
A Mathematical Model for Predicting the Sauter Mean Diameter of Liquid-Medium Ultrasonic Atomizing Nozzle Based on Orthogonal Design

Abstract
:1. Introduction
2. Experimental System and Scheme
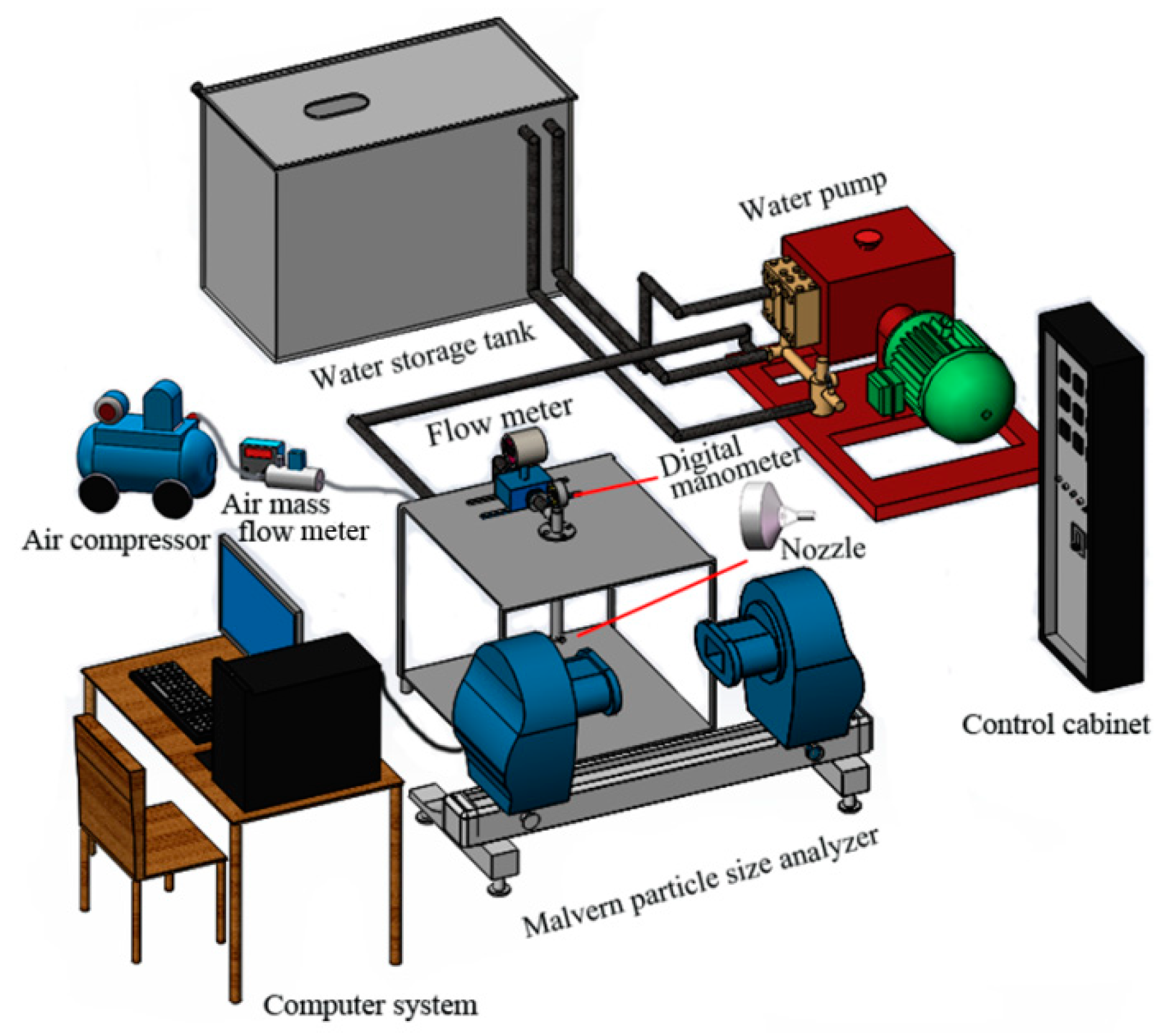
2.1. Experimental System
2.2. Experimental Scheme
2.2.1. Factors and Levels of Orthogonal Experiment
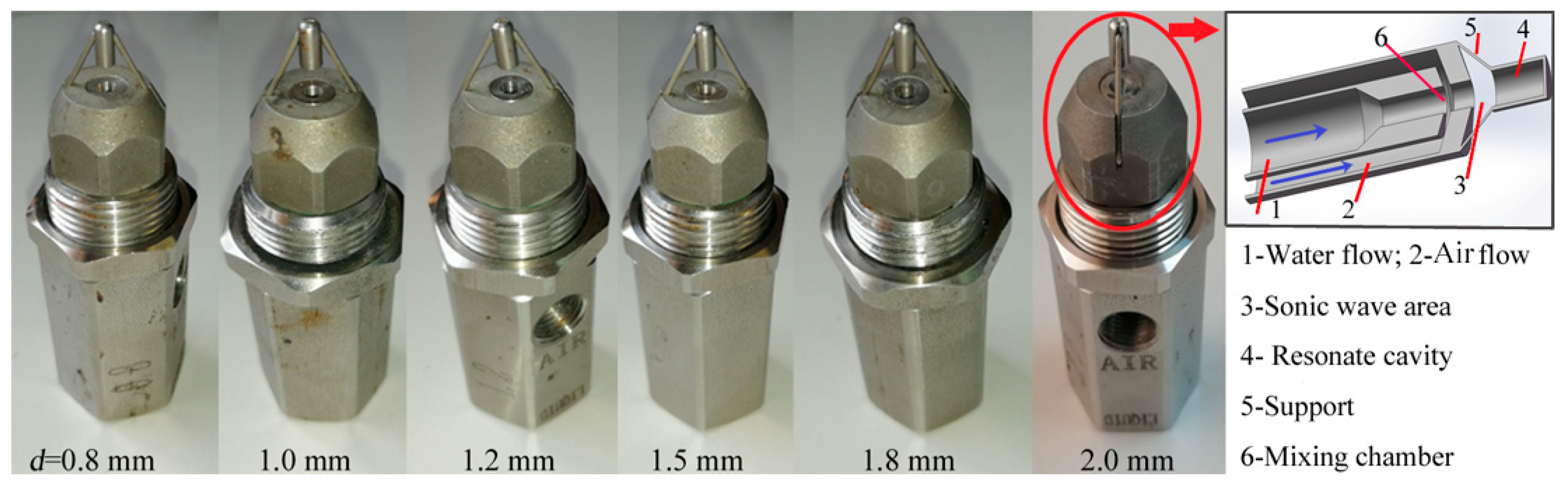
2.2.2. Experimental Method for Atomization Parameters
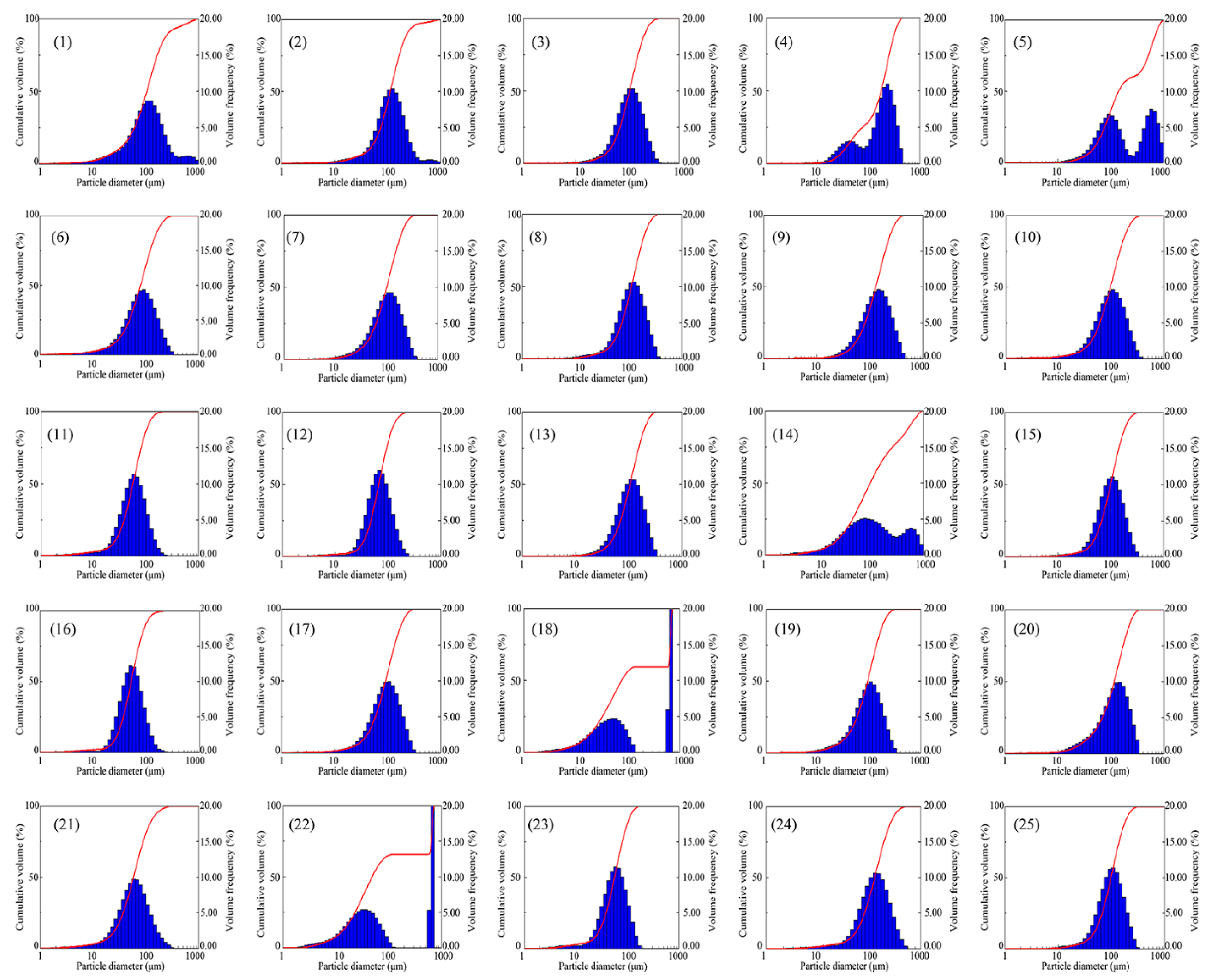
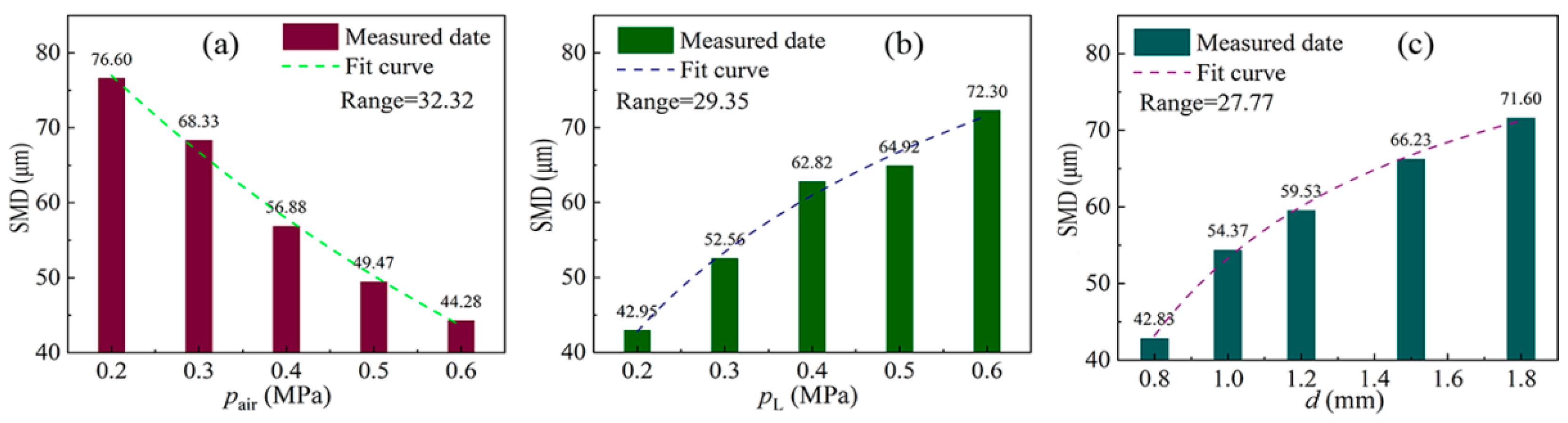
3. Experimental Results and Analysis
4. Establishment and Verification of Mathematical Model
4.1. Establishment of Mathematical Model
4.2. Verification of Mathematical Model
5. Conclusions
Author Contributions
Funding
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Rasmussen, P.E.; Levesque, C.; Chénier, M.; Gardner, H.D.; Otazo, H.J.; Petrovic, S. Canadian House Dust Study: Population-based concentrations, loads and loading rates of arsenic, cadmium, chromium, copper, nickel, lead, and zinc inside urban homes. Sci. Total Environ. 2013, 443, 520–529. [Google Scholar] [CrossRef]
- Tatyana, G.K.; Olga, V.R.; Irina, V.M.; Artyukov, E.V. Health risk assessment of metal(loid)s exposure via indoor dust from urban area in Chelyabinsk, Russia. Int. J. Geomate 2019, 16, 1–7. [Google Scholar]
- Chen, L.J.; Li, P.C.; Liu, G.M.; Cheng, W.M.; Liu, Z.X. Development of cement dust suppression technology during shotcrete in mine of China-A review. J. Loss Prev. Process Ind. 2018, 55, 232–242. [Google Scholar] [CrossRef]
- Han, W.B.; Zhou, G.; Gao, D.H.; Zhang, Z.X.; Wei, Z.Y.; Wang, H.T.; Yang, H.Q. Experimental analysis of the pore structure and fractal characteristics of different metamorphic coal based on mercury intrusion-nitrogen adsorption porosimetry. Powder Technol. 2020, 362, 386–398. [Google Scholar] [CrossRef]
- Xie, Y.; Cheng, W.M.; Yu, H.M.; Wang, Y.H. Study on spray dust removal law for cleaner production at fully mechanized mining face with large mining height. Powder Technol. 2021, 389, 48–62. [Google Scholar] [CrossRef]
