An Updated Method for Stability Analysis of Milling Process with Multiple and Distributed Time Delays and Its Application


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Mathematical Model
3. Stability Analysis and Discussion
3.1. Single DOF Model of VHCVSS
3.1.1. Modeling
3.1.2. Simulation and Analysis
3.1.3. Model Verification
3.2. 2-DOF Model of VHCVSS
3.2.1. Modeling
3.2.2. Simulation and Analysis
4. Conclusions
- (1)
- (2)
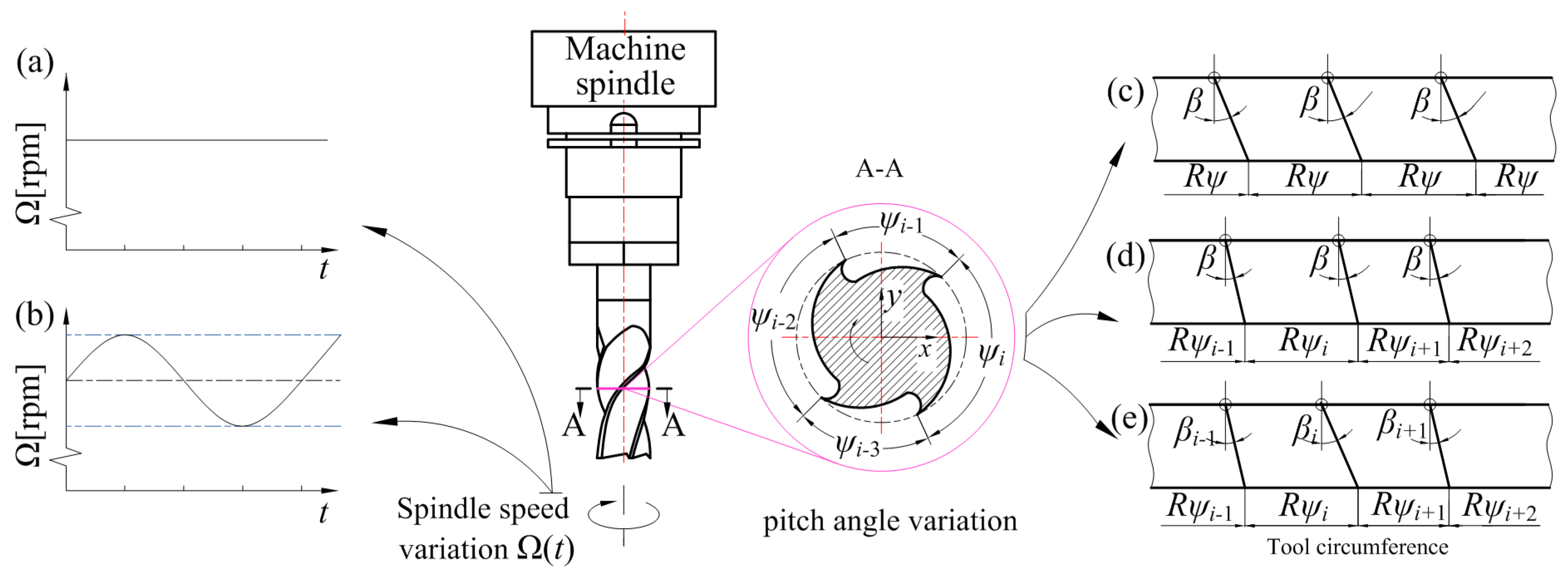
- The presented method is applied to dealing with the stability prediction problem with regard to the new process, i.e., VHCVSS for the first time. Obviously, the method is not only applicable to the cases associated with VPC, VHC, or VSS, but also to their combination cases, e.g., VPCVSS and VHCVSS.
- (3)
