1. Introduction
A machining center is an important carrier of intelligent manufacturing. Therefore, ensuring its safe and reliable operation is essential. The risk assessment of a machining center is of important and far-reaching significance for developing a reasonable and effective risk control scheme and for reducing system risk.
Risk indicates the likelihood that the study subject suffered harm or loss. The reason for the risk assessment is to obtain the risk forecast information of the research object, and on this basis, through risk decision making and other actions, to minimize various losses due to risks. In this regard, scholars have conducted considerable research and established corresponding risk assessment models to analyze the risks of the system under different failure modes. The existing risk assessment methods are divided into qualitative, quantitative, and a combination of both.
Qualitative risk assessment method is a typical fuzzy analysis method, which can quickly and systematically assess resources, threats, and vulnerabilities. Commonly used qualitative risk assessment methods mainly include the hazard and operability analysis method (HAZOP) [
1,
2], expert investigation method [
3], failure mode and effect analysis method (FMEA) [
4,
5,
6] and failure mode effects and criticality analysis method (FMECA) [
7,
8,
9]. The HAZOP method is used to determine the cause of this deviation by analyzing abnormal changes in process parameters during the production process and then analyze what measures should be taken. The expert investigation method is a method for judging and predicting the risk trend of the research object based on the expert’s knowledge and experience. FMEA and FMECA identify the failure mode and evaluate the consequences or effects of the failure mode to determine the impact of the failure risk and countermeasures. The qualitative assessment method has the advantages of simple operation and easy to master; thus, it is often preferred. However, the results of this assessment method rely too much on the experience of the evaluator. When the factors considered by the evaluator are not comprehensive, unsystematic, or unable to reflect the status of the system, the assessment results are often inaccurate.
Quantitative risk assessment methods mainly quantify the occurrence probability and impact of security incidents and then quantitatively describe the risk level of the assessment object.
The current quantitative risk assessment methods are mostly based on fault tree analysis (FTA) [
10,
11,
12], event tree analysis (ETA) [
13,
14,
15], and criticality analysis (CA) [
16,
17]. The FTA method obtains the minimum cut set of the fault tree through calculation, finds out the weak links in the system, and develops appropriate risk control strategies for the weak links. ETA is based on the time and causal sequence of the occurrence of events, starting from the initial event and then identifying the intermediate events related to it until finding the resulting event, and conducting risk assessment on it. CA divides the risk severity and possibility of the research object into corresponding grades according to characteristics, forms a risk assessment matrix, and assigns a certain weighted value to measure the risk. The quantification of risk by quantitative analysis method promotes the close connection between operation mechanism and operation norms. The analysis goals are more specific and accurate, providing a reliable reference for the reasonable formulation of emergency plan. However, when the assessment system is relatively complex, the quantitative risk assessment method needs to deal with a huge amount of data, and the calculation process becomes more complicated.
The comprehensive assessment method that combines the two is an organic combination of qualitative and quantitative assessment methods, taking into account the advantages of both.
A typical combination of qualitative and quantitative risk assessment method is probabilistic risk assessment method (PRA) [
18]. The method is mainly quantitative analysis, and the current research is focused on the probability and the consequences of failure events and the combination function of the two. In addition, some scholars have introduced the Bayesian network (BN) fusion fault tree analysis for risk assessment [
19]. This method takes advantage of the fault tree’s advantage in cause analysis, analyzes the severity of various events, and establishes a multi-state model of variables. It then uses the conditional probability distribution table to establish the conditional probability relationship of different variables, converts the fault tree into a Bayesian network, and then realizes quantitative risk assessment. Otherwise, the failure mode effects and criticality analysis is combined with the fault tree analysis for risk analysis [
20]. This method establishes the risk priority index through FMECA to judge the failure risk level, combines the field operation failure statistical data, conducts the fault tree analysis to obtain the occurrence probability and the basic event critical importance, and then carries out the risk assessment accordingly.
