The Need for Ecosystem 4.0 to Support Maintenance 4.0: An Aviation Assembly Line Case

 ,
,  ,
, 
Abstract
Featured Application
Abstract
1. Introduction
2. Materials and Methods
- the system’s Reliability, Availability, Maintainability and Safety (RAMS) factors;
- the operating environment in which the system is being deployed;
- the organization’s maintenance capabilities [9].
- RAMS information is represented by the technical publications, manuals, specs, maintenance plan, and the data gathered from the condition monitoring;
- The operating environment and requirements are essentially defined by the production demand, robots, tools, and workforce; and
- The organization’s maintenance capabilities are described by the maintenance resources such as tools, labour available, and maintenance tribal knowledge.
- Maintenance manual and maintenance team’s “tribal” knowledge;
- Equipment condition monitoring to support Prognostics and Health Management, including Remaining Useful Life (RUL) evaluation;
- Available resources such as maintenance labour and tools;
- The maintenance plan, including tasks and their interval; and
- Production demand.
3. Case Study
3.1. Assembly Line Description
- First assembly level: parts like skins, stringers, stiffeners, and doublers are joined to form upper and lower panels, as well as spar, ribs, and bulkhead subassemblies;
- Second assembly level: these subassemblies are joined to form left, right and centre rib/spar grid structures;
- Third assembly level: upper and lower panel subassemblies are joined with the rib/spar to form left, right and centre boxes;
- Fourth assembly level: three wing boxes are joined to form the final wing.
3.2. Mathematical Model
- Level 1—shallow experience: performs 25% slower than the MTTR for a team to execute the maintenance tasks;
- Level 2—low experience: performs 10% slower than MTTR for a team to execute the maintenance tasks;
- Level 3—average experience: it takes a time equal to the MTTR to execute the maintenance task;
- Level 4—high experience: performs 10% faster than the MTTR to execute the maintenance task; and
- Level 5—very high experience: performs 25% faster than the MTTR to execute the maintenance task.
3.2.1. Scenario 1: Man-Hour Expertise Considered Constant
3.2.2. Scenario 2: Man-Hour Expertise Considered Constant and Randomized Team Assignment
3.2.3. Scenario 3: Man-Hour Expertise Considered Variable
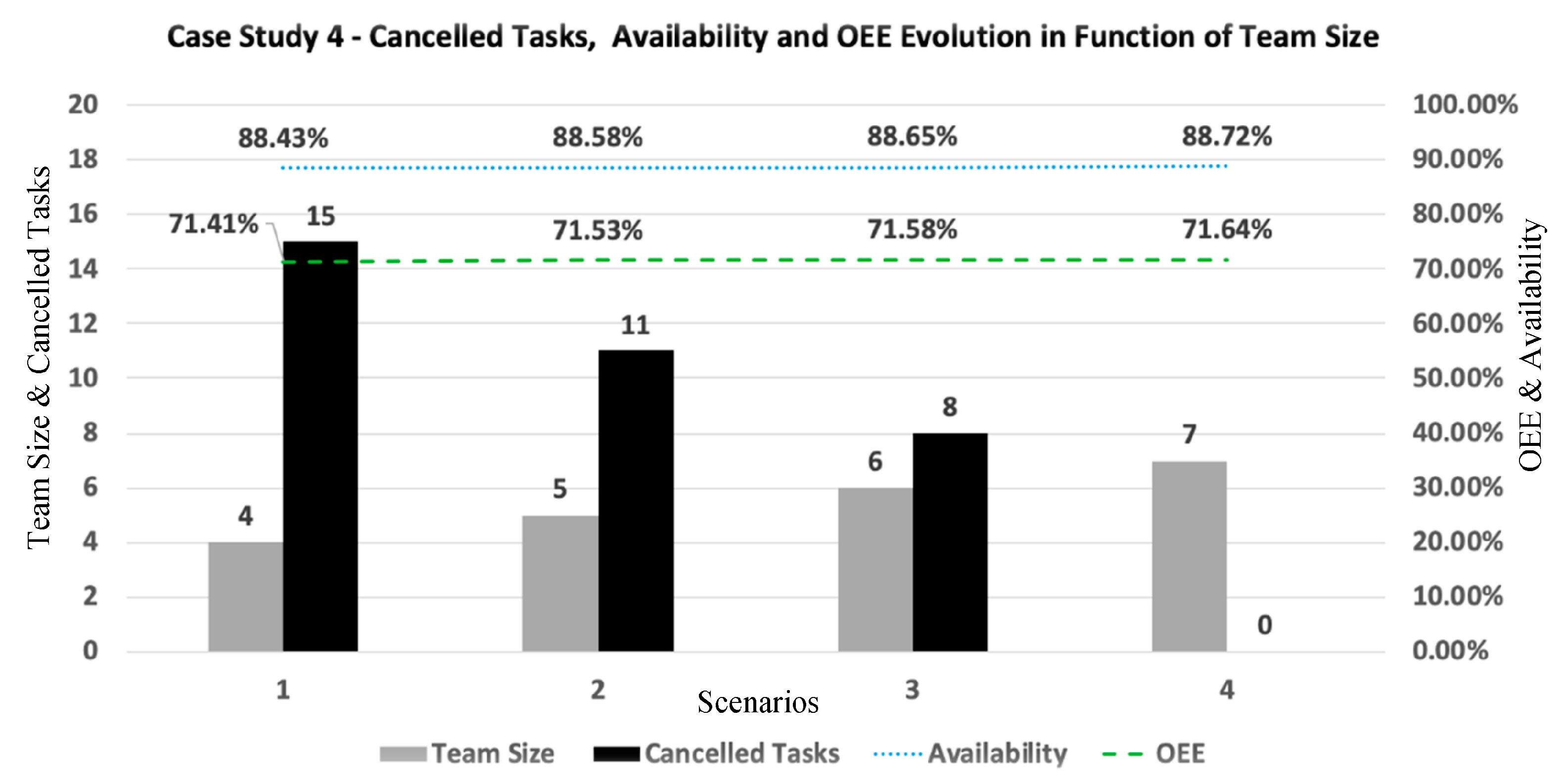
3.2.4. Scenario 4: Man-Hour Expertise Considered Variable and Tasks Rescheduling
4. Discussion
- No corrective maintenance was considered;
- Robots remaining useful life and degradation curve were not modelled; and
- Production demand, product quality, and robots’ MTBF were considered constant.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| CBM | Condition-Based Maintenance |
| CMP | Cyclic Maintenance |
| IIoT | Industrial Internet of Things |
| MIP | Mixed Integer Programming |
| MTBF | Meantime Between Failures |
| MTTR | Meantime to Repair |
| NCMP | Non-Cyclic Maintenance |
| OEE | Overall Equipment Effectiveness |
| RAMS | Reliability, Availability, Maintainability, and Safety |
| RUL | Remaining Useful Life |
