
Design for Additive Manufacturing: Tool Review and a Case Study



Abstract
1. Introduction
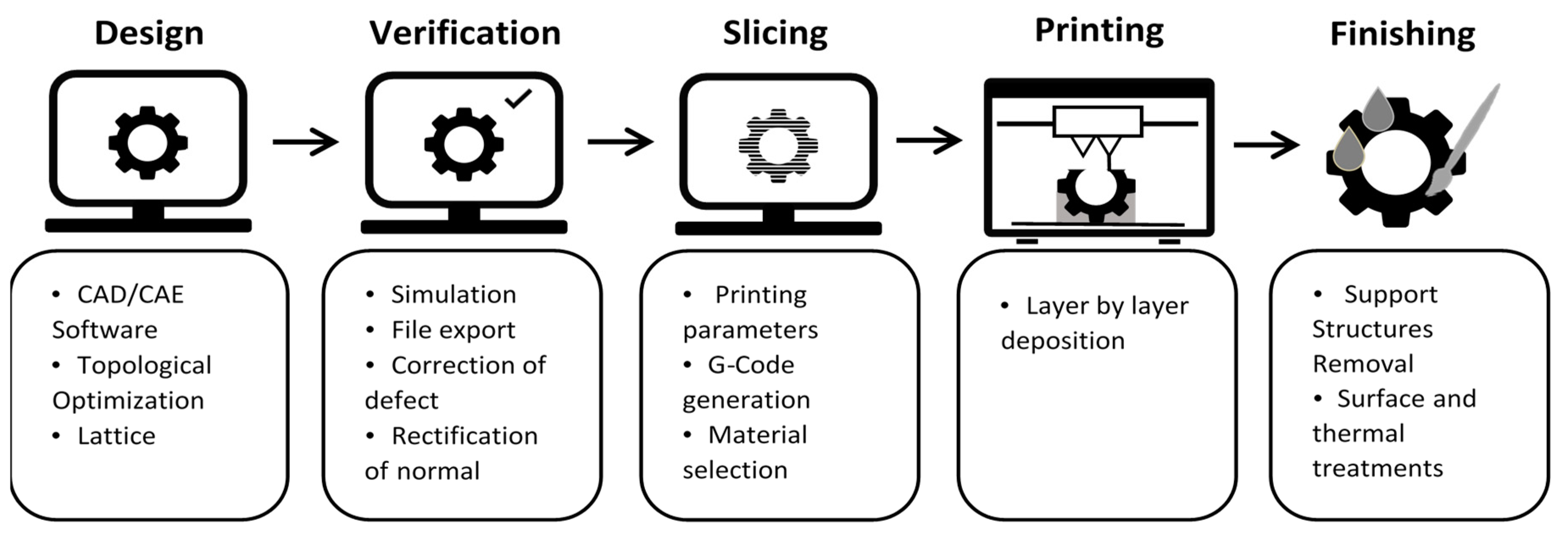
2. The Additive Manufacturing Workflow
- (a)
- Design: For the development of the parts and products that will be manufactured by additive processes, the first stage consists of the generation of three-dimensional designs by means of computer-assisted design tools (CAD). The characteristics of the processes allow the generation of complex geometries, however, not all shapes are always viable and they are closely linked to the technology used. The construction of 3D models can be done with conventional solid and surface modeling programs; likewise, due to the flexibility of the process, the use of advanced modeling tools, such as polygonal meshes or NURBS surfaces, is very common.
- (b)
- Verification: Once the design process is completed, the next step is to export the files to the 3D printing standards. The most common file format is STL, which consists of a triangulated surface mesh that defines the complete geometry [23]. The export of files is done for their correct inclusion in the lamination tools or slicers. However, a previous step of surface verification is recommended, since sometimes discontinuities or incorrect orientations of the normals that define the surface triangles could be produced.
- (c)
- Slicing: The lamination programs or slicers previously mentioned are the tools that generate the machine code with the characteristics of the process and the parameters, as well as the trajectories. It is important to define the correct parameters of the process according to the characteristics of the design and materials. The main parameters shared by most processes are: layer height, manufacturing speed, temperature and percentage of filling. The result of this process definition is the machine path files, which are transferred to the printing equipment for process activation.