- Kumia, J.C.; Sasmito, A.P.; Mujumdar, A.S. Dust dispersion and management in underground mining faces. Int. J. Min. Sci. Technol. 2014, 24, 39–44. [Google Scholar]
- Li, Y.J.; Wang, P.F.; Liu, R.H.; Jiang, Y.D.; Han, H. Determination of the optimal axial-to-radial flow ratio of the wall-mounted swirling ventilation in fully mechanized excavation face. Powder Technol. 2020, 360, 890–910. [Google Scholar] [CrossRef]
- Inoka, E.P.; Marcia, L.H.; Michael, L.S. Examination of classified rock dust (treated and untreated) performance in a 20-L explosion chamber. J. Loss Prev. Process Ind. 2019, 62, 103943. [Google Scholar]
- Ji, Y.L.; Reng, T.; Peter, W.; Wan, Z.J.; Ma, Z.Y.; Wang, Z.M. A comparative study of dust control practices in Chinese and Australian longwall coal mines. Int. J. Min. Sci. Technol. 2016, 26, 199–208. [Google Scholar] [CrossRef]
- Han, H.; Wang, P.F.; Li, Y.J.; Liu, R.H.; Tian, C. Effect of water supply pressure on atomization characteristics and dust-reduction efficiency of internal mixing air atomizing nozzle. Adv. Powder Technol. 2020, 31, 252–268. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Zhou, G.; Song, S.Z.; Meng, Q.Z.; Zhang, Q.; Liu, W. Synthesis and characteristic analysis of coal dust explosion suppressant based on surface modification of ammonium dihydrogen phosphate with methyl hydrogen-containing silicone oil. J. Loss Prev. Process Ind. 2020, 64, 104059. [Google Scholar] [CrossRef]
- Wang, P.F.; Li, Y.J.; Liu, R.h.; Shi, Y.J. Effect of forced-to-exhaust ratio of air volume on dust control of wall-attached swirling ventilation for mechanized excavation face. Tunn. Undergr. Space Technol. 2019, 90, 194–207. [Google Scholar] [CrossRef]
- Xiu, Z.H.; Nie, W.; Chen, D.W.; Yan, J.Y.; Cai, P.; Liu, Q.; Wei, C.H. Numerical simulation study on the coupling mechanism of composite-source airflow–dust field in a fully mechanized caving face. Powder Technol. 2019, 356, 443–457. [Google Scholar] [CrossRef]