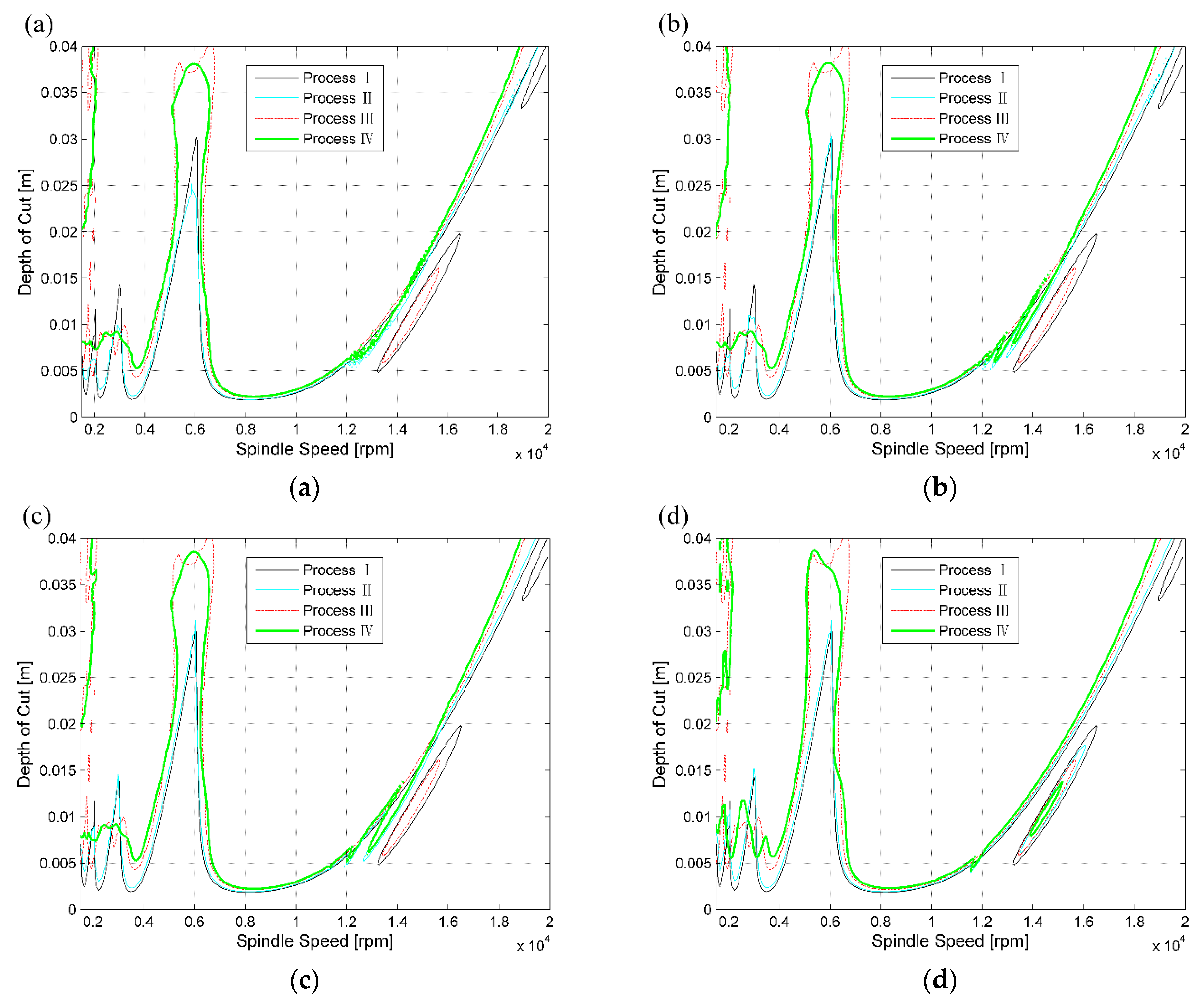
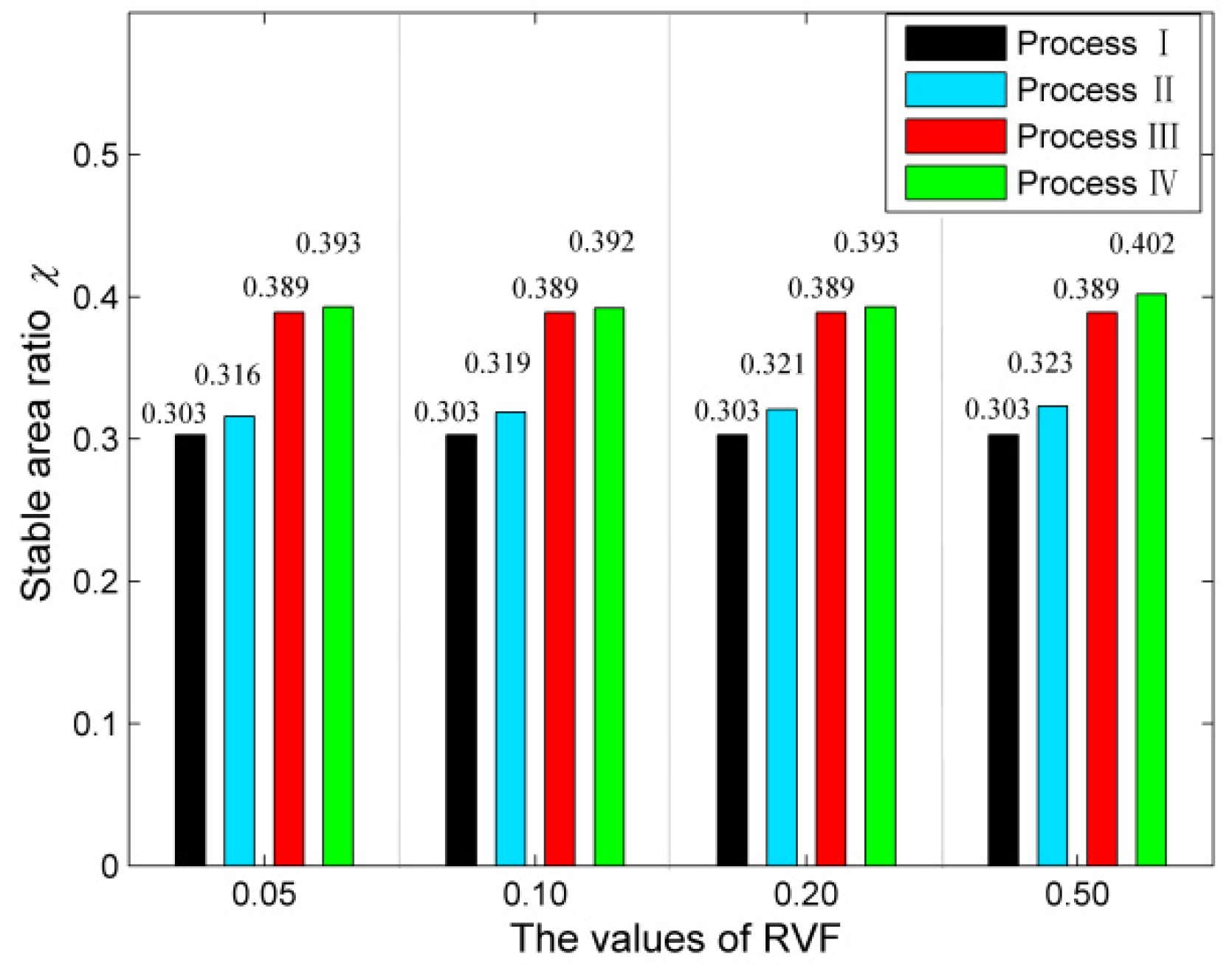
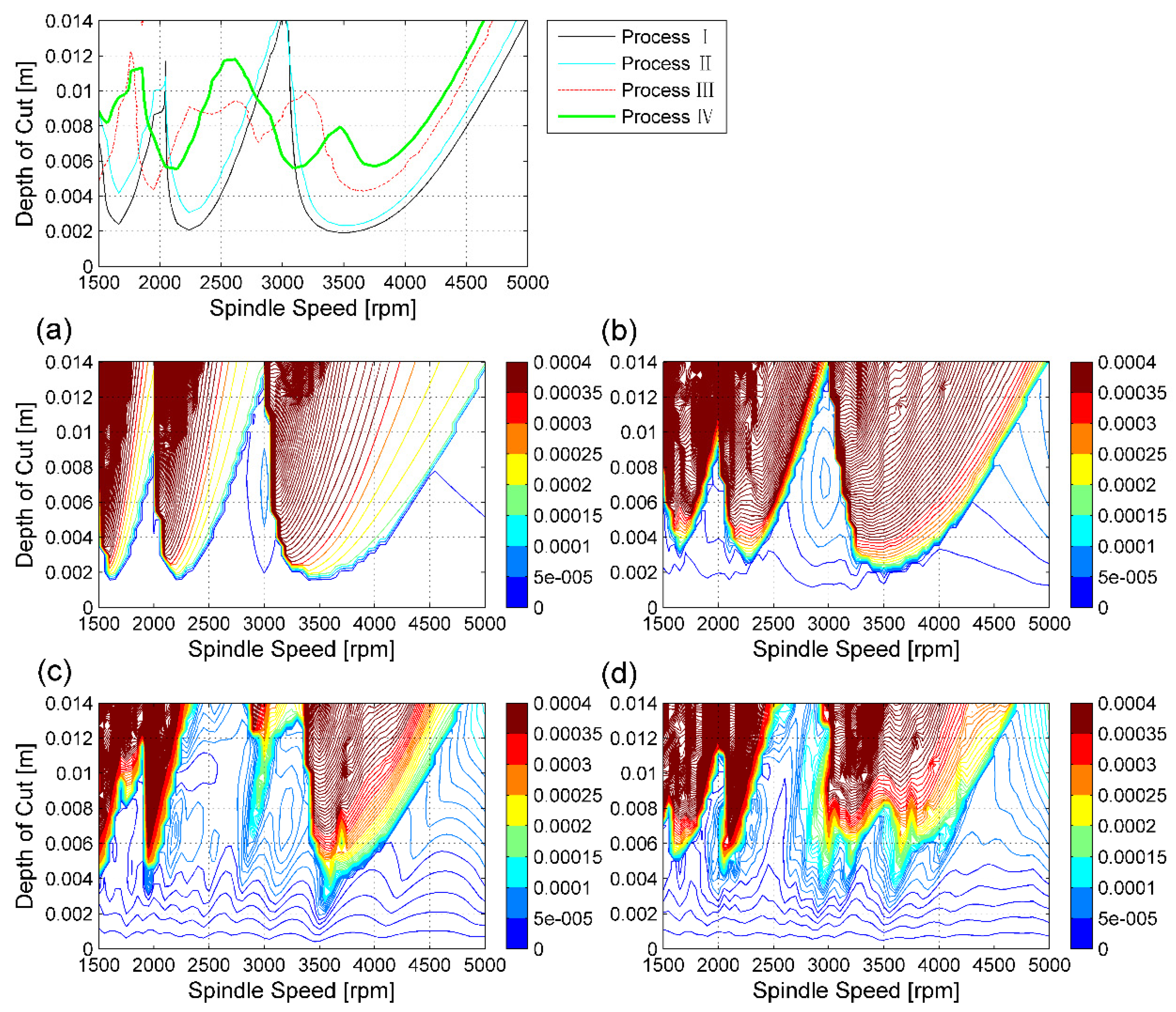
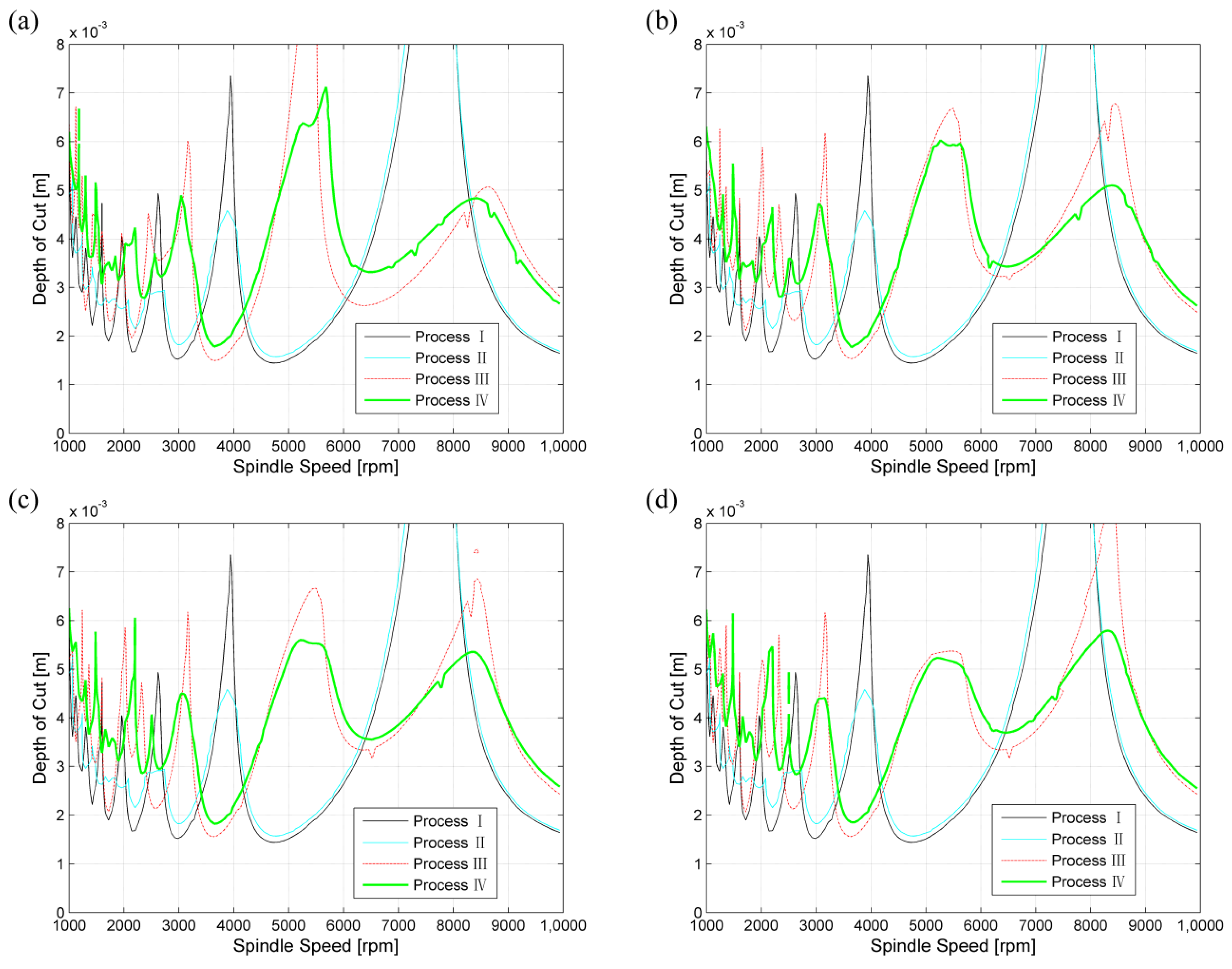
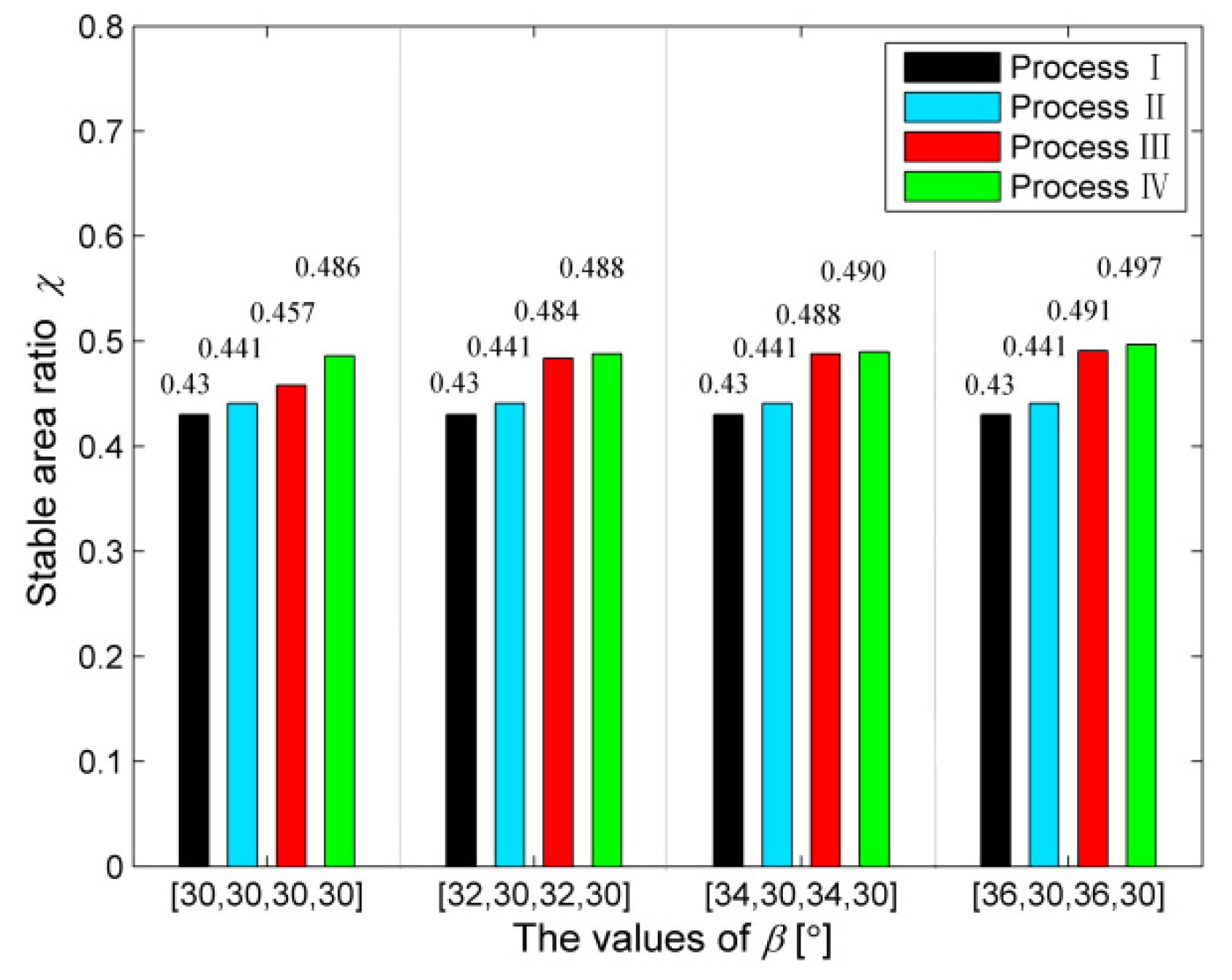
- Compared with Processes I, II, and III, application of Process IV can result in nearly 2-fold as high as the minimum depth of cut for Processes I and II and are about 1.3-fold for Process III for some special domain, and can respectively lead to the average increases of stable area by 30.4%, 23.5%, and 1.5% at different RVF values. This indicates that one can improve the chatter suppression performance of the cutting system through VHCVSS in practice. The proposed method can also provide a good help for the subsequent process optimization to achieve the chatter-free maximum removal rate.