- (d)
- 3D printing: This is the physical process in which the materialization of the parts using the 3D printers in question is done. Its characteristics vary depending on the technology selected. A common feature in all the technologies is that this is a long process and usually requires post-processing compared with traditional manufacturing processes such as injection molding.
- (e)
- Post-processing: Depending on the characteristics of the process, more or less intervention is necessary to achieve the specific finish and properties of the printed parts. Tasks common to all technologies are the removal of parts from the printing surface, the removal of supports and mechanical processes of surface finishing, as well as heat and surface treatments, if necessary.
3. Additive Manufacturing Design Tools
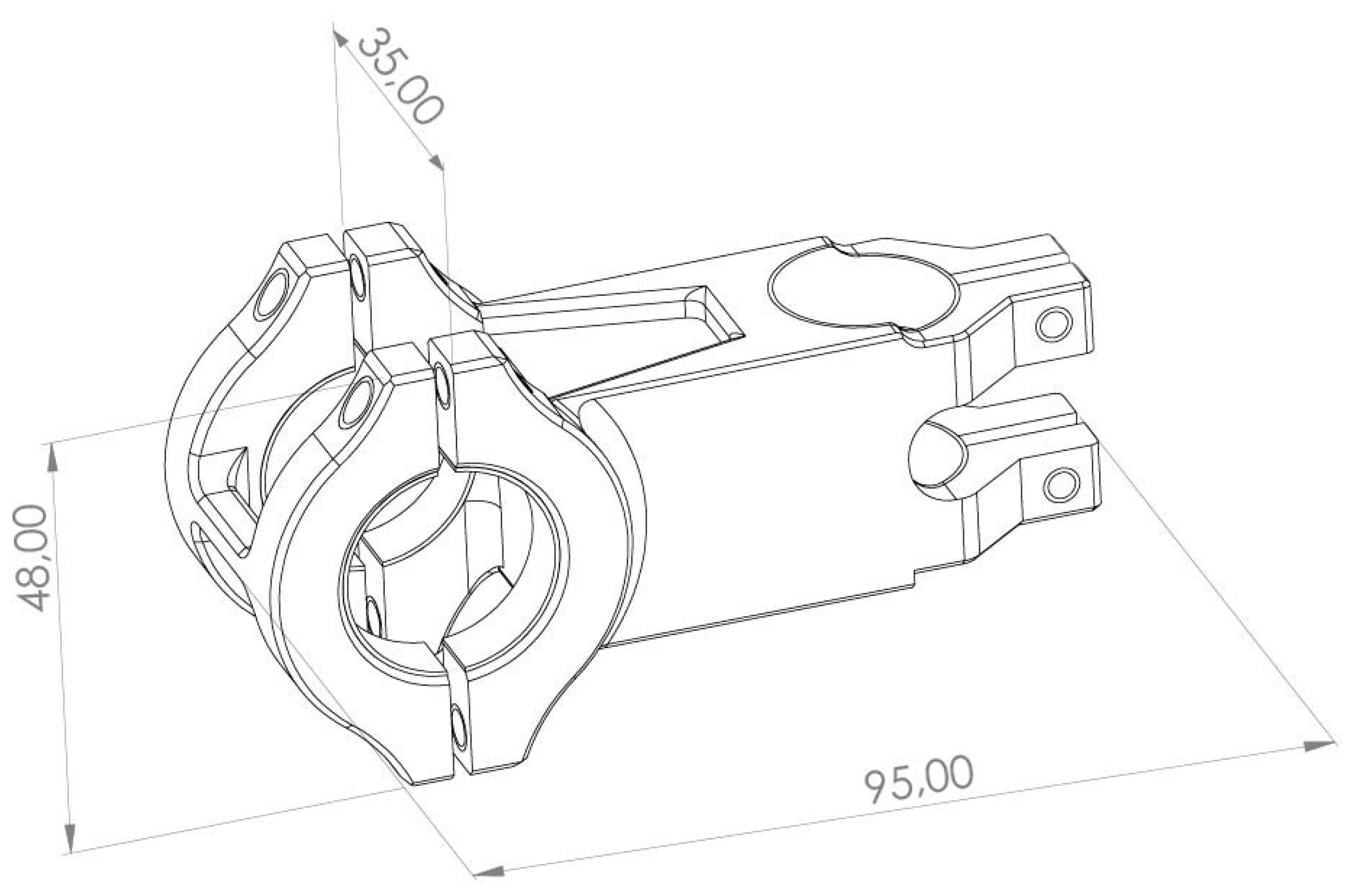
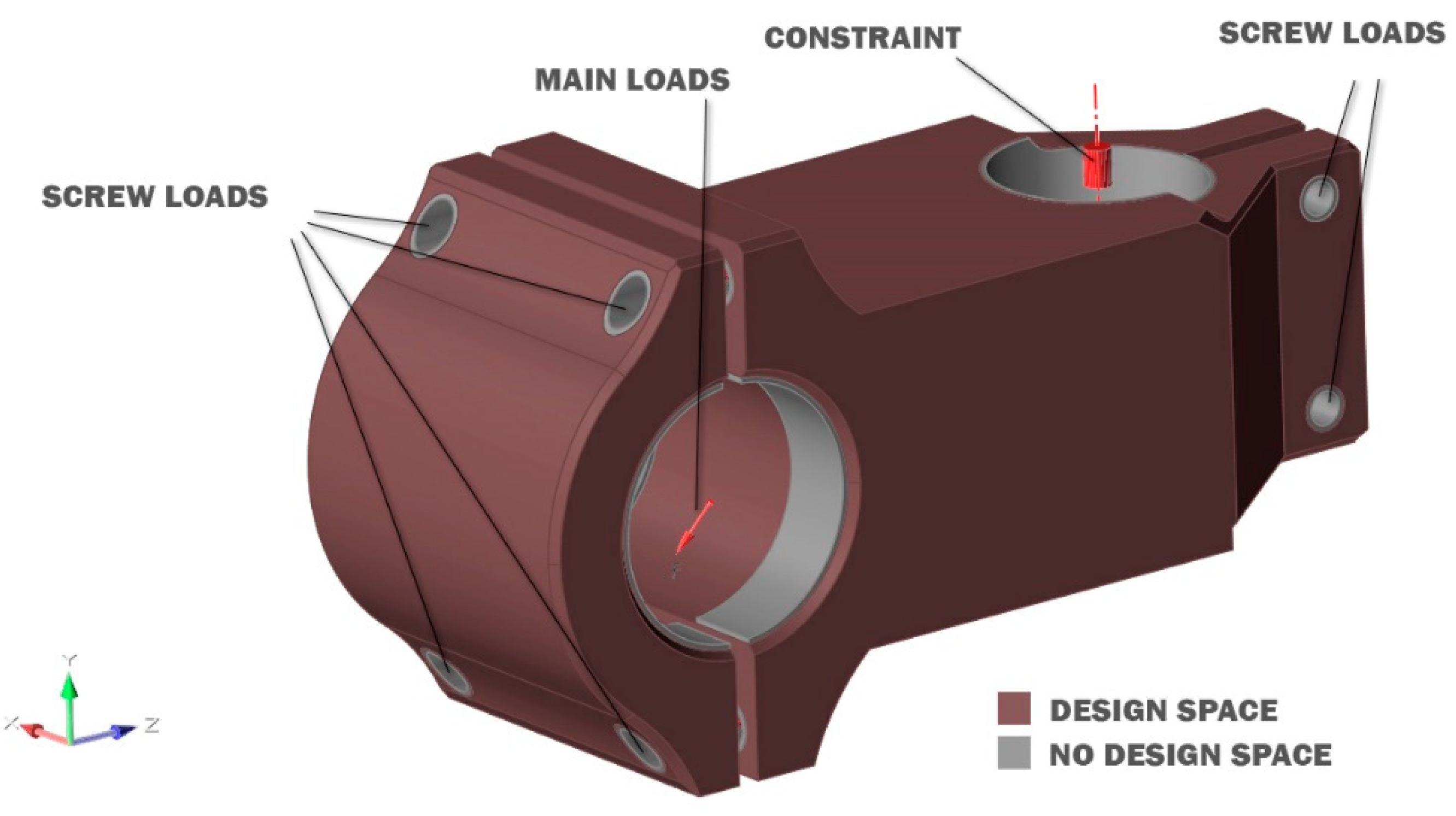
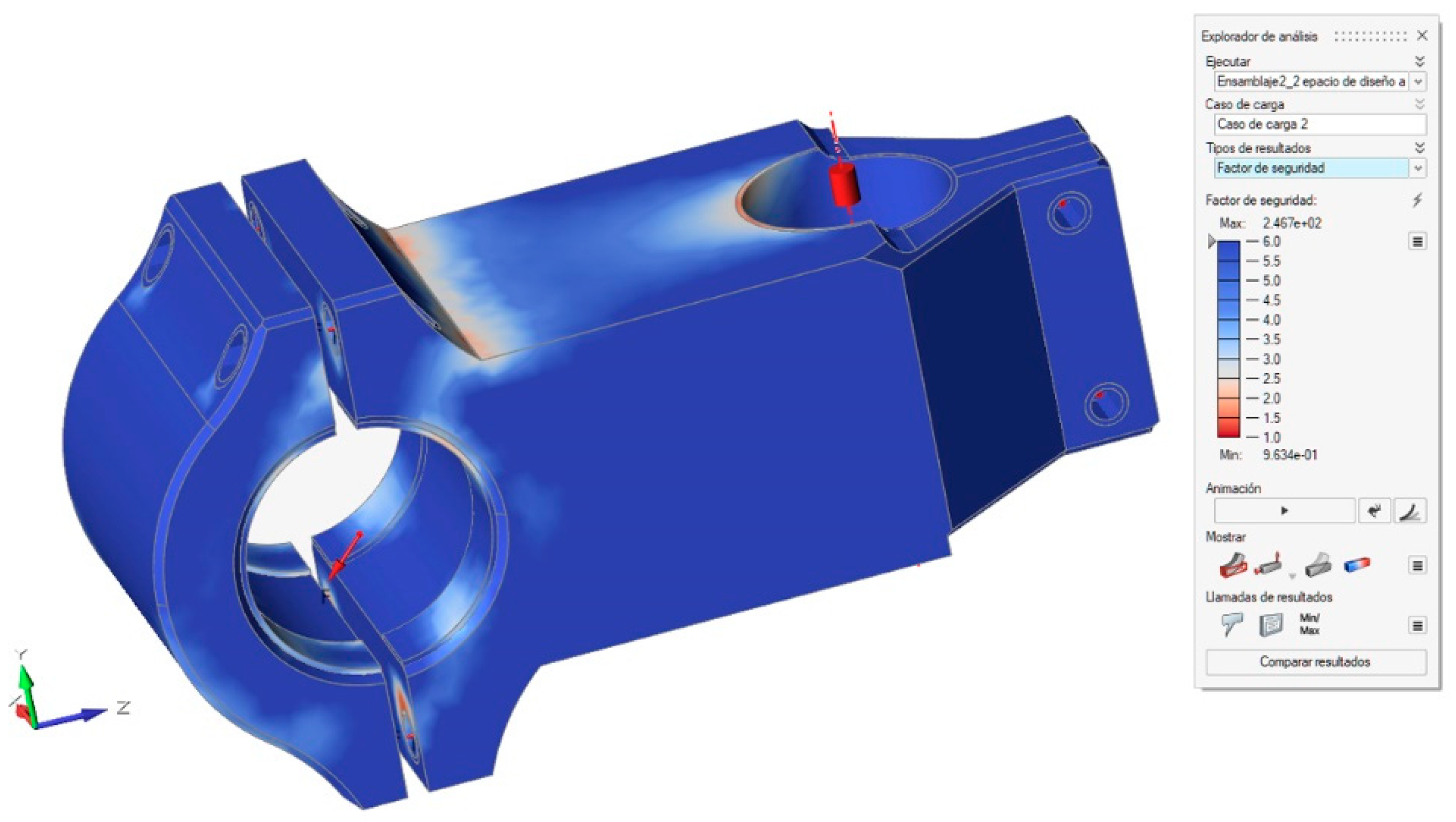
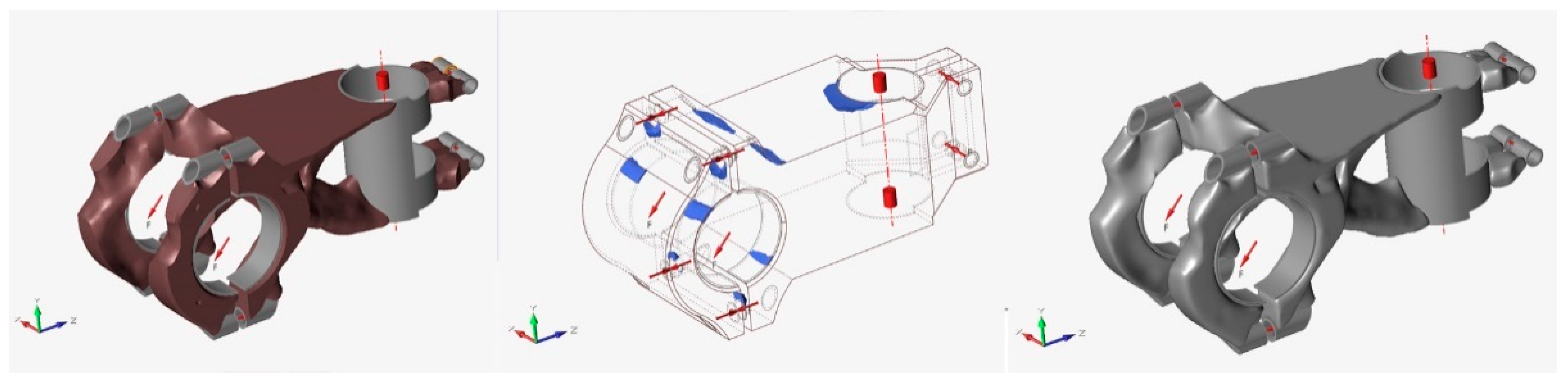
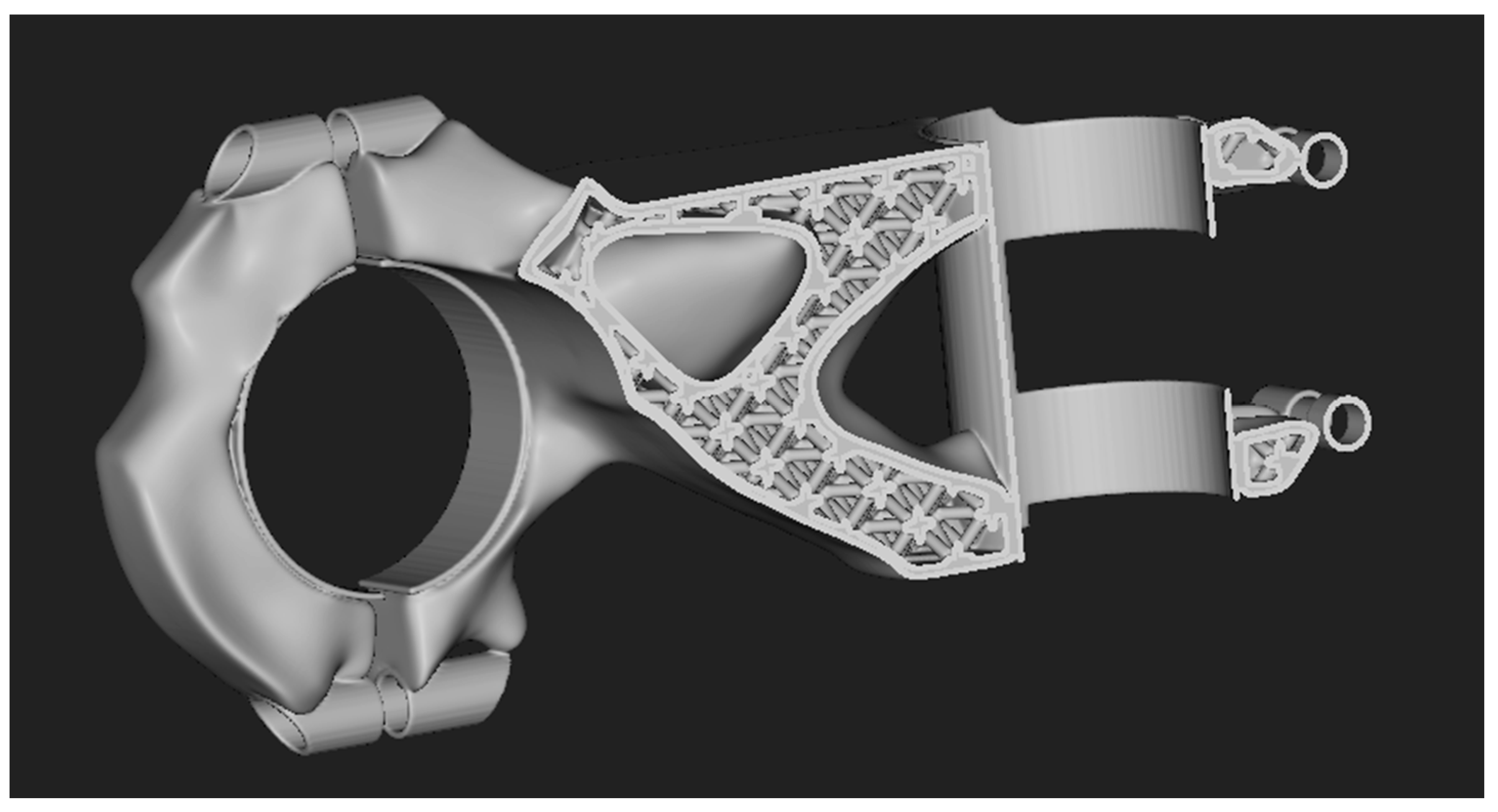
4. Results and Discussion. Case Study: A Bicycle Stem
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mueller, B. Additive Manufacturing Technologies – Rapid Prototyping to Direct Digital Manufacturing. In Assembly Automation; Springer: Berlin, Germany, 2012; Volume 32. [Google Scholar]
