
Scanning Inductive Thermographic Surface Defect Inspection of Long Flat or Curved Work-Pieces Using Rectification Targets


Abstract
:Featured Application
Abstract
1. Introduction
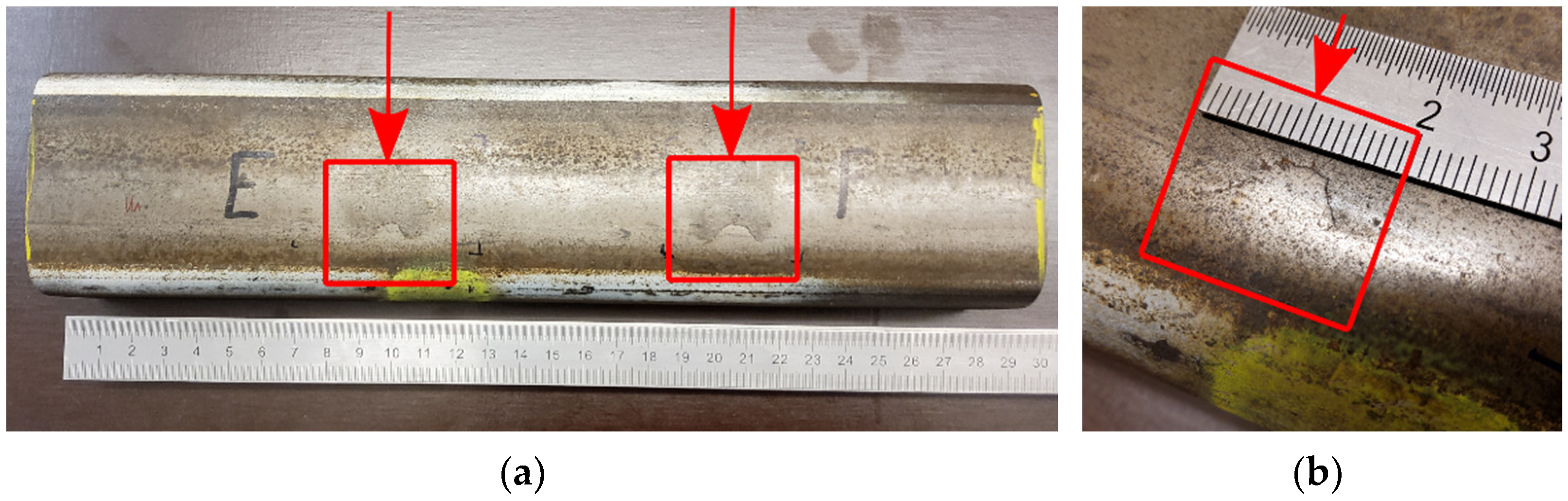
2. Description of Specimens
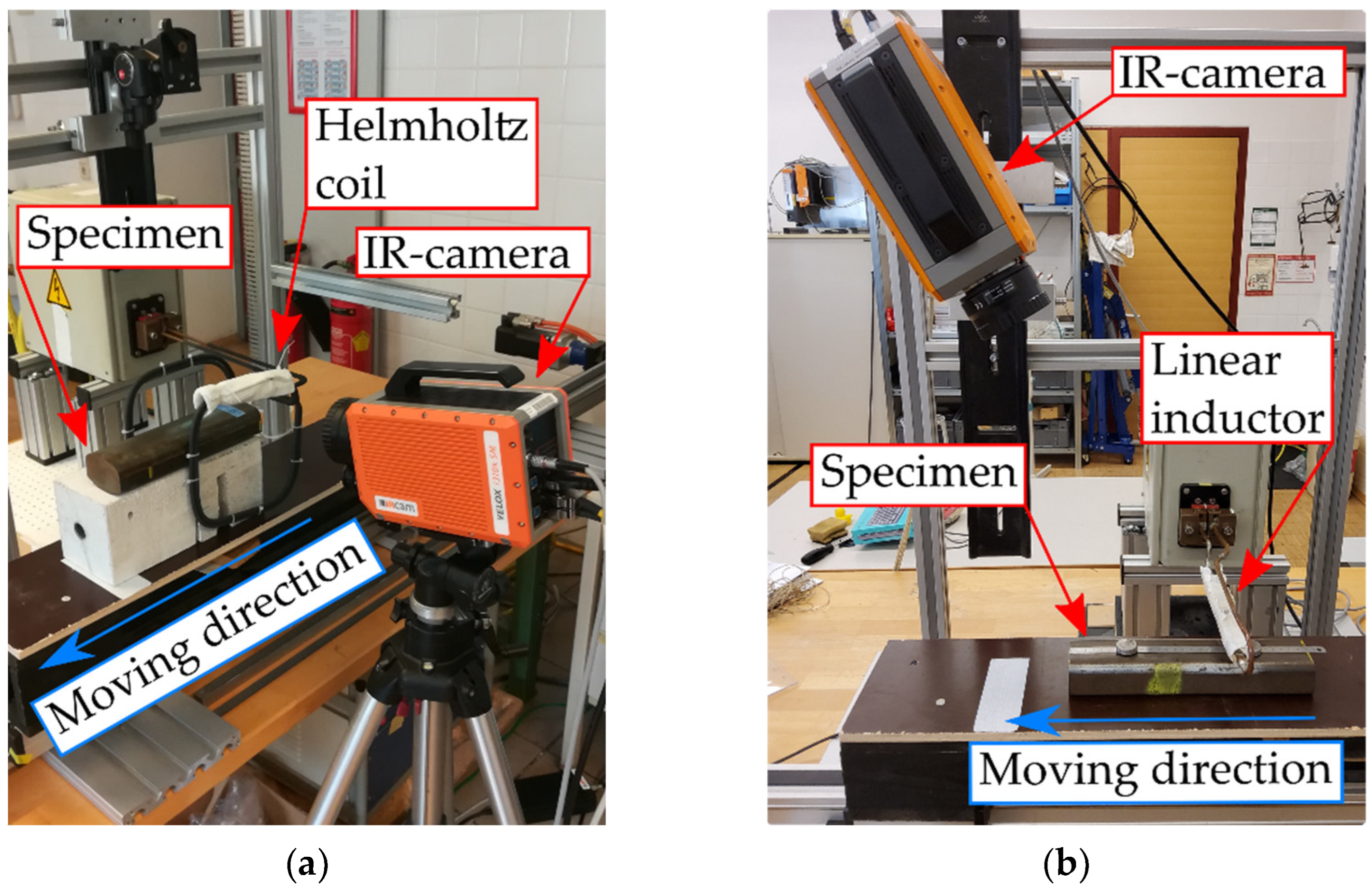
3. Experimental Setup
3.1. Setup for Stop-and-Go Technique
3.2. Setup for Continuous Scanning
