
Experimental Study on Improving the Mechanical Properties of Material Extrusion Rapid Prototyping Polylactic Acid Parts by Applied Vibration


Abstract
1. Introduction
2. Experimental Analysis
2.1. Vibrating ME Equipment
2.2. Specimen Preparation
2.3. Tensile Test
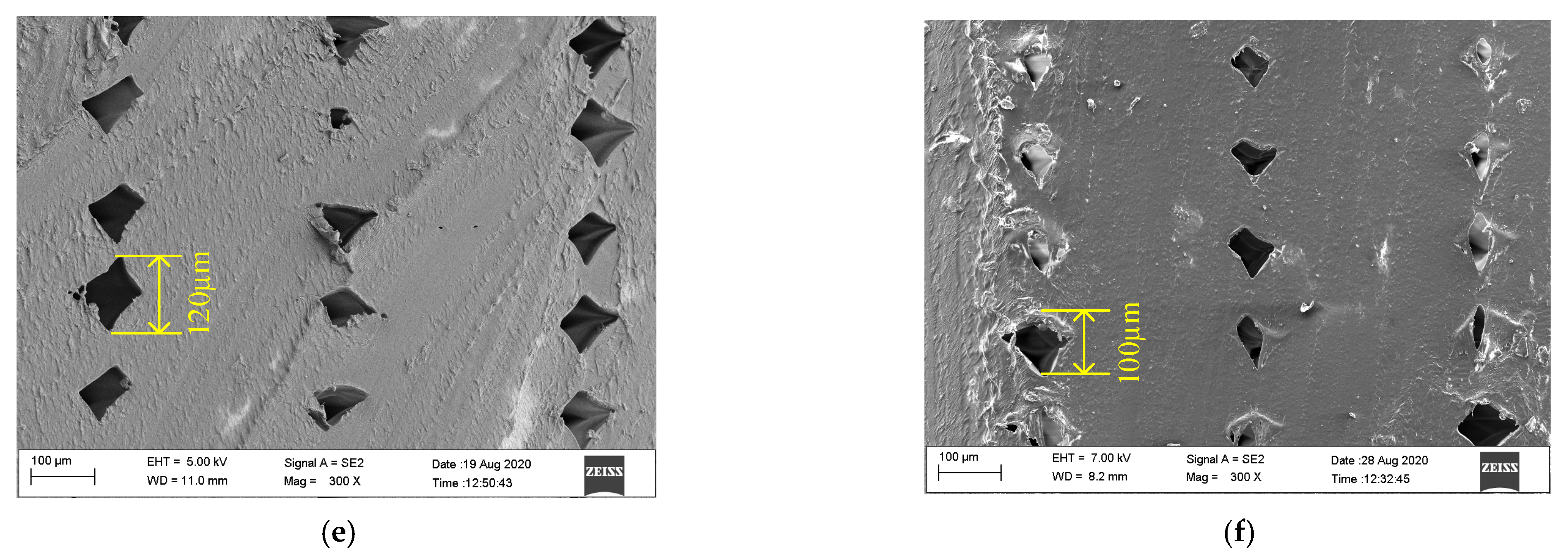
2.4. Scanning Electron Microscopy Test
3. Results and Discussion
3.1. Effect of Different Frequencies
3.1.1. Z-Direction Specimens
3.1.2. X-Direction Specimens
3.2. Effect of Different Amplitudes
3.2.1. Z-Direction Specimens
3.2.2. X-Direction Specimens
3.3. Anisotropy of Tensile Properties
3.3.1. Effect of Different Frequencies of Applied Vibration
3.3.2. Effect of Different Amplitudes of Applied Vibration
4. Conclusions
- (1)
- Applying vibration during the ME process can obviously improve the tensile strength and plasticity of Z-direction specimens and further enhance them with an increase in the vibration frequency or the amplitude. However, the effect on the specimens built in the X direction is small to negligible.
- (2)
- Applied vibration can greatly reduce the anisotropy of the ME parts, which can be further reduced with an increase in the vibration frequency or the amplitude.
- (3)
- The SEM analysis confirms that the specimens processed with applied vibration have fewer defects and better forming quality than the ordinary ones. With increasing vibration frequency or amplitude, the specimens’ defects are further reduced and the forming quality is further improved.
