
Green Treatment of Cyanide Tailings Using a “Filter Press BackWash–Chemical Precipitation–Gaseous Membrane Absorption” Method


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Equipment
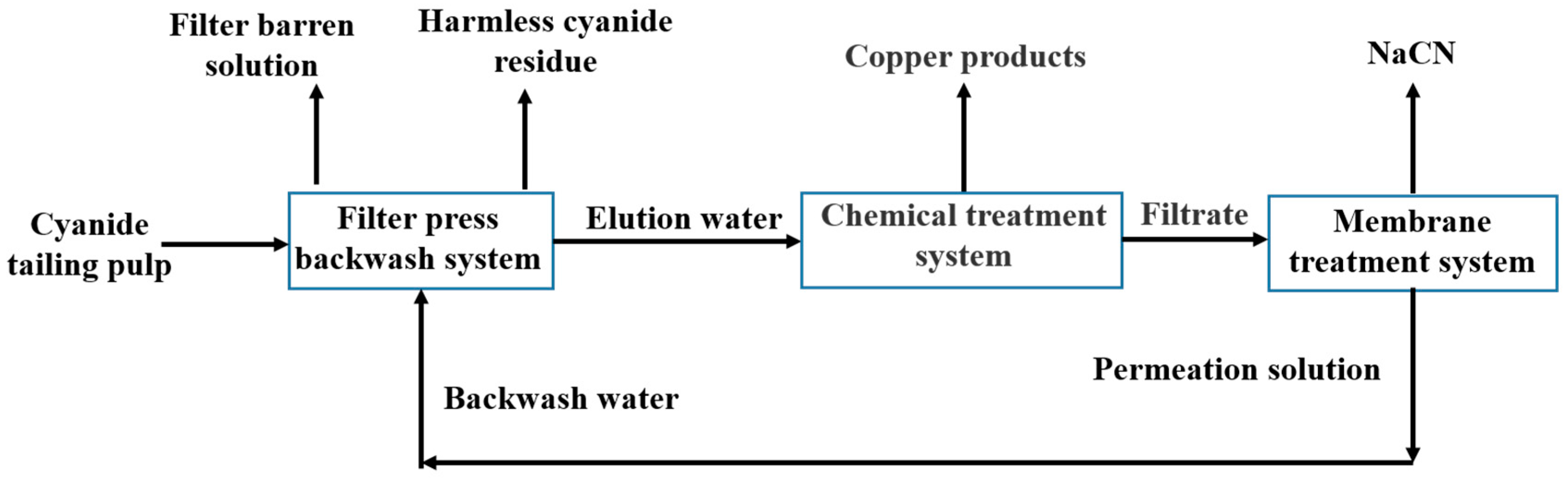
2.2. Experimental Set-Up and Operation
2.2.1. Filter Press Backwash Process
2.2.2. Chemical Treatment Process
2.2.3. Membrane Treatment Process
2.3. Analysis and Characterization
3. Results
3.1. Raw Material Analysis
3.2. Filter Press Backwash Process
3.2.1. The Effect of the Primary Air-Drying Time
3.2.2. The Effect of Multiple Backwashing Conditions
3.2.3. The Effect of the pH Value of Backwash Water
3.2.4. Effect of the Total Cyanide Content in Backwash Water
3.2.5. The Effect of the Secondary Air-Drying Time
3.3. Chemical Treatment Process
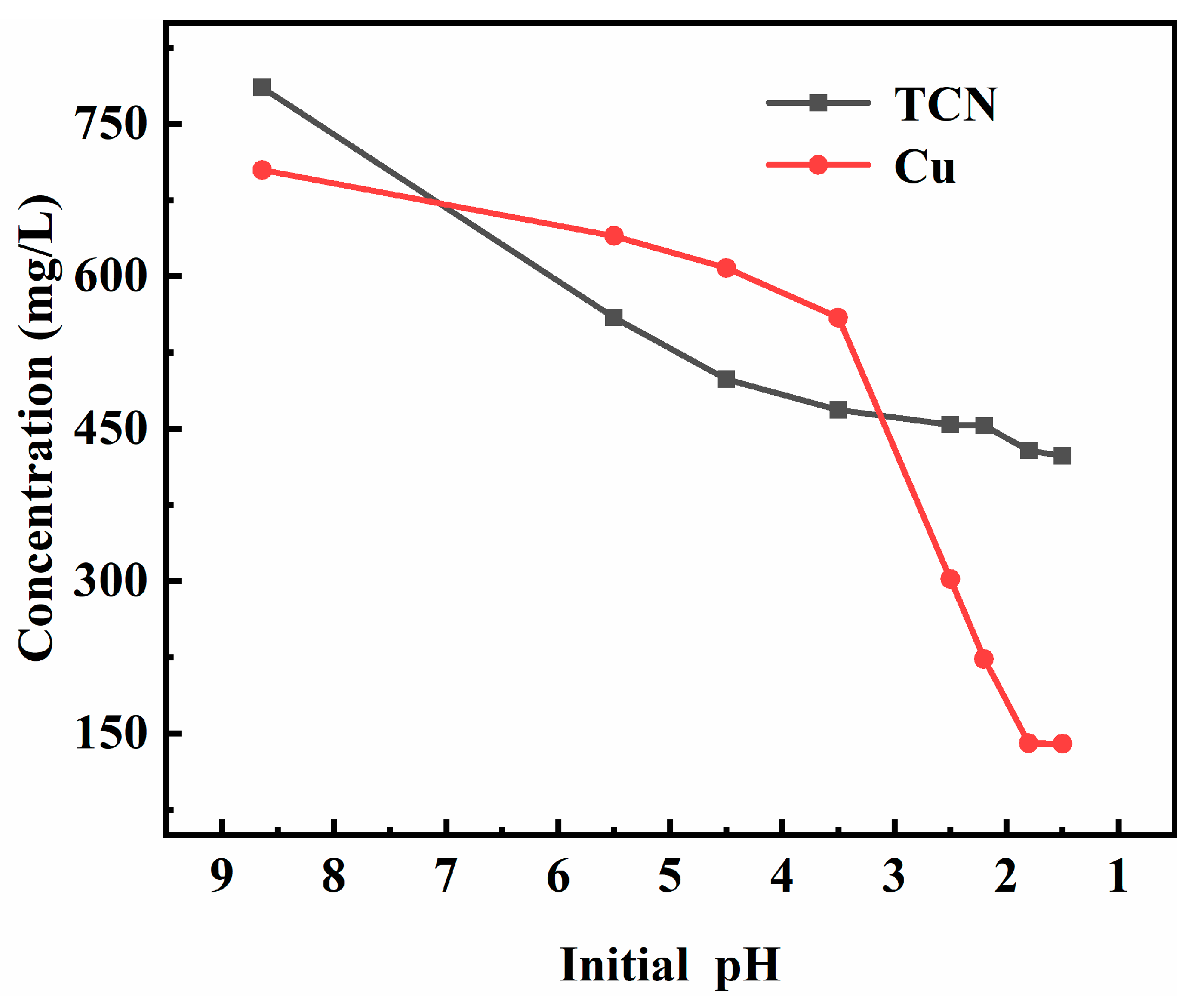
