
Advances in Metal Additive Manufacturing: A Review of Common Processes, Industrial Applications, and Current Challenges



Abstract
1. Introduction
2. AM Categories and Common Metal AM Processes
2.1. Material Extrusion (ME)
2.2. Powder Bed Fusion (PBF)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AM Category | Metal AM Process | Metal Printer Manufacturer | Process Description | Pros/Cons | Metallic Material and Manufacture | |
|---|---|---|---|---|---|---|
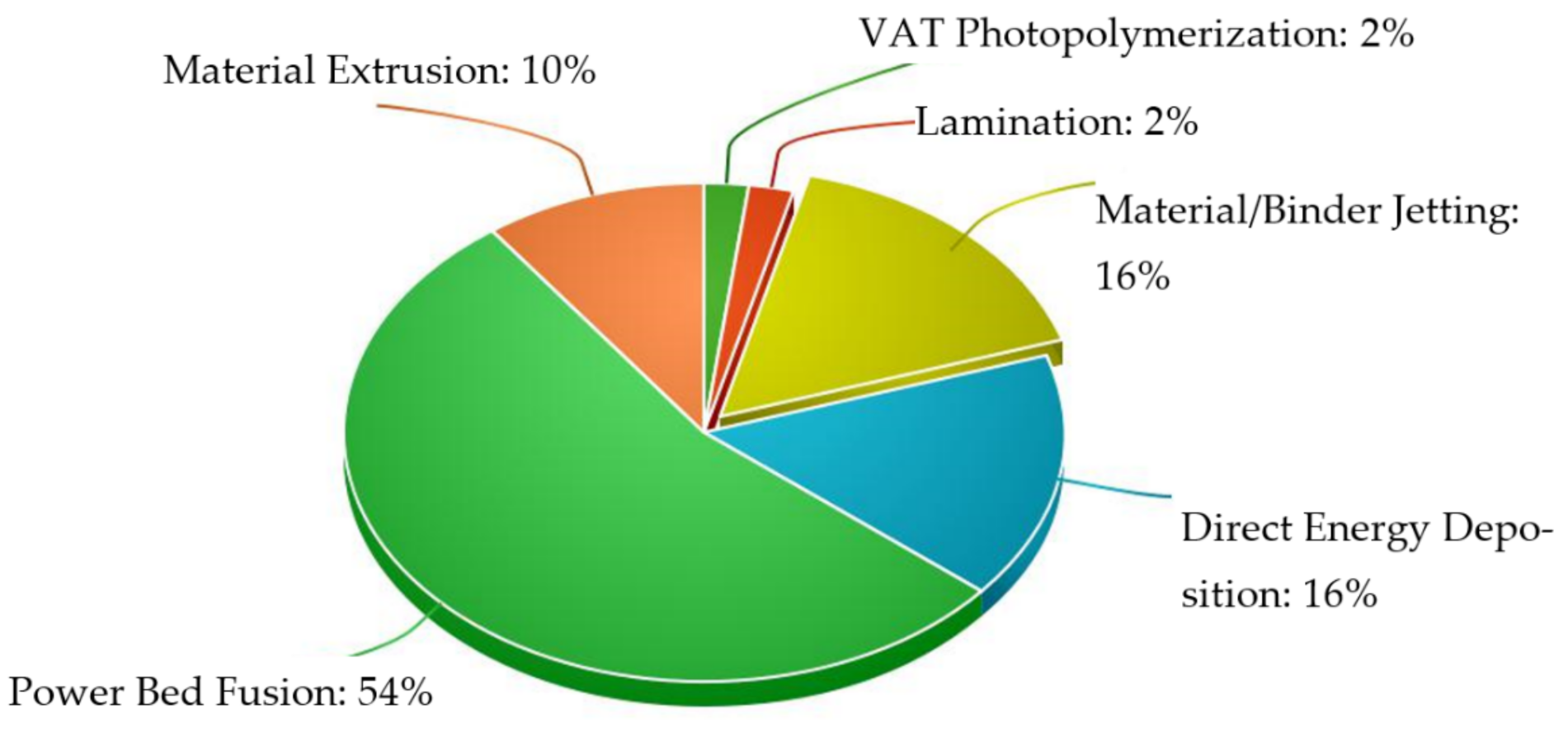
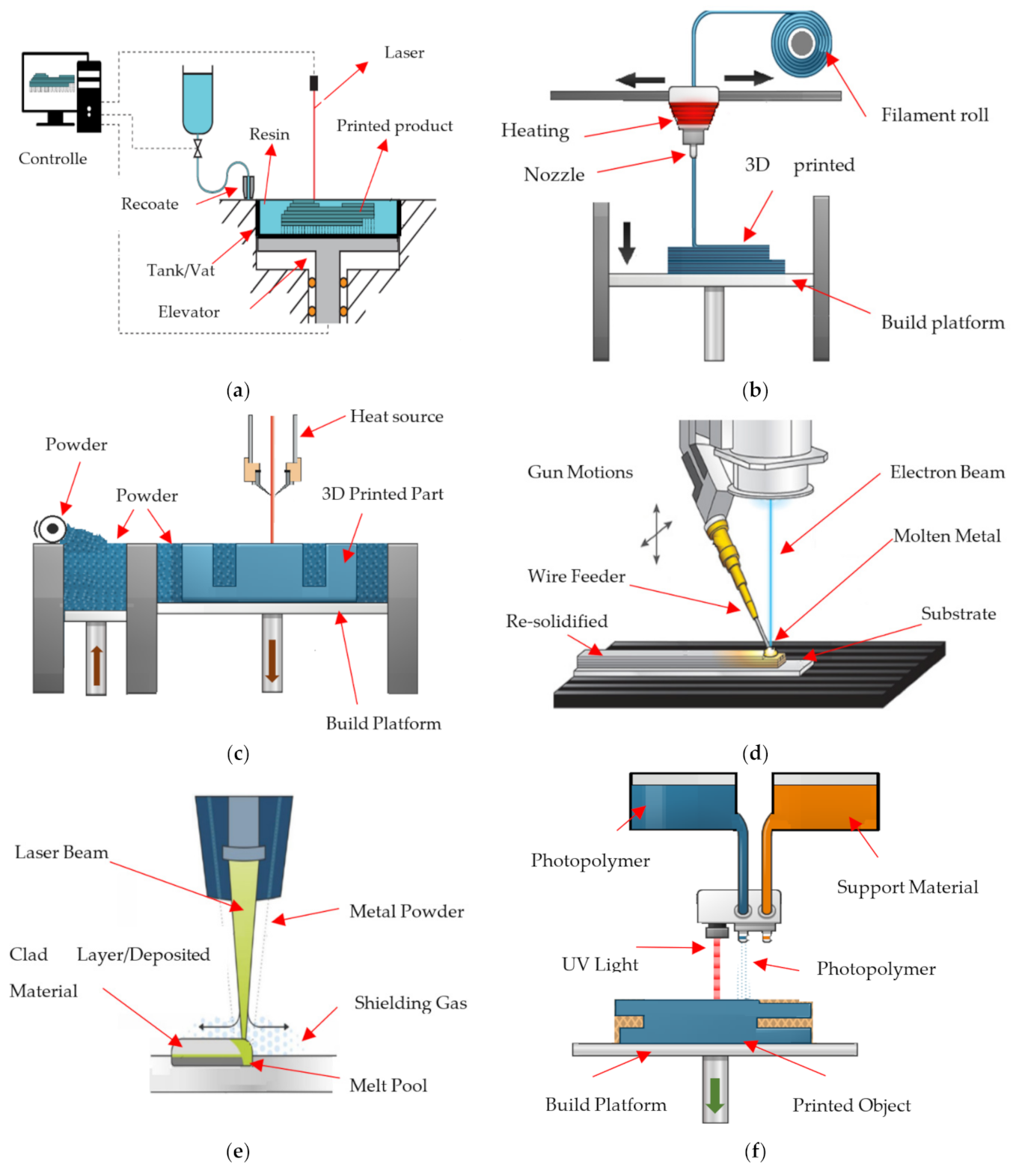
| VAT Photopolymerization | Digital Light Processing (DLP) | Asiga, DWS, Carbon, Lithoz, Rapid Shape, Kudo3D, FlashForge MoonRay, Hunter, CoLiDo, Monocure 3D, Tethon 3D, Prodways | As shown in Figure 3a, VAT Photopolymerisation processes use a tank/vat of liquid material, and a light is used to cure the liquid material and turn it into solidified layers, the build platform then moves away from the liquid material after each layer is solidified. SLA is the oldest and most common technology and uses a UV laser to cure the liquid material/resin [18]. DLP technology cures the resin by using a digital light projector, and illuminates images for each layer onto the bottom of the resin tank/vat [19]. This group of AM processes coveres just 2% of the metal AM market in 2019 (Figure 2). Two common technologies in this category that are used for printing partially metal components are SLA and DLP [25]. It should be highlighted that parts produced using these methods are not metallic parts, but rather parts with metal content. These two technologies enable building metal containing parts through the use of composite resins that include metallic particles (see Metallic Material column of this table). The metallic particles are added to photopolymer resins as nano-fillers to improve the thermal and mechanical properties of the 3D objects printed using VAT Photopolymerisation technologies [26]. | Pros: High level of surface finish and accuracy (microns) Cons: Slow printing process and post processing operations due to the small surface of the laser beam, Relatively high material cost, Limited materials to use. | Composite resins that include metallic particles such as tungsten carbide (WC), iron (Fe) or cobalt (Co) and Aluminium (Al)-based particles [27,28]. Manufacturers: Tethon3d, ApplyLabWork. | |
| StereoLithogrAphy (SLA) | Moai Formlabs, DWS Systems, UNIZ3D, XYZprinting, Photocentric, Pegasus Touch, Tethon 3D | |||||
| Material Extrusion (ME) | Fused Deposition Modeling (FDM) | Stratasys, Ultimaker, Aleph Objects, 3Dgence, XYZ Printing, Desktop Metal, Mark One, RepRap, Zortrax, Raise3D, Perfect Laser, Builder 3D Printers, RE:3D, Modix, envisionTEC, Xioneer systsems, colorFabb | As shown in Figure 3b, melted material, which is in the form of filament, is selectively dispensed through a heated extrusion nozzle in a pre-determined path to construct 3D parts [29]. This process continues layer by layer until the desired part is printed. In BPE technology, the printing process is followed by two post processing operations: washing and sintering, to produce a final high density fully metal part [30]. | Pros: Relatively slow process, maintenance, and material costs, simplicity. Cons: Difficult to fabricate complex parts, Low accuracy. | Metal filled filaments contain very fine metal powders such as copper, aluminium, and stainless steel. Manufacturers of metal filled filaments for FDM printers: ColorFabb, Proto-pasta, FormFutura, Gizmo Dorks, Amolen. | |