- Cheng, W.M.; Ma, Y.Y.; Yang, J.L.; Sun, B. Effect of atomization parameters of dust removal nozzles on the de-dusting results for different dust sources. Int. J. Min. Sci. Technol. 2016, 26, 1025–1032. [Google Scholar] [CrossRef]
- Hu, S.Y.; Liao, Q.; Feng, G.R.; Huang, Y.S.; Shao, H.; Gao, Y.; Hu, F. Influences of ventilation velocity on dust dispersion in coal roadways. Powder Technol. 2020, 360, 683–694. [Google Scholar] [CrossRef]
- Zhou, W.D.; Wang, H.T.; Wang, D.M.; Zhang, K.; Du, Y.H.; Yang, H.S. The effect of geometries and cutting parameters of conical pick on the characteristics of dust generation: Experimental investigation and theoretical exploration. Fuel Process. Technol. 2020, 198, 106243. [Google Scholar] [CrossRef]
- Cheng, W.M.; Zhou, G.; Chen, L.J.; Wang, G.; Nie, W.; Zhang, Q.T. Research progress and prospect of dust control theory and technology in China’s coal mines in the past 20 years. Coal Sci. Technol. 2020, 48, 1–20. [Google Scholar]
- Xu, G.; Chen, Y.P.; Eksteen, J.; Xu, J.L. Surfactant-aided coal dust suppression: A review of evaluation methods and influencing factors. Sci. Total Environ. 2018, 639, 1060–1076. [Google Scholar] [CrossRef] [PubMed]
- Han, W.B.; Zhou, G.; Zhang, Q.T.; Pan, H.W.; Liu, D. Experimental study on modification of physicochemical characteristics of acidified coal by surfactants and ionic liquids. Fuel 2020, 266, 116966. [Google Scholar] [CrossRef]
- Hu, S.Y.; Huang, Y.S.; Feng, G.R.; Shao, H.; Liao, Q.; Gao, Y.; Hu, F. Investigation on the design of atomization device for coal dust suppression in underground roadways. Process Saf. Environ. Prot. 2019, 129, 230–237. [Google Scholar] [CrossRef]
- Bao, Q.; Nie, W.; Liu, C.; Zhang, H.; Wang, H.; Jin, H.; Yan, J.; Liu, Q. The preparation of a novel hydrogel based on crosslinked polymers for suppressing coal dusts. J. Clean. Prod. 2020, 249, 119343. [Google Scholar] [CrossRef]