- (4)
- For Process IV, the increasing of the helix angle increment plays a positive role in enhancing the stability area for VHCVSS. Thus, bigger values of should be suggested in practice.
- (5)
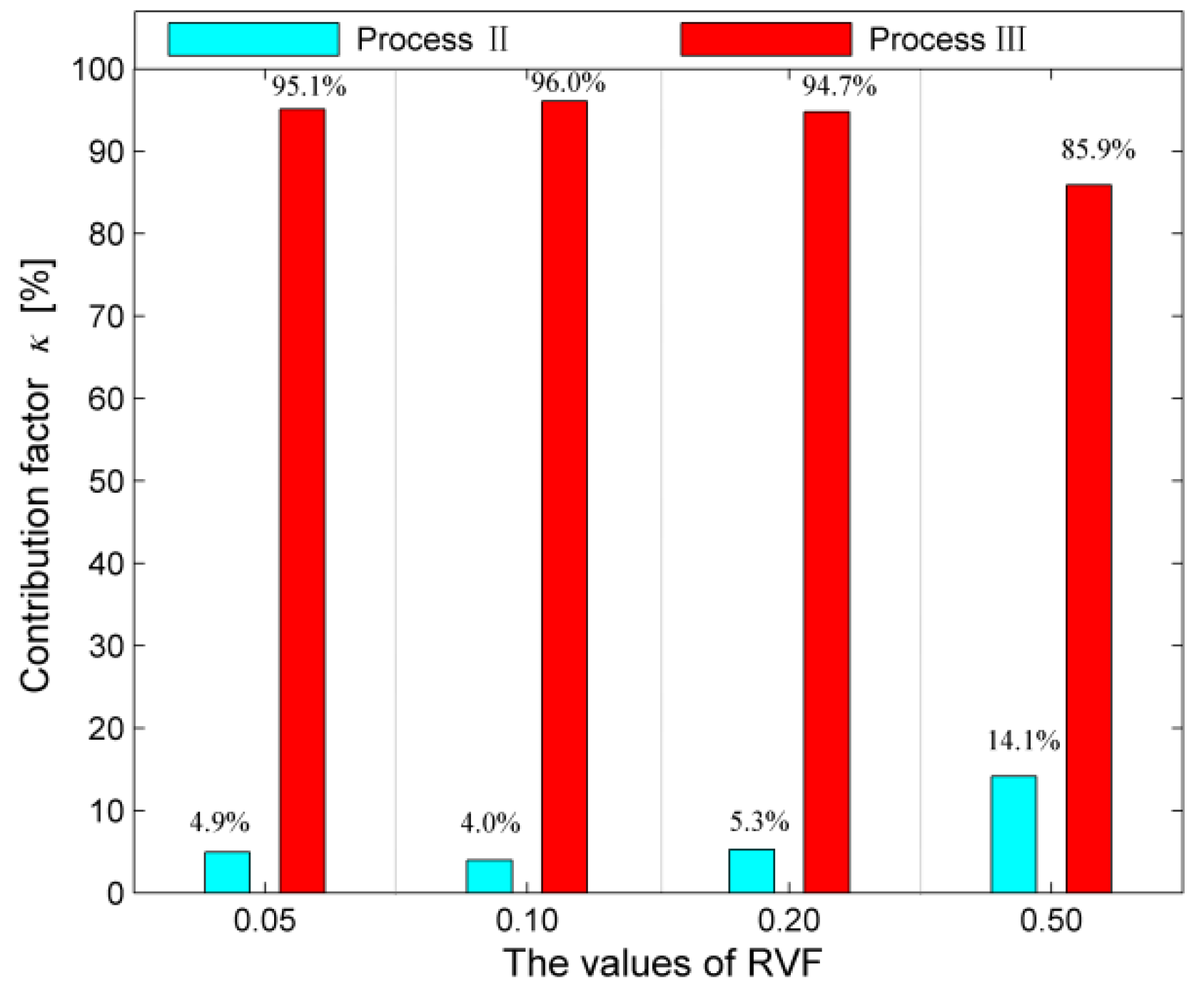
- The contribution of Process III to the cutting stability of Process IV is more than 85% and 61% for the associated 1- and 2-DOF systems, respectively. Thus, essentially, VHCVSS is a process in which VHC plays an absolutely leading role for milling stability but VSS plays an auxiliary role.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| ap | axial depth of cut (m) |
| aD | radial immersion ratio |
| , | damping coefficient in x and y directions |
| CCM | Chebyshev collocation method |
| f | number of slicing the axial depth of cut |
| feed per tooth (mm/tooth) | |
| FDM | full-discretization method |
| g | functions which determine whether the tooth is in contact with workpiece |
| dynamic chip thickness for the j-th tooth | |
| HPM | Homotopy perturbation method |
| number of discrete time intervals | |
| , | spring stiffness in x and y directions |
| , | cutting force coefficients in tangential and radial direction (N/m) |
| approximate number of discrete parts interval corresponding to | |
| , | modal mass in x and y directions (kg) |
| number of teeth | |
| PTP | peak-to-peak |
| q | nonlinear parameter in cutting force |
| radius of a cutter (m) | |
| RVA | ratio of the speed variation amplitude to the nominal spindle speed |
| RVF | ratio of the speed variation frequency to the nominal spindle speed |
| SDM | semi-discretization method |
| SLD | stability lobe diagram |
| VHC | variable helix cutter |
| VHCVSS | combination of VHC and VSS |
| VPC | variable pith cutter |
| VSS | variable spindle speed |
| helix angles (°) | |
| helix angle increment (°) | |
| contribution factor | |
| , | damping ratios in x and y directions |
| approximate delay time | |
| angular position for the j-th tooth (°) | |
| stable area ratio | |
| pitches at the end of the tool (°) | |
| , | the natural frequencies in x and y directions (Hz) |
| spindle speed of VSS (Rev/min) | |
| foundation speed of VSS (Rev/min) | |
| amplitude variation of spindle speed (Rev/min) |
References
- Tobias, S.A.; Fishwick, W. Theory of regenerative machine tool chatter. Engineer 1958, 205, 199–203. [Google Scholar]
- Tlusty, J.; Polacek, M. The stability of machine tools against self-excited vibrations in machining. Int. Res. Prod. Eng. 1963, 115, 1–8. [Google Scholar]
- Altintas, Y.; Budak, E. Analytical prediction of stability lobes in milling. CIRP Ann. Manuf. Technol. 1995, 44, 357–362. [Google Scholar] [CrossRef]
- Merdol, S.D.; Altintas, Y. Multi frequency solution of chatter stability for low immersion milling. J. Manuf. Sci. E Trans. ASME 2004, 126, 459–466. [Google Scholar] [CrossRef]
- Bayly, P.V.; Halley, J.E.; Mann, B.P.; Davies, M.A. Stability of interrupted cutting by temporal finite element analysis. J. Manuf. Sci. E Trans. ASME 2003, 125, 220–225. [Google Scholar] [CrossRef]
- Butcher, E.A.; Bobrenkov, O.A. On the Chebyshev spectral continuous time approximation for constant and periodic delay differential equations. Commun. Nonlinear Sci. 2011, 16, 1541–1554. [Google Scholar] [CrossRef]
- Insperger, T.; Stepan, G. Semi-Discretization for Time-Delay Systems Stability and Engineering Applications, 1st ed.; Springer: New York, NY, USA, 2011. [Google Scholar]
- Insperger, T.; Stepan, G. Semi-discretization method for delayed systems. Int. J. Numer. Methods Eng. 2002, 55, 503–518. [Google Scholar] [CrossRef]