| Bound Powder Extrusion (BPE)—also known as Atomic Diffusion Additive Manufacturing (ADAM) | Desktop Metal, Markforged, Airwolf | |||||
| Powder Bed Fusion (PBF) | Direct Metal Laser Sintering (DMLS) | 3D Systems, Renishaw, SLM Solutions, Concept Laser (GE Additive), EOS, DMG Mori, Precious | As shown in Figure 3c, in these processes thermal energy such as electron and laser beams selectively melts and fuses areas of a powder bed [31]. After each print, the build plate is lowered, and a roller adds a new layer of powdered materials and sinters it to the previous layer. | Pros: No support structure required, Prints complex geometries, No post-processing operations required for support structure removal, Wide range of materials. Cons: Relatively expensive and complex, Size limitation, Considerable level of distortions, Surface finish depends on powder grain size. | Metallic powders: Stainless Steel, Nickel, Titanium Alloys, and Aluminium Alloys, Bronze, Cobalt Chromium, Tool Steel, Super Alloys, and metal-ceramic composites. | |
| Selective Laser Melting (SLM) | 3D Systems, SLM Solutions, Xact Metal, AddUp, 3Dprotofab, Aurora Labs, Raycham, RAM3D | |||||
| Electron Beam Melting (EBM) | Arcam (GE Additive), Jeol, Freemelt | |||||
| Direct Metal Laser Melting (DMLM) | Concept laser, Aurora Labs | |||||
| Directed Energy Deposition (DED) | Cold Spray | Spee3D, Titomic | A nozzle combined with a multi-axis robot that selectively adds material to a substrate with sufficient energy to create a layer. Material comes either in the form of metal wire or powder. Figure 3d,e present a typical schematic of two thermal energy DED processes. | Pros: Cold spray systems—Superior mechanical properties, No phase change, High deposition rate, Low oxidation, Large fabrication size, and High speed production [32,33]. Thermal energy systems—Unconstrained build volume, High deposition rate, Cost effective for large and medium complexity metallic products [34], Used for damaged components. Cons: Environmental impacts, Post processing may be required, Limited materials due to metallurgical properties. | Powders—Titanium Alloys, Stainless Steels, Nickel Alloys, Cobalt Alloys. Wires—Titanium and Titanium Alloys, Inconel 600, 625, and 718, Nickel-based alloys, Copper, Nickel Alloys, Stainless Steels 300 series, Aluminium Alloys, Alloy Steels and Magnesium alloy [35]. | |
| Thermal Energy | EBEAM/EBAM | Sciaky | ||||
| WAAM | Prodways, Mazak, Gefertec, Glenalmond Technologie, Norsk Titanium AS | |||||
| LMD | Additec, Formalloy, InssTek | |||||
| Wire-based Joule printing | Digital Alloys | |||||
| LENS | Optomec | |||||
| LC | Laser Cladding Technologies, Laserline, Preconic | |||||
| HS | Ambit Technology, Mazak, ELB | |||||
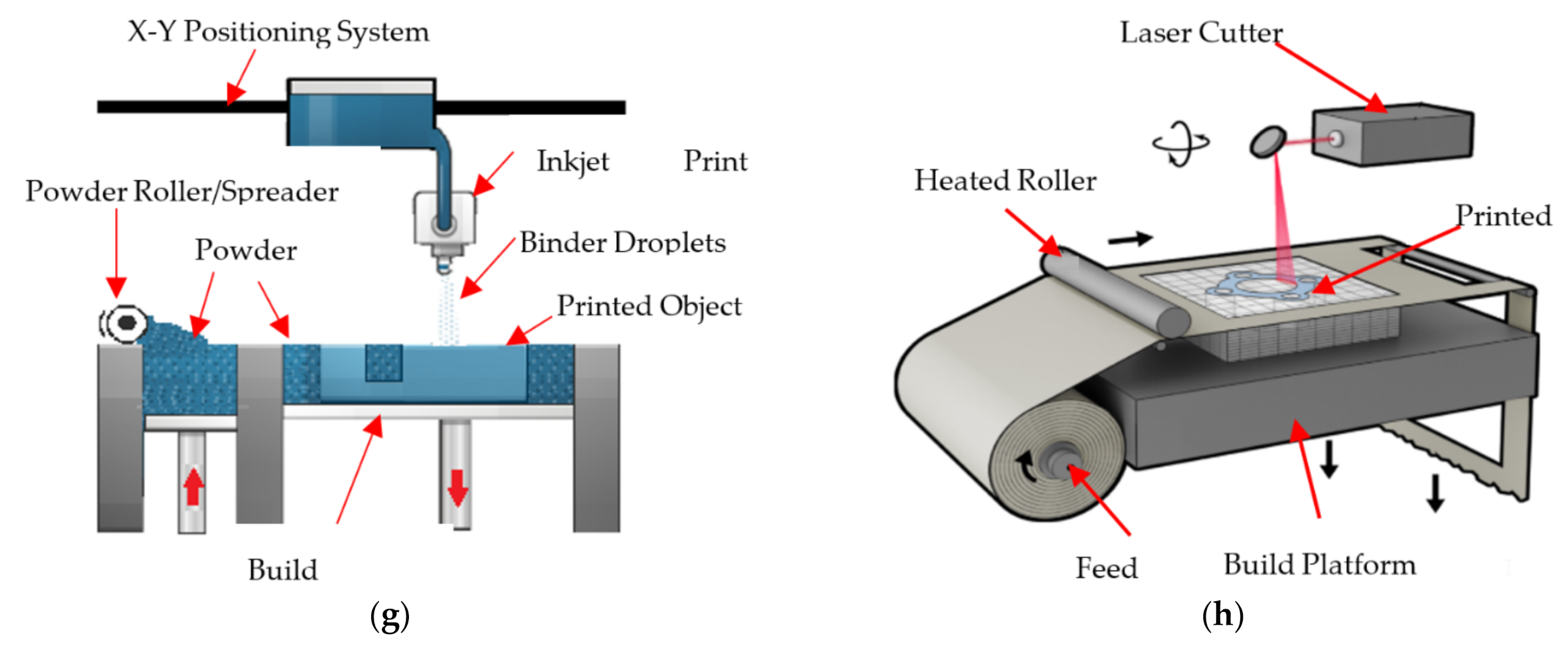
| Material Jetting (MJ) | NanoParticle Jetting (NPJ) | XJet | As shown in Figure 3f, the photopolymer resin is selectively sprayed to the target location in droplets, and UV light is used to cure and solidify the liquid material. Once a layer is printed, the build platform moves down, and MJ prints a new layer upon the previous layer until the part is completely built. | Pros: High level of surface finish and accuracy (microns), Prints complex geometries, Simplicity, Prints multiple colours with several materials in a single print [36], High-density metal parts, Easy removal of support structures. Cons: Limited size, Limited materials to use | Liquid material infused with metal nanoparticles. | |