3.3.1. The Effect of the Initial pH of Acidification Conditions
3.3.2. The Effect of Sodium Hydrosulfide Dosage
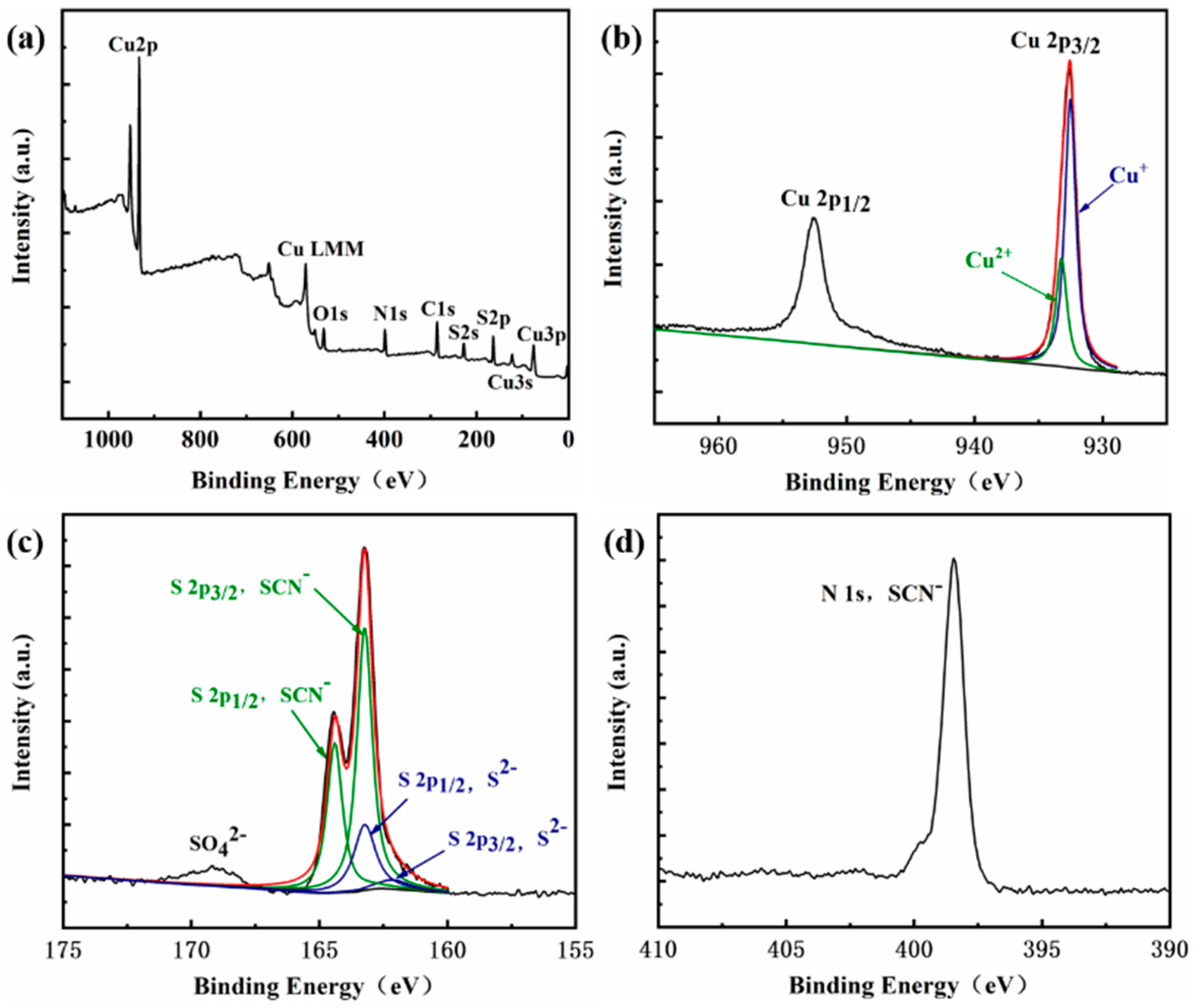
3.3.3. Characterization of Copper Products
3.4. Membrane Treatment Process
3.4.1. The Influence of Gaseous Membrane Stages
3.4.2. The Influence of the Flow Rate of Cyanide-Containing Water
3.5. Results of the Circulation Experiment
4. Conclusions
- The main reason for the excessive toxicity of the cyanide tailings was the high concentration of copper-cyanide complexes in the cyanide tailings.
- The effect of the filter press backwash was mainly affected by air-drying time and backwash water parameters. To decrease the total cyanide concentration in the leached toxic solution of backwashed cyanide tailings to less than 5 mg/L, the primary air-drying time should be 1.5 min; in addition, the secondary air- drying time should be 10 min, the pH value of the backwash water must be greater than 2, the backwash water multiple must be greater than or equal to 0.7, and the total cyanide concentration in the backwash water must be greater than 21.75 mg/L.
- In the process of chemical treatment, the copper element in the elution water was recovered by acidification and vulcanization. The optimal reaction conditions were as follows: initial pH value of the acidification reaction was 1.8 and NaHS dosage of 100 mg/L. The copper products were composed of CuSCN, CuS, Cu2S, and CaSO4.
- The effect of gaseous membrane treatment was mainly affected by the flow rate of cyanide-containing water and the number of membrane stages. The best conditions were that the flow rate of cyanide-containing water was 0.3 m3/h and the number of membrane stages was two.
