
Study on the Position Deviation between the Iron Roughneck’s Spin-Rollers and the Drilling Tool


Abstract
:1. Introduction
2. Materials and Methods
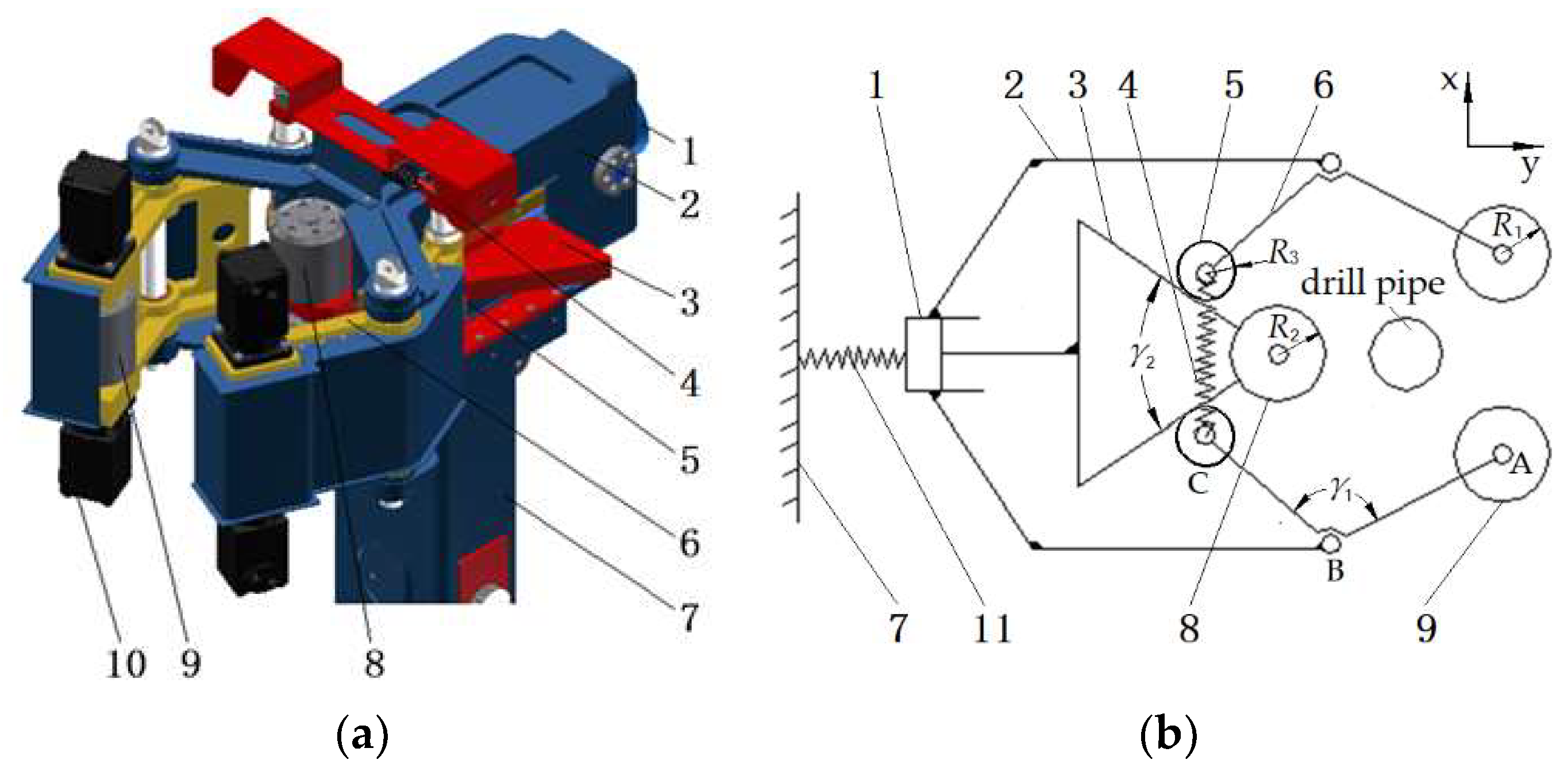