- Liu, C.Q.; Nie, W.; Bao, Q.; Liu, Q.; Wei, C.H.; Hua, Y. The effects of the pressure outlet’s position on the diffusion and pollution of dust in tunnel using a shield tunneling machine. Energy Build. 2018, 176, 232–245. [Google Scholar] [CrossRef]
- Wang, H.T.; Wei, X.B.; Du, Y.H.; Wang, D.M. Experimental investigation on the dilatational interfacial rheology of dust-suppressing foam and its effect on foam performance. Process Saf. Environ. Prot. 2019, 123, 351–357. [Google Scholar] [CrossRef]
- Wang, H.T.; Wei, X.B.; Du, Y.H.; Wang, D.M. Effect of water-soluble polymers on the performance of dust-suppression foams: Wettability, surface viscosity and stability. Colloids Surf. A Physicochem. Eng. Asp. 2019, 568, 92–98. [Google Scholar] [CrossRef]
- Wang, P.F.; Tan, X.H.; Zhang, L.Y.; Li, Y.J.; Liu, R.H. Influence of particle diameter on the wettability of coal dust and the dust suppression efficiency via spraying. Process Saf. Environ. Prot. 2019, 132, 189–199. [Google Scholar] [CrossRef]
- Zhou, Q.; Qin, B.T.; Wang, F.; Wang, H.T. Experimental investigation on the performance of a novel magnetized apparatus used to improve the dust wetting features of surfactant-magnetized water. Powder Technol. 2019, 354, 149–157. [Google Scholar] [CrossRef]
- Dobre, M.; Bolle, L. Practical design of ultrasonic spray devices: Experimental testing of several atomizer geometries. Exp. Therm. Fluid Sci. 2002, 26, 205–211. [Google Scholar] [CrossRef]
- Kudo, T.; Sekiguchi, K.; Sankoda, K.; Namiki, N.; Nii, S. Effect of ultrasonic frequency on size distribution of nanosized mist generated by ultrasonic atomization. Ultrason. Sonochem. 2017, 37, 16–22. [Google Scholar] [CrossRef]
- Loomis, W.R.; Woods, A.L. The physical and biological effects of high frequency sound waves of great intensity. Philos. Mag. Lett. 1927, 4, 417–436. [Google Scholar]
- Lang, R.J. Ultrasonic atomization of liquid. J. Acoust. Soc. Am. 1962, 34, 6–8. [Google Scholar] [CrossRef]