- Niaki, M.K.; Nonino, F. The Management of Additive Manufacturing. Springer International Publishing: Cham, Switzerland, 2018; Volume 93. [Google Scholar]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies. Springer: New York, NY, USA, 2015. [Google Scholar]
- Gardan, J. Additive manufacturing technologies: State of the art and trends. Addit. Manuf. Handb. Prod. Dev. Def. Ind. 2017, 7543, 149–168. [Google Scholar] [CrossRef]
- Turner, B.N.; Strong, R.; Gold, S.A. A review of melt extrusion additive manufacturing processes: I. Process. Des. Modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Sossou, G.; Demoly, F.; Montavon, G.; Gomes, S. An additive manufacturing oriented design approach to mechanical assemblies. J. Comput. Des. Eng. 2018, 5, 3–18. [Google Scholar] [CrossRef]
- Liou, F.; Newkirk, J.; Fan, Z.; Sparks, T.; Chen, X.; Fletcher, K. Multiscale and Multiphysics Modeling of Additive Manufacturing of Advanced Materials; NASA: Rolla, MO, USA, 2015. [Google Scholar]
- Vaezi, M.; Chianrabutra, S.; Mellor, B.; Yang, S. Multiple material additive manufacturing—Part 1: A review: This review paper covers a decade of research on multiple material additive manufacturing technologies which can produce complex geometry parts with different materials. Virtual Phys. Prototyp. 2013, 8, 19–50. [Google Scholar] [CrossRef]
- Boyard, N. Design for Additive Manufacturing—DFAM. J. Mater. Process. Technol. 2014, 12, 616–622. [Google Scholar] [CrossRef]
- Beyer, C.; Figueroa, D. Design and Analysis of Lattice Structures for Additive Manufacturing. J. Manuf. Sci. Eng. 2016, 138, 121014. [Google Scholar] [CrossRef]