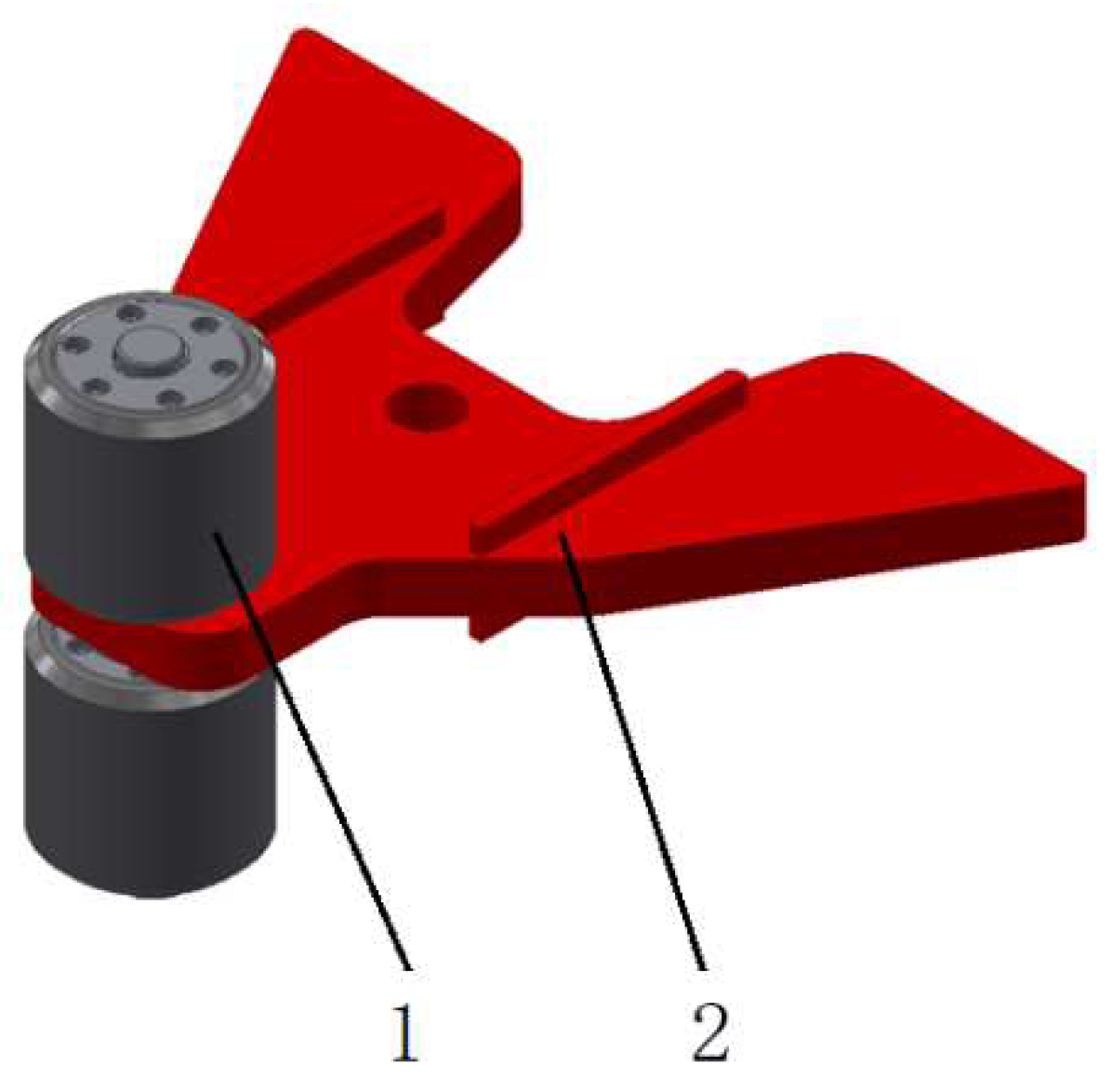
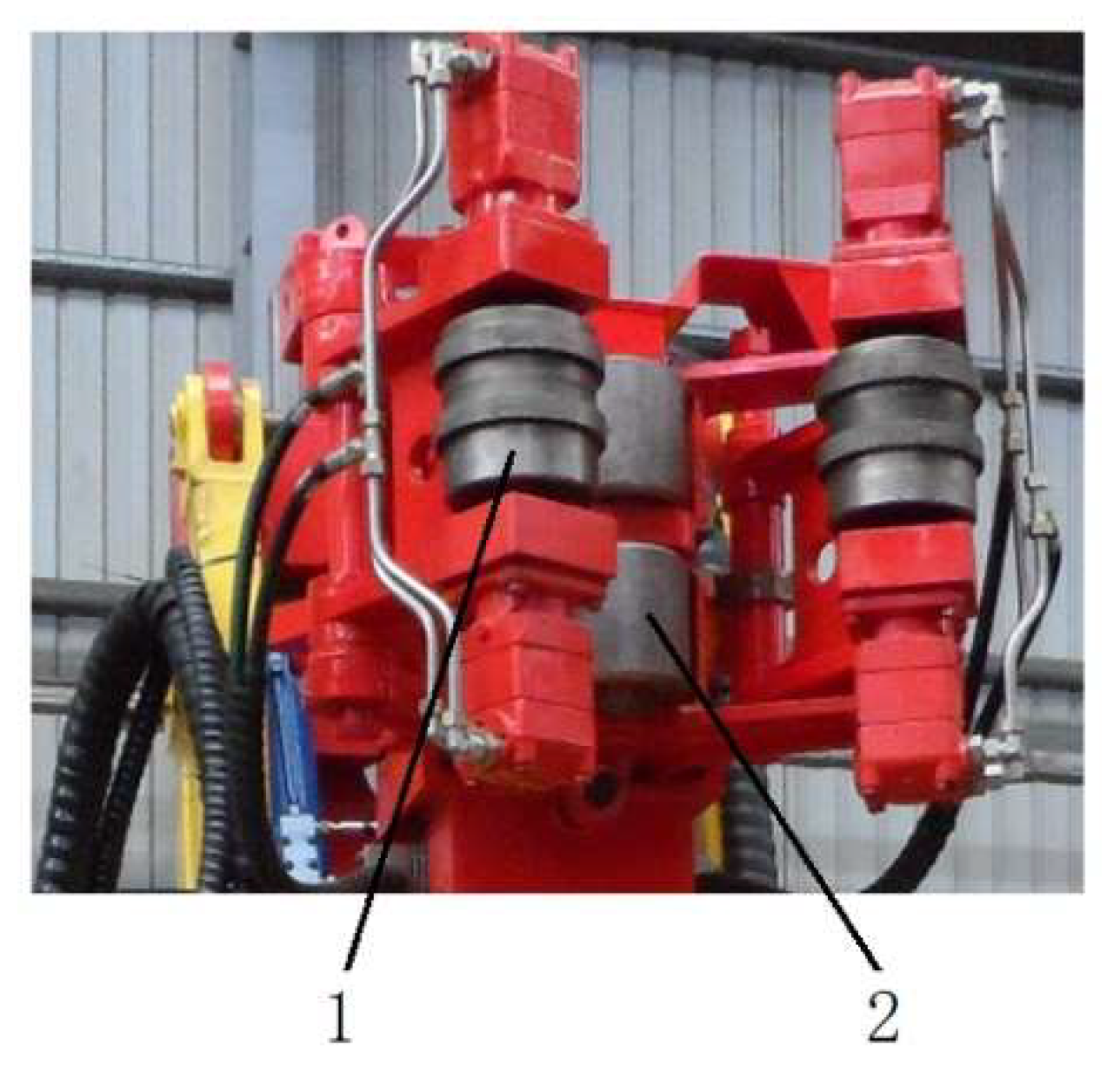
2.1. Structure and Working Principle of Spinner Mechanism
2.2. Analysis of Position Deviation