| Binder Jetting (BJ) | Binder Jetting (BJ) | Desktop Metal, ExOne, Digital Metal, HP | As shown in Figure 3g, a liquid-state binder agent is selectively deposited through a print head onto the powder bed, to bind the powder and form a layer of a part [37]. The binder consolidates the powdered materials within and between sliced layers at room temperature [38]. Once a layer is printed, the build plate moves down, and the powder roller spreads a new layer of powdered material. This process continues until the desired object is completely printed, then this part can be used as it is, cured, or sintered [38]. Once a layer is printed, the build plate moves down, and the powder roller spreads a new layer of powdered material. This process continues until the desired object is completely printed, then this part can be used as it is, cured, or sintered [38]. | Pros: Relatively quick and clean, Low capital investment, Low distortions such as curling and warping. Cons: Relatively weak material properties. | Stainless steel, Inconel, Cobalt-chromium (Co-Cr) alloy, Copper. | |
| Sheet Lamination (SL) | Laminated Object Manufacturing (LOM) | Cubic Technologies, MCor, Solido 3D, and Kira | As shown in Figure 3h, sheets of materials are bonded layer by layer to build the desired component. The sheet of the material is supplied from a feed roller. Each sheet is cut to shape with a cutting tool, such as a laser, to fit to the part’s cross-section. After each layer, the build platform moves down, and the new layer of material is fed. SL covers just 2% of the metal AM market in 2019. LOM technology is primarily used for paper; however, it may use metal sheet materials, and parts printed with LOM are often used for visual models, and are not recommended for structural use [4]. The most commonly used metal SL technique is UAM, also referred to as ultrasonic consolidation (UC), which was first developed by White [39]. This process bounds metallic sheets together using an ultrasonic welding operation [40]. In this process, an additional machining operation, which is controlled by Computer Numerical Control (CNC), is required to remove the unbounded material [40]. | Pros: High speed, Relatively low cost. Cons: Limited materials, Printed limited Geometries. | Aluminium, Copper, Stainless Steel, Titanium, Metal matrix composites. | |
| Ultrasonic Additive Manufacturing (UAM) | Fabrasonic | |||||
2.3. Directed Energy Deposition (DED)
2.4. Material Jetting (MJ)
2.5. Binder Jetting (BJ)
3. Industrial Applications
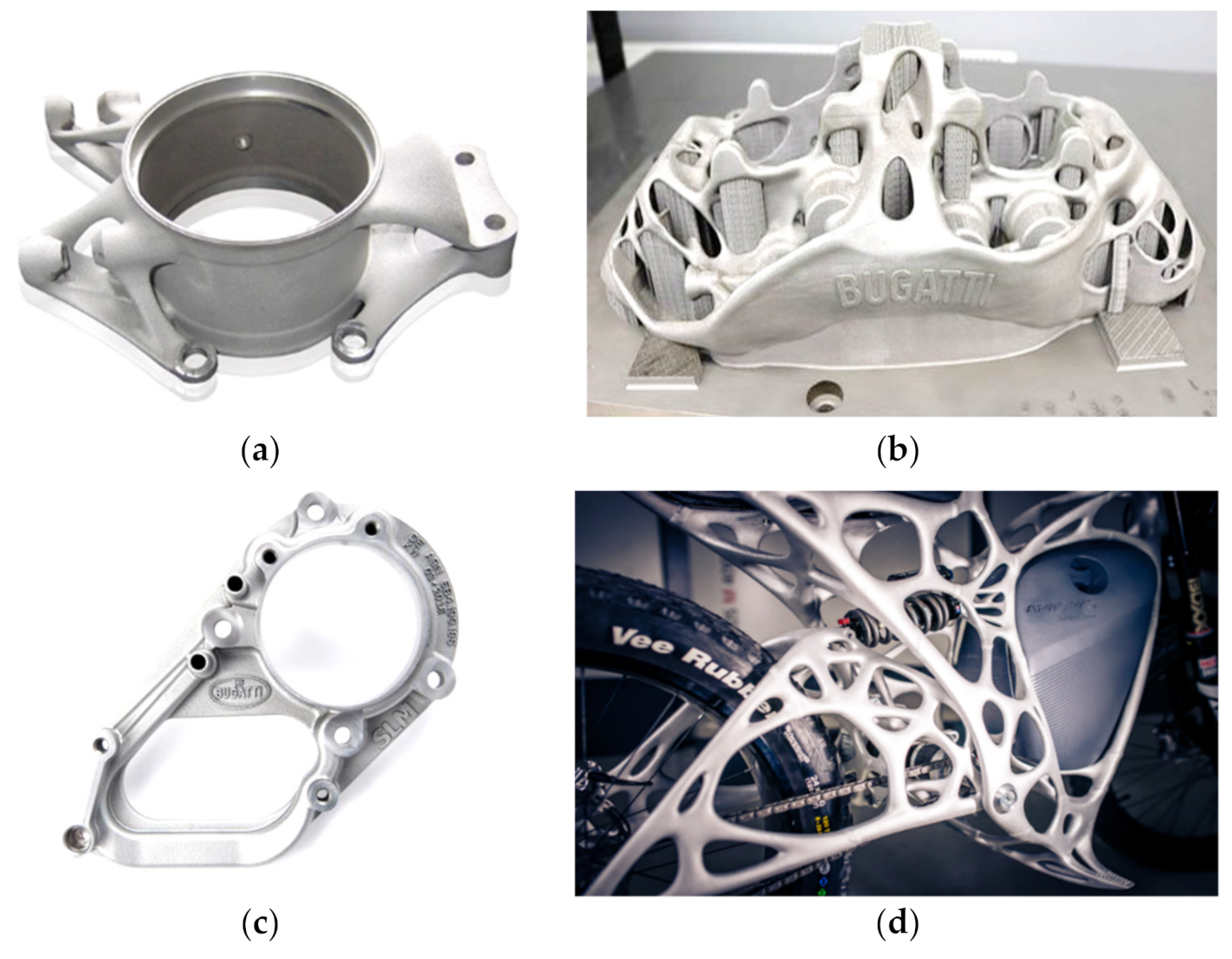
3.1. Automotive
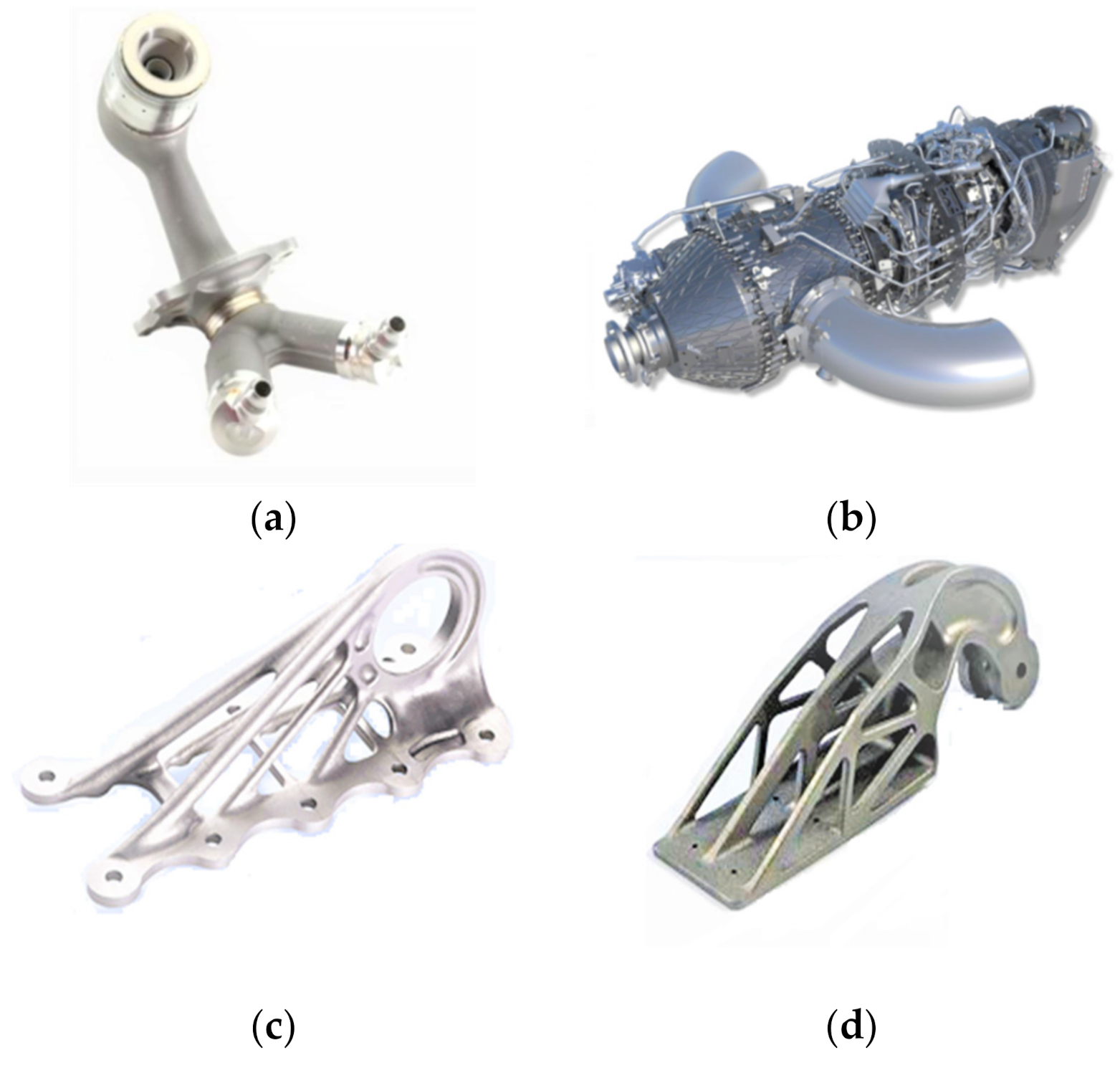
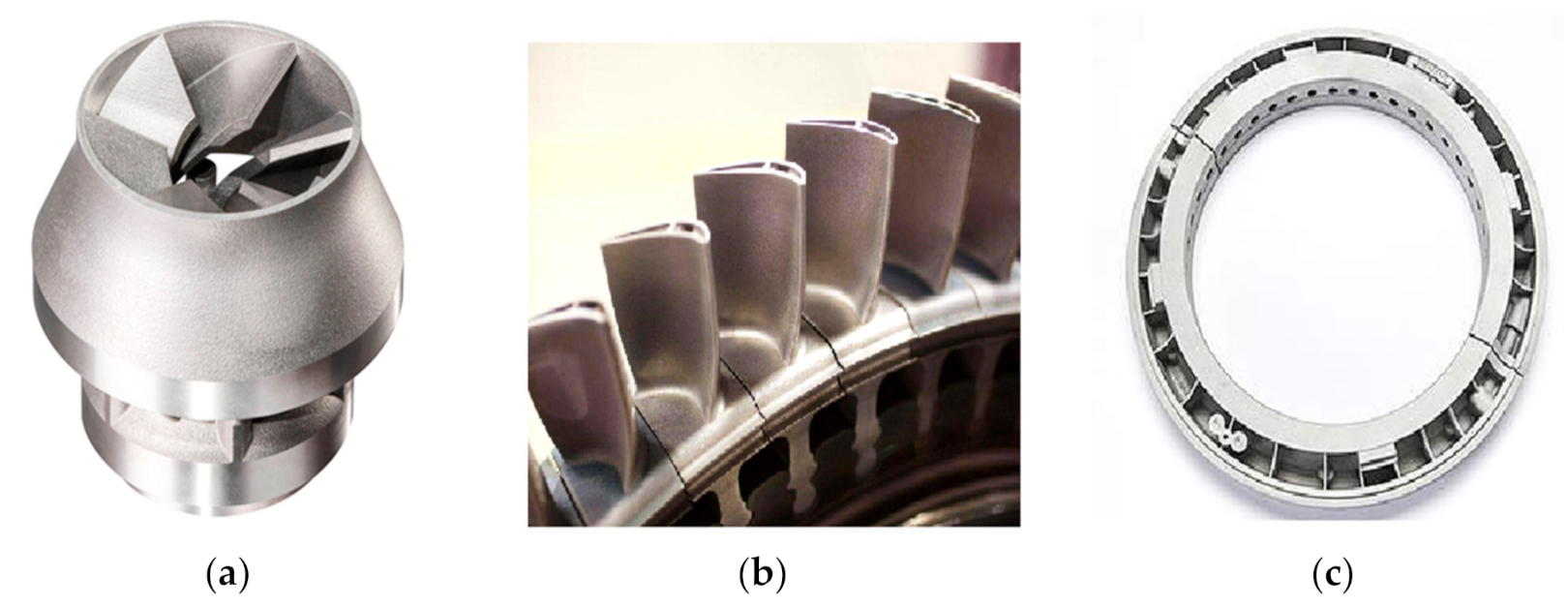
3.2. Aerospace

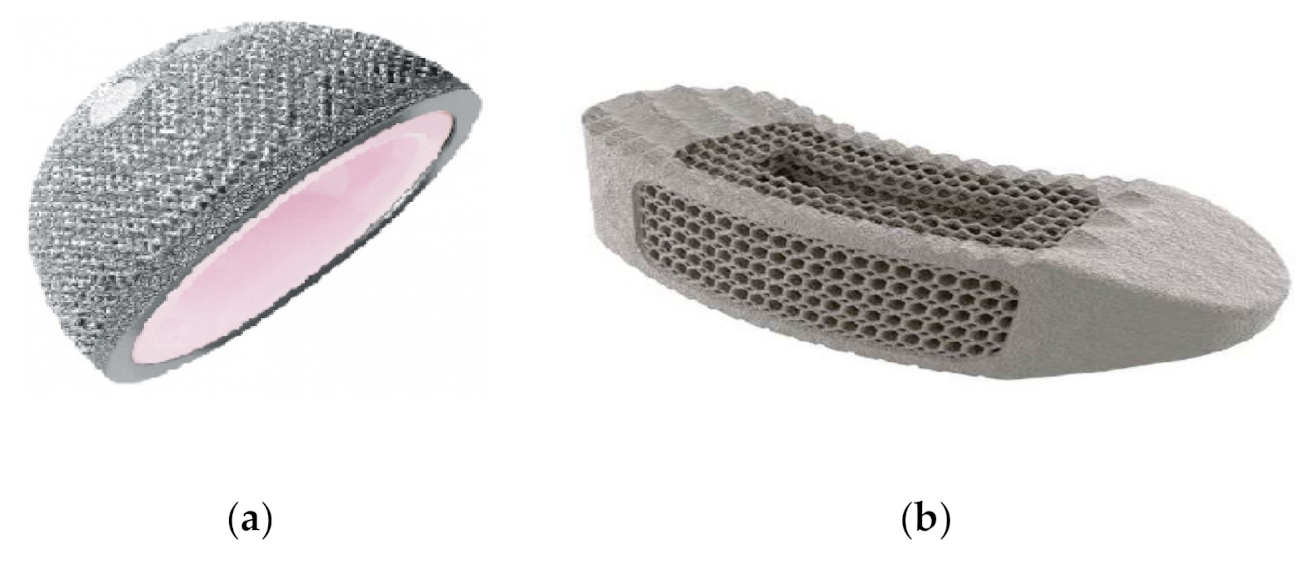
3.3. Medical and Dental
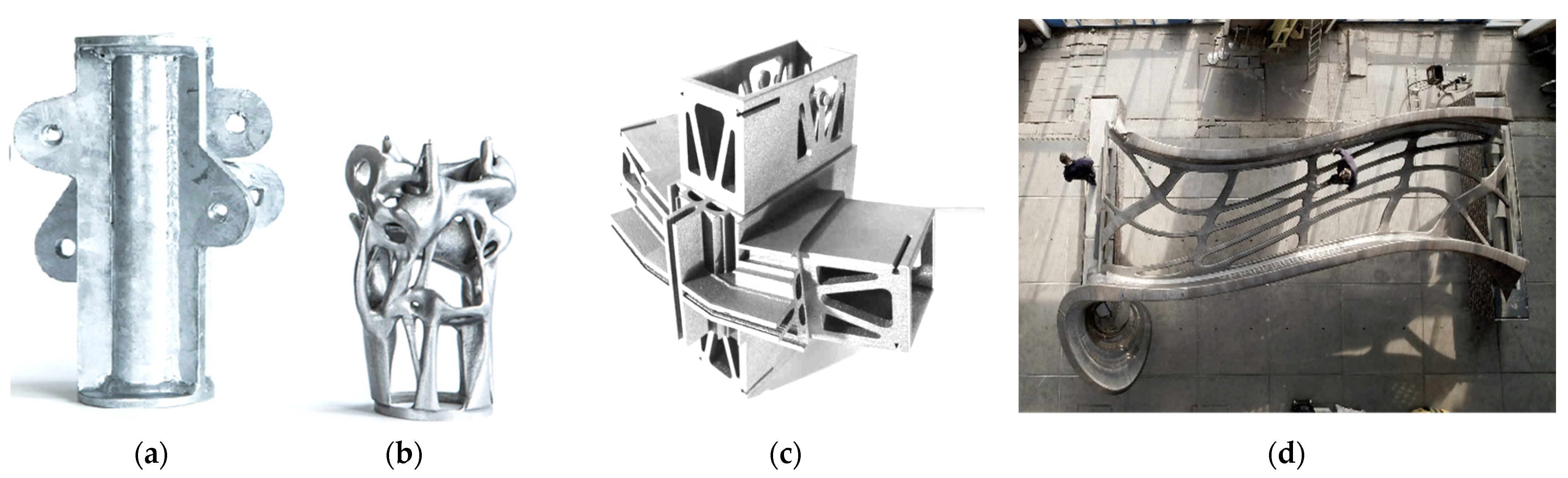
3.4. Building and Construction
3.5. Electronics and Communication
3.6. Oil and Gas
3.7. Mining
- On-demand and on-site production of components;
- Customisable and replicable bespoke components;
- Leaner and greener production to reduce waste, while ensuring quality.