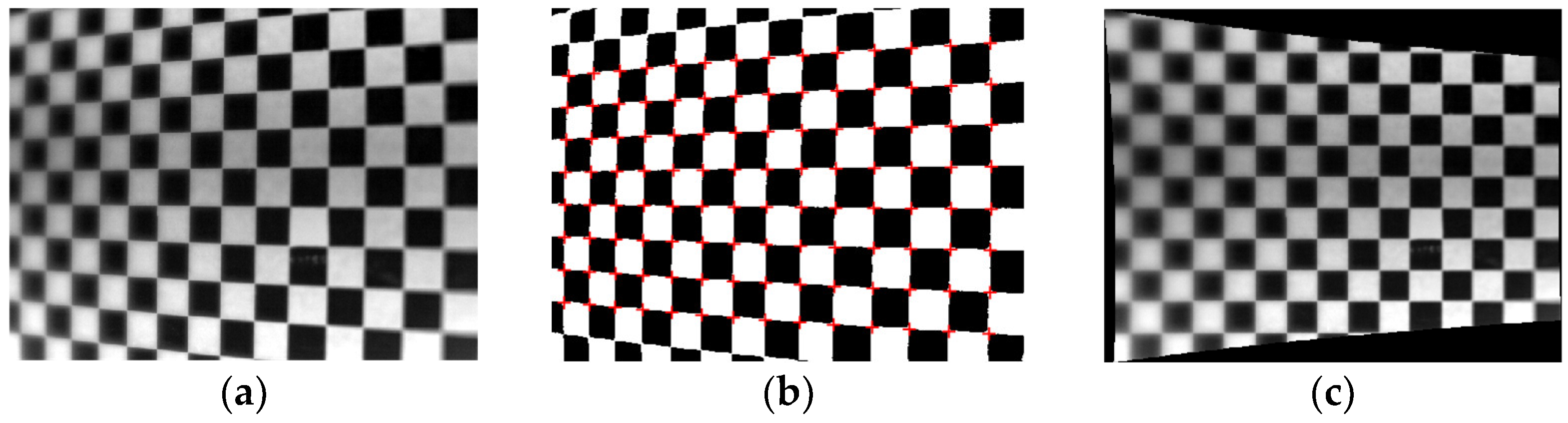
4. Rectification with Checkerboard Pattern
4.1. Foldable Checkerboard for Stop-and-Go Scanning
4.2. Rigid Checkerboard for Continuous Scanning
4.3. Computation of the Transformation Matrix
5. Results for Scanning in a Stop-and-Go Method
5.1. Recording Separate Measurements
5.2. Rectification Transformation
5.3. Stitching to One Panoramic Image of the Single Images