between the Spin-Roller and the Drilling Tool
2.2.1. Analysis of Contact Mode between Spin-Rollers and Drilling Tool
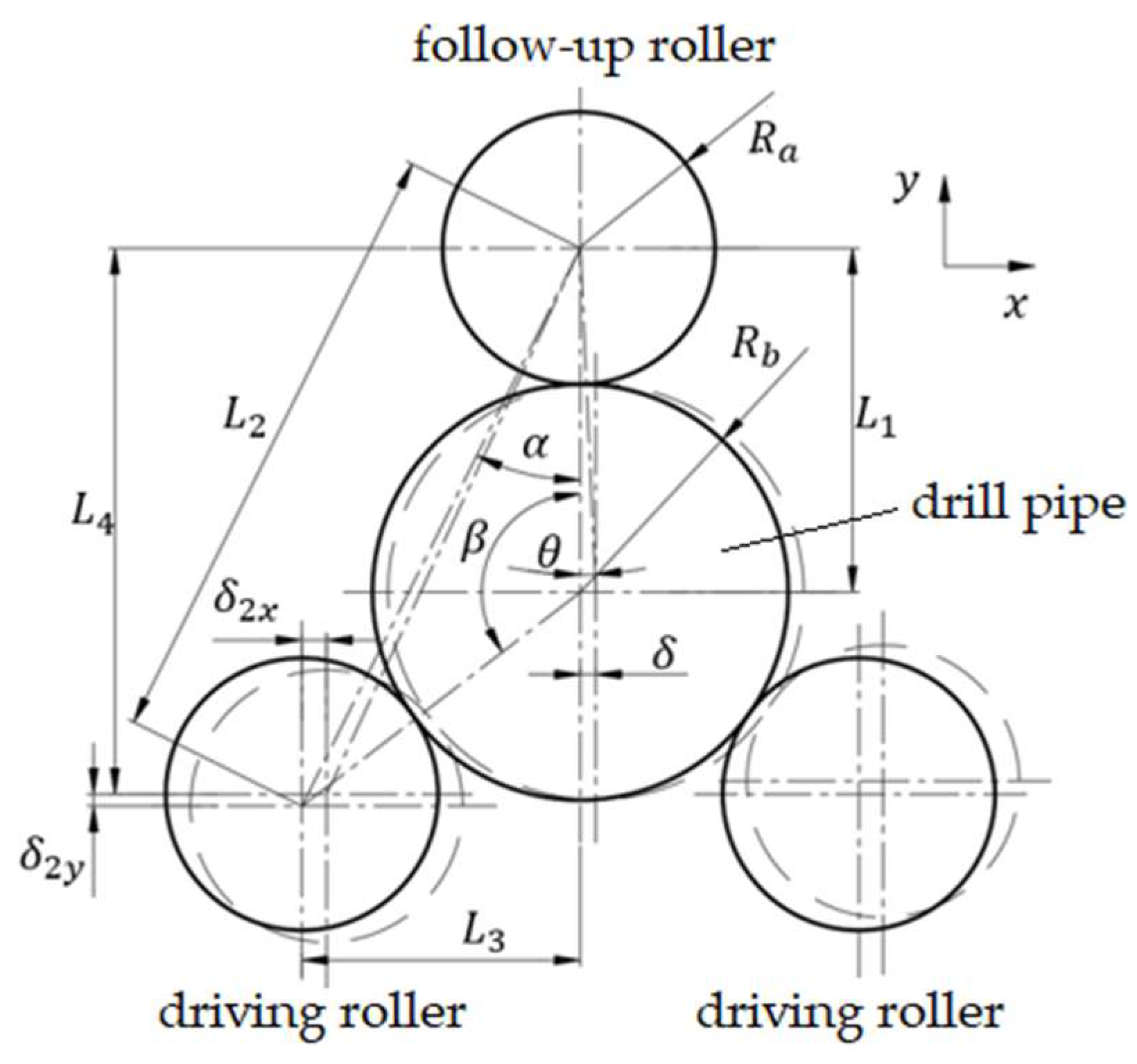
2.2.2. Theoretical Analysis
