
Development of a Commercial Screed Mortar with Low OPC Content by Incorporation of Biomass Fly Ash

 ,
,  ,
,  , and
, and
Abstract
:Featured Application
Abstract

1. Introduction
2. Materials and Methods
2.1. Raw Materials
- (i)
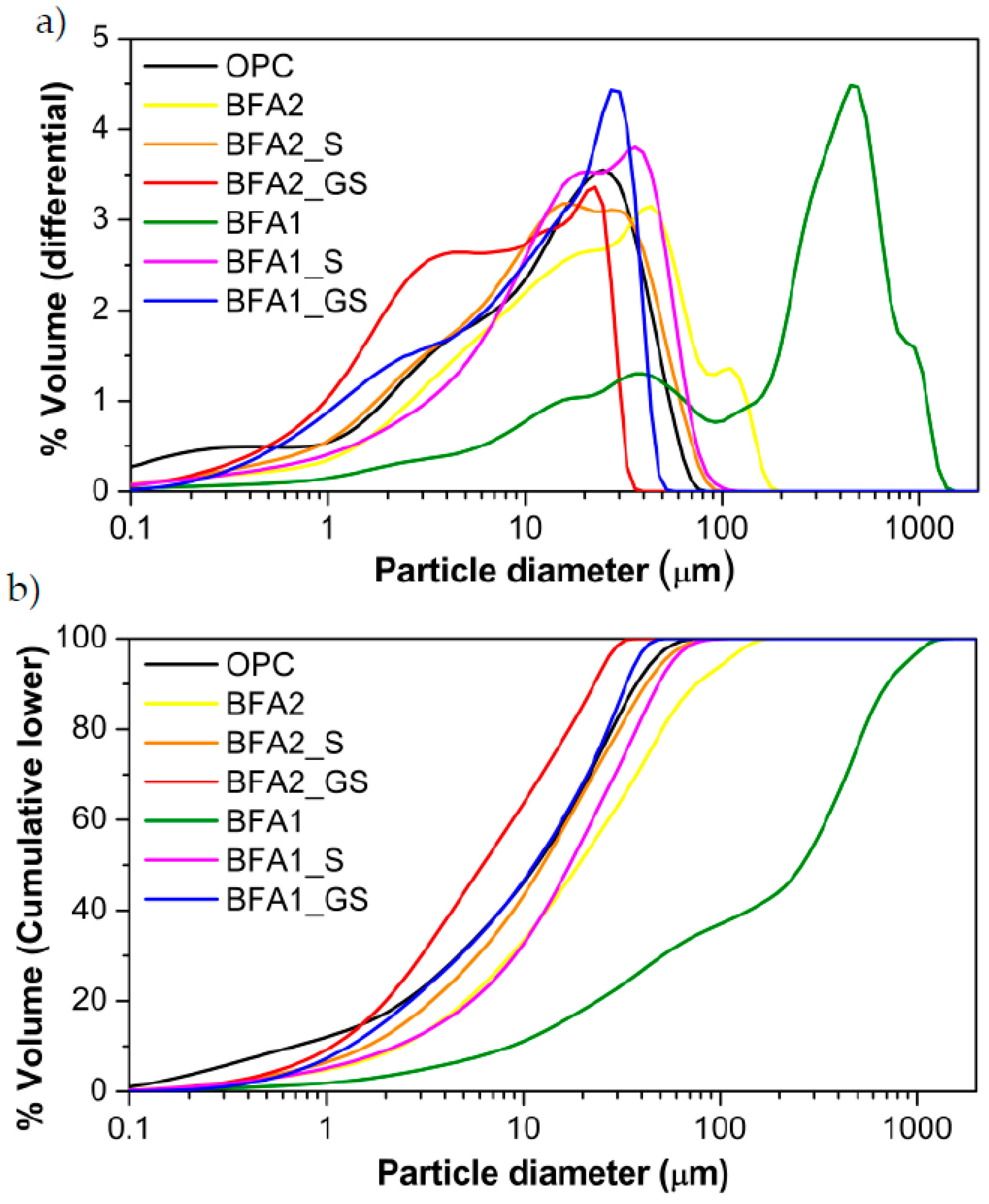
- BFA sieved at 2 mm—BFA1 and BFA2;
- (ii)
- BFA sieved at 63 μm—BFA1_S and BFA2_S;
- (iii)
- BFA grounded and then sieved at 63 μm—BFA1_GS and BFA2_GS.
2.2. Raw Materials Characterization
2.3. Screed Mortar Preparation
2.4. Screeds Characterization
2.5. Evaluation of the Freeze–Thaw Resistance
- (i)
- Immersion in distilled water for 24 h at 20 ± 2 °C;
- (ii)
- Freezing at −20 ± 2 °C during 24 h;
- (iii)
- Drying at 50 ± 2 °C throughout 24 h.