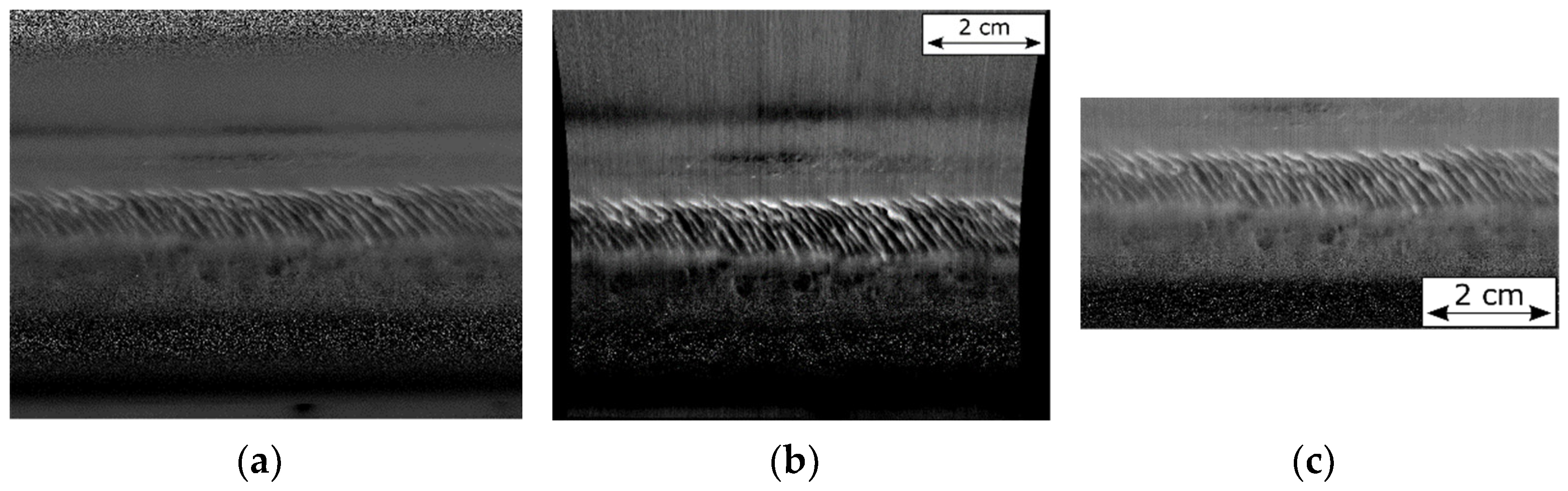
6. Results for Scanning in Continuous Motion
6.1. Continuous Scanning Measurements
6.2. Evaluation of Scanning Measurements in Continuous Motion
6.3. Continuous Scanning Using a µ-Bolometer Camera
7. Discussion and Conclusions
7.1. Checkerboard Grids
7.2. Scanning in Stop-and-Go Motion
7.3. Scanning in Continuous Motion
- I.