- Sarohia, V.; Back, L.H. Experimental investigation of flow and heating in a resonance tube. J. Fluid Mech. 1979, 94, 649–672. [Google Scholar] [CrossRef]
- Sobieraj, G.B.; Szumowski, A.P. Experimental investigations of an underexpanded jet from a convergent nozzle impinging on a cavity. J. Sound Vib. 1991, 149, 375–396. [Google Scholar] [CrossRef]
- Hamed, A.; Cincinnati, U.O. Numerical simulation and parametric study of Hartmann-Sprenger tube based powered device. Am. Inst. Aeronaut. Astronaut. 2003, 35, 25–50. [Google Scholar]
- Narayanan, S.; Bhave, P.; Srinivasan, K.; Sundararajan, T. Spectra and directivity of a Hartmann whistle. J. Sound Vib. 2009, 321, 875–892. [Google Scholar] [CrossRef]
- Kim, K.D.; Jin, D.H.; Choi, Y.C. Numerical simulation on the generation of ultrasound and formation of water fog in the ultrasonic gas atomizer. Ultrasonics 2018. [Google Scholar] [CrossRef]
- Zhang, S.K.; Wang, J.F.; Ma, C.F.; Shi, Y. Experimental study of atomization characteristic of fluid dynamic ultrasonic nozzle. China Pet. Mach. 2007, 35, 1–3,7. [Google Scholar]
- Zhang, S.K. Research of atomization characteristics of ultrasonic heavy oil nozzle. Ind. Furn. 2010, 32, 5–8. [Google Scholar]
- Sun, X.X. Recent research advances of ultrasonic atomizer. Ind. Furn. 2004, 26, 19–24. [Google Scholar]
- Zhang, X.Y.; Wang, X.W. Experimental study and regressive analysis on ultrasonic dispersal property. Ind. Saf. Environ. Prot. 2002, 28, 8–13. [Google Scholar]
- Zhang, J.; Peng, Y.T.; Lin, Q.Z. Simulation on internal flow field characteristic of ultrasonic atomizer based on CFD. China Powder Sci. Technol. 2017, 23, 20–23. [Google Scholar]
- Li, H.X.; Liu, Q.Z.; Liu, Y.P.; Zhang, J.L. Numerical simulation on atomization characteristics of ultrasonic vibration nozzle based on CFD. Chin. J. Vac. Sci. Technol. 2017, 37, 113–117. [Google Scholar]
- Li, H.X.; Zhang, J.L.; Lin, Y.P.; Lin, Q.Z. Simulation research on cavitation flow characteristics of ultrasonic atomization nozzle for mine dust suppression. Saf. Coal Mines 2018, 49, 40–43. [Google Scholar]