- The process circulation experiment was carried out under optimal conditions to verify the feasibility and stability of the process. In the circulation experiment, the leaching toxicity of the backwashed cyanide tailings reached the TSPC standard for storage in a tailings pond. The average recovery rate of copper and total cyanide in elution water was 97.8% and 99.89%, respectively, and the average removal rate of thiocyanate was 94.09%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Habashi, F. 100 years of cyanidation. Can. Min. Metall. Bull. 1987, 80, 108–114. [Google Scholar]
- Li, H.; Li, S.; Srinivasakannan, C.; Zhang, L.; Yin, S.; Yang, K.; Xie, H. Efficient cleaning extraction of silver from spent symbiosis lead-zinc mine assisted by ultrasound in sodium thiosulfate system. Ultrason. Sonochem. 2018, 49, 118–127. [Google Scholar] [CrossRef] [PubMed]
- Chinese Standard HJ 943-2018. Technical Specification for Pollution Control of Cyanide Leaching Residue in Gold Industry; Ministry of Environmental Protection: Beijing, China, 2018. [Google Scholar]
- Korte, F.; Coulston, F. Some considerations on the impact on ecological chemical principles in practice with emphasis on gold mining and cyanide. Ecotoxicol. Environ. Saf. 1998, 41, 119–129. [Google Scholar] [CrossRef] [PubMed]
- Donato, D.B.; Madden-Hallett, D.M.; Smith, G.B.; Gursansky, W. Heap leach cyanide irrigation and risk to wildlife: Ramifications for the international cyanide management code. Ecotoxicol. Environ. Saf. 2017, 140, 271–278. [Google Scholar] [CrossRef] [PubMed]
- Garcia, V.; Hayrynen, P.; Landaburu-Aguirre, J.; Pirila, M.; Keiski, R.L.; Urtiaga, A. Purification techniques for the recovery of valuable compounds from acid mine drainage and cyanide tailings: Application of green engineering principles. J. Chem. Technol. Biotechnol. 2014, 89, 803–813. [Google Scholar] [CrossRef]
- Guo, X.; Qin, H.; Tian, Q.; Zhang, L. The efficacy of a new iodination roasting technology to recover gold and silver from refractory gold tailing. J. Clean. Prod. 2020, 261, 121147. [Google Scholar] [CrossRef]
- Dong, K.; Xie, F.; Wang, W.; Chang, Y.; Chen, C.; Gu, X. Calcination of calcium sulphoaluminate cement using pyrite-rich cyanide tailings. Crystals 2020, 10, 971. [Google Scholar] [CrossRef]
- Aliprandini, P.; Veiga, M.M.; Marshall, B.G.; Scarazzato, T.; Espinosa, D.C.R. Investigation of mercury cyanide adsorption from synthetic wastewater aqueous solution on granular activated carbon. J. Water Process Eng. 2020, 34, 101154. [Google Scholar] [CrossRef]
- Chen, Y.; Song, Y.; Chen, Y.; Zhang, X.; Lan, X. Comparative experimental study on the harmless treatment of cyanide tailings through slurry electrolysis. Sep. Purif. Technol. 2020, 251, 117314. [Google Scholar] [CrossRef]
- Hou, D.; Liu, L.; Yang, Q.; Zhang, B.; Qiu, H.; Ruan, S.; Chen, Y.; Li, H. Decomposition of cyanide from gold leaching tailingsby using sodium metabisulphite and hydrogen peroxide. Adv. Mater. Sci. Eng. 2020, 2020, 1–7. [Google Scholar] [CrossRef]
