
Modelling of a Non-Transferred Plasma Torch Used for Nano-Silica Powders Production

 ,
, 
Abstract
1. Introduction
2. Numerical Model
2.1. Basic Assumptions
- The plasma is optically thin (when the optical depth approaches to zero, radiation has a small effect on the overall heat transfer process within the plasma, and the opacity can be neglected).
- Turbulence thermal plasma flow is considered (turbulence offers a strong mixing of plasma flow, and its eddies affects the transport processes of nanoparticles).
- The flow is treated as being weakly compressible when the Mach number (the ratio of the speed of the flow to the speed of sound) is smaller than 0.3 (Ma < 0.3), and the density change due to velocity is about 5% in that case.
- High collision frequencies among constituents in thermal plasma leads to a state close to local thermodynamic equilibrium (LTE), in which all plasma components (electrons, ions, and neutrons) have the same temperature.
- The gravity effects are negligible due to a high Froude number ().
- The arc is assumed to be steady and rotationally symmetric.
- Thermodynamic and transport properties of gas plasma expressed as a function of the local temperature and pressure are obtained from the literature provided by Boulos et al. study [27].
2.2. Control Equations
2.3. Calculation Domain and Boundary Conditions
3. Equipment and Operating Conditions
4. Results and Discussion
4.1. Flow of Plasma in the Torch
4.2. Plasma Jet Outside the Torch
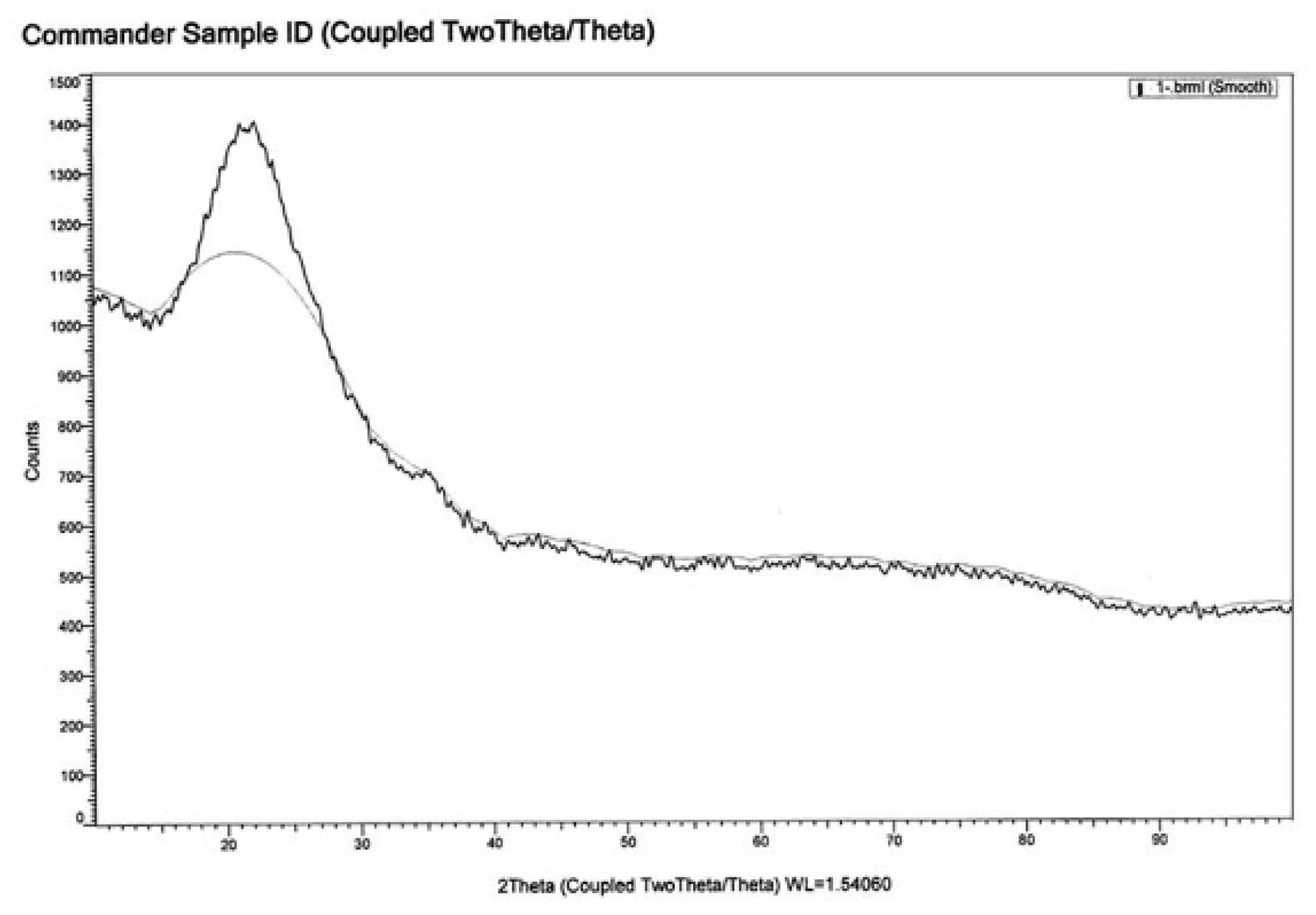
4.3. Structure of Nanosilica Particles
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hussain, C.-M. Handbook of Nanomaterials for Industrial Applications; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Jun, B.-M.; Kim, S.; Heo, J.; Park, C.-M.; Her, N.; Jang, M.; Huang, Y.; Han, J.; Yoon, Y. Review of MXenes as new nanomaterials for energy storage/delivery and selected environmental applications. Nano Res. 2019, 12, 471–487. [Google Scholar] [CrossRef]
- Yia, H.; Qina, L.; Huanga, D.; Zenga, G.; Laia, C.; Liua, X.; Lia, B.; Wanga, H.; Zhoua, C.; Huanga, F.; et al. Nano-structured bismuth tungstate with controlled morphology: Fabrication, modification, environmental application and mechanism insight. Chem. Eng. J. 2019, 358, 480–496. [Google Scholar] [CrossRef]
- Kaliannan, D.; Palaninaicker, S.; Palanivel, V.; Mahadeo, M.-A.; Ravindra, B.-N.; Jae-Jin, S. A novel approach to preparation of nano-adsorbent from agricultural wastes (Saccharum officinarum leaves) and its environmental application. Environ. Sci. Pollut. Res. 2019, 26, 5305–5314. [Google Scholar] [CrossRef]