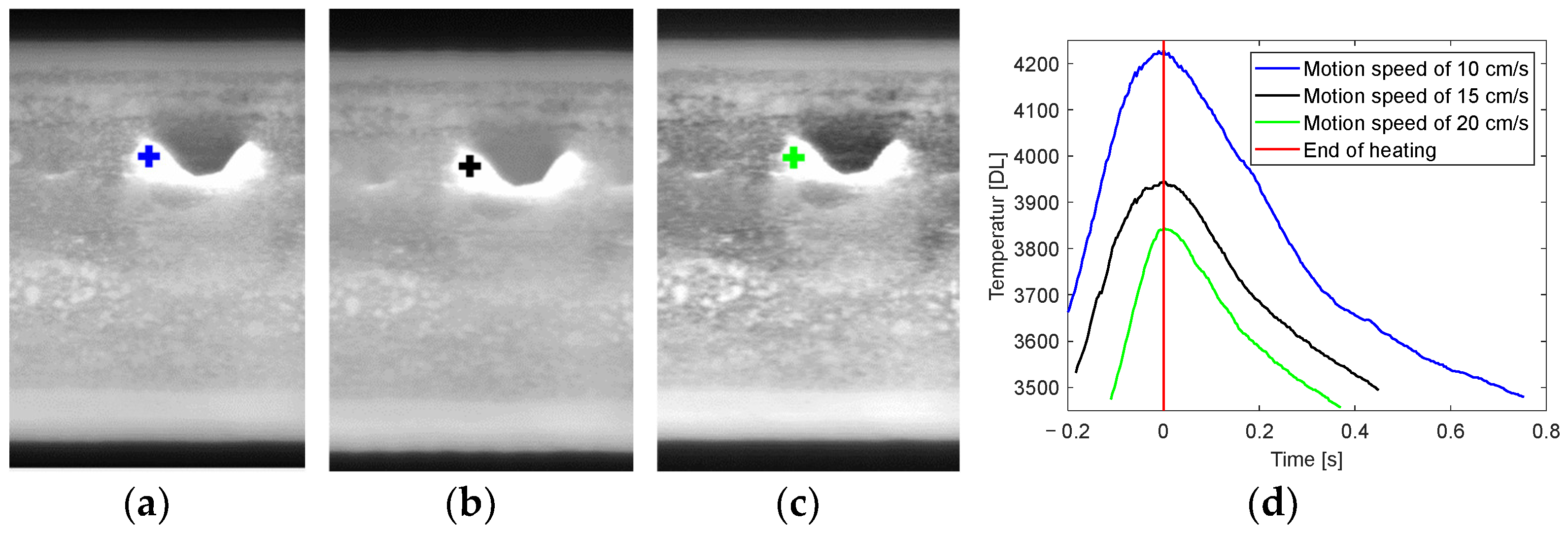
- Temperature increases and motion speed:Figure 17 compares the temperature increase in the case of three different motion speeds, determined for the position close to the defect, after reordering the recorded IR sequence. The temperature increase due to the inductive heating is affected by the motion speed through the heating region of the inductor. Slower speed causes a longer excitation period and, therefore, higher temperature increase. In the transformed quasi stationary sequence, it can be observed that temperature curves look similar to that of stationary pulse measurements. The duration of these pseudo-pulses can be approximated by the time of how long the specimen needs to go through the effective heating range underneath the inductor. For motion speeds of 100, 150 and 200 mm/s and an effective heating range of inductor with a width of 20 mm, this results in pulse durations of approximately 0.1, 0.15 and 0.2 s, respectively (see Figure 17d).
- II.
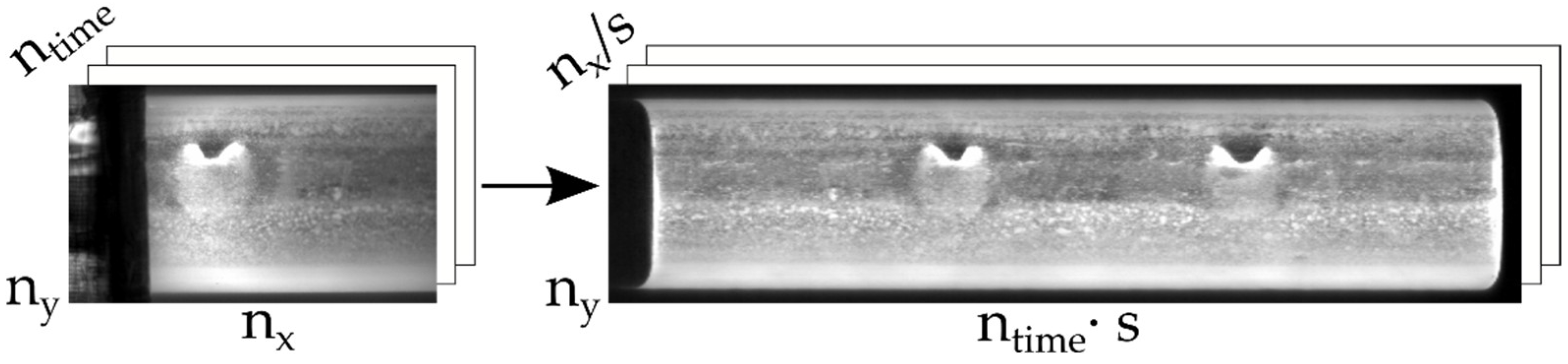
- Camera frame rate and image resolution: As described in [11], during the transformation to the quasi stationary sequence, the size of the images and the number of the frames are changed. The new image size in motion direction x is determined by the pixel columns running through the entire camera’s FOV. This can be calculated by multiplying the number of frames in the original sequence and the shift s, as in Figure 18. However, if the shift s significantly deviates from an ideal shift of 1 px, this calculation is inaccurate due to interpolation during the transformation. Therefore, through this transformation, the camera’s frame rate impacts the spatial resolution of the transformed images. The number of frames in the transformed sequence is the quotient of nx, the number of pixels in motion direction in the original sequence and the shift s (see Figure 18). This means that the spatial resolution of the original image affects the temporal resolution of the created sequence.