- Insperger, T.; Stepan, G. Updated semi-discretization method for periodic delay-differential equations with discrete delay. Int. J. Numer. Methods Eng. 2004, 61, 114–141. [Google Scholar] [CrossRef]
- Olgac, N.; Ergenc, A.; Sipahi, R. Delay scheduling: A new concept for stabilization in multiple delay systems. J. Vib. Control 2005, 11, 1159–1172. [Google Scholar] [CrossRef]
- Yi, S.; Nelson, P. Delay differential equations via the matrix Lambert W function and bifurcation analysis: Application to machine tool chatter. Math. Biosci. Eng. 2007, 4, 355–368. [Google Scholar]
- Butcher, E.A.; Bobrenkov, O.A.; Bueler, E.; Nindujarla, P. Analysis of Milling Stability by the Chebyshev Collocation Method: Algorithm and Optimal Stable Immersion Levels. J. Comput. Nonlinear Dyn. 2009, 4, 1–12. [Google Scholar] [CrossRef]
- He, J.H. Homotopy perturbation technique. Comput. Methods Appl. Mech. Eng. 1999, 178, 257–262. [Google Scholar] [CrossRef]
- Ding, Y.; Zhu, L.; Zhang, X.; Ding, H. A full-discretization method for prediction of milling stability. Int. J. Mach. Tools Manuf. 2010, 50, 502–509. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, D.; Wu, B. An efficient full-discretization method for prediction of milling stability. Int. J. Mach. Tools Manuf. 2012, 63, 40–48. [Google Scholar] [CrossRef]
- Zatarain, M.; Alvarez, J.; Bediaga, I.; Munoa, J.; Dombovari, Z. Implicit subspace iteration as an efficient method to compute milling stability lobe diagrams. Int. J. Adv. Manuf. Technol. 2015, 77, 597–607. [Google Scholar] [CrossRef]
- Khasawneh, F.A.; Mann, B.P. Stability of delay integro-differential equations using a spectral element method. Math. Comput. Model. 2011, 54, 2493–2503. [Google Scholar] [CrossRef]
- Lehotzky, D.; Insperger, T.; Stepan, G. Extension of the spectral element method for stability analysis of time-periodic delay-differential equations with multiple and distributed delays. Commun. Nonlinear Sci. 2017, 35, 177–189. [Google Scholar] [CrossRef]
- Sosa, J.; Olvera, D.; Urbikain, G.; Martinez-Romero, O.; Elías-Zúñiga, A.; De Lacalle, L.N.L. Uncharted Stable Peninsula for Multivariable Milling Tools by High-Order Homotopy Perturbation Method. Appl. Sci. 2020, 10, 7869. [Google Scholar] [CrossRef]
- Compeán, F.I.; Olvera, D.; Campa, F.J.; de Lacalle, L.L.; Elías-Zúñiga, A.; Rodríguez, C. Characterization and stability analysis of a multivariable milling tool by the enhanced multistage homotopy perturbation method. Int. J. Mach. Tools Manuf. 2012, 57, 27–33. [Google Scholar] [CrossRef]
- Urbikain, G.; Lacalle, L.; Campa, F.J.; Fernández, A.; Elías, A. Stability prediction in straight turning of a flexible workpiece by collocation method. Int. J. Mach. Tools Manuf. 2012, 54–55, 73–81. [Google Scholar] [CrossRef]
- Urbikain, G.; Fernández, A.; Lacalle, L.; Gutiérrez, M. Stability lobes for general turning operations with slender tools in the tangential direction. Int. J. Mach. Tools Manuf. 2013, 67, 35–44. [Google Scholar] [CrossRef]
- Urbikain, G.; Campa, F.J.; Zulaika, J.J.; De Lacalle, L.N.L.; Alonso, M.A.; Collado, V. Preventing chatter vibrations in heavy-duty turning operations in large horizontal lathes. J. Sound Vib. 2015, 340, 317–330. [Google Scholar] [CrossRef]
- Urbikain, G.; Olvera, D.; De Lacalle, L.N.L.; Elías-Zúñiga, A. Stability and vibrational behaviour in turning processes with low rotational speeds. Int. J. Adv. Manuf. Technol. 2015, 80, 871–885. [Google Scholar] [CrossRef]
- Olvera, D.; Urbikain, G.; Elías-Zuñiga, A.; De Lacalle, L.N.L. Improving Stability Prediction in Peripheral Milling of Al7075T6. Appl. Sci. 2018, 8, 1316. [Google Scholar] [CrossRef]