At present, the failure risk assessment method has made great progress in the machining center, but there are still certain limitations. In the actual machining process, a certain component in the system fails, which will spread the failure to other components through the physical connection relationship between the components and then cause the cascading failures. Therefore, the safe and reliable operation of the system is closely related to the failure propagation mechanism, but there are currently few studies on the correlation of failure modes among components, and most of them do not consider the impact of propagation risks. In addition, the topological structure of the system is the foundation for the safe and reliable operation of the system, but most of the current failure risk assessment methods ignore the influence of the topological characteristics of the system itself, which makes the evaluation results inaccurate. Therefore, in view of the current assessment model established is only a static model, real-time dynamic assessment of failure risk cannot be realized, or different failure modes are ignored for the influence of the breadth and depth of failure propagation. This paper proposes a comprehensive failure risk assessment method for a machining center component based on topology analysis.
3. Case Application
In this paper, a certain type of machining center is taken as the research object. According to the structure and working principle of this type of machining center, it is divided into 12 subsystems, namely tool magazine (M), spindle system (S), electrical system (V), XYZ axis feed system (J), chip removal system (K), hydraulic system (H), pneumatic system (G), CNC system (NC), protection system (Q), cooling system (W), lubrication system (L), and workbench (T). Each component is abstracted as a node, the failure correlation between components is abstracted as an edge, and a digraph of the component correlation of the machining center is drawn, as shown in
Figure 4. The components with independent failures are not considered for the time being. The collected field failure data of the machining center were statistical analyzed to obtain the frequency diagram of the failure components of the machining center, as shown in
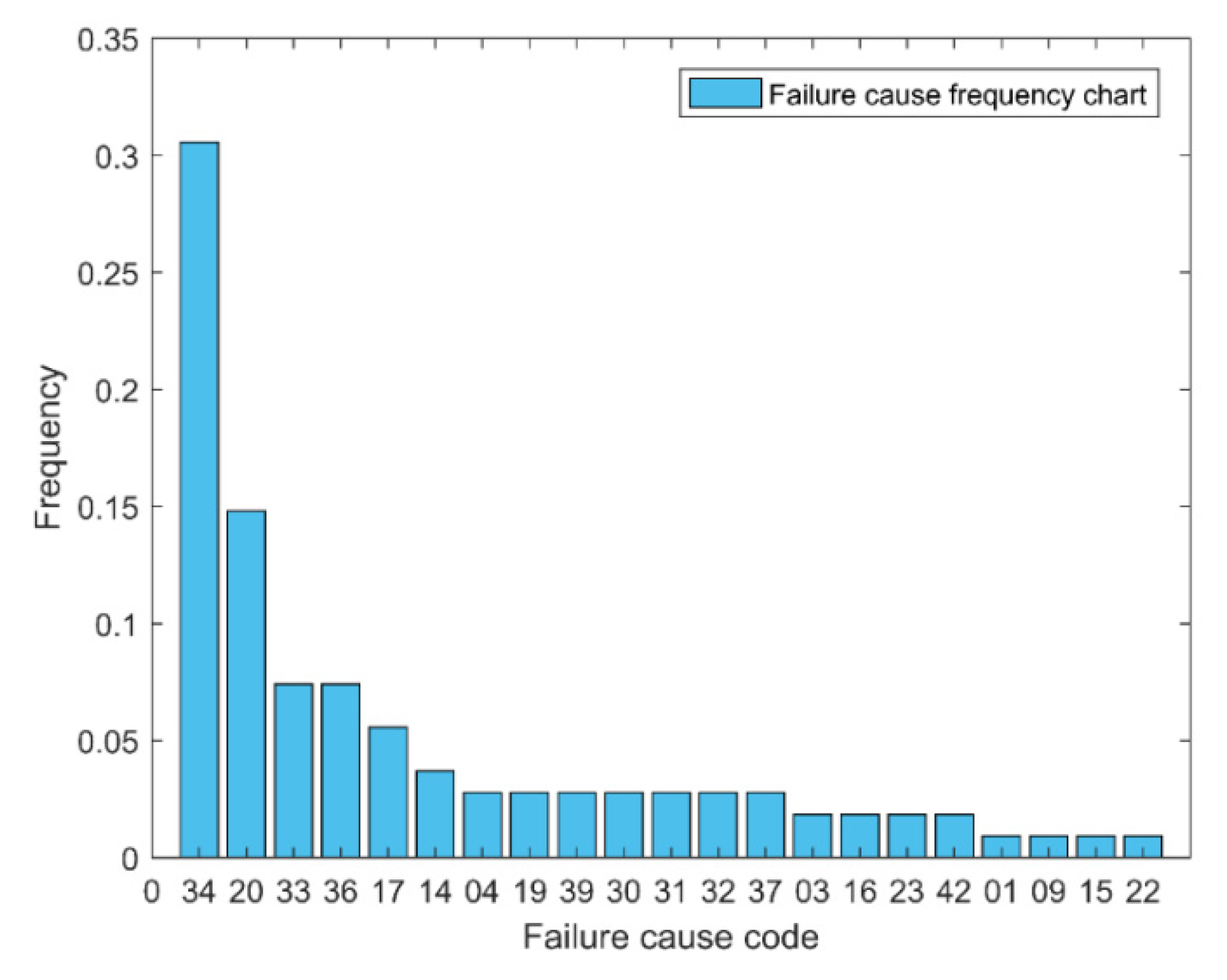
Figure 5. The failure mode analysis is carried out to obtain the failure mode frequency table of the machining center as shown in
Table 2, and the failure causes analysis is carried out to obtain the failure cause frequency table of the machining center, as shown in
Table 3, as well as the failure cause frequency chart, as shown in the
Figure 6.
It can be seen from
Table 2 that the most frequent failure mode of this kind of machining center is parts damage (21.3%), followed by liquid, gas, and oil component damage (14.81%) and liquid, gas, and oil leakage (14.81%), followed by component damage (4.63%), no movement of moving parts (4.63%), and vibration or shaking (4.63%). It can be seen that the quality of components and the quality of assembly adjustment have a significant impact on the overall reliability of the machining center.