| SPMF | Smart Prescriptive Maintenance Framework |
| TPM | Total Productive Maintenance |
Appendix A
- 1st column: the equipment was modelled in 12 different robot types distributed in 42 production cells along with 13 cells equipped with human labour and tools;
- 2nd column: it lists the assembly level according to the description of Section 3.1;
- 3rd column: it presents the riveting capacity per wing. It is essential to add that the monthly wing demand was considered equal to 43;
- 4th column: the MTBF was identified for each robot type;
- 5th column: here the production rate, in riveting per minute, was defined for each robot according to the information collected during the interviews and the literature review, as described in Table 1;
- 6th column: for each piece of equipment, a maintenance class was selected. According to Gopalakrishnan [24], Class A represents the assembly line’s most important robots, which, in turn, receive the most resources and more sophisticated maintenance strategies in an attempt to minimize downtime since an inactive Class A robot is highly uneconomic for management. Class B equipment is less critical than Class A but more fundamental than Class C. Usually, Class B equipment receives fewer resources than Class A but is still within the equipment set that presents a maintenance strategy that aims to minimize downtime preventive maintenance. Class C robots usually do not receive any resources to prevent unforeseen failures since downtime is economically acceptable for this equipment class. Being less costly than Class A and B, often these Class C equipment are substituted upon failure by the maintenance team;
- 7th column: as a function of the class, a maintenance strategy is assigned to each robot. Total Production Maintenance (TPM) combined with Condition Based Maintenance (CBM) are some examples. The strategy can also be constituted only by TPM or just letting the equipment fail, that is, on condition;
- 8th–15th columns: the last eight columns list the four considered maintenance tasks, their respective intervals, and Mean Times to Repair (MTTR).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Assembly Level | Assembly Strategy | Structural Component | Number of Rivets/Fasteners per Joining Operation | |||||
|---|---|---|---|---|---|---|---|---|
| Stringer/Caps to Skin/Web | Stiffeners to Web | Shear & Butterflies/Clips to Skins and Stringers | Spar Caps to Panels | Box to Box | Total | |||
| 1st Level | Robot | Panels Spars Ribs/Bulkhead | 24.300 14.400 | 7.800 1.400 | 60.500 | |||
| 2nd Level | Human + Tool | Ribs/Bulkhead/Spars-Grid | 6.000 | 6000 | ||||
| 3rd Level | Robot | Left Box Right Box Center Box | 9.000 9.000 2.300 | 7200 7200 1800 | 36,500 | |||
| 4th Level | Robot | 2700 | 2700 | |||||
| Total | 38.700 | 27,800 | 20,300 | 16,200 | 2700 | 105,700 | ||
| Robot | Assembly Level | di (Riveting/Wing) | MTBF (hs) | Production Rate (Riveting/Minute) | Maint. Class | Maint. Strategy | Maintenance Task | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Visual Inspection | Battery Servicing | Overhaul | Refurbishment | |||||||||||