- III.
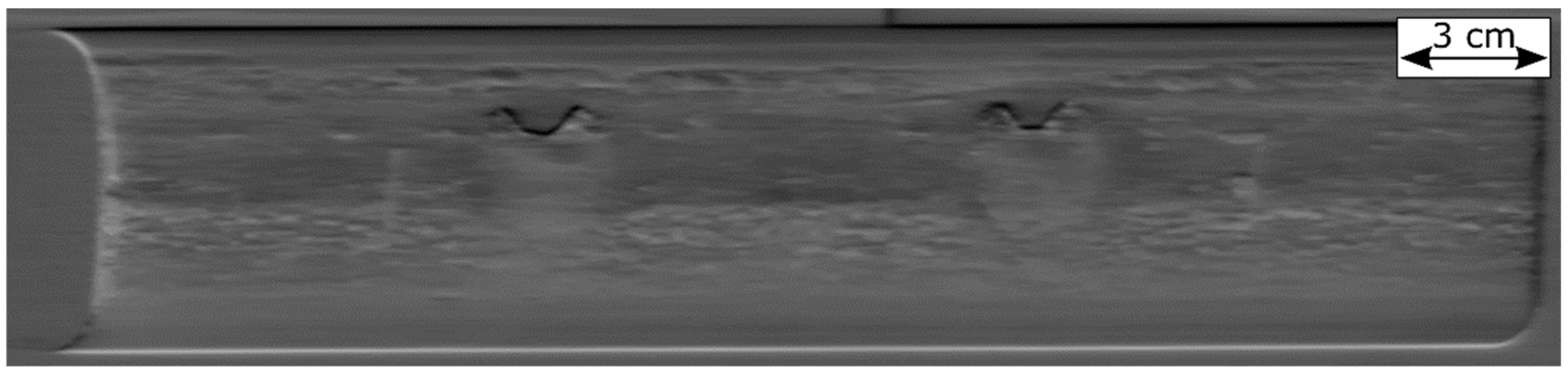
- Evaluation with phase image: For the calculation of the phase with Fourier transform, the images recorded during the heating pulse and afterwards during the cool-down are used. The following question arises: how many images during the cool- down should be considered? Earlier works show [7] that for phase images, the relationship between pulse length and cool-down-period influences the result. For stationary measurements, often a cool-down-period with the same length as the heating pulse itself is chosen. As described in point II for scanning, this is not so much a temporal length as it is rather a spatial length. This means that the recorded area underneath the inductor resembles the pulse length and the recorded area behind the inductor resembles the cool-down-period. In the case of the measurement in Figure 16, a distance of 45 mm in the moving direction was covert by the camera’s FOV, from this 15 mm underneath the inductor and 30 mm behind the inductor. Therefore, the resulting phase image is an evaluation of a certain pulse length and additionally a cool-down-period, which is two times longer than the pulse length. Since the FOV needed for phase evaluation is rather small, it is possible to reduce the camera’s image size in y-direction, which further allows for higher frame rates and, thus, increasing the resolution of the result.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Oswald-Tranta, B. Induction thermography for surface crack detection and depth determination. Appl. Sci. 2018, 8, 257. [Google Scholar] [CrossRef] [Green Version]
- Maldague, X. Infrared and thermal testing. In Nondestructive Testing Handbook; ASNT: Columbus, OH, USA, 2001; Volume 3. [Google Scholar]
- Netzelmann, U.; Walle, G.; Lugin, S.; Ehlen, A.; Bessert, S.; Valeske, B. Induction thermography: Principle, applications and first steps towards standardisation. Quant. Infrared Thermogr. J. 2016, 13, 170–181. [Google Scholar] [CrossRef]
- Vrana, J.; Goldammer, M.; Baumann, J.; Rothenfusser, M.; Arnold, W. Mechanism and models for crack detection with induction thermography. AIP Conf. Proc. 2008, 975, 475–482. [Google Scholar] [CrossRef]
- Srajbr, C. Induction excited thermography in industrial applications. In Proceedings of the 19th World Conference on Non-Destructive Testing, Munich, Germany, 13–17 June 2016. [Google Scholar]
- DIN 54183:2018-02; Non-Destructive Testing-Thermographic Testing-Eddy-Current Excited Thermography. Deutsches Institut für Normung: Berlin, Germany, 2018. Available online: https://www.din.de (accessed on 1 January 2018).