- Gao, J.M.; Ma, J.L. Design and test of low-frequency Hartmann atomization nozzle with stepped resonance tube. Trans. Chin. Soc. Agric. Eng. 2017, 33, 66–73. [Google Scholar]
- Wang, P.F.; Zhang, K.; Liu, R.H. Influence of air supply pressure on atomization characteristics and dust-suppression efficiency of internal-mixing air-assisted atomizing nozzle. Powder Technol. 2019, 355, 393–407. [Google Scholar] [CrossRef]
- Wang, P.F.; Shi, Y.J.; Zhang, L.Y.; Li, Y.J. Effect of structural parameters on atomization characteristics and dust reduction performance of internal-mixing air-assisted atomizer nozzle. Process Saf. Environ. Prot. 2019, 128, 316–328. [Google Scholar] [CrossRef]
- Wang, P.F.; Tian, C.; Liu, R.H.; Wang, J. Mathematical model for multivariate nonlinear prediction of SMD of X-type swirl pressure nozzles. Process Saf. Environ. Prot. 2019, 125, 228–237. [Google Scholar] [CrossRef]
- Dong, J.Y.; Yang, J.H.; Yang, G.X.; Wu, F.Q.; Liu, H.S. Proportioning test of similar materials in model test based on orthogonal design. J. China Coal Soc. 2012, 37, 44–49. [Google Scholar]
- Lin, H.F.; Yan, Y.L.; Li, S.G. Experimental study on mechanical and permeability characteristics of similar materials based on orthogonal design for solid-gas coupling. J. China Coal Soc. 2016, 41, 672–679. [Google Scholar]
- Yang, J.; Chang, J.X.; Wang, Y.M.; Li, Y.; Hu, H.; Chen, Y.; Huang, Q.; Yao, J. Comprehensive drought characteristics analysis based on a nonlinear multivariate drought index. J. Hydrol. 2018, 557, 651–667. [Google Scholar] [CrossRef]
- Li, S.; Du, Y.J. Concrete strength prediction model based on multivariate nonlinear analysis. Concrete 2016, 38, 44–46,55. [Google Scholar]
- Xie, S.C.; Gao, G.J. Multivariate nonlinear regression analysis of energy absorption prediction for thin-wall structures. J. Appl. Basic Eng. Sci. 2010, 18, 714–721. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NO. of Levels | Influence Factor | ||