3. Results and Discussion
3.1. Physicochemical Properties of the Raw Materials
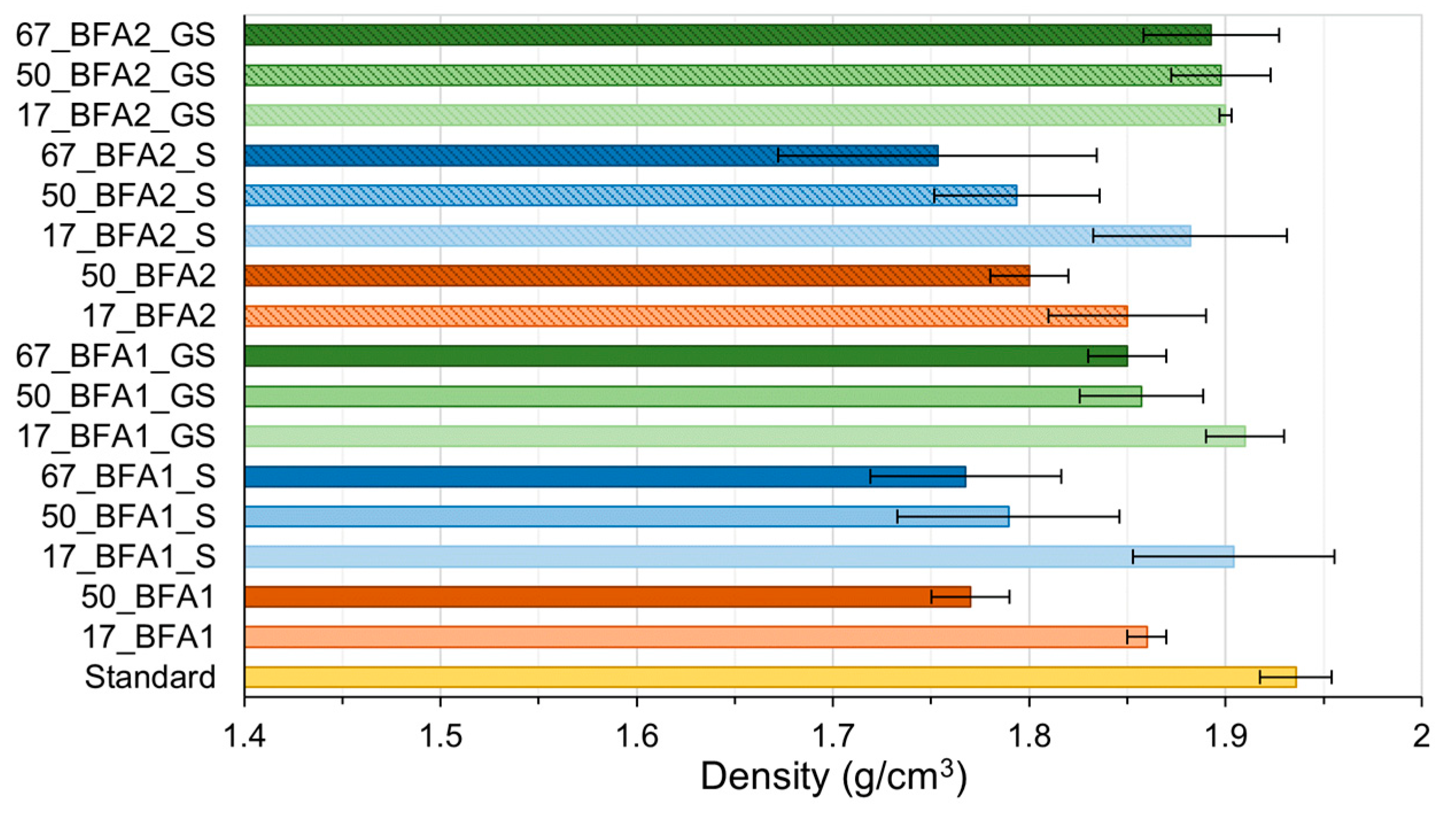
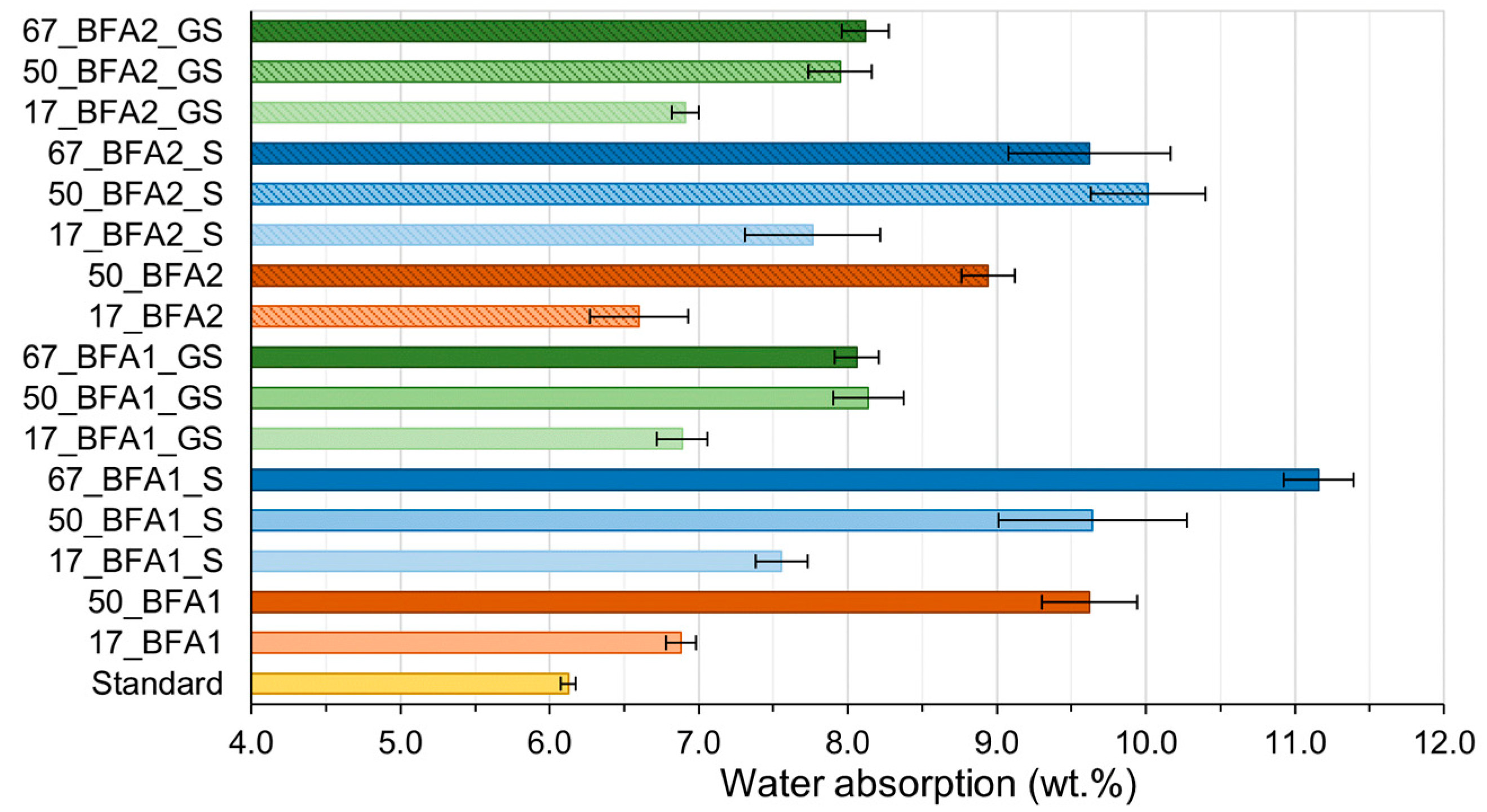
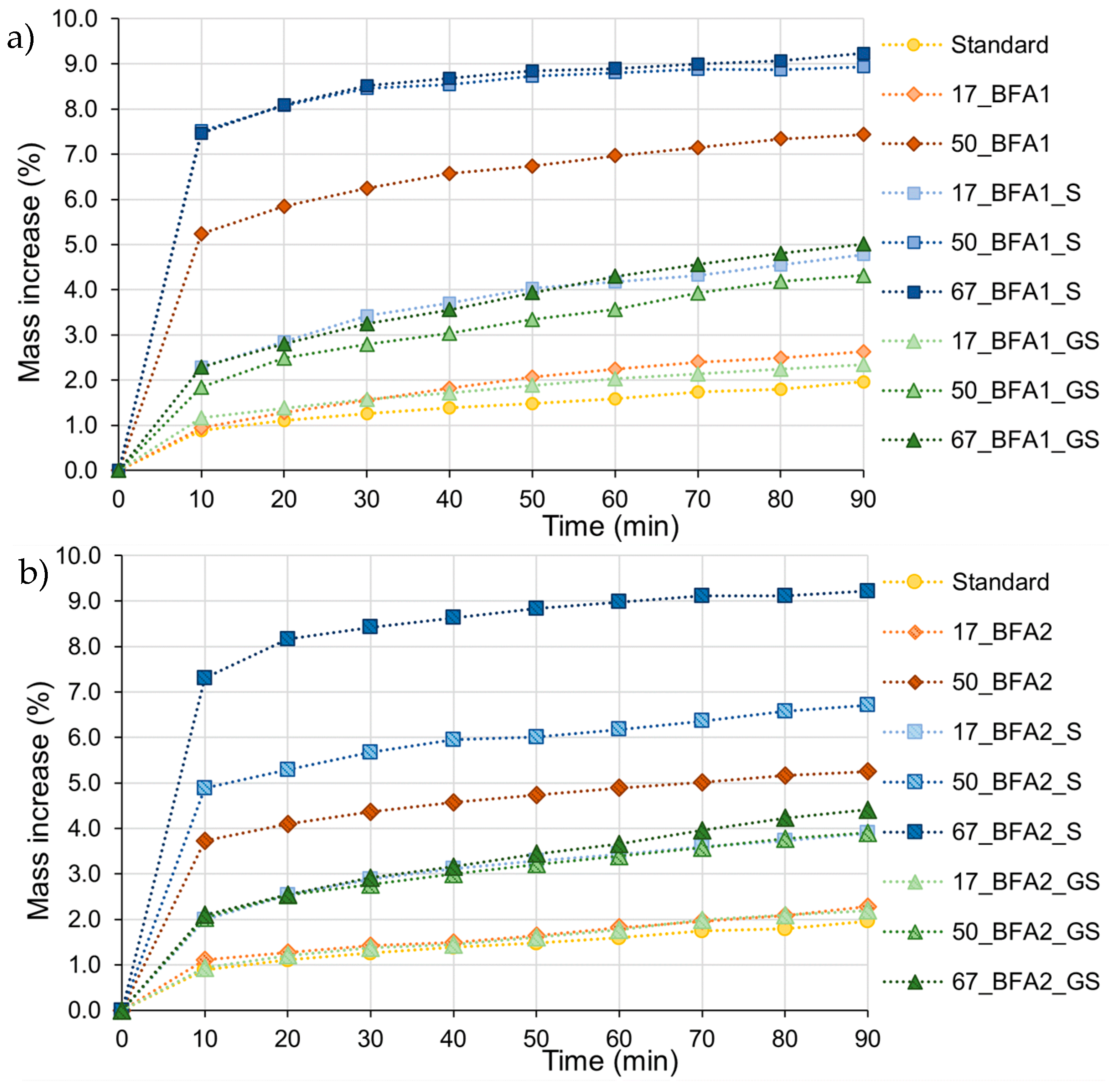
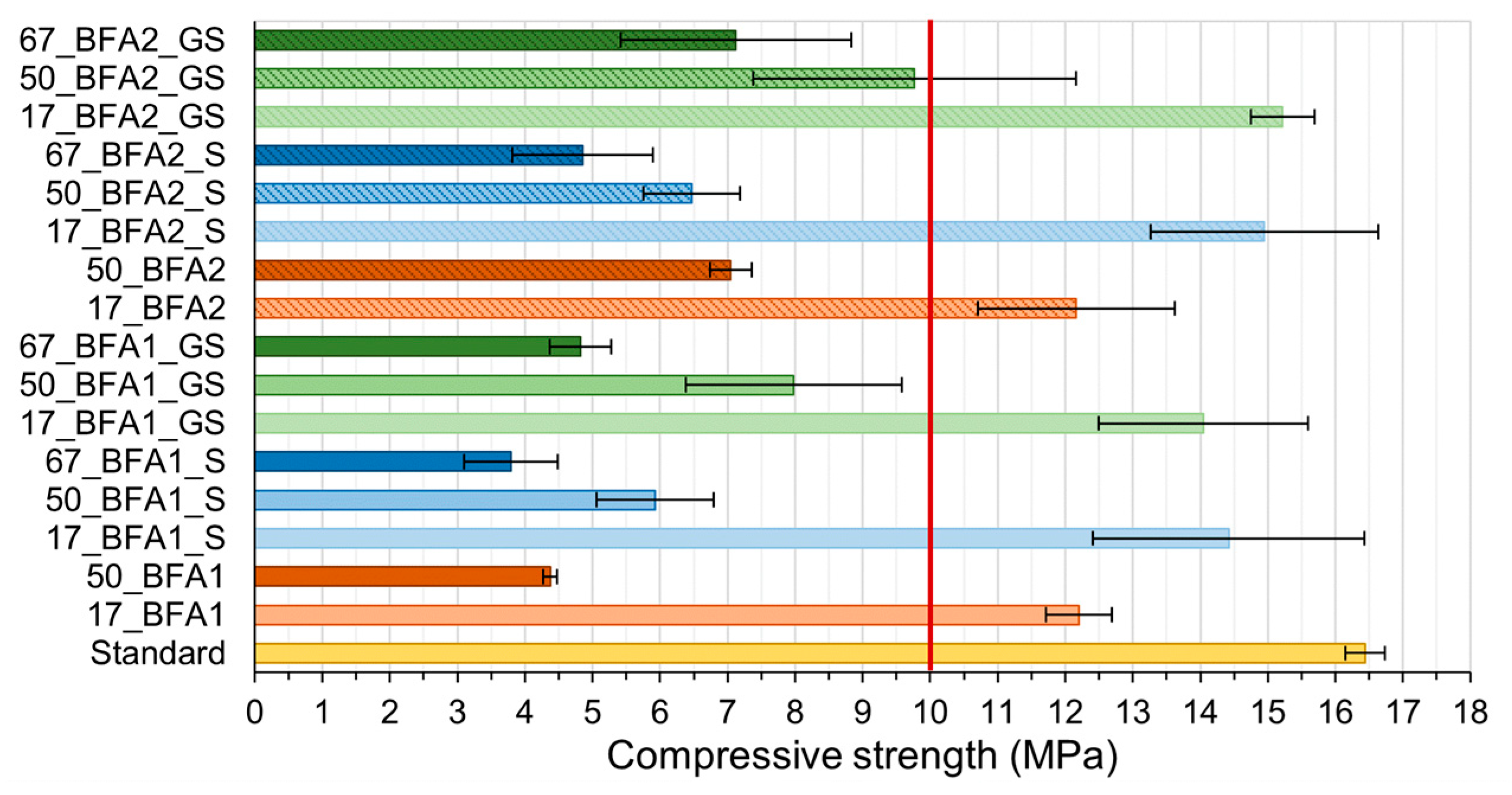
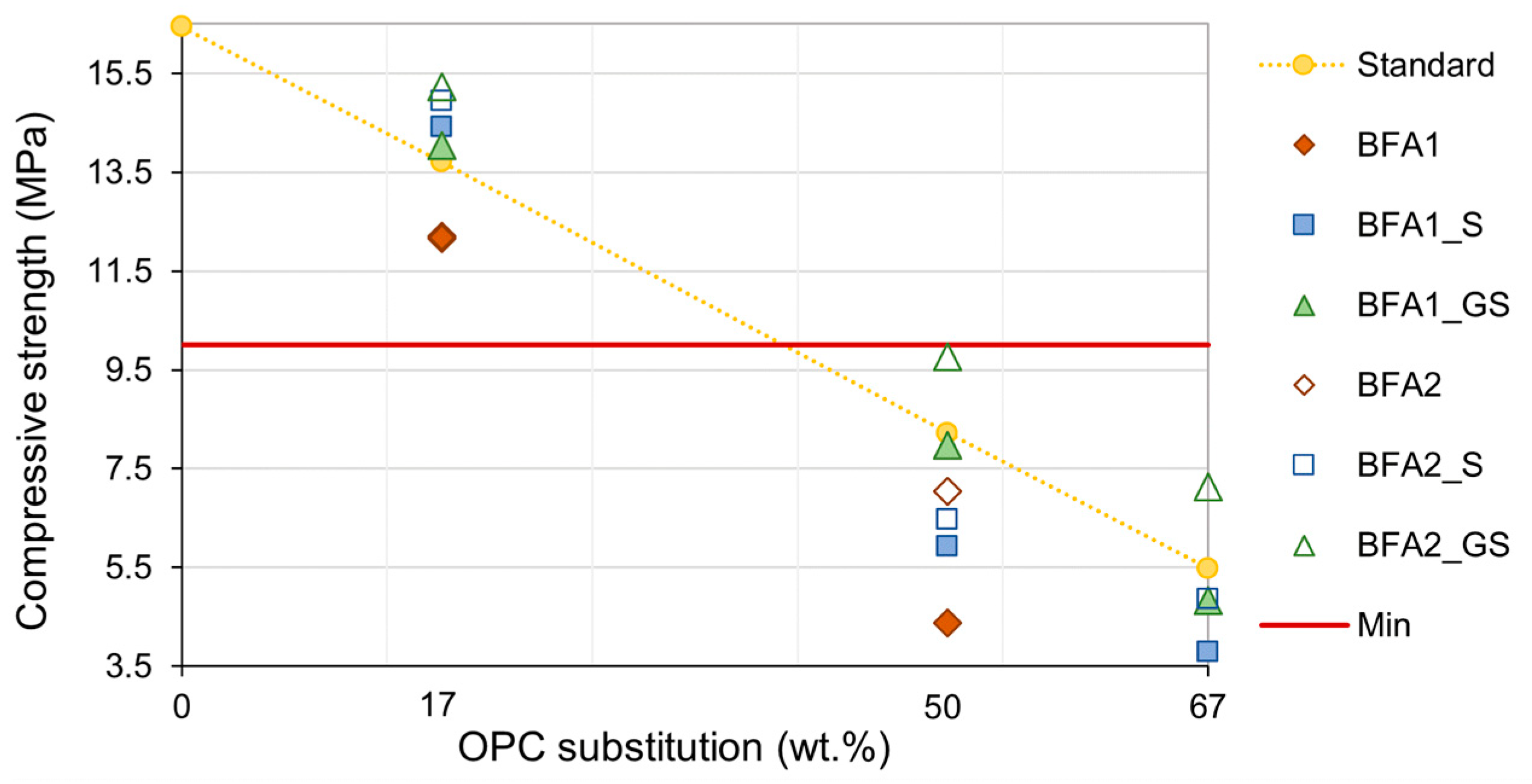
3.2. Screeds Fresh and Hardened State Properties
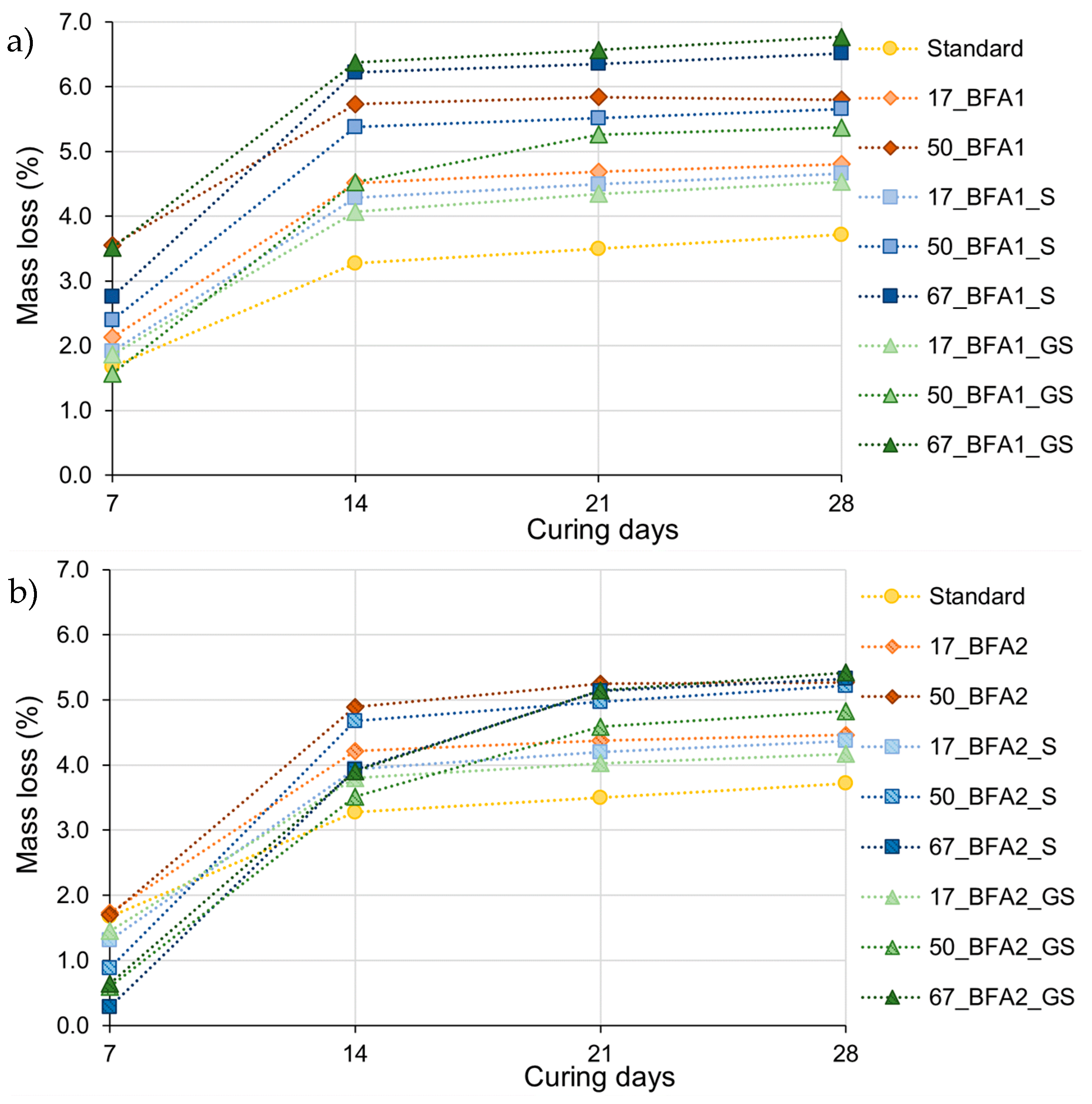
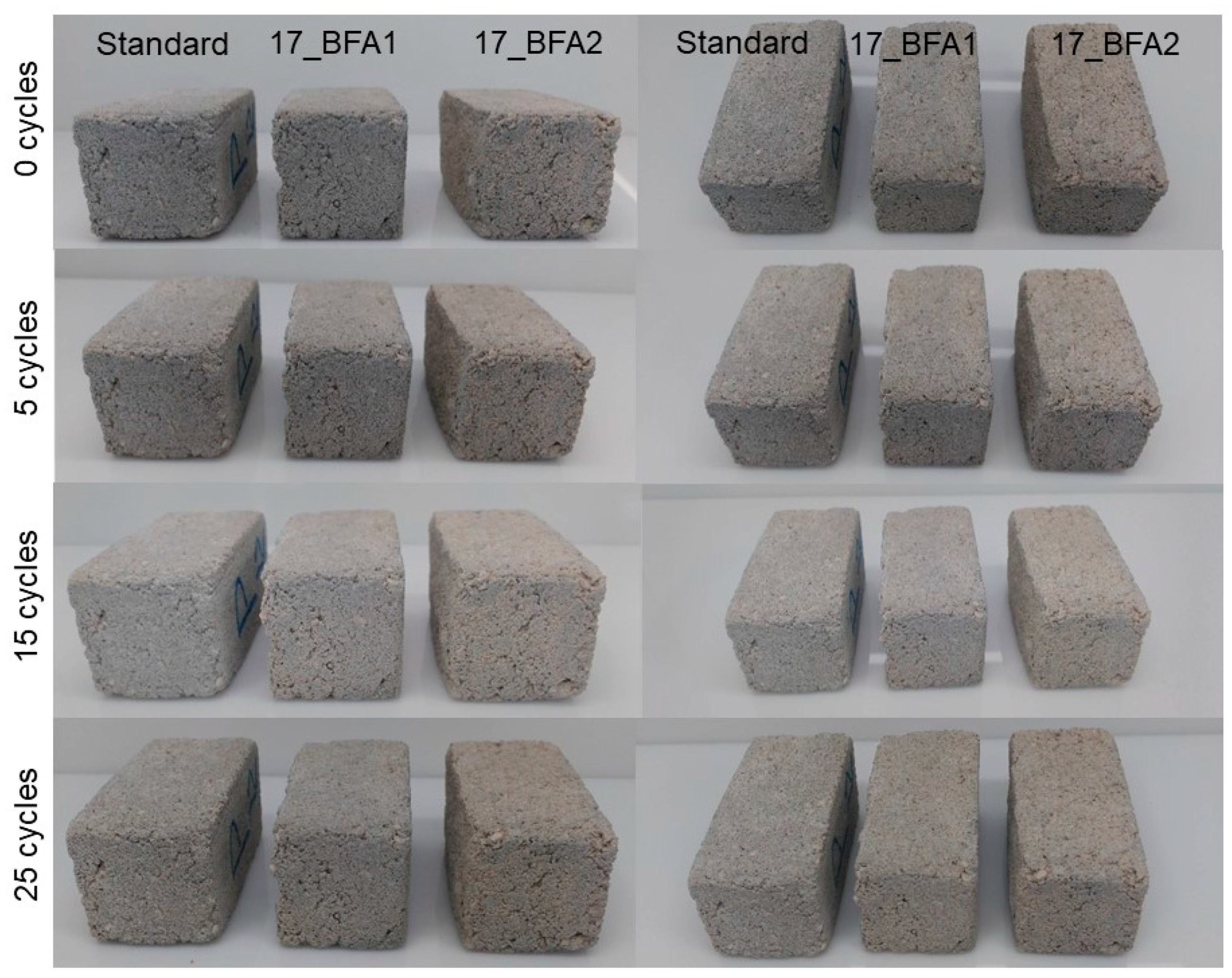
3.3. Freeze–Thaw Resistance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rodrigues, F.A.; Joekes, I. Cement industry: Sustainability, challenges and perspectives. Environ. Chem. Lett. 2010, 9, 151–166. [Google Scholar] [CrossRef]