| Interval (Week) | MTTR (hs) | Interval (Month) | MTTR (hs) | Interval (Month) | MTTR (hs) | Interval (Years) | MTTR (hs) | |||||||
| Robot Type 1 | 1st level | 10,084 | 570 | 10 | Class A | TPM + CBM | weekly | 0.1833 | 12 | 2 | 36 | 12 | 120 | 96 |
| Robot Type 2 | 1st level | 10,084 | 370 | 10 | Class B | TPM | weekly | 0.1833 | 13 | 2 | 48 | 12 | 170 | 96 |
| Robot Type 3 | 1st level | 10,083 | 470 | 10 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 50 | 12 | 180 | 96 |
| Robot Type 1 | 1st level | 10,083 | 570 | 10 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 36 | 12 | 120 | 96 |
| Robot Type 2 | 1st level | 10,083 | 370 | 10 | Class B | TPM | weekly | 0.1833 | 13 | 2 | 48 | 12 | 170 | 96 |
| Robot Type 3 | 1st level | 10,083 | 470 | 10 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 50 | 12 | 180 | 96 |
| Human + Tool | 2nd level | 465 | 501 | 0.5 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Human + Tool | 2nd level | 465 | 501 | 0.5 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Human + Tool | 2nd level | 465 | 501 | 0.5 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Human + Tool | 2nd level | 465 | 501 | 0.5 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Human + Tool | 2nd level | 460 | 501 | 0.5 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Human + Tool | 2nd level | 460 | 501 | 0.5 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Human + Tool | 2nd level | 460 | 501 | 0.5 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Human + Tool | 2nd level | 460 | 501 | 0.5 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Human + Tool | 2nd level | 460 | 501 | 0.5 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Human + Tool | 2nd level | 460 | 501 | 0.5 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Human + Tool | 2nd level | 460 | 501 | 0.5 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Human + Tool | 2nd level | 460 | 501 | 0.5 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Human + Tool | 2nd level | 460 | 501 | 0.5 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Robot Type 1 | 3rd level | 1141 | 570 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 36 | 12 | 120 | 96 |
| Robot Type 2 | 3rd level | 1141 | 370 | 1.2 | Class B | TPM | weekly | 0.1833 | 13 | 2 | 48 | 12 | 170 | 96 |
| Robot Type 3 | 3rd level | 1141 | 470 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 50 | 12 | 180 | 96 |
| Robot Type 4 | 3rd level | 1141 | 430 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 53 | 12 | 171 | 96 |
| Robot Type 5 | 3rd level | 1141 | 400 | 1.2 | Class B | TPM | weekly | 0.1833 | 14 | 2 | 37 | 12 | 180 | 96 |
| Robot Type 6 | 3rd level | 1141 | 440 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 41 | 12 | 173 | 96 |
| Robot Type 7 | 3rd level | 1141 | 510 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 39 | 12 | 138 | 96 |
| Robot Type 8 | 3rd level | 1141 | 517 | 1.2 | Class B | TPM | weekly | 0.1833 | 11 | 2 | 53 | 12 | 123 | 96 |
| Robot Type 9 | 3rd level | 1141 | 319 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 51 | 12 | 180 | 96 |
| Robot Type 10 | 3rd level | 1141 | 289 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 41 | 12 | 132 | 96 |