- Fernandez-Vicente, M.; Canyada, M.; Conejero, A. Identifying limitations for design for manufacturing with desktop FFF 3D printers. Int. J. Rapid Manuf. 2015, 5, 116–128. [Google Scholar] [CrossRef]
- Rodríguez, J.F.; Thomas, J.P.; Renaud, J.E. Mechanical behavior of acrylonitrile butadiene styrene fused deposition materials modeling. Rapid Prototyp. J. 2003, 9, 219–230. [Google Scholar] [CrossRef]
- JRodrıguez, F.; Thomas, J.P.; Renaud, J.E. Design of Fused-Deposition ABS Components for Stiffness and Strength. J. Mech. Des. 2003, 125, 545. [Google Scholar] [CrossRef]
- Ahn, S.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef]
- Smyth, C. Functional Design for 3D Printing. Createspace: South Carolina, SC, USA, 2013. [Google Scholar]
- Hopkinson, N.; Dicknes, P. Analysis of rapid manufacturing using layer manufacturing processes for production. Proc. Inst. Mech. Eng. Part. C J. Mech. Eng. Sci. 2003, 217, 31–39. [Google Scholar] [CrossRef]
- Busachi, A.; Erkoyuncu, J.; Colegrove, P.; Martina, F.; Watts, C.; Drake, R. CIRP Journal of Manufacturing Science and Technology A review of Additive Manufacturing technology and Cost Estimation techniques for the defence sector. CIRP J. Manuf. Sci. Technol. 2017, 19, 1–12. [Google Scholar] [CrossRef]
- RedEye, S. Design for Additive Manufacturability: FDM Basics; Stratasys Technical Report; ULTEM: Eden Prairie, MIN, USA, 2014. [Google Scholar]