- Benhelal, E.; Shamsaei, E.; Rashid, M.I. Challenges against CO2 abatement strategies in cement industry: A review. J. Environ. Sci. 2021, 104, 84–101. [Google Scholar] [CrossRef] [PubMed]
- Pavlíková, M.; Zemanová, L.; Pokorný, J.; Záleská, M.; Jankovský, O.; Lojka, M.; Sedmidubský, D.; Pavlík, Z. Valorization of wood chips ash as an eco-friendly mineral admixture in mortar mix design. Waste Manag. 2018, 80, 89–100. [Google Scholar] [CrossRef] [PubMed]
- Rajamma, R.; Ball, R.; Tarelho, L.A.D.C.; Allen, G.C.; Labrincha, J.; Ferreira, V.M. Characterisation and use of biomass fly ash in cement-based materials. J. Hazard. Mater. 2009, 172, 1049–1060. [Google Scholar] [CrossRef]
- Poudyal, L.; Adhikari, K. Environmental sustainability in cement industry: An integrated approach for green and economical cement production. Resour. Environ. Sustain. 2021, 4, 100024. [Google Scholar] [CrossRef]
- Tosti, L.; van Zomeren, A.; Pels, J.R.; Comans, R.N. Technical and environmental performance of lower carbon footprint cement mortars containing biomass fly ash as a secondary cementitious material. Resour. Conserv. Recycl. 2018, 134, 25–33. [Google Scholar] [CrossRef]
- International Energy Agency. Technology Roadmap—Low-Carbon Transition in the Cement Industry. 2018. Available online: https://www.iea.org/reports/technology-roadmap-low-carbon-transition-in-the-cement-industry (accessed on 4 October 2021).