- (4)
- The proposed novel method, introducing vibration into the ME process by using piezoelectric ceramics, could make such specimens denser in structure and with stronger adhesive strength, thereby improve the forming quality. This method is also applicable for other additive manufacturing techniques to improve the forming quality of built parts.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Prüß, H.; Vietor, T. Design for Fiber-Reinforced additive manufacturing. J. Mech. Des. 2015, 137, 111409. [Google Scholar] [CrossRef]
- Cuan-Urquizo, E.; Barocio, E.; Tejada-Ortigoza, V.; Pipes, R.B.; Rodriguez, C.A.; Roman-Flores, A. Characterization of the mechanical properties of FFF structures and materials: A review on the experimental, computational and theoretical approaches. Materials 2019, 12, 895. [Google Scholar] [CrossRef]
- Brenken, B.; Barocio, E.; Favaloro, A.; Kunc, V.; Pipes, R.B. Fused filament fabrication of fiber-reinforced polymers: A review. Addit. Manuf. 2018, 21, 1–16. [Google Scholar] [CrossRef]
- Caminero, M.A.; Chacón, J.M.; García-Moreno, I.; Reverte, J.M. Interlaminar bonding performance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling. Polym. Test. 2018, 68, 415–423. [Google Scholar] [CrossRef]
- Mansour, M.; Tsongas, K.; Tzetzis, D.; Antoniadis, A. Mechanical and dynamic behavior of fused filament fabrication 3D printed polyethylene terephthalate glycol reinforced with carbon fibers. Polym. Plast. Technol. Eng. 2018, 57, 1715–1725. [Google Scholar] [CrossRef]
- Rahim, T.N.A.T.; Abdullah, A.M.; Akil, H.M.; Mohamad, D.; Rajion, Z.A. The improvement of mechanical and thermal properties of polyamide 12 3D printed parts by fused deposition modelling. Express Polym. Lett. 2017, 11, 963–982. [Google Scholar] [CrossRef]
- Brensons, I.; Polukoshko, S.; Silins, A.; Mozga, N. FDM prototype experimental research of processing parameter optimization to achieve higher tensile stress. Solid State Phenom. 2014, 220–221, 767–773. [Google Scholar] [CrossRef]
- Rayegani, F.; Onwubolu, G.C. Fused deposition modelling (FDM) process parameter prediction and optimization using group method for data handling (GMDH) and differential evolution (DE). Int. J. Adv. Manuf. Technol. 2014, 73, 509–519. [Google Scholar] [CrossRef]
- Durgun, I.; Ertan, R. Experimental investigation of FDM process for improvement of mechanical properties and production cost. Rapid Prototyp. J. 2014, 20, 228–235. [Google Scholar] [CrossRef]
- Dawoud, M.; Taha, I.; Ebeid, S.J. Mechanical behaviour of ABS: An experimental study using FDM and injection moulding techniques. J. Manuf. Process. 2016, 21, 39–45. [Google Scholar] [CrossRef]
- Decuir, F.; Phelan, K.; Hollins, B.C. Mechanical Strength of 3-D Printed Filaments. In Proceedings of the 2016 32nd Southern Biomedical Engineering Conference (SBEC), Shreveport, LA, USA, 11–13 March 2016; IEEE: Shreveport, LA, USA, 2016; pp. 47–48. [Google Scholar]
- Domingo-Espin, M.; Borros, S.; Agullo, N.; Garcia-Granada, A.A.; Reyes, G. Influence of Building Parameters on the Dynamic Mechanical Properties of Polycarbonate Fused Deposition Modeling Parts. 3D Print. Addit. Manuf. 2014, 1, 70–77. [Google Scholar] [CrossRef]