- Bisla, A.; Rautela, R.; Yadav, V.; Singh, P.; Kumar, A.; Ghosh, S.; Kumar, A.; Bag, S.; Kumar, B.; Srivastava, N. Nano-purification of raw semen minimises oxidative stress with improvement in post-thaw quality of buffalo spermatozoa. Andrologia 2020, 52, e13709. [Google Scholar] [CrossRef]
- Aversa, R.; Petrescu, R.V.; Apicella, A.; Petrescu, F.-I. Nano-Diamond Hybrid Materials for Structural Biomedical Application. Am. J. Biochem. Biotechnol. 2016, 13, 34–41. [Google Scholar] [CrossRef]
- Nasrin, S.; Chowdhury, F.-U.-Z.; Hoque, S.-M. Study of hyperthermia temperature of manganese-substituted cobalt nano ferrites prepared by chemical co-precipitation method for biomedical application. J. Magn. Magn. Mater. 2019, 479, 126–134. [Google Scholar] [CrossRef]
- Ananth, A.; Mok, Y.S. Dielectric Barrier Discharge (DBD) Plasma Assisted Synthesis of Ag2O Nanomaterials and Ag2O/RuO2 Nanocomposites. Nanomaterials 2016, 6, 42. [Google Scholar] [CrossRef]
- Post, P.; Jidenko, N.; Weber, A.P.; Borra, J.-P. Post-Plasma SiOx Coatings of Metal and Metal Oxide Nanoparticles for Enhanced Thermal Stability and Tunable Photoactivity Applications. Nanomaterials 2016, 6, 91. [Google Scholar] [CrossRef]
- Dao, V.-D.; Choi, H.-S. Highly Efficient Plasmon-Enhanced Dye-Sensitized Solar Cells Created by Means of Dry Plasma Reduction. Nanomaterials 2016, 6, 70. [Google Scholar] [CrossRef]
- Samokhin, A.; Alekseev, N.; Sinayskiy, M.; Astashov, A.; Kirpichev, D.; Fadeev, A.; Tsvetkov, Y.; Kolesnikov, A. Nanopowders Production and Micron-Sized Powders Spheroidization in DC Plasma Reactors. In Powder Technology; IntechOpen: London, UK, 2018. [Google Scholar]
- Stein, M.; Kruis, F.-E. Optimization of a transferred arc reactor for metal nanoparticle synthesis. J. Nanopart. Res. 2016, 18, 258. [Google Scholar] [CrossRef]
- Choi, S.; Lee, H.; Park, D.-W. Synthesis of Silicon Nanoparticles and Nanowires by a Non-transferred Arc Plasma System. J. Nanomater. 2016, 2016, 5849041. [Google Scholar] [CrossRef]
- Ghedini, E.; Colombo, V. Time Dependent 3D Large Eddy Simulation of a DC Non-Transferred Arc Plasma Spraying Torch with Particle Injection. In Proceedings of the 34th International Conference on Plasma Science (ICOPS), Santa Fe, NM, USA, 17–22 June 2007; p. 899. [Google Scholar]
- Ishigaki, T. Synthesis of Functional Oxide Nanoparticles through RF Thermal Plasma Processing. Plasma Chem Plasma Process 2017, 37, 783–804. [Google Scholar] [CrossRef][Green Version]
- Santosh, V.S.; Kondeti, K.; Gangal, U.; Yatom, S.; Bruggeman, P.-J. Ag+ reduction and silver nanoparticle synthesis at the plasma-liquid interface by an RF driven atmospheric pressure plasma jet: Mechanisms and the effect of surfactant. J. Vac. Sci. Technol. A 2017, 35, 061302. [Google Scholar]