- Bahrami, A.; Kazemi, F.; Alighardashi, A.; Ghorbani, Y.; Abdollahi, M.; Parvizian, A. Isolation and removal of cyanide from tailing dams in gold processing plant using natural bitumen. J. Environ. Manag. 2020, 262, 110286. [Google Scholar] [CrossRef] [PubMed]
- Estay, H.; Ortiz, M.; Romero, J. A novel process based on gas filled membrane absorption to recover cyanide in gold mining. Hydrometallurgy 2013, 134, 166–176. [Google Scholar] [CrossRef]
- Estay, H.; Troncoso, E.; Romero, J. Design and cost estimation of a gas-filled membrane absorption (GFMA) process as alternative for cyanide recovery in gold mining. J. Membr. Sci. 2014, 466, 253–264. [Google Scholar] [CrossRef]
- Chinese Standard HJ/T 299-2007. Solid Waste-Extraction Procedure for Leaching Toxicity-Sulphuric Acid & Acid Method; State Environmental Protection Administration: Beijing, China, 2007. [Google Scholar]
- Chinese Standard GB/T 18598-2001. Standard for Pollution Control on the Security Landfill Site for Hazardous Wastes; State Environmental Protection Administration: Beijing, China, 2001. [Google Scholar]
- Estay, H.; Gim-Krumm, M.; Quilaqueo, M. Two-stage SART process: A feasible alternative for gold cyanidation plants with high zinc and copper contents. Minerals 2018, 8, 392. [Google Scholar] [CrossRef]
- Alonso-Gonzalez, O.; Nava-Alonso, F.; Uribe-Salas, A. Copper removal from cyanide solutions by acidification. Miner. Eng. 2009, 22, 324–329. [Google Scholar] [CrossRef]
- Dai, X.; Simons, A.; Breuer, P. A review of copper cyanide recovery technologies for the cyanidation of copper containing gold ores. Miner. Eng. 2012, 25, 1–13. [Google Scholar] [CrossRef]
- Riveros, P.A.; Molnar, R.E.; McNamara, V.M. Alternative-technology to decrease the environmental-impact of gold milling—A progress report on canmet research activitiesin this filed. CIM Bull. 1993, 86, 167–171. [Google Scholar]
- Xie, F.; Dreisinger, D. Studies on solvent extraction of copper and cyanide from waste cyanide solution. J. Hazard. Mater. 2009, 169, 333–338. [Google Scholar] [CrossRef]
- Xie, F.; Dreisinger, D.; Doyle, F. A review on recovery of copper and cyanide from waste cyanide solutions. Miner. Process. Extr. Metall. Rev. 2013, 34, 387–411. [Google Scholar] [CrossRef]
- Er, U.; Icli, K.C.; Ozenbas, M. Spin-coated copper(I) thiocyanate as a hole transport layer for perovskite solar cells. J. Solid State Electrochem. 2020, 24, 293–304. [Google Scholar] [CrossRef]
- Wu, H.; Or, V.W.; Gonzalez-Calzada, S.; Grassian, V.H. CuS nanoparticles in humid environments: Adsorbed water enhances the transformation of CuS to CuSO4. Nanoscale 2020, 12, 19350–19358. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Z.; Yang, H.; Zhu, Y.; Luo, S.; Ma, J. Interfacial N-Cu-S coordination mode of CuSCN/C3N4 with enhanced electrocatalytic activity for hydrogen evolution. Nanoscale 2019, 11, 12938–12945. [Google Scholar] [CrossRef]
- Aldakov, D.; Chappaz-Gillot, C.; Salazar, R.; Delaye, V.; Welsby, K.A.; Ivanova, V.; Dunstan, P.R. Properties of electrodeposited CuSCN 2D layers and nanowires influenced by their mixed domain structure. J. Phys. Chem. C 2014, 118, 16095–16103. [Google Scholar] [CrossRef]
