifting interferometry. Opt. Commun. 2010, 283, 3376–3382. [Google Scholar] [CrossRef]
- Francken, Y.; Cuypers, T.; Bekaert, P. Mesostructure from specularity using gradient illumination. In Proceedings of the 5th ACM/IEEE International Workshop on Projector Camera Systems, Bali Way, CA, USA, 20 August 2008; p. 11. [Google Scholar] [CrossRef] [Green Version]
- Durou, J.D.; Aujol, J.F.; Courteille, F. Integrating the Normal Field of a Surface in the Presence of Discontinuities. In Proceedings of the International Workshop on Energy Minimization Methods in Computer Vision and Pattern Recognition, Bonn, Germany, 24–27 August 2009; Cremers, D., Boykov, Y., Blake, A., Schmidt, F.R., Eds.; Springer: Berlin/Heidelberg, Germany, 2009; pp. 261–273. [Google Scholar]
- Forsyth, D.A.; Ponce, J. Computer Vision—A Modern Approach, 2nd ed.; Pearson: London, UK, 2012; pp. 1–791. [Google Scholar]
- Frankot, R.; Chellappa, R. A method for enforcing integrability in shape from shading algorithms. IEEE Trans. Pattern Anal. Mach. Intell. 1988, 10, 439–451. [Google Scholar] [CrossRef] [Green Version]
- Horn, B.K.; Brooks, M.J. The variational approach to shape from shading. Comput. Vision Graph. Image Process. 1986, 33, 174–208. [Google Scholar] [CrossRef] [Green Version]
- Ng, H.S.; Wu, T.P.; Tang, C.K. Surface-from-Gradients without Discrete Integrability Enforcement: A Gaussian Kernel Approach. IEEE Trans. Pattern Anal. Mach. Intell. 2010, 32, 2085–2099. [Google Scholar] [CrossRef]
- Wei, T.; Klette, R. A Wavelet-Based Algorithm for Height from Gradients. In Proceedings of the International Workshop on Robot Vision, Auckland, New Zealand, 16–18 February 2001; Volume 1998, pp. 84–90. [Google Scholar] [CrossRef]
- Yamaura, Y.; Nanya, T.; Imoto, H.; Maekawa, T. Shape reconstruction from a normal map in terms of uniform bi-quadratic B-spline surfaces. Comput.-Aided Des. 2015, 63, 129–140. [Google Scholar] [CrossRef]
- Burke, J.; Pak, A.; Höfer, S.; Ziebarth, M.; Roschani, M.; Beyerer, J. Deflectometry for specular surfaces: An overview. arXiv 2022, arXiv:2204.11592. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mean | m = −12.21 × 10−6 m |
| Standard deviation | σ = 1.7 × 10−7 m |
| Signal-to-noise ratio | 71:1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gielinger, S.; Bohn, G.; Deinzer, F.; Linke, A. Investigation of an Inline Inspection Method for the Examination of Cylinder-like Specular Surfaces Using Deflectometry. Appl. Sci. 2022, 12, 6449. https://doi.org/10.3390/app12136449
Gielinger S, Bohn G, Deinzer F, Linke A. Investigation of an Inline Inspection Method for the Examination of Cylinder-like Specular Surfaces Using Deflectometry. Applied Sciences. 2022; 12(13):6449. https://doi.org/10.3390/app12136449
Chicago/Turabian StyleGielinger, Sebastian, Gunther Bohn, Frank Deinzer, and Andreas Linke. 2022. "Investigation of an Inline Inspection Method for the Examination of Cylinder-like Specular Surfaces Using Deflectometry" Applied Sciences 12, no. 13: 6449. https://doi.org/10.3390/app12136449
APA StyleGielinger, S., Bohn, G., Deinzer, F., & Linke, A. (2022). Investigation of an Inline Inspection Method for the Examination of Cylinder-like Specular Surfaces Using Deflectometry. Applied Sciences, 12(13), 6449. https://doi.org/10.3390/app12136449