- Shaffer, S.; Yang, K.; Vargas, J.; Prima, M.A.D.; Voit, W. On reducing anisotropy in 3D printed polymers via ionizing radiation. Polymer 2014, 55, 5969–5979. [Google Scholar] [CrossRef]
- Narahara, H.; Shirahama, Y.; Koresawa, H. Improvement and Evaluation of the Interlaminar Bonding Strength of FDM Parts by Atmospheric-Pressure Plasma. Procedia CIRP 2016, 42, 754–759. [Google Scholar] [CrossRef]
- Stava, O.; Vanek, J.; Benes, B.; Carr, N.; Mech, R. Stress relief: Improving structural strength of 3D printable objects. ACM Trans. Graph. 2012, 31, 1–11. [Google Scholar] [CrossRef]
- Li, G.; Zhao, J.; Wu, W.; Jiang, J.; Wang, B.; Jiang, H.; Fuh, J. Effect of Ultrasonic Vibration on Mechanical Properties of 3D Printing Non-Crystalline and Semi-Crystalline Polymers. Materials 2018, 11, 826. [Google Scholar] [CrossRef] [PubMed]
- Li, G.; Zhao, J.; Jiang, J.; Jiang, H.; Wu, W.; Tang, M. Ultrasonic strengthening improves tensile mechanical performance of fused deposition modeling 3D printing. Int. J. Adv. Manuf. Technol. 2018, 96, 2747–2755. [Google Scholar] [CrossRef]
- Foroozmehr, E.; Lin, D.; Kovacevic, R. Application of vibration in the laser powder deposition process. J. Manuf. Process. 2009, 11, 38–44. [Google Scholar] [CrossRef]
- Jiang, S.; Siyajeu, Y.; Shi, Y.; Zhu, S.; Li, H. Improving the forming quality of fused filament fabrication parts by applied vibration. Rapid Prototyp. J. 2020, 26, 202–212. [Google Scholar] [CrossRef]
- Jiang, S.; Chen, P.; Zhan, Y.; Zhao, C. Theoretical and Computational Analysis on the Melt Flow Behavior of Polylactic Acid in Material Extrusion Additive Manufacturing under Vibration Field. Appl. Sci. 2020, 10, 3801. [Google Scholar] [CrossRef]
- Upadhyay, K.; Dwivedi, R.; Singh, A.K. Determination and comparison of the anisotropic strengths of fused deposition modeling P400 ABS. In Advances in 3D Printing & Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2017; pp. 9–28. [Google Scholar]
- Villalpando, L.; Eiliat, H.; Urbanic, R.J. An optimization approach for components built by fused deposition modeling with parametric internal structures. Procedia CIRP 2014, 17, 800–805. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [PubMed]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen (i = 1–9) | Build Direction | Vibration Frequency (Hz) | Vibration Amplitude (g) | Extrusion Width (mm) | Printing Speed (mm/s) | Extruder Temperature (°C) |
|---|---|---|---|---|---|---|
X direction | 0 | 0 | 0.4 | 60 | 200 | |
| 100 | 0.1 | |||||
| 200 | 0.1 | |||||
| 300 | 0.1 | |||||
| 400 | 0.1 | |||||
| 500 | 0.1 | |||||
| 600 | 0.1 | |||||
| 700 | 0.1 | |||||
| 0.2 | ||||||
| 0.3 | ||||||
| 800 | 0.1 | |||||
| 900 | 0.1 | |||||
Z direction | 0 | 0 | 0.4 | 60 | 200 | |
| 100 | 0.1 | |||||
| 200 | 0.1 | |||||
| 300 | 0.1 | |||||
| 400 | 0.1 | |||||
| 500 | 0.1 | |||||
| 600 | 0.1 | |||||
| 700 | 0.1 | |||||
| 0.2 | ||||||
| 0.3 | ||||||
| 800 | 0.1 | |||||
| 900 | 0.1 |
| Specimens (i = 1–9) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Average tensile strength (MPa) | 23.68 | 26.16 | 27.06 | 28.31 | 30.35 | 31.59 | 33.44 | 34.65 | 36.27 | 38.92 |
| Standard deviation | 1.61 | 1.34 | 1.29 | 1.22 | 1.16 | 1.02 | 0.92 | 0.85 | 0.73 | 0.71 |
| Growth (%) | - | 10.5 | 14.3 | 17.3 | 28.2 | 33.4 | 41.2 | 46.3 | 53.2 | 64.3 |