| Robot Type 1 | 3rd level | 1141 | 570 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 36 | 12 | 120 | 96 |
| Robot Type 2 | 3rd level | 1141 | 370 | 1.2 | Class B | TPM | weekly | 0.1833 | 13 | 2 | 48 | 12 | 170 | 96 |
| Robot Type 3 | 3rd level | 1141 | 470 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 50 | 12 | 180 | 96 |
| Robot Type 4 | 3rd level | 1141 | 430 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 53 | 12 | 171 | 96 |
| Robot Type 5 | 3rd level | 1141 | 400 | 1.2 | Class B | TPM | weekly | 0.1833 | 14 | 2 | 37 | 12 | 180 | 96 |
| Robot Type 6 | 3rd level | 1141 | 440 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 41 | 12 | 173 | 96 |
| Robot Type 7 | 3rd level | 1141 | 510 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 39 | 12 | 138 | 96 |
| Robot Type 8 | 3rd level | 1141 | 517 | 1.2 | Class B | TPM | weekly | 0.1833 | 11 | 2 | 53 | 12 | 123 | 96 |
| Robot Type 9 | 3rd level | 1141 | 319 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 51 | 12 | 180 | 96 |
| Robot Type 10 | 3rd level | 1141 | 289 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 41 | 12 | 132 | 96 |
| Robot Type 1 | 3rd level | 1140 | 570 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 36 | 12 | 120 | 96 |
| Robot Type 2 | 3rd level | 1140 | 370 | 1.2 | Class B | TPM | weekly | 0.1833 | 13 | 2 | 48 | 12 | 170 | 96 |
| Robot Type 3 | 3rd level | 1140 | 470 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 50 | 12 | 180 | 96 |
| Robot Type 4 | 3rd level | 1140 | 430 | 1.2 | Class B | TPM | weekly | 0.1833 | 12 | 2 | 53 | 12 | 171 | 96 |
| Robot Type 5 | 3rd level | 1140 | 400 | 1.2 | Class B | TPM | weekly | 0.1833 | 14 | 2 | 37 | 12 | 180 | 96 |
| Robot Type 6 | 3rd level | 1140 | 440 | 1.2 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Robot Type 7 | 3rd level | 1140 | 510 | 1.2 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Robot Type 8 | 3rd level | 1140 | 517 | 1.2 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Robot Type 9 | 3rd level | 1140 | 319 | 1.2 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Robot Type 10 | 3rd level | 1140 | 289 | 1.2 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Robot Type 3 | 3rd level | 1140 | 470 | 1.2 | Class C | On Condition | N/A | N/A | N/A | N/A | N/A | N/A | N/A | N/A |
| Robot Type 4 | 3rd level | 1140 | 430 | 1.2 | Class A | TPM + CBM | weekly | 0.1833 | 12 | 2 | 53 | 12 | 171 | 96 |
| Robot Type 11 | 4th level | 675 | 489 | 1 | Class A | TPM + CBM | weekly | 0.1833 | 10 | 2 | 48 | 12 | 144 | 96 |
| Robot Type 11 | 4th level | 675 | 489 | 1 | Class A | TPM + CBM | weekly | 0.1833 | 10 | 2 | 48 | 12 | 144 | 96 |
| Robot Type 12 | 4th level | 675 | 511 | 1 | Class A | TPM + CBM | weekly | 0.1833 | 12 | 2 | 39 | 12 | 151 | 96 |
| Robot Type 12 | 4th level | 675 | 511 | 1 | Class A | TPM + CBM | weekly | 0.1833 | 12 | 2 | 39 | 12 | 151 | 96 |
| Total | 105,700 | |||||||||||||
References
- Schoenberger, R. From Cars to Planes—Aerospace Manufacturing and Design. Available online: https://www.aerospacemanufacturinganddesign.com/article/amd1114-aerospace-assembly-automation/ (accessed on 22 March 2021).