- Olvera, D.; Elías-Zúñiga, A.; Martínez-Alfaro, H.; de Lacalle, L.L.; Rodríguez, C.; Campa, F. Determination of the stability lobes in milling operations based on homotopy and simulated annealing techniques. Mechatronics 2014, 24, 177–185. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Hassui, A.; Wojciechowski, S.; Mia, M.; Magri, A.; Suyama, D.I.; Bustillo, A.; Krolczyk, G.; Gupta, M.K. Effect of the Relative Position of the Face Milling Tool towards the Workpiece on Machined Surface Roughness and Milling Dynamics. Appl. Sci. 2019, 9, 842. [Google Scholar] [CrossRef]
- Urbikain, G.; Olvera, D.; López de Lacalle, L.N.; Beranoagirre, A.; Elías-Zuñiga, A. Prediction Methods and Experimental Techniques for Chatter Avoidance in Turning Systems: A Review. Appl. Sci. 2019, 9, 4718. [Google Scholar] [CrossRef]
- Pelayo, G.U.; Olvera-Trejo, D.; Luo, M.; de Lacalle, L.L.; Elías-Zuñiga, A. Surface roughness prediction with new barrel-shape mills considering runout: Modelling and validation. Measurement 2020, 173, 108670. [Google Scholar] [CrossRef]
- Wan, M.; Zhang, W.-H.; Dang, J.-W.; Yang, Y. A unified stability prediction method for milling process with multiple delays. Int. J. Mach. Tools Manuf. 2010, 50, 29–41. [Google Scholar] [CrossRef]
- Zhang, X.; Xiong, C.; Ding, Y.; Xiong, Y. Variable-step integration method for milling chatter stability prediction with multiple delays. Sci. China Technol. Sci. 2011, 54, 3137–3154. [Google Scholar] [CrossRef]
- Jin, G.; Qi, H.; Cai, Y.; Zhang, Q. Stability prediction for milling process with multiple delays using an improved semi-discretization method. Math. Method Appl. Sci. 2016, 39, 949–958. [Google Scholar] [CrossRef]
- Mei, Y.; Mo, R.; Sun, H.; He, B.; Bu, K. Stability Analysis of Milling Process with Multiple Delays. Appl. Sci. 2020, 10, 3646. [Google Scholar] [CrossRef]
- Jiang, S.; Sun, Y. Stability analysis for a milling system considering multi-point-contact cross-axis mode coupling and cutter run-out effects. Mech. Syst. Signal Process. 2019, 141, 106452. [Google Scholar] [CrossRef]
- Sims, N.; Mann, B.; Huyanan, S. Analytical prediction of chatter stability for variable pitch and variable helix milling tools. J. Sound Vib. 2008, 317, 664–686. [Google Scholar] [CrossRef]
- Sims, N. Fast chatter stability prediction for variable helix milling tools. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2015, 230, 1989–1996. [Google Scholar] [CrossRef]
- Dombovari, Z.; Stepan, G. The effect of helix angle variation on milling stability. J. Manuf. Sci. E Trans. ASME 2012, 134, 051015. [Google Scholar] [CrossRef]
- Dombovari, Z.; Altintas, Y.; Stepan, G. The effect of serration on mechanics and stability of milling cutters. Int. J. Mach. Tools Manuf. 2010, 50, 511–520. [Google Scholar] [CrossRef]
- Jin, G.; Zhang, Q.; Hao, S.; Xie, Q. Stability prediction of milling process with variable pitch and variable helix cutters. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2014, 228, 281–293. [Google Scholar] [CrossRef]
- Insperger, T.; Stepan, G. Stability analysis of turning with periodic spindle speed modulation via semidiscretization. J. Vib. Control 2004, 10, 1835–1855. [Google Scholar] [CrossRef]
- Zatarain, M.; Bediaga, I.; Muñoa, J.; Lizarralde, R. Stability of milling processes with continuous spindle speed variation: Analysis in the frequency and time domains, and experimental correlation. CIRP Ann. Manuf. Technol. 2008, 57, 379–384. [Google Scholar] [CrossRef]
- Long, X.H.; Balachandran, B. Stability of Up-milling and Down-milling Operations with Variable Spindle Speed. J. Vib. Control 2011, 16, 1151–1168. [Google Scholar] [CrossRef]