| Average plasticity (%) | 5.7 | 5.95 | 6.1 | 6.3 | 6.65 | 6.85 | 6.95 | 7.14 | 7.4 | 7.65 |
| Standard deviation | 0.36 | 0.30 | 0.28 | 0.26 | 0.26 | 0.24 | 0.22 | 0.18 | 0.16 | 0.14 |
| Growth (%) | - | 4.4 | 7.0 | 10.5 | 16.7 | 20.2 | 21.9 | 25.3 | 29.8 | 34.2 |
| Specimens (i = 1–9) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Average tensile strength (MPa) | 53.85 | 50.08 | 51.47 | 52.36 | 52.58 | 52.93 | 54.36 | 55.45 | 55.22 | 55.99 |
| Standard deviation | 1.99 | 1.72 | 1.63 | 1.86 | 1.62 | 1.83 | 1.58 | 1.92 | 1.84 | 1.76 |
| Growth (%) | - | −7 | −4.42 | −2.85 | −2.36 | −1.71 | 0.95 | 2.97 | 2.54 | 3.97 |
| Average plasticity (%) | 10.1 | 9.65 | 9.8 | 10 | 10.4 | 10.3 | 10.7 | 10.5 | 10.6 | 10.2 |
| Standard deviation | 0.53 | 0.51 | 0.38 | 0.33 | 0.41 | 0.36 | 0.47 | 0.43 | 0.50 | 0.39 |
| Growth (%) | - | −4.46 | −3.06 | −0.99 | 10.6 | 2.97 | 5.94 | 3.96 | 4.95 | 0.99 |
| Specimens (i = 1–9) | ||||
|---|---|---|---|---|
| Average tensile strength (MPa) | 23.68 | 34.65 | 36.54 | 38.25 |
| Standard deviation | 1.61 | 0.85 | 0.82 | 0.78 |
| Growth (%) | - | 46.3 | 54.3 | 61.5 |
| Average plasticity (%) | 5.7 | 7.14 | 7.35 | 7.7 |
| Standard deviation | 0.36 | 0.18 | 0.17 | 0.14 |
| Growth (%) | - | 25.3 | 28.9 | 35.1 |
| Specimens (i = 1–9) | ||||
|---|---|---|---|---|
| Average tensile strength (MPa) | 53.85 | 55.45 | 55.13 | 54.32 |
| Standard deviation | 1.99 | 1.92 | 1.86 | 1.88 |
| Growth (%) | — | 2.97 | 2.38 | 0.87 |
| Average plasticity (%) | 10.1 | 10.9 | 10.8 | 11.0 |
| Standard deviation | 0.53 | 0.43 | 0.46 | 0.40 |
| Growth (%) | — | 7.92 | 6.93 | 8.91 |
| Specimens (i = 1–9) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Average tensile strength difference (%) | 127.4 | 91.4 | 90.2 | 85.0 | 73.3 | 67.6 | 62.6 | 60.0 | 52.3 | 43.9 |
| Average plasticity difference (%) | 77.9 | 62.2 | 60.7 | 58.7 | 56.4 | 53.9 | 50.4 | 47.1 | 43.2 | 33.3 |
| Specimens (i = 1–9) | ||||
|---|---|---|---|---|
| Average tensile strength difference (%) | 127.4 | 60.0 | 50.9 | 42.0 |
| Average plasticity difference (%) | 77.9 | 47.1 | 46.9 | 42.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, S.; Dong, T.; Zhan, Y.; Dai, W.; Zhan, M. Experimental Study on Improving the Mechanical Properties of Material Extrusion Rapid Prototyping Polylactic Acid Parts by Applied Vibration. Appl. Sci. 2021, 11, 1820. https://doi.org/10.3390/app11041820
Jiang S, Dong T, Zhan Y, Dai W, Zhan M. Experimental Study on Improving the Mechanical Properties of Material Extrusion Rapid Prototyping Polylactic Acid Parts by Applied Vibration. Applied Sciences. 2021; 11(4):1820. https://doi.org/10.3390/app11041820
Chicago/Turabian StyleJiang, Shijie, Tiankuo Dong, Yang Zhan, Weibing Dai, and Ming Zhan. 2021. "Experimental Study on Improving the Mechanical Properties of Material Extrusion Rapid Prototyping Polylactic Acid Parts by Applied Vibration" Applied Sciences 11, no. 4: 1820. https://doi.org/10.3390/app11041820
APA StyleJiang, S., Dong, T., Zhan, Y., Dai, W., & Zhan, M. (2021). Experimental Study on Improving the Mechanical Properties of Material Extrusion Rapid Prototyping Polylactic Acid Parts by Applied Vibration. Applied Sciences, 11(4), 1820. https://doi.org/10.3390/app11041820