- Steele, K.; Ahrentzen, S. Design Guidelines. Home Autism 2017, 81–170. [Google Scholar] [CrossRef]
- London, T. Design for additive manufacturing. Addit. Manuf. Technol. 2015, 17. [Google Scholar] [CrossRef]
- Diegel, O.; Nordin, A.; Motte, D. A Practical Guide to Design for Additive Manufacturing; Springer: Singapore, 2019. [Google Scholar]
- Ben Redwood, B.G.; Filemon, S. The 3D Printing Handbook: Technologies, Design and Applications; Coers and Roest: Arnhem, The Netherlands, 2017. [Google Scholar]
- Interational Organization for Standarization/American Society for Testing Material Additive Manufacturing—General Principles—Terminology; Technical Committee ISO/TC 261 Additive Manufacturing; Vernier: Geneva, Switzerland, 2015.
- Aremu, A.; Ashcroft, I.; Hague, R.; Wildman, R.; Tuck, C. Suitability of SIMP and BESO topology optimization algorithms for additive manufacture. In Proceedings of the 21st Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF, Austin, TX, USA, 8–10 August 2010; Volume 2010, pp. 679–692. [Google Scholar]
- Saeed, N.; Long, K.; Rehman, A. A Review of Structural Optimization Techniques for Wind Turbines. In Proceedings of the 3rd International Conference on Computing, Mathematics and Engineering Technologies (iCoMET), Sukkur, Pakistan, 29–30 January 2020. [Google Scholar] [CrossRef]