- Oswald-Tranta, B. Time-resolved evaluation of inductive pulse heating measurements. Quant. InfraRed Thermogr. J. 2009, 6, 3–19. [Google Scholar] [CrossRef]
- Ahmadi, S.; Burgholzer, P.; Jung, P.; Caire, G.; Ziegler, M. Super resolution laser line scanning thermography. Opt. Lasers Eng. 2020, 134, 106279. [Google Scholar] [CrossRef]
- Tuschl, C.; Oswald-Tranta, B.; Eck, S. Inductive Thermography as Non-Destructive Testing for Railway Rails. Appl. Sci. 2021, 11, 1003. [Google Scholar] [CrossRef]
- Lehtiniemi, R.; Hartikainen, J. An application of induction heating for fast thermal nondestructive evaluation. Rev. Sci. Instrum. 1994, 65, 2099–2101. [Google Scholar] [CrossRef]
- Oswald-Tranta, B.; Sorger, M. Scanning pulse phase thermography with line heating. Quant. InfraRed Thermogr. J. 2012, 9, 103–122. [Google Scholar] [CrossRef]
- Peeters, J.; Verspeek, S.; Sels, S.; Bogaerts, B.; Steenackers, G. Optimized dynamic line scanning thermography for aircraft structures. Quant. InfraRed Thermogr. J. 2019, 16, 260–275. [Google Scholar] [CrossRef]
- Chulkov, A.O.; Tuschl, C.; Nesteruk, D.A.; Oswald-Tranta, B.; Vavilov, V.P.; Kuimova, M.V. The Detection and Characterization of Defects in Metal/Non-metal Sandwich Structures by Thermal NDT, and a Comparison of Areal Heating and Scanned Linear Heating by Optical and Inductive Methods. J. Nondestruct. Eval. 2021, 40, 44. [Google Scholar] [CrossRef]
- 2-D Polynomial Geometric Transformation—MATLAB—MathWorks Deutschland. Available online: https://de.mathworks.com/help/images/ref/images.geotrans.polynomialtransformation2d.html (accessed on 4 April 2022).
- Oswald-Tranta, B. Temperature reconstruction of infrared images with motion deblurring. J. Sens. Sens. Syst. 2018, 7, 13–20. [Google Scholar] [CrossRef] [Green Version]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Short Name | Damage Type | Length of Rail Piece | Used for |
|---|---|---|---|
| RP01 | Head checks | 250 mm | Stop-and-go scanning |
| RP02 | Squats | 300 mm | Continuous scanning |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tuschl, C.; Oswald-Tranta, B.; Eck, S. Scanning Inductive Thermographic Surface Defect Inspection of Long Flat or Curved Work-Pieces Using Rectification Targets. Appl. Sci. 2022, 12, 5851. https://doi.org/10.3390/app12125851
Tuschl C, Oswald-Tranta B, Eck S. Scanning Inductive Thermographic Surface Defect Inspection of Long Flat or Curved Work-Pieces Using Rectification Targets. Applied Sciences. 2022; 12(12):5851. https://doi.org/10.3390/app12125851
Chicago/Turabian StyleTuschl, Christoph, Beate Oswald-Tranta, and Sven Eck. 2022. "Scanning Inductive Thermographic Surface Defect Inspection of Long Flat or Curved Work-Pieces Using Rectification Targets" Applied Sciences 12, no. 12: 5851. https://doi.org/10.3390/app12125851
APA StyleTuschl, C., Oswald-Tranta, B., & Eck, S. (2022). Scanning Inductive Thermographic Surface Defect Inspection of Long Flat or Curved Work-Pieces Using Rectification Targets. Applied Sciences, 12(12), 5851. https://doi.org/10.3390/app12125851