|---|---|---|---|
| pair/MPa | pL/MPa | d/mm | |
| 1 | 0.2 | 0.2 | 0.8 |
| 2 | 0.3 | 0.3 | 1.0 |
| 3 | 0.4 | 0.4 | 1.2 |
| 4 | 0.5 | 0.5 | 1.5 |
| 5 | 0.6 | 0.6 | 1.8 |
| NO. | Influence Factor | Experiment Result | ||||
|---|---|---|---|---|---|---|
| pair/MPa | pL/MPa | d/mm | QL/(L·min−1) | Qair/(L·min−1) | SMD/μm | |
| 1 | 0.2 | 0.2 | 0.8 | 0.83 | 31 | 52.28 |
| 2 | 0.2 | 0.3 | 1.0 | 1.50 | 23 | 68.45 |
| 3 | 0.2 | 0.4 | 1.2 | 2.33 | 32 | 78.23 |
| 4 | 0.2 | 0.5 | 1.5 | 3.00 | 33 | 88.24 |
| 5 | 0.2 | 0.6 | 1.8 | 4.67 | 17 | 95.80 |
| 6 | 0.3 | 0.2 | 1.0 | 1.00 | 40 | 43.92 |
| 7 | 0.3 | 0.3 | 1.2 | 2.00 | 48 | 66.04 |
| 8 | 0.3 | 0.4 | 1.5 | 2.50 | 43 | 82.46 |
| 9 | 0.3 | 0.5 | 1.8 | 3.33 | 27 | 87.35 |
| 10 | 0.3 | 0.6 | 0.8 | 1.17 | 43 | 61.89 |
| 11 | 0.4 | 0.2 | 1.2 | 1.33 | 76 | 38.52 |
| 12 | 0.4 | 0.3 | 1.5 | 1.83 | 66 | 50.80 |
| 13 | 0.4 | 0.4 | 1.8 | 3.00 | 43 | 77.08 |
| 14 | 0.4 | 0.5 | 0.8 | 1.17 | 56 | 48.19 |
| 15 | 0.4 | 0.6 | 1.0 | 1.50 | 45 | 69.79 |
| 16 | 0.5 | 0.2 | 1.5 | 1.17 | 98 | 39.55 |
| 17 | 0.5 | 0.3 | 1.8 | 1.33 | 80 | 57.31 |
| 18 | 0.5 | 0.4 | 0.8 | 0.83 | 73 | 36.60 |
| 19 | 0.5 | 0.5 | 1.0 | 1.17 | 66 | 49.94 |
| 20 | 0.5 | 0.6 | 1.2 | 1.83 | 78 | 63.96 |
| 21 | 0.6 | 0.2 | 1.8 | 0.50 | 157 | 40.48 |
| 22 | 0.6 | 0.3 | 0.8 | 0.50 | 91 | 20.21 |
| 23 | 0.6 | 0.4 | 1.0 | 1.17 | 94 | 39.57 |
| 24 | 0.6 | 0.5 | 1.2 | 1.83 | 96 | 50.89 |
| 25 | 0.6 | 0.6 | 1.5 | 2.17 | 88 | 70.08 |
| Function | R2 | ANOVA | Parameters Estimated by Function | ||||||
|---|---|---|---|---|---|---|---|---|---|
| F | Degree of Freedom 1 | Degree of Freedom 2 | Regression Significance | Constant | Factor 1 | Factor 2 | Factor 3 | ||
| Linear | 0.984 | 181.650 | 1 | 3 | 0.001 | 92.512 | −83.500 | ||
| Logarithmic | 0.987 | 219.342 | 1 | 3 | 0.001 | 29.037 | −30.480 | ||
| S-shape | 0.903 | 27.794 | 1 | 3 | 0.013 | 3.593 | 0.161 | ||
| Exponential | 0.997 | 439.050 | 1 | 3 | 0.000 | 102.187 | −1.419 | ||
| Inverse function | 0.936 | 44.014 | 1 | 3 | 0.007 | 31.055 | 9.675 | ||