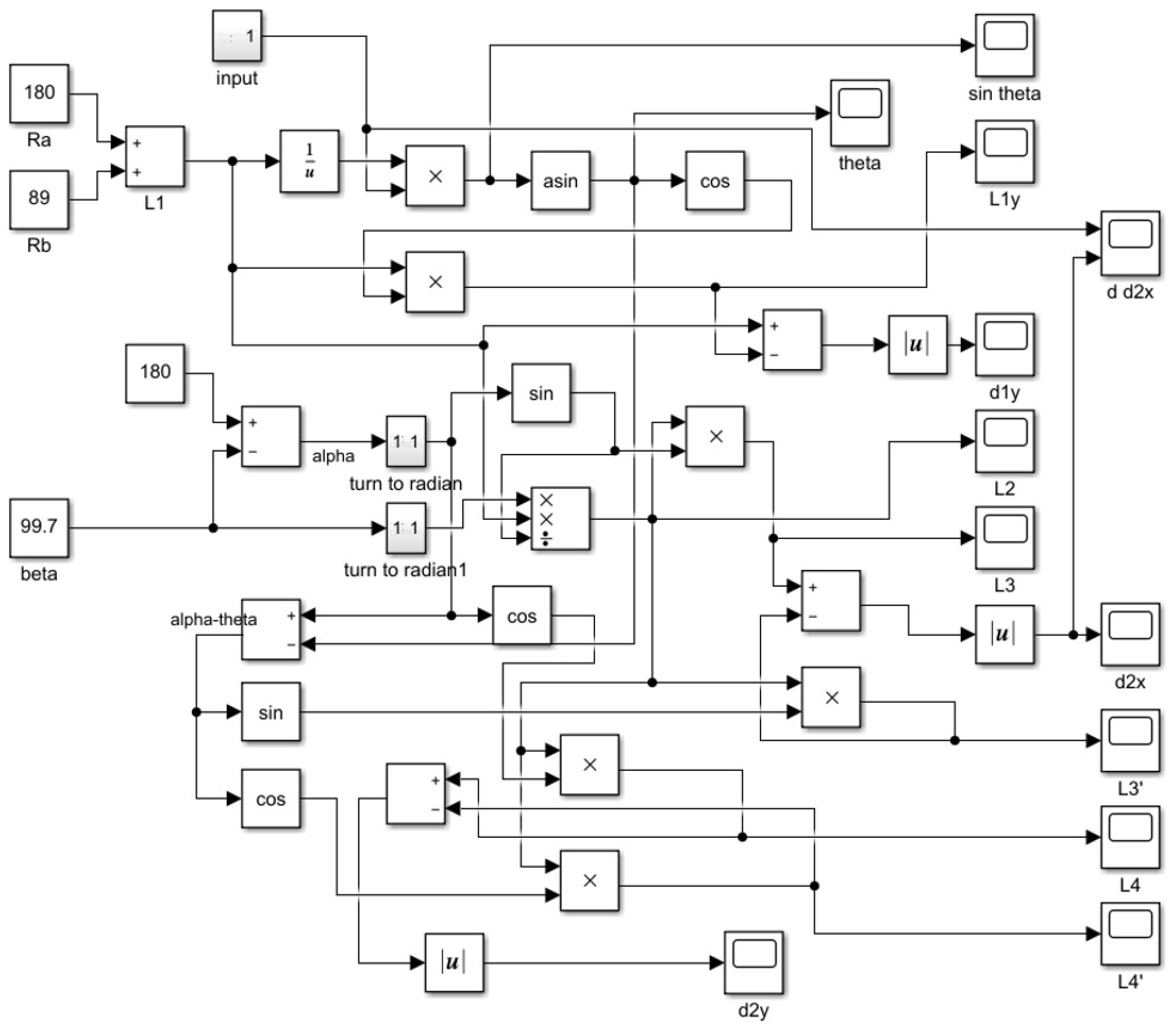
2.2.3. Simulation Solution
2.3. Method of Reducing Lateral Position Deviation
2.4. Experimental Research
2.4.1. Experimental Equipment
- 1.