- Panzeri, G.; Cristina, M.; Jagadeesh, M.S.; Bussetti, G.; Magagnin, L. Modification of large area Cu2O/CuO photocathode with CuS non-noble catalyst for improved photocurrent and stability. Sci. Rep. 2020, 10, 1–10. [Google Scholar] [CrossRef] [PubMed]
- Chai, B.; Wang, M.; Wang, Z.; Wang, Y.; Zhu, Y. Synthesis and characterization of ball-in-ball CuSCN hollow architecture. Mater. Lett. 2013, 93, 56–59. [Google Scholar] [CrossRef]
- Gayevskii, V.R.; Kochmarskii, V.Z.; Gayevska, S.G. Nucleation and crystal growth of calcium sulfate dihydrate from aqueous solutions: Speciation of solution components, kinetics of growth, and interfacial tension. J. Cryst. Growth 2020, 548, 125844. [Google Scholar] [CrossRef]
- Jia, C.; Wu, L.; Chen, Q.; Ke, P.; De Yoreo, J.J.; Guan, B. Structural evolution of amorphous calcium sulfate nanoparticles into crystalline gypsum phase. Crystengcomm 2020, 22, 6805–6810. [Google Scholar] [CrossRef]
- Prosyanikov, E.D.; Tsybikova, B.A.; Batoeva, A.A.; Ryazantsev, A.A. Extraction of hydrogen cyanide from waste solutions of cyaniding circuit for sulfide flotation concentrates. J. Min. Sci. 2009, 45, 80–86. [Google Scholar] [CrossRef]
- Adams, M.D. Impact of recycling cyanide and its reaction products on upstream unit operations. Miner. Eng. 2013, 53, 241–255. [Google Scholar] [CrossRef]
- Estay, H.; Becker, J.; Carvajal, P.; Arriagada, F. Predicting HCN gas generation in the SART process. Hydrometallurgy 2012, 113, 131–142. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Au * | Ag * | Cu | Pb | Zn | Fe | As | Cd | Cr | Hg | Moisture |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Content (%) | 0.23 | 38.55 | 0.372 | 0.984 | 0.234 | 30.16 | 0.15 | 0.001 | 0.006 | <0.001 | 20.32 |
| Element | TCN | CN− | Cu | Fe | Pb | Zn | As | Hg | Cd | Cr | Cr(VI) | Moisture |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Standard (mg/L) | 5 | 4 | 120 | 120 | 1.2 | 120 | 1.2 | 0.12 | 0.6 | 15 | 6 | 22% |
| Leached toxic solution of cyanide tailing (mg/L) | 53.3 | 3.9 | 34.7 | 0.3 | 0.01 | 0.03 | <0.01 | <0.01 | <0.01 | 0.016 | <0.01 | 20.32% |
| Filter barren solution (mg/L) | 2168 | 468 | 1614 | 0.01 | 0.03 | 0.02 | 0.03 | 0.01 | 0.01 | 0.02 | 0.01 | - |
| Element | Cu | S | Ca | Fe | Pb | Zn | Ni | As | Cd | Cr | Hg |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Contents (%) | 54.56 | 16.58 | 1.305 | 0.56 | 0.042 | 0.027 | 0.014 | 0.002 | 0.001 | 0.001 | 0.001 |
| Steps | Process | TCN (mg/L) | CN− (mg/L) | SCN− (mg/L) | Cu (mg/L) | Fe (mg/L) | Ca (mg/L) | Mg (mg/L) | pH |
|---|---|---|---|---|---|---|---|---|---|
| First cycle | Initial cyanide water | 1011 | 189.95 | 99.76 | 824 | 0.23 | 395 | 3.84 | 9.66 |
| SA | 770 | - | 4.89 | 66.5 | 1.21 | 294 | 12.89 | 1.8 | |
| SV | 765 | 5.2 | 3.5 | 10.1 | 1.37 | 231 | 13.31 | 1.8 | |
| M1 | 48.3 | 5.2 | 2.85 | 10.6 | 4.16 | 268 | 15.23 | 1.8 | |
| M2 | 1.12 | 5.2 | 2.85 | 10.7 | 4.21 | 309 | 15.29 | 1.87 | |
| ML | 947 | 858.71 | 201.4 | 3.43 | 0.082 | 0.19 | 0.029 | 13.42 | |