3.8. Tools and Moulds
3.9. Railway
4. Challenges and Considerations
4.1. Production Volume
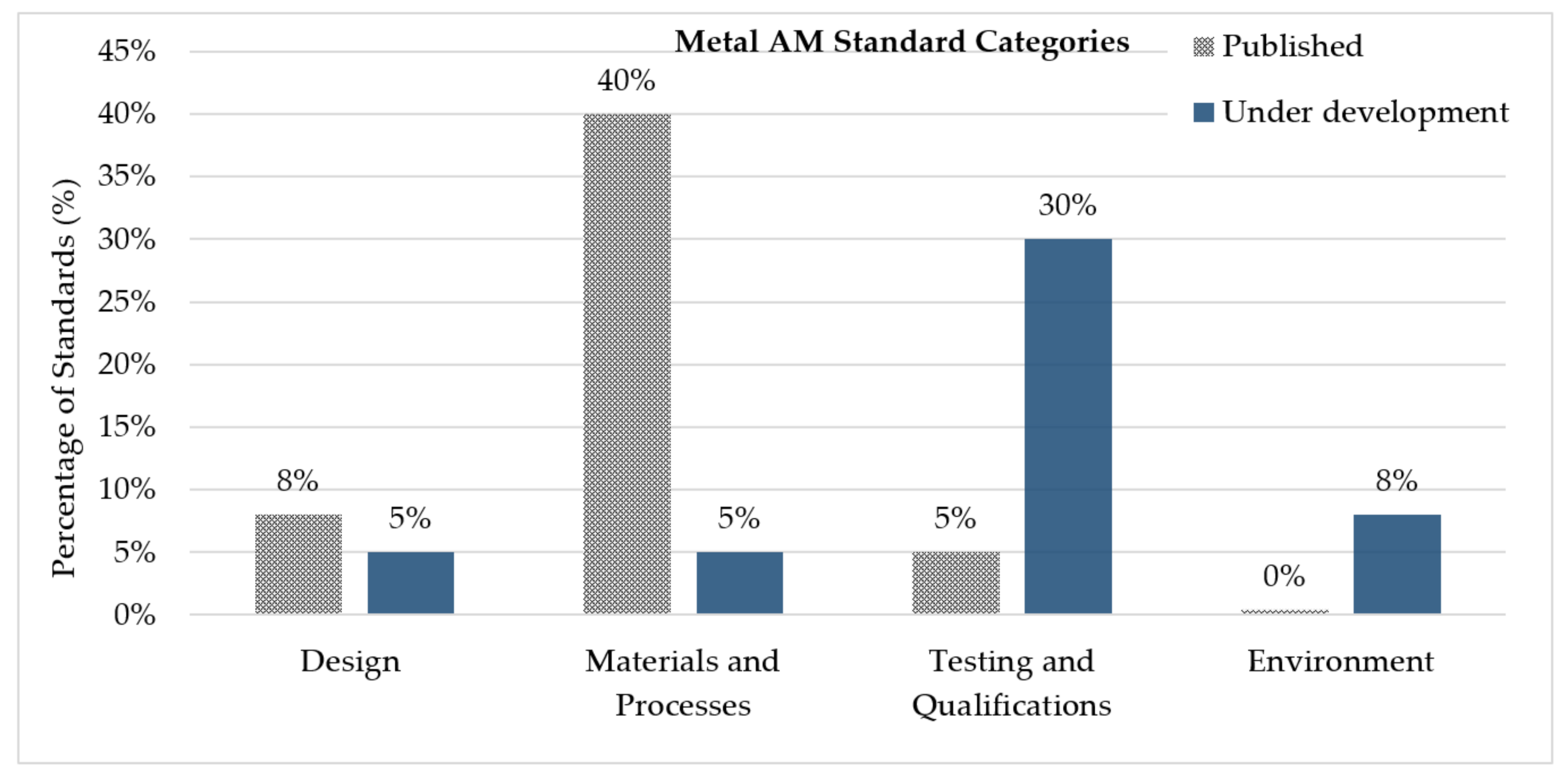
4.2. Standards Compliance
4.3. Product Quality
4.4. Post Processing
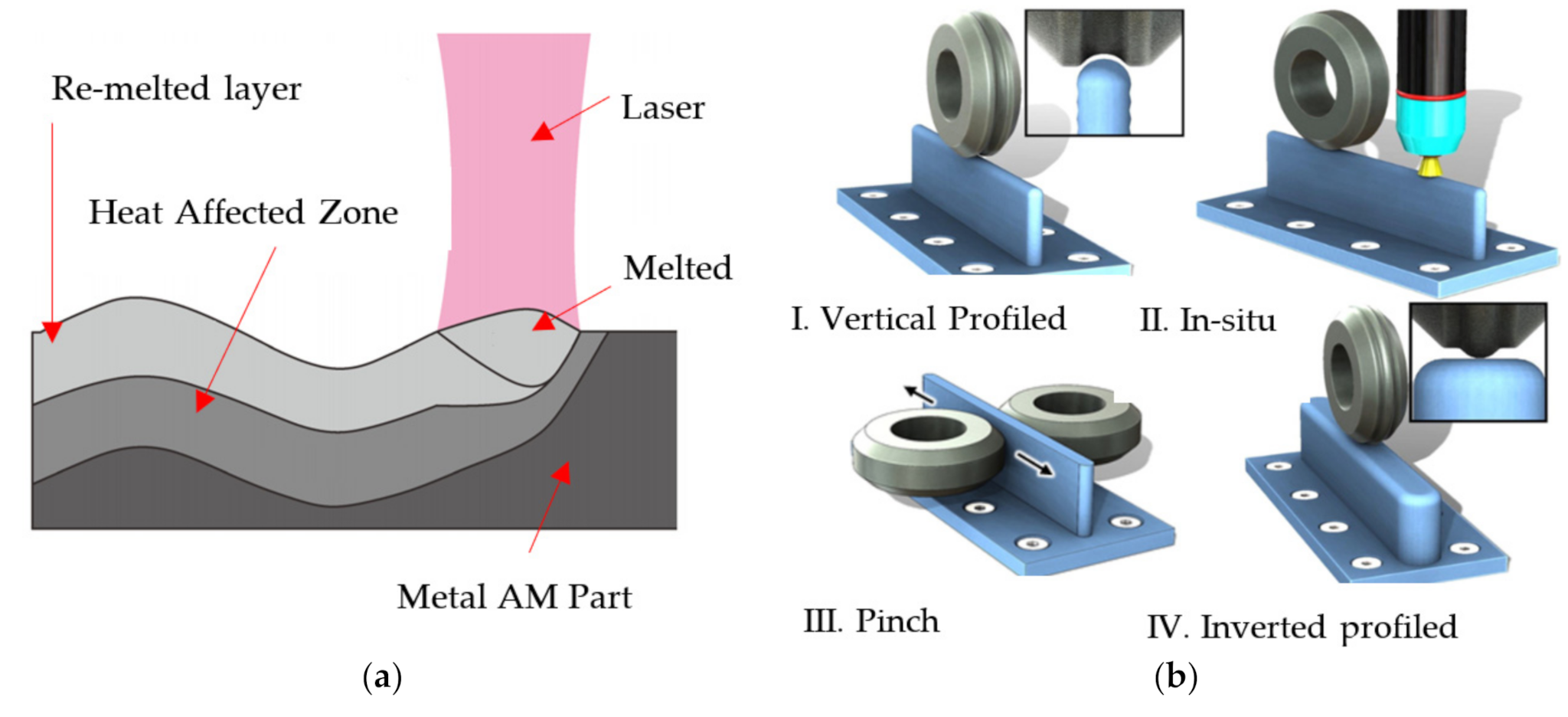
4.5. Repairs and Maintenance
4.6. Limited Materials
4.7. Training and Skills
4.8. Size Limitation
4.9. Metal AM Costs
5. Conclusions and Future Work
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A
| Area. | Standard | Title |
|---|---|---|
| Design | ISO/ASTM 52911-1 | Additive manufacturing—Design—Part 1: Laser-based powder bed fusion of metals (published) |
| ASTM F3413-19 | Guide for Additive Manufacturing—Design—Directed Energy Deposition (published) | |
| ISO/ASTM 52910 | Guidelines for Design for AM (published) | |
| ISO/ASTM AWI 52909 | Additive manufacturing—Finished part properties—Orientation and location dependence of mechanical properties for metal powder bed fusion (under development) | |
| ISO/ASTM 52911-3 | Additive manufacturing—Design-Part 3: Standard Guideline for Electron-based powder bed fusion of metals (under development) | |
| Materials and Processes | ASTM F2924-14 | Standard Specification for Additive Manufacturing Titanium -6 Aluminum-4 Vanadium with Powder Bed Fusion (published) |
| ISO/ASTM 52907 | Additive manufacturing—Feedstock materials—Methods to characterize metal powders (published) | |
| ISO/ASTM 52904 | Additive manufacturing—Process characteristics and performance—Practice for metal powder bed fusion process to meet critical applications (published) | |
| ASTM F3001-14 | Standard Specification for Additive Manufacturing Titanium -6 Aluminum-4 Vanadium ELI (Extra Low Interstitial) with Powder Bed Fusion (published) | |
| ASTM F3049-14 | Standard Guide for Characterizing Properties of Metal Powders Used for Additive Manufacturing Processes (published) | |
| ASTM F3055-14a | Standard Specification for Additive Manufacturing Nickel Alloy (UNS N06625) with Powder Bed Fusion (published) | |
| ASTM F3434- 20 | Guide for Additive manufacturing—Installation/Operation and Performance Qualification (IQ/OQ/PQ) of Laser-Beam Powder Bed Fusion Equipment for Production Manufacturing (Published) | |
| ASTM F3187- 16 | Standard Guide for Directed Energy Deposition of Metals (published) | |
| ASTM F3056- 14e1 | Standard Specification for Additive Manufacturing Nickel Alloy (UNS N07718) with Powder Bed Fusion (published) | |
| ASTM F3184- 16 | Standard Specification for Additive Manufacturing Stainless Steel Alloy (UNS S31603) with Powder Bed Fusion (published) | |
| ASTM F3213- 17 | Standard for Additive Manufacturing—Finished Part Properties—Standard Specification for Cobalt-28 Chromium-6 Molybdenum via Powder Bed Fusion (published) | |
| ASTM F3301-18a | Standard for Additive Manufacturing—Post Processing Methods—Standard Specification for Thermal Post-Processing Metal Parts Made Via Powder Bed Fusion (published) | |
| ASTM F3302- 18 | Standard for Additive Manufacturing—Finished Part Properties—Standard Specification for Titanium Alloys via Powder Bed Fusion (published) | |
| ASTM F3303- 18 | Standard for Additive Manufacturing—Process Characteristics and Performance: Practice for Metal Powder Bed Fusion Process to Meet Critical Applications (published) | |
| ISO/ASTM 52904- 19 | Additive Manufacturing—Process Characteristics and Performance: Practice for Metal Powder Bed Fusion Process to Meet Critical Applications (published) | |
| ASTM F3318- 18 | Standard for Additive Manufacturing—Finished Part Properties—Specification for AlSi10Mg with Powder Bed Fusion—Laser Beam (published) | |
| ISO/ASTM 52908 | Additive manufacturing—Post-processing methods—Quality assurance and post processing of powder bed fusion of metallic parts (under development) | |
| ISO/ASTM 52905 | Additive manufacturing of metals—Non-destructive testing and evaluation—Defect detection in parts (under development) | |
| Test and Qualifications | ISO/ASTM 52941 | Additive manufacturing—System performance and reliability—Acceptance tests for laser metal powder-bed fusion machines for metallic materials for aerospace application (published) |
| ISO/ASTM 52942 | Additive manufacturing—Qualification principles—Qualifying machine operators of laser metal powder bed fusion machines and equipment used in aerospace applications (published) | |
| ISO/ASTM 52907-19 | Additive manufacturing—Feedstock materials—Methods to characterize metallic powders materials (under development) | |
| ISO/ASTM DIS 52941 | Additive manufacturing—System performance and reliability—Standard test method for acceptance of powder-bed fusion machines for metallic materials for aerospace application materials (under development) | |
| ISO/ASTM 52908 | Additive manufacturing—Post-processing methods—Standard specification for quality assurance and post processing of powder bed fusion metallic parts (under development) | |
| ISO/ASTM DIS 52925 | Additive manufacturing processes—Laser-based powder bed fusion of polymer parts (PBF-LB/P)—Qualification of materials (under development) | |
| ISO/ASTM 52926-1 | Additive manufacturing of metals—Qualification principles—Part 1: General qualification of machine operators (under development) | |
| ISO/ASTM 52926-2 | Additive manufacturing of metals—Qualification principles—Part 2: Qualification of machine operators for PBF-LB (under development) | |
| ISO/ASTM 52926-3 | Additive manufacturing of metals—Qualification principles—Part 3: Qualification of machine operators for PBF-EB (under development) | |
| ISO/ASTM 52926-4 | Additive manufacturing of metals—Qualification principles—Part 4: Qualification of machine operators for DED-LB (under development) | |
| ISO/ASTM 52926-5 | Additive manufacturing of metals—Qualification principles—Part 5: Qualification of machine operators for DED-Arc (under development) | |
| ISO/ASTM 52928 | Additive Manufacturing of Metals—Feedstock Materials—Powder Life Cycle Management (under development) | |
| ISO/ASTM 52935 | Additive manufacturing—Qualification principles—Qualification of coordinators for metallic parts production (under development) | |
| ISO/ASTM 52936-1 | Additive manufacturing—Qualification principles—Laser-based powder bed fusion of polymers—Part 1: General principles, preparation of test specimens (under development) | |
| Environment | ISO/ASTM 52931 | Additive manufacturing—Environmental health and safety—Part1 Standard guideline for use of metallic materials (under development) |
| ISO/ASTM CD 52932 | Additive manufacturing—Environmental health and safety—Part2 (under development) | |
| ISO/ASTM 52933 | Additive manufacturing—Environmental health and safety—Part3 (under development) |
References
- Saberi, S.; Mohd Yusu, R.; Zulkifli, N.; Megat Ahma, M. Effective factors on advanced manufacturing technology implementation performance: A review. J. Appl. Sci. 2010, 10, 1229–1242. [Google Scholar]
- Citarella, R.; Giannella, V. Additive Manufacturing in Industry. Appl. Sci. 2021, 11, 840. [Google Scholar] [CrossRef]
- ISO; ASTM. Additive Manufacturing—Design—Requirements, guidelines and recommendations. In ISO/ASTM 52910:2018(E); ISO: Geneva, Switzerland; ASTM: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. ISRN Mech. Eng. 2012, 2012, 1–10. [Google Scholar] [CrossRef]
- Wohlers, T.; Campbell, I.; Diegel, O.; Huff, R.; Kowen, J. 3D Printing and Additive Manufacturing State of the Industry: Annual Worldwide Progress Report; Lund University: Lund, Sweden, 2017. [Google Scholar]