- Spinner mechanism with single follow-up roller:
- 2.
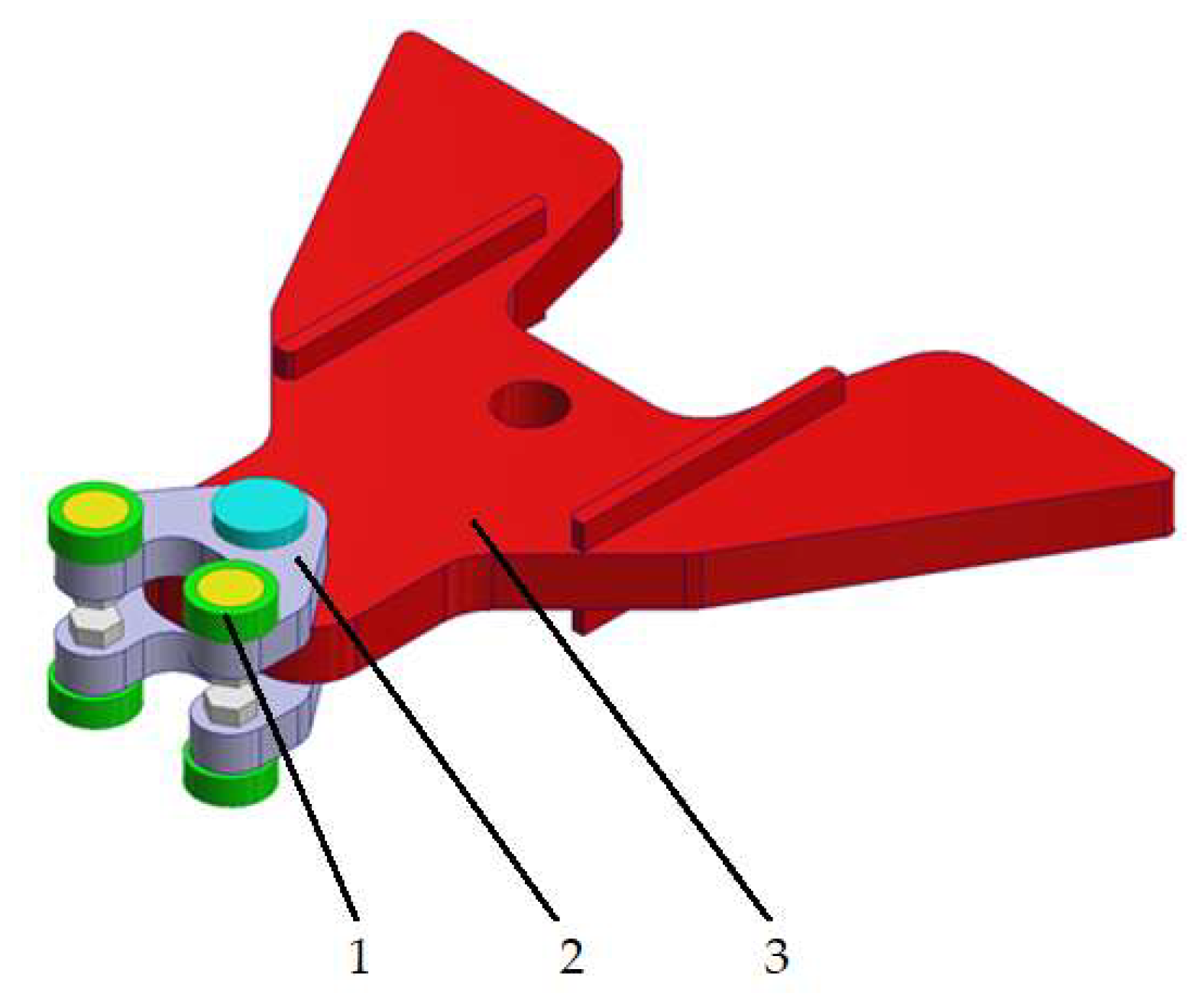
- Spinner mechanism with double follow-up rollers:
2.4.2. Experimental Method
- 1.
- Experiment involving the spinner mechanism with a single follow-up roller:
- 2.
- Experiment involving the spinner mechanism with double follow-up rollers:
3. Results and Discussion
3.1. Experimental Results of the Spinner Mechanism with Single Follow-Up Roller
3.2. Experimental Results of the Spinner Mechanism with Double Follow-Up Rollers
4. Conclusions
- (1)
- The position deviation of the drilling tool in the x direction (lateral direction) is the main factor affecting the working performance of the spinner mechanism and reducing the position deviation in this direction can effectively improve the spin performance.