- Li, C.; Kim, I.Y.; Jeswiet, J. Conceptual and detailed design of an automotive engine cradle by using topology, shape, and size optimization. Struct. Multidiscip. Optim. 2015, 51, 547–564. [Google Scholar] [CrossRef]
- Harzheim, L.; Graf, G. A review of optimization of cast parts using topology optimization: III-Topology optimization with manufacturing constraints. Struct. Multidiscip. Optim. 2006, 31, 388–399. [Google Scholar] [CrossRef]
- Wang, W.; Munro, D.; Wang, C.C.L.; van Keulen, F.; Wu, J. Space-time topology optimization for additive manufacturing. Struct. Multidiscip. Optim. 2020, 61, 1–18. [Google Scholar] [CrossRef]
- Talagani, M.R. Numerical Simulation of Big Area Additive Manufacturing (3D Printing) of a Full Size Car. SAMPE J. 2015, 51, 27–36. [Google Scholar]
- Brackett, D.; Ashcroft, I.; Hague, R. Topology optimization for additive manufacturing. In Proceedings of the 21st Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF, Austin, TX, USA, 8–10 August 2010; Volume 2010, pp. 348–362. [Google Scholar] [CrossRef]
- Liu, J.; Cheng, Z.; Ma, Y. Product design-optimization integration via associative optimization feature modeling. Adv. Eng. Inform. 2016, 30, 713–727. [Google Scholar] [CrossRef]
- Rezaie, R.; Badrossamay, M.; Ghaie, A.; Moosavi, H. Topology optimization for fused deposition modeling process. Procedia CIRP 2013, 6, 521–526. [Google Scholar] [CrossRef]