It can be seen from
Table 3 and
Figure 6 that component damage, part damage, leakage, etc. are the main causes of failure. Once again, the quality of parts and the quality of assembly adjustment are the key factors that affect the reliability of machining centers.
According to the component failure data of the machining center, considering the influence of multiple truncated data, the order of component failure data is corrected, parameter estimation and hypothesis distribution test are performed, and the failure rate model parameters of each component are shown in
Table 4. This paper only considers components that are associated with failure, and the rest of the components are not considered for the time being.
According to the independent risk calculation equation of the machining center component, the independent risk value of each failure mode of the component can be obtained at any time. This paper takes 4000 h as an example for illustrate.
According to
Table 4 and Equation (3), the failure rate of each component of the machining center at 4000 h is shown in
Table 5.
In order to obtain the influence degree of the failure mode, the target layer and the control layer of the ANP model constructed in this paper are both the influence degree of the failure mode of the machining center. Each component is a cluster, and the elements in the cluster are the failure modes included in the component. According to the division result of the component and the failure mode, the component code and the failure mode code are combined to form the element code, and the Super Decision software is applied to obtain the ANP model of the failure mode, as shown in
Figure 7.
This paper selects engineers who have worked in the company for many years to score. The values obtained from the scoring table are sorted out and analyzed as the input to the pairwise judgment matrix of the failure mode. Any failure mode that has a mutual influence relationship should be compared in pairs. In the Assess/Compare menu of the SD software, you can enter the pairwise judgment matrix. In order to avoid the occurrence of abnormal situations, the judgment matrix needs to be checked for consistency. When the inconsistency coefficient is less than 0.1, the calculation can be continued. This paper takes the cooling system W101 as an example, and the results of the consistency check of the judgment matrix are shown in
Table 6.
It can be seen from
Table 6 that the inconsistency coefficients are all less than 0.1; thus, the calculation can be continued, and the super limit matrix can be directly obtained by the SD software, as shown in
Figure 8.
It can be seen from
Figure 8 that the non-zero value of each row of the super limit matrix is the same, indicating that the matrix has become stable, and the non-zero value is the failure mode influence degree, as shown in
Figure 9. In the same way, the failure mode influence value of the remaining components of the machining center can be obtained.