- Sama, S. Thermal plasma technology: The prospective future in material processing. J. Clean. Prod. 2017, 142, 3131–3150. [Google Scholar] [CrossRef]
- Aboughaly, M.; Gabbar, H.-A.; Damideh, V.; Hassen, I. RF-ICP Thermal Plasma for Thermoplastic Waste Pyrolysis Process with High Conversion Yield and Tar Elimination. Processes 2020, 8, 281. [Google Scholar] [CrossRef]
- Vardelle, A.; Moreau, C.; Themelis, N.-J.; Chazelas, C. A perspective on plasma spray technology. Plasma Chem. Plasma Process 2015, 35, 491–509. [Google Scholar] [CrossRef]
- Li, H.-P.; Chen, X. Three-dimensional modelling of a dc non-transferred arc plasma torch. J. Phys. D Appl. Phys. 2001, 34, L99–L102. [Google Scholar] [CrossRef]
- Trelles, J.-P.; Chazelas, C.; Vardelle, A.; Heberlein, J.-V.-R. Arc Plasma Torch Modeling. J. Therm. Spray Technol. 2009, 18, 728–752. [Google Scholar] [CrossRef]
- Selvan, B.; Ramachandran, K.; Sreekumar, K.-P.; Thiyagrajan, T.-K.; Ananthapadmanabhan, P.-V. Three-Dimensional Numerical Modeling of an Ar-N2 Plasma Arc inside a Non-Transferred Torch. Plasma Sci. Technol. 2009, 11, 679. [Google Scholar] [CrossRef]
- Guo, Z.; Yin, S.; Qian, Z.; Liao, H.; Gu, S. Effect of Asymmetrical Distribution of Current Density on the Three-Dimensional Non-Transferred Arc Plasma Torch. Comput. Fluids 2015, 114, 163–171. [Google Scholar] [CrossRef]
- Modirkhazeni, S.-M.; Trelles, J.-P. Non-transferred Arc Torch Simulation by a Non-equilibrium Plasma Laminar-to-Turbulent Flow Model. J. Therm. Spray Technol. 2018, 27, 1447–1464. [Google Scholar] [CrossRef]
- Frolov, V.; Ivanov, D. Development of mathematical models of thermal plasma processes. Mater. Science. Non-Equilib. Phase Transform. 2017, 3, 56–59. [Google Scholar]
- Kim, T.-H.; Lee, Y.-H.; Kim, M.; Oh, J.-H.; Choi, S. Thermal Flow Characteristics of the Triple Plasma Torch System for Nanoparticle Synthesis. IEEE Trans. Plasma Sci. 2019, 47, 3366–3373. [Google Scholar] [CrossRef]
- Boulos, M.I.; Fauchais, P.; Pfender, E. Thermal Plasmas: Fundamentals and Applications; Plenum Press: New York, NY, USA, 1994. [Google Scholar]
- Launder, B.-E.; Spalding, D.-B. Lectures in Mathematical Models of Turbulence; Academic Press: London, UK, 1972. [Google Scholar]
- COMSOL Multiphysics® v. 5.1. CFD Module User’s Guide; COMSOL AB: Stockholm, Sweden, 2015. [Google Scholar]
- COMSOL Multiphysics® v. 5.1. Heat Transfer Module User’s Guide; COMSOL AB: Stockholm, Sweden, 2015. [Google Scholar]
- COMSOL Multiphysics® v. 5.1. AC/DC Module User’s Guide; COMSOL AB: Stockholm, Sweden, 2015. [Google Scholar]