- Huang, R.; Riddle, M.; Graziano, D.; Warren, J.; Das, S.; Nimbalkar, S.; Cresko, J.; Masanet, E. Energy and emissions saving potential of additive manufacturing: The case of lightweight aircraft components. J. Clean. Prod. 2016, 135, 1559–1570. [Google Scholar]
- Rejeski, D.; Zhao, F.; Huang, Y. Research needs and recommendations on environmental implications of additive manufacturing. Addit. Manuf. 2018, 19, 21–28. [Google Scholar]
- Galante, R.; Figueiredo-Pina, C.G.; Serro, A.P. Additive manufacturing of ceramics for dental applications: A review. Dent. Mater. 2019, 35, 825–846. [Google Scholar]
- Buchanan, C.; Gardner, L. Metal 3D printing in construction: A review of methods, research, applications, opportunities and challenges. Eng. Struct. 2019, 180, 332–348. [Google Scholar]
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 7–31. [Google Scholar]
- Ahn, D.-G. Direct metal additive manufacturing processes and their sustainable applications for green technology: A review. Int. J. Precis. Eng. Manuf. Green Technol. 2016, 3, 381–395. [Google Scholar]
- Pan, Z.; Ding, D.; Wu, B.; Cuiuri, D.; Li, H.; Norrish, J. Arc welding processes for additive manufacturing: A review. In Transactions on Intelligent Welding Manufacturing; Springer: Berlin/Heidelberg, Germany, 2018; pp. 3–24. [Google Scholar]
- Ziaee, M.; Crane, N.B. Binder jetting: A review of process, materials, and methods. Addit. Manuf. 2019, 28, 781–801. [Google Scholar] [CrossRef]
- Wu, Q.; Mukherjee, T.; Liu, C.; Lu, J.; DebRoy, T. Residual stresses and distortion in the patterned printing of titanium and nickel alloys. Addit. Manuf. 2019, 29, 100808. [Google Scholar] [CrossRef]
- Yakout, M.; Elbestawi, M.; Veldhuis, S.C. A review of metal additive manufacturing technologies. Solid State Phenom. 2018, 1–14. [Google Scholar]
- DebRoy, T.; Wei, H.; Zuback, J.; Mukherjee, T.; Elmer, J.; Milewski, J.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar]
- Ransikarbum, K.; Pitakaso, R.; Kim, N. A Decision-Support Model for Additive Manufacturing Scheduling Using an Integrative Analytic Hierarchy Process and Multi-Objective Optimization. Appl. Sci. 2020, 10, 5159. [Google Scholar]
- Cherdo, L. The Best Metal 3D Printers in 2020. Available online: https://www.aniwaa.com/best-of/3d-printers/best-metal-3d-printer/ (accessed on 8 January 2021).
- Piñero Vega, D.; Batista Ponce, M.; Valerga Puerta, A.P.; Vazquez Martinez, J.M.; Fernandez Vidal, S.R. A Comparison of Macro and Microgeometrical Properties of Specimens Made with a FDM Commercial Printer and Its Opensource Retrofit Version. Ann. DAAAM Proc. 2018, 29, 1108–1115. [Google Scholar]
- Riecker, S.; Clouse, J.; Studnitzky, T.; Andersen, O.; Kieback, B. Fused Deposition Modeling-Opportunities for Cheap Metal AM. In Proceedings of the World PM 2016 Congress and Exhibition, Hamburg, Germany, 9–13 October 2016; pp. 1–19. [Google Scholar]
- Hwang, S.; Reyes, E.I.; Moon, K.-S.; Rumpf, R.C.; Kim, N.S. Thermo-mechanical characterization of metal/polymer composite filaments and printing parameter study for fused deposition modeling in the 3D printing process. J. Electron. Mater. 2015, 44, 771–777. [Google Scholar]
- Patterson, A.E.; Messimer, S.L.; Farrington, P.A. Overhanging features and the SLM/DMLS residual stresses problem: Review and future research need. Technologies 2017, 5, 15. [Google Scholar]
- Delgado, J.; Ciurana, J.; Rodríguez, C.A. Influence of process parameters on part quality and mechanical properties for DMLS and SLM with iron-based materials. Int. J. Adv. Manuf. Technol. 2012, 60, 601–610. [Google Scholar]
- Berlier, J.; McCann, A.; Zhang, L.; Good, B. Systems and Methods for Receiving Sensor Data for an Operating Additive Manufacturing Machine and Adaptively Compressing the Sensor Data Based on Process Data which Controls the Operation of the Machine. Google Patents US20180348734A1, 6 December 2018. [Google Scholar]
- Jeong, H.Y.; An, S.-C.; Lim, Y.; Jeong, M.J.; Kim, N.; Jun, Y.C. 3D and 4D Printing of Multistable Structures. Appl. Sci. 2020, 10, 7254. [Google Scholar]
- Hu, G.; Cao, Z.; Hopkins, M.; Lyons, J.G.; Brennan-Fournet, M.; Devine, D.M. Nanofillers can be used to enhance the thermal conductivity of commercially available SLA resins. Procedia Manuf. 2019, 38, 1236–1243. [Google Scholar]
- Caccia, M.; Tabandeh-Khorshid, M.; Itskos, G.; Strayer, A.; Caldwell, A.; Pidaparti, S.; Singnisai, S.; Rohskopf, A.; Schroeder, A.; Jarrahbashi, D. Ceramic–metal composites for heat exchangers in concentrated solar power plants. Nature 2018, 562, 406. [Google Scholar]
- Sakly, A.; Kenzari, S.; Bonina, D.; Corbel, S.; Fournée, V. A novel quasicrystal-resin composite for stereolithography. Mater. Des. (1980–2015) 2014, 56, 280–285. [Google Scholar]
- Roberson, D.A.; Perez, A.R.T.; Rocha, C.R. Methods and Compositions for Material Extrusion 3D Printing. Google Patents US20160160073A1, 9 June 2016. [Google Scholar]
- Leong, D. Types of 3D Printing in Metal. Available online: https://markforged.com/learn/types-of-3d-printing-metal/ (accessed on 3 October 2020).
- Bidare, P.; Bitharas, I.; Ward, R.; Attallah, M.; Moore, A.J. Fluid and particle dynamics in laser powder bed fusion. Acta Mater. 2018, 142, 107–120. [Google Scholar]
- Chen, C.; Gojon, S.; Xie, Y.; Yin, S.; Verdy, C.; Ren, Z.; Liao, H.; Deng, S. A novel spiral trajectory for damage component recovery with cold spray. Surf. Coat. Technol. 2017, 309, 719–728. [Google Scholar]
- Yan, X.; Huang, C.; Chen, C.; Bolot, R.; Dembinski, L.; Huang, R.; Ma, W.; Liao, H.; Liu, M. Additive manufacturing of WC reinforced maraging steel 300 composites by cold spraying and selective laser melting. Surf. Coat. Technol. 2019, 371, 161–171. [Google Scholar]
- Cunningham, C.; Flynn, J.; Shokrani, A.; Dhokia, V.; Newman, S. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar]
- Meisel, N.A.; Dillard, D.A.; Williams, C.B. Impact of material concentration and distribution on composite parts manufactured via multi-material jetting. Rapid Prototyp. J. 2018, 24, 872–879. [Google Scholar]
- Miyanaji, H.; Momenzadeh, N.; Yang, L. Effect of printing speed on quality of printed parts in Binder Jetting Process. Addit. Manuf. 2018, 20, 1–10. [Google Scholar]
- Wheat, E.; Vlasea, M.; Hinebaugh, J.; Metcalfe, C. Sinter structure analysis of titanium structures fabricated via binder jetting additive manufacturing. Mater. Des. 2018, 156, 167–183. [Google Scholar]
- White, D. Ultrasonic Object Consolidation. Google Patents US6519500B1, 11 February 2003. [Google Scholar]
- Guo, H.; Gingerich, M.B.; Haedings, L.M.; Hahnlen, R.; Dapino, M.J. Joining of carbon fiber and aluminum using ultrasonic additive manufacturing (UAM). Compos. Struct. 2019, 208, 180–188. [Google Scholar] [CrossRef]
- Hafkamp, T.; van Baars, G.; de Jager, B.; Etman, P. A feasibility study on process monitoring and control in vat photopolymerization of ceramics. Mechatronics 2018, 56, 220–241. [Google Scholar]
- Diegel, O.; Nordin, A.; Motte, D. Additive Manufacturing Technologies. In A Practical Guide to Design for Additive Manufacturing; Springer: Singapore, 2019; pp. 19–39. [Google Scholar] [CrossRef]
- Barbosa de Lima, J.C. Laminated Object Manufacturing. Available online: https://www.manufacturingguide.com/en/laminated-object-manufacturing-lom (accessed on 25 April 2020).
- Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Biamino, S.; Lombardi, M.; Atzeni, E.; Salmi, A.; Minetola, P.; Iuliano, L.; Fino, P. Overview on additive manufacturing technologies. Proc. IEEE 2017, 105, 593–612. [Google Scholar]
- Choi, Y.; Lee, D.-G. Correlation between surface tension and fatigue properties of Ti-6Al-4V alloy fabricated by EBM additive manufacturing. Appl. Surf. Sci. 2019, 481, 741–746. [Google Scholar]
- Dass, A.; Moridi, A. State of the art in directed energy deposition: From additive manufacturing to materials design. Coatings 2019, 9, 418. [Google Scholar]
- Villafuerte, J. Considering cold spray for additive manufacturing. Adv. Mater. Process. 2014, 50, 50–52. [Google Scholar]
- Bento, J.B.; Lopez, A.; Pires, I.; Quintino, L.; Santos, T.G. Non-destructive testing for wire+ arc additive manufacturing of aluminium parts. Addit. Manuf. 2019, 29, 100782. [Google Scholar]
- Urhal, P.; Weightman, A.; Diver, C.; Bartolo, P. Robot assisted additive manufacturing: A review. Robot. Comput. Integr. Manuf. 2019, 59, 335–345. [Google Scholar]
- McCallum, D. A Radically Simple New Technology for Fast, Low-Cost Metal Additive Manufacturing. Available online: https://www.digitalalloys.com/blog/joule-printing/ (accessed on 23 September 2019).
- Chiumenti, M.; Lin, X.; Cervera, M.; Lei, W.; Zheng, Y.; Huang, W. Numerical simulation and experimental calibration of Additive Manufacturing by blown powder technology. Part I: Thermal analysis. Rapid Prototyp. J. 2017, 23, 448–463. [Google Scholar]
- Onuike, B.; Heer, B.; Bandyopadhyay, A. Additive manufacturing of Inconel 718—copper alloy bimetallic structure using laser engineered net shaping (LENS™). Addit. Manuf. 2018, 21, 133–140. [Google Scholar]
- Löffler, K. Developments in disk laser welding. In Handbook of Laser Welding Technologies; Elsevier: Amsterdam, The Netherlands, 2013; pp. 73–102. [Google Scholar] [CrossRef]
- Rahmati, S. Advances in Additive Manufacturing and Tooling. Compr. Mater. Process. 2014, 10, 303–344. [Google Scholar] [CrossRef]
- Zenou, M.; Grainger, L. Additive manufacturing of metallic materials. In Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2018; pp. 53–103. [Google Scholar]
- Ghosal, P.; Majumder, M.C.; Chattopadhyay, A. Study on direct laser metal deposition. Mater. Today Proc. 2018, 5, 12509–12518. [Google Scholar]
- Vinogradov, P. 3D Printing in Medicine: Current Challenges and Potential Applications. In 3D Printing Technology in Nanomedicine; Elsevier: Amsterdam, The Netherlands, 2019; p. 1. [Google Scholar]
- Lee, J.; Chung, H. Experimental Investigation of Deposition Pattern on the Temperature and Distortion of Direct Energy Deposition-Based Additive Manufactured Part. Appl. Sci. 2020, 10, 7653. [Google Scholar]
- Calleja, A.; Tabernero, I.; Ealo, J.A.; Campa, F.J.; Lamikiz, A.; de Lacalle, L.N.L. Feed rate calculation algorithm for the homogeneous material deposition of blisk blades by 5-axis laser cladding. Int. J. Adv. Manuf. Technol. 2014, 74, 1219–1228. [Google Scholar]
- Donadello, S.; Motta, M.; Demir, A.G.; Previtali, B. Monitoring of laser metal deposition height by means of coaxial laser triangulation. Opt. Lasers Eng. 2019, 112, 136–144. [Google Scholar]
- Selcuk, C. Joining processes for powder metallurgy parts. In Advances in Powder Metallurgy; Elsevier: Amsterdam, The Netherlands, 2013; pp. 380–398. [Google Scholar]
- Liu, J.; Yu, H.; Chen, C.; Weng, F.; Dai, J. Research and development status of laser cladding on magnesium alloys: A review. Opt. Lasers Eng. 2017, 93, 195–210. [Google Scholar]
- Toyserkani, E.; Khajepour, A.; Corbin, S.F. Laser Cladding; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Yue, T.; Su, Y.; Yang, H. Laser cladding of Zr65Al7. 5Ni10Cu17. 5 amorphous alloy on magnesium. Mater. Lett. 2007, 61, 209–212. [Google Scholar]
- Tabernero, I.; Calleja, A.; Lamikiz, A.; De Lacalle, L.L. Optimal parameters for 5-axis laser cladding. Procedia Eng. 2013, 63, 45–52. [Google Scholar]
- Flynn, J.M.; Shokrani, A.; Newman, S.T.; Dhokia, V. Hybrid additive and subtractive machine tools—Research and industrial developments. Int. J. Mach. Tools Manuf. 2016, 101, 79–101. [Google Scholar]
- Wang, Y.; Lin, Y.; Zhong, R.Y.; Xu, X. IoT-enabled cloud-based additive manufacturing platform to support rapid product development. Int. J. Prod. Res. 2019, 57, 3975–3991. [Google Scholar]
- Jensen, W. Automotive: Formula Student Germany—EOS Supports Racing Team by Producing a Topology-Optimized Steering Stub Axle. Available online: https://www.eos.info/press/customer_case_studies/rennteam_uni_stuttgart (accessed on 18 June 2020).
- Bakewell, J. Customising Production. Available online: https://www.automotivemanufacturingsolutions.com/customising-production/31218.article (accessed on 4 February 2020).
- Tyrrell, M. Use of 3D Printed Components at BMW Jumps 42% Annually. Available online: https://www.pesmedia.com/3d-printing-components-bmw-group/ (accessed on 12 July 2020).
- Anusci, V. BMW’s New S58 Engine Features Cylinder Head Made with 3D Printing. Available online: https://www.3dprintingmedia.network/bmw-s58-engine-3d-printed-cylinder/ (accessed on 2 November 2020).
- Wischeropp, T.M.; Hoch, H.; Beckmann, F.; Emmelmann, C. Opportunities for Braking Technology Due to Additive Manufacturing Through the Example of a Bugatti Brake Caliper. In Proceedings of the XXXVII Internationales μ-Symposium 2018 Bremsen-Fachtagung, Bad Neuenahr, Germany, 26 October 2018; pp. 181–193. [Google Scholar]
- Csere, C. How Automakers Are 3D-Printing Parts for Production Cars. Available online: https://www.caranddriver.com/features/a20684648/how-automakers-are-3d-printing-parts-for-production-cars-and-classics/ (accessed on 12 May 2020).
- Tucker, E. APWorks Creates Light Rider 3D-Printed Motorcycle. Available online: https://www.dezeen.com/2016/06/06/light-rider-apworks-3d-printed-electric-motorcycle-aluminium/ (accessed on 3 September 2019).
- Awd, M.; Tenkamp, J.; Hirtler, M.; Siddique, S.; Bambach, M.; Walther, F. Comparison of microstructure and mechanical properties of Scalmalloy® produced by selective laser melting and laser metal deposition. Materials 2018, 11, 17. [Google Scholar]
- Singamneni, S.; Yifan, L.; Hewitt, A.; Chalk, R.; Thomas, W. Additive Manufacturing for the Aircraft Industry: A Review. J. Aeronaut Aerosp. Eng. 2019, 8. [Google Scholar] [CrossRef]
- Kellner, T. 3D-Printed ‘Bionic’ Parts Could Revolutionize Aerospace Design; General Electric Reports: Boston, MA, USA, 2017. [Google Scholar]
- Russell, R.; Wells, D.; Waller, J.; Poorganji, B.; Ott, E.; Nakagawa, T.; Sandoval, H.; Shamsaei, N.; Seifi, M. Qualification and certification of metal additive manufactured hardware for aerospace applications. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 33–66. [Google Scholar]
- González-Barrio, H.; Calleja-Ochoa, A.; Lamikiz, A.; López de Lacalle, L. Manufacturing Processes of Integral Blade Rotors for Turbomachinery, Processes and New Approaches. Appl. Sci. 2020, 10, 3063. [Google Scholar]
- Ruiz-Salas, J.; Gonzalez-Barrio, H.; Calleja-Ochoa, A.; Ukar-Arrien, E.; Lamikiz-Mentxaka, A. Turbo engine components repair methodology by laser material deposition. DYNA 2018, 93, 643–648. [Google Scholar]
- Wilson, J.M.; Piya, C.; Shin, Y.C.; Zhao, F.; Ramani, K. Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J. Clean. Prod. 2014, 80, 170–178. [Google Scholar]
- Raja, V.; Zhang, S.; Garside, J.; Ryall, C.; Wimpenny, D. Rapid and cost-effective manufacturing of high-integrity aerospace components. Int. J. Adv. Manuf. Technol. 2006, 27, 759–773. [Google Scholar]
- Graves, J. Nexxt Spine Develops AM Spinal Implants Using MTS Test Systems; Nexxt Spine: Noblesville, IN, USA, 2019; p. 89. [Google Scholar]
- Harrysson, O.L.; Marcellin-Little, D.J.; Horn, T.J. Applications of metal additive manufacturing in veterinary orthopedic surgery. JOM 2015, 67, 647–654. [Google Scholar]
- Vilardell, A.; Takezawa, A.; du Plessis, A.; Takata, N.; Krakhmalev, P.; Kobashi, M.; Yadroitsava, I.; Yadroitsev, I. Topology optimization and characterization of Ti6Al4V ELI cellular lattice structures by laser powder bed fusion for biomedical applications. Mater. Sci. Eng. A 2019, 766, 138330. [Google Scholar]
- Kain, M.; Nadimpalli, V.; Miqueo, A.; May, M.; Yagüe-Fabra, J.; Häfner, B.; Pedersen, D.; Calaon, M.; Tosello, G. Metal Additive Manufacturing of Multi-Material Dental Strut Implants. In Proceedings of the 20th International Conference of the European Society for Precision Engineering and Nanotechnology (EUSPEN 20), Geneva, Switzerland, 8–12 June 2020. [Google Scholar]
- Revilla-León, M.; Sadeghpour, M.; Özcan, M. A Review of the Applications of Additive Manufacturing Technologies Used to Fabricate Metals in Implant Dentistry. J. Prosthodont. 2020, 29, 579–593. [Google Scholar]
- Camacho, D.D.; Clayton, P.; O’Brien, W.; Ferron, R.; Juenger, M.; Salamone, S.; Seepersad, C. Applications of additive manufacturing in the construction industry—A prospective review. In Proceedings of the 34th International Symposium on Automation and Robotics in Construction and Mining (ISARC 2017), Taipei, Taiwan, 27–30 June 2017. [Google Scholar]
- Strauss, H.; Knaack, U. Additive Manufacturing for Future Facades: The potential of 3D printed parts for the building envelope. J. Facade Des. Eng. 2015, 3, 225–235. [Google Scholar]
- Espera, A.H.; Dizon, J.R.C.; Chen, Q.; Advincula, R.C. 3D-printing and advanced manufacturing for electronics. Prog. Addit. Manuf. 2019, 1–23. [Google Scholar] [CrossRef]
- Lewis, J.A.; Ahn, B.Y. Device fabrication: Three-dimensional printed electronics. Nature 2015, 518, 42. [Google Scholar]
- Saengchairat, N.; Tran, T.; Chua, C.-K. A review: Additive manufacturing for active electronic components. Virtual Phys. Prototyp. 2017, 12, 31–46. [Google Scholar]
- Gjokaj, V.; Papapolymerou, J.; Albrecht, J.D.; Chahal, P. Design and Fabrication of Additively Manufactured Hybrid Rigid-Flex RF Components. IEEE Trans. Compon. Packag. Manuf. Technol. 2019, 9, 779–785. [Google Scholar]
- Yosui, K.; Morita, I. Antenna Element and Method of Manufacturing the Same. Google Patents US10283855B2, 7 May 2019. [Google Scholar]
- Goh, G.L.; Ma, J.; Chua, K.L.F.; Shweta, A.; Yeong, W.Y.; Zhang, Y.P. Inkjet-printed patch antenna emitter for wireless communication application. Virtual Phys. Prototyp. 2016, 11, 289–294. [Google Scholar]
- Optisys. Additive Manufacturing Transforms RF Antenna Design. Available online: https://www.metal-am.com/additive-manufacturing-transforms-rf-antenna-design/ (accessed on 6 September 2019).