- Bogue, R. The Growing Use of Robots by the Aerospace Industry. Ind. Robot Int. J. 2018, 45, 705–709. [Google Scholar] [CrossRef]
- de Mello, J.M.G.; Trabasso, L.G.; Reckevcius, A.C.; Palmeira, A.L.O.A.; Reiss, P.; Caraca, W. A Novel Jigless Process Applied to a Robotic Cell for Aircraft Structural Assembly. Int. J. Adv. Manuf. Technol. 2020, 109, 1177–1187. [Google Scholar] [CrossRef]
- Duffuaa, S.; Raouf, A. Planning and Control of Maintenance Systems: Modelling and Analysis, 2nd ed.; Springer International Publishing: Cham, Switzerland, 2015; ISBN 978-3-319-19802-6. [Google Scholar]
- Qi, Q.; Tao, F.; Hu, T.; Anwer, N.; Liu, A.; Wei, Y.; Wang, L.; Nee, A.Y.C. Enabling Technologies and Tools for Digital Twin. J. Manuf. Syst. 2019. [Google Scholar] [CrossRef]
- He, B.; Bai, K.-J. Digital Twin-Based Sustainable Intelligent Manufacturing: A Review. Adv. Manuf. 2020. [Google Scholar] [CrossRef]
- Gao, R.X.; Wang, L.; Helu, M.; Teti, R. Big Data Analytics for Smart Factories of the Future. CIRP Ann. 2020, 69, 668–692. [Google Scholar] [CrossRef]
- Choubey, S.; Benton, R.G.; Johnsten, T. A Holistic End-to-End Prescriptive Maintenance Framework. Data-Enabled Discov. Appl. 2021, 4, 11. [Google Scholar] [CrossRef]
- Marques, H.; Giacotto, A. Prescriptive Maintenance: Building Alternative Plans for Smart Operations; Swedish Society of Aeronautics and Astronautics (FTF): Stockholm, Sweden, 2019; pp. 231–236. [Google Scholar]
- Shamsaei, F.; Van Vyve, M. Solving Integrated Production and Condition-Based Maintenance Planning Problems by MIP Modeling. Flex. Serv. Manuf. J. 2017, 29, 184–202. [Google Scholar] [CrossRef]
- Matyas, K.; Nemeth, T.; Kovacs, K.; Glawar, R. A Procedural Approach for Realizing Prescriptive Maintenance Planning in Manufacturing Industries. CIRP Ann. 2017, 66, 461–464. [Google Scholar] [CrossRef]
- Koops, L.G. Optimized Maintenance Decision-Making—A Simulation-Supported Prescriptive Analytics Approach Based on Probabilistic Cost-Benefit Analysis. PHM Soc. Eur. Conf. 2020, 5, 14. [Google Scholar] [CrossRef]
- Kerin, M.; Pham, D.T. Smart Remanufacturing: A Review and Research Framework. J. Manuf. Technol. Manag. 2020, 31, 1205–1235. [Google Scholar] [CrossRef]
- Navas, M.A.; Sancho, C.; Carpio, J. Disruptive Maintenance Engineering 4.0. Int. J. Qual. Reliab. Manag. 2020, 37, 853–871. [Google Scholar] [CrossRef]
- Munín-Doce, A.; Díaz-Casás, V.; Trueba, P.; Ferreno-González, S.; Vilar-Montesinos, M. Industrial Internet of Things in the Production Environment of a Shipyard 4.0. Int. J. Adv. Manuf. Technol. 2020, 108, 47–59. [Google Scholar] [CrossRef]