Table 7 summarizes the influence degree of the failure mode of each component of the machining center and the frequency ratio of the failure mode of each component.
Substituting the calculation results in
Table 7 into Equation (1), the independent failure risk value of each component of the machining center at 4000 h can be obtained, as shown in
Table 8.
From
Table 8, the ranking results of the independent failure risk values of the failure modes of each component of the machining center at 4000 h is
. That is, at this time, the component with the largest independent failure risk value of the failure mode is the tool magazine, and the smallest component is the spindle system.
According to the ANP model (
Figure 10a) of the machining center, it is abstracted into the topological structure model of the machining center, as shown in
Figure 10b.
According to
Figure 10b, the machining center topology model and Equations (4)–(7), the degree centrality, betweenness centrality and closeness centrality of the nodes in the machining center component topology model can be calculated, as shown in
Table 9.
Based on the analysis of the topological structure of the machining center, a comparison chart of the structural indicators of the components as shown in
Figure 11 is obtained.
According to
Table 9 and
Figure 11, the component nodes with the highest degree centrality are the electrical system (V) and the spindle system (S), the component with the highest betweenness centrality is the cooling system (W), and the component with the highest closeness centrality is the electrical system (V). It can be found that there are obvious differences in the evaluation results of different structural indicators of the component. Therefore, the integration of multiple indicators for comprehensive importance modeling is important for evaluating the topological properties of machining centers.
This paper has nine components, and the number of structural importance indicators is three. Since each structural importance indicator in this paper meets the standardization requirements, there is no need for normalization processing.
is
and the initial evaluation matrix
is as follows:
Based on the AHP combined with the experts’ understanding of the relative importance of the evaluation indicators of the centrality measurement of the machining center components, using the scale method of 1–9 and its reciprocal, the judgment matrix is obtained as follows:
According to the AHP method, the subjective weight vectors of the four structural indicators are obtained .
According to Equation (11), the information entropy of each indicator can be obtained, , , . Substituting the calculation result into Equation (12), the objective weight of each indicator can be obtained .
In this paper, ; thus, substitute and into Equation (13) to obtain . It shows that the correlation coefficients of the weights assigned by the two methods are in the range of (0, 0.360), indicating that the weights obtained by the two weighting methods are consistent. Therefore, combination weighting can be performed, and the combination weight value of can be obtained according to Equation (14).
Substituting the centrality measurement values and combination weights in
Table 9 into Equation (15), the importance of each component of the machining center is obtained, as shown in
Table 10.
It can be seen from
Table 10 that the electrical system (V) is the component with the greater comprehensive structure importance, followed by the spindle system (S), and the component with the less comprehensive structure importance is the chip removal system (K).
According to Equation (16) and
Table 10, combined with the topological structure model of the machining center, the importance of each connection edge can be calculated, as shown in
Table 11.
According to Equations (3) and (18) in combination with
Table 11, the influence degree
of the failure propagation of each connection edge can be calculated, as shown in
Table 12.
Substituting the calculation results in
Table 12 into Equation (17), the failure mode propagation risk value of each component of the machining center at 4000 h can be obtained, as shown in
Table 13.
On the basis of obtaining the independent risk of component failure mode and propagation risk, according to Equation (19), the comprehensive risk value of each component failure mode can be obtained. The failure mode independent risk, propagation risk and comprehensive risk value ranking trend comparison chart of each component is shown in
Figure 12.
It can be seen from
Figure 12 that there are differences in the ranking of the independent failure risk value and the propagation failure risk value of each component at 4000 h, and the ranking of the independent failure risk value is
. The propagation failure risk value is ranked as
. The comprehensive failure risk value is ranked as
. It can be found that the component with a large independent failure risk value may not necessarily have a large propagation failure risk value, while the component with a small independent failure risk value is relatively important because of its relatively important position in the topology model, which leads to a large propagation failure risk value. Therefore, the propagation failure risk has a greater impact on the component. The impact cannot be ignored. The impact of independent failure risks and propagation failure risks on the components should be considered comprehensively, such that the results obtained are more accurate.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}