- Verploegh, S.; Coffey, M.; Grossman, E.; Popović, Z. Properties of 50–110-GHz waveguide components fabricated by metal additive manufacturing. IEEE Trans. Microw. Theory Tech. 2017, 65, 5144–5153. [Google Scholar]
- Sher, D. The State of AM in the Oil and Gas Industry. Available online: https://www.3dprintingmedia.network/new-smartech-analysis-report-on-am-in-the-oil-and-gas-industry-finds-1b-opportunity-am-hardware/ (accessed on 6 September 2019).
- Burns, M.; Wangenheim, C. Metal 3D Printing Applications in the Oil & Gas Industry. In Proceedings of the SPE Middle East Oil and Gas Show and Conference, Manama, Bahrain, 18–21 March 2019. [Google Scholar]
- Sireesha, M.; Lee, J.; Kiran, A.S.K.; Babu, V.J.; Kee, B.B.; Ramakrishna, S. A review on additive manufacturing and its way into the oil and gas industry. RSC Adv. 2018, 8, 22460–22468. [Google Scholar]
- Lloyd’s. First Additively Manufactured Part for Oil and Gas Certified. Available online: https://www.lr.org/en/latest-news/first-additively-manufactured-part-for-oil-and-gas-certified-by-lr/ (accessed on 3 March 2020).
- Barnes, J.B.; Camisa, J.A. Additive Manufacturing for Oil and Gas-Potential of Topology Optimization for Offshore Applications. In Proceedings of the 29th International Ocean and Polar Engineering Conference, Honolulu, HI, USA, 16–21 June 2019. [Google Scholar]
- Siemens. Fast, Efficient, Flexible: Additive Manufacturing (3D-Printing) in the Energy Sector. Available online: https://new.siemens.com/global/en/products/energy/services/maintenance/parts/additive-manufacturing.html (accessed on 21 November 2020).
- Frandsen, C.S.; Nielsen, M.M.; Chaudhuri, A.; Jayaram, J.; Govindan, K. In search for classification and selection of spare parts suitable for additive manufacturing: A literature review. Int. J. Prod. Res. 2020, 58, 970–996. [Google Scholar]
- Lempriere, M. A Project to Save Time and Energy with 3D Printed Mining Parts. Available online: https://www.mining-technology.com/digital-disruption/3d-printed-mining-parts/ (accessed on 3 September 2019).
- Jamasmie, C. Sandvik Invests $25 Million to Boost Use of Metal 3D Printing. Available online: https://www.mining.com/sandvik-invests-25-million-to-boost-use-of-metal-3d-printing/ (accessed on 3 September 2019).
- Scott, C. 3D Printing and Internet of Things to Revolutionize Mining. Available online: https://3dprint.com/215374/3d-printing-iot-mining/ (accessed on 3 September 2019).
- Ligon, S.C.; Liska, R.; Stampfl, J.R.; Gurr, M.; Mülhaupt, R. Polymers for 3D printing and customized additive manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar]
- Kang, J.; Shangguan, H.; Deng, C.; Hu, Y.; Yi, J.; Wang, X.; Zhang, X.; Huang, T. Additive manufacturing-driven mold design for castings. Addit. Manuf. 2018, 22, 472–478. [Google Scholar]
- Le Néel, T.A.; Mognol, P.; Hascoët, J.-Y. A review on additive manufacturing of sand molds by binder jetting and selective laser sintering. Rapid Prototyp. J. 2018, 24, 1325–1336. [Google Scholar]
- Intech DMLS. Tool and Die Conformal Cooling. Available online: https://intech-dmls.in/additive-manufacturing/ (accessed on 6 September 2019).
- Killen, A.; Fu, L.; Coxon, S.; Napper, R. Exploring the use of Additive Manufacturing in Providing an Alternative Approach to the Design, Manufacture and Maintenance of Interior Rail Components. In Proceedings of the 40th Australasian Transport Research Forum (ATRF 2018), Darwin, Australia, 30 October–1 November 2018. [Google Scholar]
- Kingsland, P. 3D Printing in the Railway Sector with Deutsche Bahn. Available online: https://www.railway-technology.com/features/3d-printing-in-the-railway-sector/ (accessed on 6 September 2019).
- Colyer, J. Wabtec Brings Industrial 3D Printing to the Rail Industry with Purchase of GE’s H2. Available online: https://3dprintingindustry.com/news/wabtec-brings-industrial-3d-printing-to-the-rail-industry-with-purchase-of-ges-h2-155703/ (accessed on 6 September 2019).
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar]
- Yamazaki, T. Development of a hybrid multi-tasking machine tool: Integration of additive manufacturing technology with CNC machining. Procedia CIRP 2016, 42, 81–86. [Google Scholar]
- Thompson, A.; Maskery, I.; Leach, R.K. X-ray computed tomography for additive manufacturing: A review. Meas. Sci. Technol. 2016, 27, 072001. [Google Scholar]
- Gupta, N.; Weber, C.; Newsome, S. Additive manufacturing: Status and opportunities. Sci. Technol. Policy Inst. Wash. 2012, 1–29. [Google Scholar]
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The role of additive manufacturing in the era of industry 4.0. Procedia Manuf. 2017, 11, 545–554. [Google Scholar]
- Huang, Y.; Leu, M.C.; Mazumder, J.; Donmez, A. Additive manufacturing: Current state, future potential, gaps and needs, and recommendations. J. Manuf. Sci. Eng. 2015, 137, 014001. [Google Scholar]
- Monzón, M.; Ortega, Z.; Martínez, A.; Ortega, F. Standardization in additive manufacturing: Activities carried out by international organizations and projects. Int. J. Adv. Manuf. Technol. 2015, 76, 1111–1121. [Google Scholar]
- Lee, B.N.; Pei, E.; Um, J. An overview of information technology standardization activities related to additive manufacturing. Prog. Addit. Manuf. 2019, 1–10. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.P.; Wang, P.; Nai, M.; Loh, N.H.; Liu, E.; Tor, S.B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar]
- Kumar, H.A.; Kumaraguru, S. Distortion in Metal Additive Manufactured Parts. In 3D Printing and Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2019; pp. 281–295. [Google Scholar]
- Seifi, M.; Gorelik, M.; Waller, J.; Hrabe, N.; Shamsaei, N.; Daniewicz, S.; Lewandowski, J.J. Progress towards metal additive manufacturing standardization to support qualification and certification. JOM 2017, 69, 439–455. [Google Scholar]
- Xiao, J.; Anwer, N.; Durupt, A.; Le Duigou, J.; Eynard, B. Information exchange standards for design, tolerancing and additive manufacturing: A research review. Int. J. Interact. Des. Manuf. (IJIDeM) 2018, 12, 495–504. [Google Scholar]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar]
- Oropallo, W.; Piegl, L.A. Ten challenges in 3D printing. Eng. Comput. 2016, 32, 135–148. [Google Scholar]
- Tilton, B.; Dobner, E.; Holdowsky, J. 3D Opportunity for Standards. Available online: https://www2.deloitte.com/us/en/insights/focus/3d-opportunity/additive-manufacturing-standards-for-3d-printed-products.html#endnote-sup-36 (accessed on 12 September 2019).