- Diez-Olivan, A.; Del Ser, J.; Galar, D.; Sierra, B. Data Fusion and Machine Learning for Industrial Prognosis: Trends and Perspectives towards Industry 4.0. Inf. Fusion 2019, 50, 92–111. [Google Scholar] [CrossRef]
- Chang, H.-M.; Huang, C.; Torng, C.-C. Lean Production Implement Model for Aerospace Manufacturing Suppliers. Int. J. Innov. Manag. Technol. 2013. [Google Scholar] [CrossRef]
- Schrotenboer, A.H.; Ursavas, E.; Vis, I.F.A. Mixed Integer Programming Models for Planning Maintenance at Offshore Wind Farms under Uncertainty. Transp. Res. Part C Emerg. Technol. 2020, 112, 180–202. [Google Scholar] [CrossRef]
- Sarh, B. Wing Structural Assembly Methodology; SAE International: Long Beach, CA, USA, 1998; p. 982156. [Google Scholar]
- Kampa, A.; Gołda, G.; Paprocka, I. Discrete Event Simulation Method as a Tool for Improvement of Manufacturing Systems. Computers 2017, 6, 10. [Google Scholar] [CrossRef]
- Kampa, A. The Review of Reliability Factors Related to Industrial Robo. Robot. Autom. Eng. J. 2018, 3. [Google Scholar] [CrossRef]
- Dhillon, B.S.; Yang, N. Reliability Analysis of a Repairable Robot System. J. Qual. Maint. Eng. 1996, 2, 30–37. [Google Scholar] [CrossRef]
- Dhillon, B.S.; Aleem, M.A. A Report on Robot Reliability and Safety in Canada: A Survey of Robot Users. J. Qual. Maint. Eng. 2000, 6, 61–74. [Google Scholar] [CrossRef]
- Gopalakrishnan, M.; Skoogh, A. Machine Criticality Based Maintenance Prioritization: Identifying Productivity Improvement Potential. Int. J. Product. Perform. Manag. 2018, 67, 654–672. [Google Scholar] [CrossRef]
- Khatab, A.; Diallo, C.; Venkatadri, U.; Liu, Z.; Aghezzaf, E.-H. Optimization of the Joint Selective Maintenance and Repairperson Assignment Problem under Imperfect Maintenance. Comput. Ind. Eng. 2018, 125, 413–422. [Google Scholar] [CrossRef]
- ILO Benchmarking of Qualifications Frameworks: A Report on Potential Comparability between the Bangladesh Technical and Vocational Qualifications Framework and Qualifications Frameworks of Other Countries of Origin and Destination of Migrant Workers—Skills and Employability Network. Available online: http://apskills.ilo.org/resources/benchmarking-of-qualifications-frameworks-a-report-on-potential-comparability-between-the-bangladesh-technical-and-vocational-qualifications-framework-and-qualifications-frameworks-of-other-countries-of-origin-and-destination-of-migrant-workers (accessed on 11 March 2021).