- Primo, T.; Calabrese, M.; del Prete, A.; Anglani, A. Additive manufacturing integration with topology optimization methodology for innovative product design. Int. J. Adv. Manuf. Technol. 2017, 93, 467–479. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Scheme | Oriented to AM | Main Functions Related to AM | Ease of Use | Cost * |
|---|---|---|---|---|
| SolidWorks/Inventor/PTC Creo/ | Not specifically but useful | Solid and surface parametric modeling and basic FEA | Easy | Medium |
| NX/Fusion360 | Yes | Solid and surface modeling/Basic simulation | Easy | Low/Free student version |
| Free CAD | Not specifically but useful | Solid and surface modeling | Medium | Free |
| Catia | Yes | Solid and surface modeling | Easy | High |
| Rhinoceros 3D | Not specifically but useful | Surface and freeform modeling | Easy | Low |
| Blender | Not specifically but useful | Organic modeling and animation | Medium | Free |
| 3D Max | Not specifically but useful | Organic modeling and animation | Medium | Medium/Free student version |
| Inspire | Yes | Optimization/Lattice/Simulation/Printing setup | Easy | Medium/Free student version |
| Abaqus, HyperWorks, Ansys | Not specifically but useful | Simulations and TO | Complex | High |
| Ntop | Yes | Basic modeling/Lattice/TO/Simulation/Printing setup | Complex | Medium/Free student version |
| 3D Matic | Yes | Modeling/Lattice/Mesh editor/Topology optimization | Medium | Medium |
| Netfabb | Yes | Lattice/Mesh editor | Medium | High |