- Golewski, G.L.; Sadowski, T. The fracture toughness the K IIIc of concretes with F fly ash (FA) additive. Constr. Build. Mater. 2017, 143, 444–454. [Google Scholar] [CrossRef]
- González-Kunz, R.N.; Pineda, P.; Bras, A.; Morillas, L. Plant biomass ashes in cement-based building materials. Feasibility as eco-efficient structural mortars and grouts. Sustain. Cities Soc. 2017, 31, 151–172. [Google Scholar] [CrossRef]
- Duan, S.; Liao, H.; Ma, Z.; Cheng, F.; Fang, L.; Gao, H.; Yang, H. The relevance of ultrafine fly ash properties and mechanical properties in its fly ash-cement gelation blocks via static pressure forming. Constr. Build. Mater. 2018, 186, 1064–1071. [Google Scholar] [CrossRef]
- Sigvardsen, N.M.; Geiker, M.R.; Ottosen, L.M. Reaction mechanisms of wood ash for use as a partial cement replacement. Constr. Build. Mater. 2021, 286, 122889. [Google Scholar] [CrossRef]
- Aboulayt, A.; Souayfan, F.; Roziere, E.; Jaafri, R.; El Idrissi, A.C.; Moussa, R.; Justino, C.; Loukili, A. Alkali-activated grouts based on slag-fly ash mixtures: From early-age characterization to long-term phase composition. Constr. Build. Mater. 2020, 260, 120510. [Google Scholar] [CrossRef]
- Sandanayake, M.; Gunasekara, C.; Law, D.; Zhang, G.; Setunge, S.; Wanijuru, D. Sustainable criterion selection framework for green building materials—An optimisation based study of fly-ash Geopolymer concrete. Sustain. Mater. Technol. 2020, 25, e00178. [Google Scholar] [CrossRef]
- Sambucci, M.; Sibai, A.; Valente, M. Recent Advances in Geopolymer Technology. A Potential Eco-Friendly Solution in the Construction Materials Industry: A Review. J. Compos. Sci. 2021, 5, 109. [Google Scholar] [CrossRef]
- Valente, M.; Sambucci, M.; Sibai, A. Geopolymers vs. Cement Matrix Materials: How Nanofiller Can Help a Sustainability Approach for Smart Construction Applications—A Review. Nanomaterials 2021, 11, 2007. [Google Scholar] [CrossRef] [PubMed]
- European Commission. The Roadmap for Transforming the EU into a Competitive, Low-Carbon Economy by 2050. 2011. Available online: https://www.eea.europa.eu/policy-documents/com-2011-112-a-roadmap (accessed on 17 September 2021).