| LTS | 1.18 | - | - | 0.09 | 0.16 | 51.1 | 0.35 | 10.57 | |
| Second cycle | Elution water | 751 | 13.01 | 51.65 | 610 | 0.6 | 739 | 8.34 | 6.6 |
| SA | 480 | 13.01 | 19.12 | 80.9 | 5.75 | 729 | 15.3 | 2.19 | |
| SV | 476 | 18.21 | 8.95 | 9.43 | 6.76 | 717 | 15.5 | 2.18 | |
| M1 | 10.5 | - | 2.18 | 11.3 | 7.32 | 746 | 18.5 | 1.92 | |
| M2 | 0.96 | - | 2.85 | 14.7 | 8.64 | 767 | 20.5 | 1.94 | |
| ML | 1525 | 1256.77 | 135.68 | 0.07 | 0.12 | 0.51 | 0.007 | 13.3 | |
| LTS | 2.05 | - | - | 0.42 | 0.19 | 61.4 | 0.28 | 10.95 | |
| Third cycle | Elution water | 674 | 78.06 | 56.5 | 472 | 0.3 | 870 | 6.69 | 7.31 |
| SA | 307 | - | 6.24 | 68.5 | 6.74 | 700 | 20.6 | 1.95 | |
| SV | 274 | - | 0.82 | 9.75 | 7.19 | 720 | 20.4 | 1.97 | |
| M1 | 7.59 | - | 0.14 | 10.2 | 8.87 | 737 | 22.7 | 1.94 | |
| M2 | 0.617 | - | 1.5 | 10.4 | 8.9 | 742 | 23.4 | 1.94 | |
| ML | 1806.9 | 1405.8 | 143.81 | 0.31 | 0.11 | 0.17 | 0.011 | 13.35 | |
| LTS | 1.4 | - | - | 0.41 | 0.13 | 51 | 0.48 | 10.68 | |
| Fourth cycle | Elution water | 683 | 96.27 | 38.09 | 458 | 0.64 | 693 | 6.59 | 7.85 |
| SA | 381 | - | 4.89 | 78.3 | 3.6 | 574 | 20.3 | 2.05 | |
| SV | 376 | - | 5.56 | 12.9 | 4.01 | 529 | 19.5 | 2.04 | |
| M1 | 9.3 | - | 3.53 | 11.9 | 6.8 | 594 | 22.1 | 2.01 | |
| M2 | 0.9 | - | 3.53 | 12.5 | 6.97 | 600 | 23 | 2.01 | |
| ML | 2169.7 | 1747.5 | 115.35 | 0.56 | 0.19 | 1.37 | 0.037 | 13.34 | |
| LTS | 1.53 | - | - | 1.07 | 0.16 | 76 | 0.31 | 10.95 | |
| Fifth cycle | Elution water | 825 | 91.07 | 45.55 | 581 | 0.24 | 802 | 6.73 | 8.43 |
| SA | 465 | - | 4.89 | 70.86 | 3.94 | 679 | 19.8 | 2.03 | |
| SV | 464 | - | 2.18 | 10.74 | 4.52 | 657 | 19.8 | 2.04 | |
| M1 | 23.6 | - | 3.53 | 12.37 | 8.21 | 694 | 24.3 | 2.02 | |
| M2 | 0.9 | - | 4.21 | 13.33 | 8.44 | 696 | 24.7 | 2.02 | |
| ML | 2498.32 | 2077.94 | 192.6 | 3.83 | 0.11 | 0.13 | 0.003 | 13.36 | |
| LTS | 2.41 | - | - | 1.74 | 0.14 | 59.7 | 0.28 | 10.7 | |
| Elution water | 784.96 | 189.95 | 38.77 | 519.82 | 1.03 | 821.77 | 5.78 | 9.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, J.; Wang, Y.; Tu, Y.; Han, P.; Liu, X.; Ye, S. Green Treatment of Cyanide Tailings Using a “Filter Press BackWash–Chemical Precipitation–Gaseous Membrane Absorption” Method. Appl. Sci. 2021, 11, 2091. https://doi.org/10.3390/app11052091
Yan J, Wang Y, Tu Y, Han P, Liu X, Ye S. Green Treatment of Cyanide Tailings Using a “Filter Press BackWash–Chemical Precipitation–Gaseous Membrane Absorption” Method. Applied Sciences. 2021; 11(5):2091. https://doi.org/10.3390/app11052091
Chicago/Turabian StyleYan, Jingmin, Yanhua Wang, Yubo Tu, Peiwei Han, Xiang Liu, and Shufeng Ye. 2021. "Green Treatment of Cyanide Tailings Using a “Filter Press BackWash–Chemical Precipitation–Gaseous Membrane Absorption” Method" Applied Sciences 11, no. 5: 2091. https://doi.org/10.3390/app11052091
APA StyleYan, J., Wang, Y., Tu, Y., Han, P., Liu, X., & Ye, S. (2021). Green Treatment of Cyanide Tailings Using a “Filter Press BackWash–Chemical Precipitation–Gaseous Membrane Absorption” Method. Applied Sciences, 11(5), 2091. https://doi.org/10.3390/app11052091