- (2)
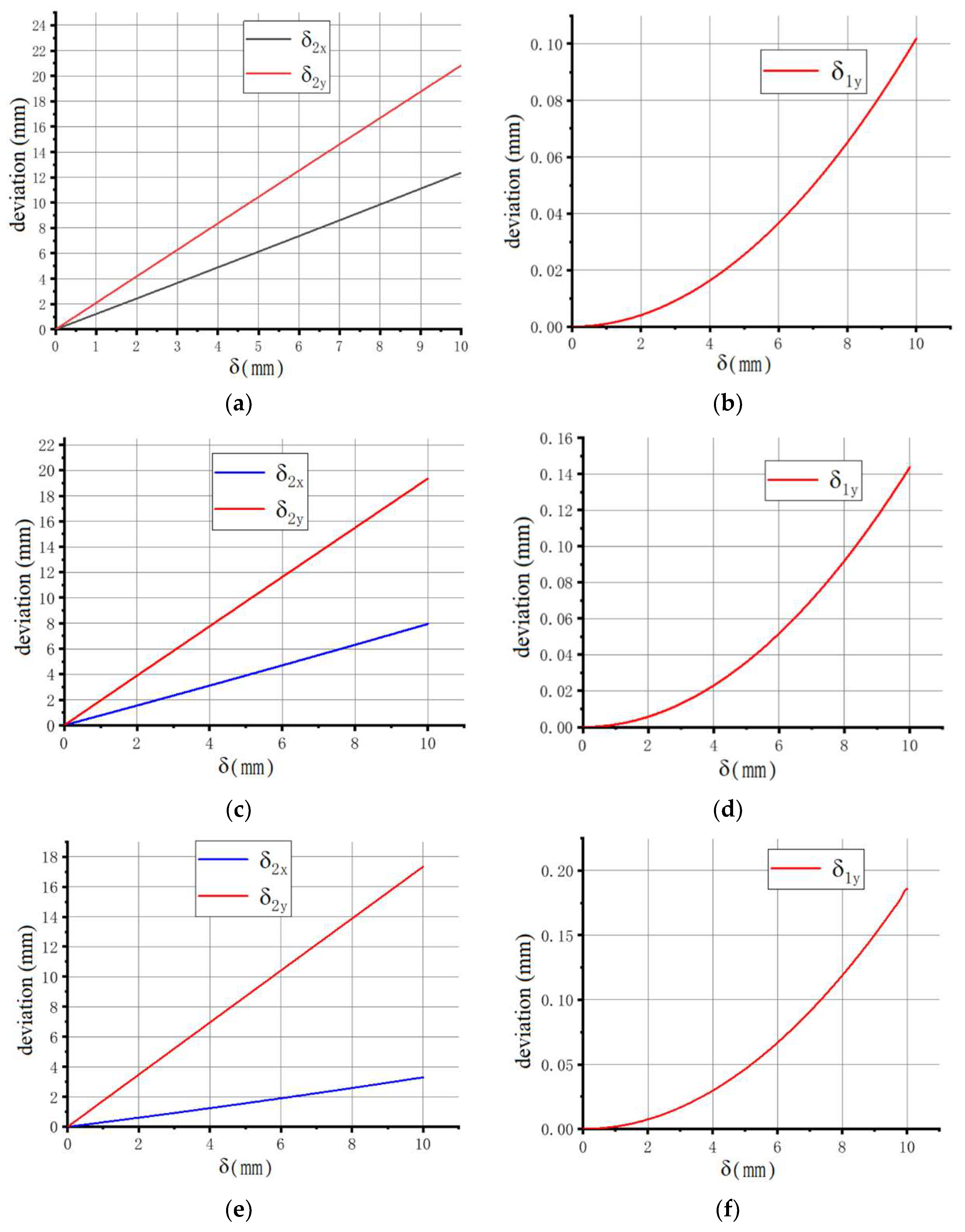
- If using the spinner mechanism with three spin-rollers, when a single follow-up roller contacts the drill pipe first, the deviation in the x direction of the drill pipe axis can easily occur. With the increase of the deviation of the drill pipe axis, the deviation of the driving roller axis in the x direction and y direction also increases gradually, and the deviation of the driving roller axis along the y-axis direction is significantly greater than that of the drill pipe axis.
- (3)
- Within the effective working range of the spinner mechanism, the larger the diameter of the drill pipe, the greater the deviation of the axis of the driving roller. The larger deviation directly affects the stability of the screwing action and the screwing effect.