- Klingaa, C.G.; Bjerre, M.K.; Baier, S.; De Chiffre, L.; Mohanty, S.; Hattel, J.H. Roughness Investigation of SLM Manufactured Conformal Cooling Channels Using X-ray Computed Tomography. In Proceedings of the 9th Conference on Industrial Computed Tomography (ICT 2019), Padova, Italy, 13–15 February 2019. [Google Scholar]
- McGregor, D.J.; Tawfick, S.; King, W.P. Automated metrology and geometric analysis of additively manufactured lattice structures. Addit. Manuf. 2019, 28, 535–545. [Google Scholar]
- Sagbas, B.; Boyacı, T.H.; Durakbasa, N.M. Precision metrology for additive manufacturing. In Proceedings of the International Symposium for Production Research 2017, Vienna, Austria, 13–15 September 2017; pp. 324–332. [Google Scholar]
- Colosimo, B.M.; Huang, Q.; Dasgupta, T.; Tsung, F. Opportunities and challenges of quality engineering for additive manufacturing. J. Qual. Technol. 2018, 50, 233–252. [Google Scholar]
- Qin, Y.; Qi, Q.; Scott, P.J.; Jiang, X. Status, comparison, and future of the representations of additive manufacturing data. Comput. Aided Des. 2019, 111, 44–64. [Google Scholar]
- Lewandowski, J.J.; Seifi, M. Metal additive manufacturing: A review of mechanical properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar]
- Shapiro, A.; Borgonia, J.; Chen, Q.; Dillon, R.; McEnerney, B.; Polit-Casillas, R.; Soloway, L. Additive manufacturing for aerospace flight applications. J. Spacecr. Rocket. 2016, 952–959. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar]
- Almotairy, S.M.; Boostani, A.F.; Hassani, M.; Wei, D.; Jiang, Z. Effect of hot isostatic pressing on the mechanical properties of aluminium metal matrix nanocomposites produced by dual speed ball milling. J. Mater. Res. Technol. 2020, 9, 1151–1161. [Google Scholar]
- Chen, C.; Xie, Y.; Yan, X.; Yin, S.; Fukanuma, H.; Huang, R.; Zhao, R.; Wang, J.; Ren, Z.; Liu, M. Effect of hot isostatic pressing (HIP) on microstructure and mechanical properties of Ti6Al4V alloy fabricated by cold spray additive manufacturing. Addit. Manuf. 2019, 27, 595–605. [Google Scholar]
- Benzing, J.; Hrabe, N.; Quinn, T.; White, R.; Rentz, R.; Ahlfors, M. Hot isostatic pressing (HIP) to achieve isotropic microstructure and retain as-built strength in an additive manufacturing titanium alloy (Ti-6Al-4V). Mater. Lett. 2019, 257, 126690. [Google Scholar]
- Horst, O.; Ruttert, B.; Bürger, D.; Heep, L.; Wang, H.; Dlouhý, A.; Theisen, W.; Eggeler, G. On the rejuvenation of crept Ni-Base single crystal superalloys (SX) by hot isostatic pressing (HIP). Mater. Sci. Eng. A 2019, 758, 202–214. [Google Scholar]
- Hirata, T.; Kimura, T.; Nakamoto, T. Effects of hot isostatic pressing and internal porosity on the performance of selective laser melted AlSi10Mg alloys. Mater. Sci. Eng. A 2020, 772, 138713. [Google Scholar]
- Kumar, A.; Bai, Y.; Eklund, A.; Williams, C.B. Effects of hot isostatic pressing on copper parts fabricated via binder jetting. Procedia Manuf. 2017, 10, 935–944. [Google Scholar]
- Cai, C.; Song, B.; Xue, P.; Wei, Q.; Wu, J.-m.; Li, W.; Shi, Y. Effect of hot isostatic pressing procedure on performance of Ti6Al4V: Surface qualities, microstructure and mechanical properties. J. Alloy. Compd. 2016, 686, 55–63. [Google Scholar]
- Tammas-Williams, S.; Withers, P.J.; Todd, I.; Prangnell, P.B. The effectiveness of hot isostatic pressing for closing porosity in titanium parts manufactured by selective electron beam melting. Metall. Mater. Trans. A 2016, 47, 1939–1946. [Google Scholar]
- Bartlett, J.L.; Li, X. An overview of residual stresses in metal powder bed fusion. Addit. Manuf. 2019, 27, 131–149. [Google Scholar]
- Prashanth, K.G.; Scudino, S.; Klauss, H.J.; Surreddi, K.B.; Löber, L.; Wang, Z.; Chaubey, A.K.; Kühn, U.; Eckert, J. Microstructure and mechanical properties of Al–12Si produced by selective laser melting: Effect of heat treatment. Mater. Sci. Eng. A 2014, 590, 153–160. [Google Scholar]
- Oyelola, O.; Crawforth, P.; M’Saoubi, R.; Clare, A.T. Machining of additively manufactured parts: Implications for surface integrity. Procedia CIRP 2016, 45, 119–122. [Google Scholar]
- Bhaduri, D.; Penchev, P.; Batal, A.; Dimov, S.; Soo, S.L.; Sten, S.; Harrysson, U.; Zhang, Z.; Dong, H. Laser polishing of 3D printed mesoscale components. Appl. Surf. Sci. 2017, 405, 29–46. [Google Scholar]
- Zhihao, F.; Libin, L.; Longfei, C.; Yingchun, G. Laser polishing of additive manufactured superalloy. Procedia CIRP 2018, 71, 150–154. [Google Scholar]
- Yung, K.; Zhang, S.; Duan, L.; Choy, H.; Cai, Z. Laser polishing of additive manufactured tool steel components using pulsed or continuous-wave lasers. Int. J. Adv. Manuf. Technol. 2019, 105, 425–440. [Google Scholar]
- Gu, J.; Ding, J.; Williams, S.W.; Gu, H.; Bai, J.; Zhai, Y.; Ma, P. The strengthening effect of inter-layer cold working and post-deposition heat treatment on the additively manufactured Al–6.3 Cu alloy. Mater. Sci. Eng. A 2016, 651, 18–26. [Google Scholar]
- Cunningham, C.; Wikshåland, S.; Xu, F.; Kemakolam, N.; Shokrani, A.; Dhokia, V.; Newman, S. Cost modelling and sensitivity analysis of wire and arc additive manufacturing. Procedia Manuf. 2017, 11, 650–657. [Google Scholar]
- Colegrove, P.A.; Donoghue, J.; Martina, F.; Gu, J.; Prangnell, P.; Hönnige, J. Application of bulk deformation methods for microstructural and material property improvement and residual stress and distortion control in additively manufactured components. Scr. Mater. 2017, 135, 111–118. [Google Scholar]
- Krishnan, A.; Fang, F. Review on mechanism and process of surface polishing using lasers. Front. Mech. Eng. 2019, 1–21. [Google Scholar] [CrossRef]
- Campbell, R.I.; Jee, H.; Kim, Y.S. Adding product value through additive manufacturing. In Proceedings of the 19th International Conference on Engineering Design (ICED13), Design for Harmonies, Volume 4: Product, Service and Systems Design, Seoul, Korea, 19–22 August 2013. [Google Scholar]
- Knofius, N.; van der Heijden, M.C.; Zijm, W.H. Consolidating spare parts for asset maintenance with additive manufacturing. Int. J. Prod. Econ. 2019, 208, 269–280. [Google Scholar]
- Seifi, M.; Salem, A.; Beuth, J.; Harrysson, O.; Lewandowski, J.J. Overview of materials qualification needs for metal additive manufacturing. JOM 2016, 68, 747–764. [Google Scholar]
- King, W.E.; Anderson, A.T.; Ferencz, R.; Hodge, N.; Kamath, C.; Khairallah, S.A.; Rubenchik, A.M. Laser powder bed fusion additive manufacturing of metals; physics, computational, and materials challenges. Appl. Phys. Rev. 2015, 2, 041304. [Google Scholar]
- Chew, Y.; Bi, G.; Zhu, Z.; Ng, F.; Weng, F.; Liu, S.; Nai, S.; Lee, B. Microstructure and enhanced strength of laser aided additive manufactured CoCrFeNiMn high entropy alloy. Mater. Sci. Eng. A 2019, 744, 137–144. [Google Scholar]
- Yang, X.; Liu, J.; Cui, X.; Jin, G.; Liu, Z.; Chen, Y.; Feng, X. Effect of remelting on microstructure and magnetic properties of Fe-Co-based alloys produced by laser additive manufacturing. J. Phys. Chem. Solids 2019, 130, 210–216. [Google Scholar]
- Bordeenithikasem, P.; Stolpe, M.; Elsen, A.; Hofmann, D.C. Glass forming ability, flexural strength, and wear properties of additively manufactured Zr-based bulk metallic glasses produced through laser powder bed fusion. Addit. Manuf. 2018, 21, 312–317. [Google Scholar]
- Wu, D.; Gao, W.; Hui, D.; Gao, K.; Li, K. Stochastic static analysis of Euler-Bernoulli type functionally graded structures. Compos. Part B Eng. 2018, 134, 69–80. [Google Scholar]
- Ryder, M.A.; Lados, D.A.; Iannacchione, G.S.; Peterson, A.M. Fabrication and properties of novel polymer-metal composites using fused deposition modeling. Compos. Sci. Technol. 2018, 158, 43–50. [Google Scholar]
- Martin, J.H.; Yahata, B.D.; Clough, E.C.; Mayer, J.A.; Hundley, J.M.; Schaedler, T.A. Additive manufacturing of metal matrix composites via nanofunctionalization. MRS Commun. 2018, 8, 297–302. [Google Scholar]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar]
- Pei, E.; Loh, G.H. Future challenges in functionally graded additive manufacturing. In Additive Manufacturing—Developments in Training and Education; Springer: Berlin/Heidelberg, Germany, 2019; pp. 219–228. [Google Scholar]
- Simpson, T.W.; Williams, C.B.; Hripko, M. Preparing industry for additive manufacturing and its applications: Summary & recommendations from a National Science Foundation workshop. Addit. Manuf. 2017, 13, 166–178. [Google Scholar]
- Go, J.; Hart, A.J. A framework for teaching the fundamentals of additive manufacturing and enabling rapid innovation. Addit. Manuf. 2016, 10, 76–87. [Google Scholar]
- Dutta, B.; Froes, F.H.S. The additive manufacturing (AM) of titanium alloys. In Titanium Powder Metallurgy; Elsevier: Amsterdam, The Netherlands, 2015; pp. 447–468. [Google Scholar]
- Duda, T.; Raghavan, L.V. 3D metal printing technology. IFAC-PapersOnLine 2016, 49, 103–110. [Google Scholar]
- Vafadar, A.; Tolouei-Rad, M.; Hayward, K.; Abhary, K. Technical feasibility analysis of utilizing special purpose machine tools. J. Manuf. Syst. 2016, 39, 53–62. [Google Scholar]
- Kretzschmar, N.; Ituarte, I.F.; Partanen, J. A decision support system for the validation of metal powder bed-based additive manufacturing applications. Int. J. Adv. Manuf. Technol. 2018, 96, 3679–3690. [Google Scholar]
- Sriram, V.; Shukla, V.; Biswas, S. Metal Powder Based Additive Manufacturing Technologies—Business Forecast. In 3D Printing and Additive Manufacturing Technologies; Springer: Berlin/Heidelberg, Germany, 2019; pp. 105–118. [Google Scholar]
- Ulu, E.; Huang, R.; Kara, L.B.; Whitefoot, K.S. Concurrent Structure and Process Optimization for Minimum Cost Metal Additive Manufacturing. J. Mech. Des. 2019, 141, 061701. [Google Scholar]
- Vafadar, A.; Hayward, K.; Tolouei-Rad, M. Sensitivity analysis for justification of utilising special purpose machine tools in the presence of uncertain parameters. Int. J. Prod. Res. 2017, 55, 3842–3861. [Google Scholar]
- Li, Y.; Cheng, Y.; Hu, Q.; Zhou, S.; Ma, L.; Lim, M.K. The influence of additive manufacturing on the configuration of make-to-order spare parts supply chain under heterogeneous demand. Int. J. Prod. Res. 2019, 57, 3622–3641. [Google Scholar]













| Machine Name | Manufacturer | Technology Type 1 | Build Size (mm × mm × mm) |
|---|---|---|---|
| Kinetic Fusion | Titomic | DED | 9000 × 3000 × 1500 |
| EBAM 300 Series | Sciaky | EBAM | 6096 × 1194 × 1524 |
| SonicLayer 7000 | Fabrisonic | SL (UAM) | 1828 × 1828 × 914 |
| AddCreator | ADIRA | SLM | 1000 × 1000 × 500 |
| Lens 850-R | Optomec | LENS | 900 × 1500 × 900 |
| MX-1000 | InssTek | DED (LMD) | 1000 × 800 × 650 |
| ExOne M-Print | ExOne | MJ | 800 × 500 × 400 |
| LUMEX Avance-60 | Matsuura | SLM | 600 × 600 × 500 |
| SLM 500 H | SLM Solutions | SLM | 500 × 280 × 365 |
| RMP1 | Aurora Labs | DMLM | 450 × 450 × 400 |
| MetalFAB1 | Additive Industries | SLM | 420 × 420 × 400 |
| M400 | EOS | DMLS | 400 × 400 × 400 |
| Arcam Q20 | Arcam | EBM | 350 × 380 × 180 |
| LightSPEE3D | SPEE3D | DED (supersonic 3D deposition) | 300 × 300 × 300 |
| PAM Series M | Pollen AM | FDM | 300 × 300 × 300 |
| Metal X | Markforged | ME | 250 × 220 × 200 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vafadar, A.; Guzzomi, F.; Rassau, A.; Hayward, K. Advances in Metal Additive Manufacturing: A Review of Common Processes, Industrial Applications, and Current Challenges. Appl. Sci. 2021, 11, 1213. https://doi.org/10.3390/app11031213
Vafadar A, Guzzomi F, Rassau A, Hayward K. Advances in Metal Additive Manufacturing: A Review of Common Processes, Industrial Applications, and Current Challenges. Applied Sciences. 2021; 11(3):1213. https://doi.org/10.3390/app11031213
Chicago/Turabian StyleVafadar, Ana, Ferdinando Guzzomi, Alexander Rassau, and Kevin Hayward. 2021. "Advances in Metal Additive Manufacturing: A Review of Common Processes, Industrial Applications, and Current Challenges" Applied Sciences 11, no. 3: 1213. https://doi.org/10.3390/app11031213
APA StyleVafadar, A., Guzzomi, F., Rassau, A., & Hayward, K. (2021). Advances in Metal Additive Manufacturing: A Review of Common Processes, Industrial Applications, and Current Challenges. Applied Sciences, 11(3), 1213. https://doi.org/10.3390/app11031213