- Apple MacOS Big Sur. Available online: https://www.apple.com/macos/big-sur/ (accessed on 11 March 2021).
- Gurobi Software Downloads and License Center. Available online: https://www.gurobi.com/downloads/ (accessed on 11 March 2021).
- Mathworks MATLAB & Simulink. Available online: https://www.mathworks.com/products/matlab.html (accessed on 11 March 2021).




| Parameter or Assembly Line Characteristics | Field Exploration | Literature |
|---|---|---|
| Monthly production | x | |
| Assembly level | [19] | |
| Number of robots | x | |
| Riveting per robot, per wing | [19] | |
| Mean Time Between Failures | x | [20,21,22,23] |
| Production rate | [19] | |
| Robot Maintenance Class | x | [24] |
| Robot Maintenance Strategy | x | |
| Maintenance Tasks Types and Intervals | x | [21] |
| Mean Time to Repair | x | |
| Team size and expertise | x |
| Total Maintenance Man-Hour (h) | Cancelled Tasks | Total Downtime (h) | Availability | OEE |
|---|---|---|---|---|
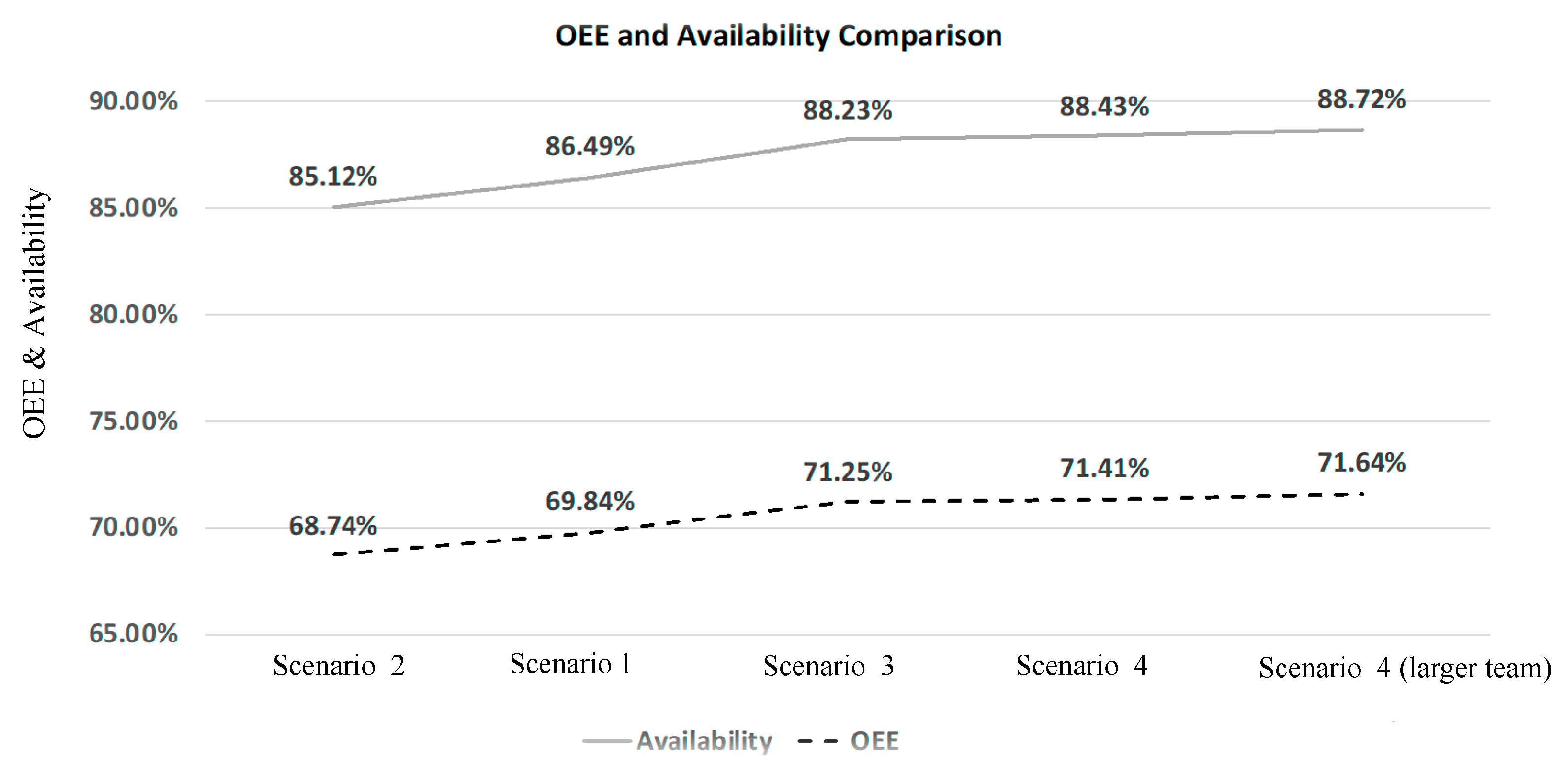
| 9676.5 | 19 | 11,804.50 | 86.49% | 69.84% |
| Total Maintenance Man-Hour (h) | Cancelled Tasks | Total Downtime (h) | Availability | OEE |
|---|---|---|---|---|
| 10,868 | 19 | 12,996 | 85.12% | 68.74% |
| Total Maintenance Man-Hour (h) | Cancelled Tasks | Total Downtime (h) | Availability | OEE |
|---|---|---|---|---|
| 8153.8 | 19 | 10,281.8 | 88.23% | 71.25% |
| Total Maintenance Man-Hour (h) | Cancelled Tasks | Total Downtime (h) | Availability | OEE |
|---|---|---|---|---|
| 8426.1 | 15 | 10,106.1 | 88.43% | 71.41% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giacotto, A.; Costa Marques, H.; Pereira Barreto, E.A.; Martinetti, A. The Need for Ecosystem 4.0 to Support Maintenance 4.0: An Aviation Assembly Line Case. Appl. Sci. 2021, 11, 3333. https://doi.org/10.3390/app11083333
Giacotto A, Costa Marques H, Pereira Barreto EA, Martinetti A. The Need for Ecosystem 4.0 to Support Maintenance 4.0: An Aviation Assembly Line Case. Applied Sciences. 2021; 11(8):3333. https://doi.org/10.3390/app11083333
Chicago/Turabian StyleGiacotto, Alessandro, Henrique Costa Marques, Eduardo Afonso Pereira Barreto, and Alberto Martinetti. 2021. "The Need for Ecosystem 4.0 to Support Maintenance 4.0: An Aviation Assembly Line Case" Applied Sciences 11, no. 8: 3333. https://doi.org/10.3390/app11083333
APA StyleGiacotto, A., Costa Marques, H., Pereira Barreto, E. A., & Martinetti, A. (2021). The Need for Ecosystem 4.0 to Support Maintenance 4.0: An Aviation Assembly Line Case. Applied Sciences, 11(8), 3333. https://doi.org/10.3390/app11083333