| Power function | 0.973 | 108.389 | 1 | 3 | 0.003 | 34.950 | −0.512 | ||
| Quadratic | 0.994 | 172.564 | 2 | 2 | 0.006 | 102.712 | −141.786 | 72.857 | |
| Cubic | 0.998 | 202.028 | 3 | 1 | 0.052 | 80.032 | 58.914 | −467.143 | 450.000 |
| Function | Fitting Formula | Significance of Regression Coefficient | |||
|---|---|---|---|---|---|
| Constant | Coefficient 1 | Coefficient 2 | Coefficient 3 | ||
| Linear | 0.000 | 0.001 | |||
| Logarithmic | 0.001 | 0.001 | |||
| S-shape | 0.000 | 0.013 | |||
| Exponential | 0.000 | 0.000 | |||
| Inverse function | 0.007 | 0.007 | |||
| Power function | 0.000 | 0.001 | |||
| Quadratic | 0.003 | 0.044 | 0.197 | ||
| Cubic | 0.118 | 0.727 | 0.403 | 0.359 | |
| Factor | Function Expression | Fitting Formula | R2 |
|---|---|---|---|
| pair | 0.993 | ||
| pL | 0.984 | ||
| d | 0.996 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Wu, G.; Wang, P.; Cui, Y.; Tian, C.; Han, H. A Mathematical Model for Predicting the Sauter Mean Diameter of Liquid-Medium Ultrasonic Atomizing Nozzle Based on Orthogonal Design. Appl. Sci. 2021, 11, 11628. https://doi.org/10.3390/app112411628
Li S, Wu G, Wang P, Cui Y, Tian C, Han H. A Mathematical Model for Predicting the Sauter Mean Diameter of Liquid-Medium Ultrasonic Atomizing Nozzle Based on Orthogonal Design. Applied Sciences. 2021; 11(24):11628. https://doi.org/10.3390/app112411628
Chicago/Turabian StyleLi, Shilin, Gaogao Wu, Pengfei Wang, Yan Cui, Chang Tian, and Han Han. 2021. "A Mathematical Model for Predicting the Sauter Mean Diameter of Liquid-Medium Ultrasonic Atomizing Nozzle Based on Orthogonal Design" Applied Sciences 11, no. 24: 11628. https://doi.org/10.3390/app112411628
APA StyleLi, S., Wu, G., Wang, P., Cui, Y., Tian, C., & Han, H. (2021). A Mathematical Model for Predicting the Sauter Mean Diameter of Liquid-Medium Ultrasonic Atomizing Nozzle Based on Orthogonal Design. Applied Sciences, 11(24), 11628. https://doi.org/10.3390/app112411628