| Pareto | Yes | TO | Low | Medium |
| Tosca | Yes | TO and printing setup | Medium | High |
| Paramatters | Yes | TO | Low | Low |
| Digimat AM | Yes | Process simulation (polymers) | Low | Medium |
| Simufact | Yes | Process simulation (metals) | High | High |
| Alphastar | Yes | FEA/Process simulation | Medium | High |
| Cura/Prusa Slicer | Yes | Process condition definition and G-code generation | Low | Free |
| Simplify3D | Yes | Process condition definition and G-code generation | Medium | Low |
| Meshmixer | Yes | Mesh edition | Low | Free |
| Magics | Yes | Mesh edition, process conditions definition and G-code generation | Low | High |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moreno Nieto, D.; Moreno Sánchez, D. Design for Additive Manufacturing: Tool Review and a Case Study. Appl. Sci. 2021, 11, 1571. https://doi.org/10.3390/app11041571
Moreno Nieto D, Moreno Sánchez D. Design for Additive Manufacturing: Tool Review and a Case Study. Applied Sciences. 2021; 11(4):1571. https://doi.org/10.3390/app11041571
Chicago/Turabian StyleMoreno Nieto, Daniel, and Daniel Moreno Sánchez. 2021. "Design for Additive Manufacturing: Tool Review and a Case Study" Applied Sciences 11, no. 4: 1571. https://doi.org/10.3390/app11041571
APA StyleMoreno Nieto, D., & Moreno Sánchez, D. (2021). Design for Additive Manufacturing: Tool Review and a Case Study. Applied Sciences, 11(4), 1571. https://doi.org/10.3390/app11041571