- (4)
- The deviation of the drill pipe and the spin-rollers can be reduced by replacing a single follow-up roller with a symmetrically arranged double follow-up roller, thus ensuring the centering performance and realizing reliable screwing action. In this example, the drill pipe has no position deviation in the x direction, and the position deviation in the y direction is between 3.52~7.04 mm, which meets the working requirements of the spinner mechanism.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ramba, V.; Selvaraju, S.; Subbiah, S.; Palanisamy, M.; Srivastava, A. Optimization of drilling parameters using improved play-back methodology. J. Pet. Sci. Eng. 2021, 206, 108991. [Google Scholar] [CrossRef]
- Godhavn, J.M.; Pavlov, A.; Kaasa, G.O.; Rolland, N.L. Drilling seeking automatic control solutions. In Proceedings of the 18th IFAC World Congress (IFAC’11), Milano, Italy, 28 August–2 September 2011. [Google Scholar] [CrossRef]
- Sun, Y.H.; Zhang, F.Y.; Wang, Q.Y.; Gao, K. Application of “Crust 1” 10k ultra-deep scientific drilling rig in Songliao Basin Drilling Project (CCSD-SKII). J. Pet. Sci. Eng. 2016, 145, 222–229. [Google Scholar] [CrossRef]
- Zhdaneev, O.V.; Frolov, K.N.; Petrakov, Y.A. Predictive Systems for the Well Drilling Operations. In Cyber-Physical Systems: Design and Application for Industry 4.0. Studies in Systems, Decision and Control; Springer: Berlin/Heidelberg, Germany, 2021; Volume 342, pp. 347–368. [Google Scholar] [CrossRef]
- Yan, W.H.; Xie, D.; Guo, L.T.; Zhao, L.G.; Peng, Y.; Hu, N. Design and Analysis of Iron Roughneck Non-Clamp-Tooth Clamping Mechanism. In Proceedings of the 2020 International Conference on Advanced Materials and Intelligent Manufacturing & Advanced Steel for Automotive Seminar, Guilin, China, 21–23 August 2020. [Google Scholar] [CrossRef]
- Yu, J. Mechanical Analysis of the Structure and Roll of Iron Roughneck Screw Clamp. Master’s Thesis, Xi’an Shiyou University, Xi’an, China, 6 June 2020. [Google Scholar] [CrossRef]
- Shah, D.B.; Patel, K.M.; Trivedi, R.D. Analyzing Hertzian contact stress developed in a double row spherical roller bearing and its effect on fatigue life. Ind. Lubr. Tribol. 2016, 68, 361–368. [Google Scholar] [CrossRef]
- Hu, Z.J.; Ma, Q.F.; Liu, J.L. Load Analysis and Calculation of Makeup and Breakout Device on Continuous Circulation System. China Pet. Mach. 2019, 47, 31–37. [Google Scholar] [CrossRef]
- Jing, Z.J.; Xu, X.P.; Nan, S.Q.; Fan, X.Z. Optimization and Testing of the Carbon Fiber Roller in an Iron Roughneck’s Spinner. Mech. Eng. 2021, 3, 75–78. [Google Scholar]
- Deng, C.Y. Design and Analysis of Telescopic Boom Type Drilling Rig Based on Drilling Platform. Master’s Thesis, Dalian University of Technology, Dalian, China, 4 June 2018. [Google Scholar]
- Zhu, J.J.; Dang, E.; Wu, Z.X.; Liu, Y.F. An experimental study of bainite steel for iron roughneck roller. China Pet. Mach. 2011, 39, 16–18. [Google Scholar] [CrossRef]
- Mao, L.J.; Cai, M.J.; Wang, G.R. Effect of rotation speed on the abrasive–erosive–corrosive wear of steel pipes against steel casings used in drilling for petroleum. Wear 2018, 410–411, 1–10. [Google Scholar] [CrossRef]
- Liang, S.A.; Li, W.D.; Zhang, Q.; Li, H.B.; Li, A.L. Design and Application of Fault Diagnosis System for Iron Roughneck. Hy-Draulics Pneum. Seals 2020, 40, 81–85. [Google Scholar] [CrossRef]
- Yu, P.; Mu, T.; Zhu, L.H.; Zhou, Z.Y.; Song, J. Nonlinear dynamic analysis and stability control of drilling tool conveying mechanism. J. Jilin Univ. (Eng. Technol. Ed.) 2021, 51, 820–830. [Google Scholar] [CrossRef]
- Zheng, X.H.; Wang, Q.Y.; Sheng, J.; Zhong, W.L. Analysis of automatic positioning process of HIR-90 fully hydraulic Iron Roughneck. World Geol. 2022, 41, 1–11. [Google Scholar]
- Xu, X.T. Design and Analysis of New-Type Iron Roughneck. Master’s Thesis, Dalian University of Technology, Dalian, China, 28 April 2018. [Google Scholar]