- Seguy, S.; Insperger, T.; Arnaud, L.; Dessein, G.; Peigné, G. On the stability of high-speed milling with spindle speed variation. Int. J. Adv. Manuf. Technol. 2010, 48, 883–895. [Google Scholar] [CrossRef]
- Xie, Q.; Zhang, Q. Stability predictions of milling with variable spindle speed using an improved semi-discretization method. Math. Comput. Simulat. 2012, 85, 78–89. [Google Scholar] [CrossRef]
- Totis, G.; Albertelli, P.; Sortino, M.; Monno, M. Efficient evaluation of process stability in milling with Spindle Speed Variation by using the Chebyshev Collocation Method. J. Sound Vib. 2014, 333, 646–668. [Google Scholar] [CrossRef]
- Urbikain, G.; Olvera, D.; de Lacalle, L.L.; Elías-Zúñiga, A. Spindle speed variation technique in turning operations: Modeling and real implementation. J. Sound Vib. 2016, 383, 384–396. [Google Scholar] [CrossRef]
- Bediaga, I.; Zatarain, M.; Munoa, J.; Lizarralde, R. Application of continuous spindle speed variation for chatter avoidance in roughing milling. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 225, 631–640. [Google Scholar] [CrossRef]
- Bediaga, I. Regenerative Chatter Suppression by Means of Variable Spindle Speed. Ph.D. Thesis, Department of Mechanical Engineering, Bilbao, Spain, 2009. [Google Scholar]
- Jin, G.; Qi, H.; Li, Z.; Han, J. Dynamic modelling and stability analysis for the combined milling system with variable pitch cutter and spindle speed variation. Commun. Nonlinear Sci. 2018, 63, 38–56. [Google Scholar] [CrossRef]
- Jin, G.; Jiang, H.; Han, J.; Li, Z.; Li, H.; Yan, B. Stability analysis of milling process with variable spindle speed and pitch angle considering helix angle and process phase difference. Math. Probl. Eng. 2021, 2021, 1–15. [Google Scholar]
- Zhang, L.; Hao, B.; Xu, D.; Dong, M. Dynamic milling stability prediction of thin-walled components based on VPC and VSS combined method. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–9. [Google Scholar] [CrossRef]
- Yang, W.A.; Huang, C. Stability analysis of 2-DOF milling dynamics for simultaneously varying tooth pitch and spindle speed with helix angle effect. Int. J. Adv. Manuf. Technol. 2020, 110, 1163–1177. [Google Scholar] [CrossRef]
- Powell, K.B. Cutting Performance and Stability of Helical Endmills with Variable Pitch. Doctoral Dissertation, University of Florida, Gainesville, FL, USA, 2008. [Google Scholar]
- Altintas, Y.; Engin, S.; Budak, E. Analytical stability prediction and design of variable pitch cutters. J. Manuf. Sci. E Trans. ASME 1999, 121, 173–179. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jin, G.; Li, W.; Han, J.; Li, Z.; Hu, G.; Sun, G. An Updated Method for Stability Analysis of Milling Process with Multiple and Distributed Time Delays and Its Application. Appl. Sci. 2021, 11, 4203. https://doi.org/10.3390/app11094203
Jin G, Li W, Han J, Li Z, Hu G, Sun G. An Updated Method for Stability Analysis of Milling Process with Multiple and Distributed Time Delays and Its Application. Applied Sciences. 2021; 11(9):4203. https://doi.org/10.3390/app11094203
Chicago/Turabian StyleJin, Gang, Wenshuo Li, Jianxin Han, Zhanjie Li, Gaofeng Hu, and Guangxing Sun. 2021. "An Updated Method for Stability Analysis of Milling Process with Multiple and Distributed Time Delays and Its Application" Applied Sciences 11, no. 9: 4203. https://doi.org/10.3390/app11094203
APA StyleJin, G., Li, W., Han, J., Li, Z., Hu, G., & Sun, G. (2021). An Updated Method for Stability Analysis of Milling Process with Multiple and Distributed Time Delays and Its Application. Applied Sciences, 11(9), 4203. https://doi.org/10.3390/app11094203