- COMSOL Multiphysics® v. 5.1. Plasma Module, User’s Guide; COMSOL AB: Stockholm, Sweden, 2015. [Google Scholar]
- Chau, S.W.; Lu, S.Y.; Wang, P.J. Study on arc and flow characteristics of a non-transferred DC steam torch. J. Chin. Inst. Eng. 2021, 44, 646–658. [Google Scholar] [CrossRef]
- Selvan, B.; Ramachandran, K.; Sreekumar, K.P.; Thiyagarajan, T.K.; Ananthapadmanabhan, P.V. Numerical and experimental studies on DC plasma spray torch. Vacuum 2010, 84, 444–452. [Google Scholar] [CrossRef]
- Wen, K.; Liu, X.; Liu, M.; Zhou, K.; Long, H.; Deng, C.; Mao, J.; Yan, X.; Liao, H. Numerical simulation and experimental study of Ar-H2 DC atmospheric plasma spraying. Surf. Coat. 2019, 371, 312–321. [Google Scholar] [CrossRef]
- Bora, B.; Aomoa, N.; Kakati, M. Characteristics and temperature measurement of a non- transferred cascaded DC plasma torch. Plasma Sci. Technol. 2010, 12, 181. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Boundary | |||||
|---|---|---|---|---|---|
| Inlet | |||||
| Cathode | |||||
| Anode | |||||
| Torch wall | |||||
| Outlet |
| Current (A) | |||
|---|---|---|---|
| 100 | 4 | ||
| 150 | 4 | ||
| 200 | 4 |
| Item | Description |
|---|---|
| Working gas | Nitrogen |
| Reactor pressure | 400 kPa |
| Nitrogen flow rate | (78–240) sccm |
| Power range | 10–30 kW |
| Current plasma | 100–200 A |
| Plasma voltage | 80–200 V |
| Cathode material | Thoriated tungsten |
| Anode material | High-purity copper |
| Interelectrode gap | 1.8–2 mm |
| Overall length | 250 mm |
| Outlet electrode diameter | 17.2 mm |
| Temperature of exit gas | 2400–4800 °C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
AlShunaifi, I.A.; Elaissi, S.; Ghiloufi, I.; Alterary, S.S.; Alharbi, A.A. Modelling of a Non-Transferred Plasma Torch Used for Nano-Silica Powders Production. Appl. Sci. 2021, 11, 9842. https://doi.org/10.3390/app11219842
AlShunaifi IA, Elaissi S, Ghiloufi I, Alterary SS, Alharbi AA. Modelling of a Non-Transferred Plasma Torch Used for Nano-Silica Powders Production. Applied Sciences. 2021; 11(21):9842. https://doi.org/10.3390/app11219842
Chicago/Turabian StyleAlShunaifi, Ibrahim A., Samira Elaissi, Imed Ghiloufi, Seham S. Alterary, and Ahmed A. Alharbi. 2021. "Modelling of a Non-Transferred Plasma Torch Used for Nano-Silica Powders Production" Applied Sciences 11, no. 21: 9842. https://doi.org/10.3390/app11219842
APA StyleAlShunaifi, I. A., Elaissi, S., Ghiloufi, I., Alterary, S. S., & Alharbi, A. A. (2021). Modelling of a Non-Transferred Plasma Torch Used for Nano-Silica Powders Production. Applied Sciences, 11(21), 9842. https://doi.org/10.3390/app11219842