- Xu, M. Research on Adaptive Technology of Spinner of Iron Roughneck. Master’s Thesis, Jilin University, Changchun, China, May 2018. [Google Scholar]
- Liu, W.; Zhu, X.L.; Ding, J.; Liu, Y.Z. The study on automatically detecting the center of iron roughneck based on photoelectric sensor. Mach. Des. Manuf. Eng. 2015, 44, 66–69. [Google Scholar] [CrossRef]
- Zhang, H.S.; Gu, M.Y.; Li, X.R. Design of Control System for Iron Roughneck based on Vision. New Technol. New Process 2010, 1, 23–25. [Google Scholar]
- Khare, S.K. Machine vision for drill string slip status detection. Pet. Res. 2022, 7, 115–122. [Google Scholar] [CrossRef]
- Abimbola, M.; Khan, F. Development of an integrated tool for risk analysis of drilling operations. Process Saf. Environ. Prot. 2016, 102, 421–430. [Google Scholar] [CrossRef]
- Liu, J.; Wen, Y.Q. Analysis of the Control Strategy of the Intelligent Iron Roughneck’s Make-up and Break-out Fusion with Fuzzy Adaptive Control Algorithm. J. Phys. Conf. Ser. 2021, 1992, 032099. [Google Scholar] [CrossRef]
- Zhang, D.H.; Wang, C.R. Technology Status and Development Trend of Intelligent Drilling Rigs. China Pet. Mach. 2020, 48, 30–36. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tubular Connection od Range | Rated Pressure of Hydraulic System | Spin Speed | Spin Torque |
|---|---|---|---|
| 89~311 mm | 25 MPa | 100 rpm | 2373 Nm |
| Drilling Tool Diameter (mm) | 89 | 168 | 311 |
|---|---|---|---|
| β (°) | 99.7 | 111.5 | 120.1 |
| Model | Accuracy | Resolution | Range | Repeatability |
|---|---|---|---|---|
| DIL-3 | 0 and 90° ≤ 0.10° Other degree ≤ 0.15° | ≤0.05° | 4 × 90° (0~360°) | ≤0.10° |
| Drill Pipe Inclination Angle (°) | Drill Pipe Deviation Angle (°) | Dimensional Deviation (mm) | Working Condition of Spinner Mechanism | |||
|---|---|---|---|---|---|---|
| x Direction | y Direction | x Direction | y Direction | x Direction | y Direction | |
| 89.90 | 89.45 | 0.10 | 0.55 | 3.52 | 19.36 | Unstable 1 |
| 89.90 | 89.65 | 0.10 | 0.35 | 3.52 | 12.32 | Good 2 |
| 89.90 | 89.75 | 0.10 | 0.25 | 3.52 | 8.80 | Good |
| 89.90 | 89.85 | 0.10 | 0.15 | 3.52 | 5.28 | Good |
| 89.80 | 89.90 | 0.20 | 0.10 | 7.04 | 3.52 | Average 3 |
| 89.80 | 89.85 | 0.20 | 0.15 | 7.04 | 5.28 | Average |
| 89.70 | 89.90 | 0.30 | 0.10 | 10.56 | 3.52 | Unstable |
| 89.70 | 89.85 | 0.30 | 0.15 | 10.56 | 5.28 | Unstable |
| Drill Pipe Inclination Angle (°) | Drill Pipe Deviation Angle (°) | Dimensional Deviation (mm) | Working Condition of Spinner Mechanism | |||
|---|---|---|---|---|---|---|
| x Direction | y Direction | x Direction | y Direction | x Direction | y Direction | |
| 90.00 | 89.90 | 0 | 0.10 | 0 | 3.52 | Good |
| 90.00 | 89.90 | 0 | 0.10 | 0 | 3.52 | Good |
| 90.00 | 89.85 | 0 | 0.15 | 0 | 5.28 | Good |
| 89.95 | 89.80 | 0.05 | 0.20 | 1.76 | 7.04 | Good |
| 89.95 | 89.80 | 0.05 | 0.20 | 1.76 | 7.04 | Good |
| 90.00 | 89.85 | 0 | 0.15 | 0 | 5.28 | Good |
| 89.95 | 89.80 | 0.05 | 0.20 | 1.76 | 7.04 | Good |
| 90.00 | 89.85 | 0 | 0.15 | 0 | 5.28 | Good |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sha, Y.; Li, Q.; Zhao, X. Study on the Position Deviation between the Iron Roughneck’s Spin-Rollers and the Drilling Tool. Appl. Sci. 2022, 12, 5827. https://doi.org/10.3390/app12125827
Sha Y, Li Q, Zhao X. Study on the Position Deviation between the Iron Roughneck’s Spin-Rollers and the Drilling Tool. Applied Sciences. 2022; 12(12):5827. https://doi.org/10.3390/app12125827
Chicago/Turabian StyleSha, Yongbai, Quan Li, and Xiaoying Zhao. 2022. "Study on the Position Deviation between the Iron Roughneck’s Spin-Rollers and the Drilling Tool" Applied Sciences 12, no. 12: 5827. https://doi.org/10.3390/app12125827
APA StyleSha, Y., Li, Q., & Zhao, X. (2022). Study on the Position Deviation between the Iron Roughneck’s Spin-Rollers and the Drilling Tool. Applied Sciences, 12(12), 5827. https://doi.org/10.3390/app12125827