- Omran, A.; Soliman, N.; Xie, A.; Davidenko, T.; Tagnit-Hamou, A. Field trials with concrete incorporating biomass-fly ash. Constr. Build. Mater. 2018, 186, 660–669. [Google Scholar] [CrossRef]
- Fořt, J.; Šál, J.; Ševčík, R.; Doleželová, M.; Keppert, M.; Jerman, M.; Záleská, M.; Stehel, V.; Černý, R. Biomass fly ash as an alternative to coal fly ash in blended cements: Functional aspects. Constr. Build. Mater. 2021, 271, 121544. [Google Scholar] [CrossRef]
- Ohenoja, K.; Pesonen, J.; Yliniemi, J.; Illikainen, M. Utilization of Fly Ashes from Fluidized Bed Combustion: A Review. Sustainability 2020, 12, 2988. [Google Scholar] [CrossRef] [Green Version]
- Modolo, R.; Silva, T.; Senff, L.; Tarelho, L.; Labrincha, J.; Ferreira, V.; Silva, L. Bottom ash from biomass combustion in BFB and its use in adhesive-mortars. Fuel Process. Technol. 2015, 129, 192–202. [Google Scholar] [CrossRef]
- Teixeira, E.; Camões, A.; Branco, F.; Matos, J. Effect of Biomass Fly Ash on Fresh and Hardened Properties of High Volume Fly Ash Mortars. Crystals 2021, 11, 233. [Google Scholar] [CrossRef]
- Tarelho, L.A.C.; Teixeira, E.R.; Silva, D.F.R.; Modolo, R.C.E.; Labrincha, J.A.; Rocha, F. Characteristics of distinct ash flows in a biomass thermal power plant with bubbling fluidised bed combustor. Energy 2015, 90, 387–402. [Google Scholar] [CrossRef]
- Rajamma, R.; Senff, L.; Ribeiro, M.; Labrincha, J.; Ball, R.; Allen, G.; Ferreira, V. Biomass fly ash effect on fresh and hardened state properties of cement based materials. Compos. Part B Eng. 2015, 77, 1–9. [Google Scholar] [CrossRef]
- Ohenoja, K.; Wigren, V.; Österbacka, J.; Illikainen, M. Mechanically Treated Fly Ash from Fluidized Bed Combustion of Peat, Wood, and Wastes in Concrete. Waste Biomass-Valorization 2019, 11, 3071–3079. [Google Scholar] [CrossRef] [Green Version]
- ISO 1762:2019. Paper, Board, Pulps and Cellulose Nanomaterials—Determination of Residue (Ash Content) on Ignition at 525 °C; ISO: Geneva, Switzerland, 2019. [Google Scholar]
- EN 196-1:2005. Methods of Testing Cement—Part 1: Determination of Strength; CEN: Brussels, Belgium, 2005. [Google Scholar]
- BS 8204-1:2003. Screeds, Bases and In Situ Floorings—Part 1: Concrete Bases and Cement Sand Levellings Screeds to Receive Floorings—Code of Practice; BSI: London, UK, 2003. [Google Scholar]
- EN 1015-3:1998. Methods of Test for Mortar for Masonry—Part 3: Determination of Consistence of Fresh Mortar (by Flow Table); CEN: Brussels, Belgium, 1998. [Google Scholar]
- EN 1015-18:2002. Methods of Test for Mortar for Masonry—Part 18: Determination of Water Absorption Coefficient Due to Capillary Action of Hardened Mortar; CEN: Brussels, Belgium, 2002. [Google Scholar]
- EN 998-2:2016. Specification for Mortar for Masonary—Part 2: Masonry Mortar; CEN: Brussels, Belgium, 2016. [Google Scholar]
- Gruszczyński, M.; Lenart, M. Durability of mortars modified with the addition of amorphous aluminum silicate and silica fume. Theor. Appl. Fract. Mech. 2020, 107, 102526. [Google Scholar] [CrossRef]
- EN 450-1:2012. Fly Ash for Concrete—Part 1: Definition, Specifications and Conformity Criteria; CEN: Brussels, Belgium, 2012. [Google Scholar]
- Modolo, R.; Ferreira, V.; Tarelho, L.A.D.C.; Labrincha, J.; Senff, L.; Silva, L. Mortar formulations with bottom ash from biomass combustion. Constr. Build. Mater. 2013, 45, 275–281. [Google Scholar] [CrossRef]
- Maschio, S.; Tonello, G.; Piani, L.; Furlani, E. Fly and bottom ashes from biomass combustion as cement replacing components in mortars production: Rheological behaviour of the pastes and materials compression strength. Chemosphere 2011, 85, 666–671. [Google Scholar] [CrossRef] [PubMed]
- EN 197-1:2011. Cement Part 1: Composition, Specifications and Conformity Criteria for Common Cements; CEN: Brussels, Belgium, 2011. [Google Scholar]
- Modolo, R.C.E.; Senff, L.; Ferreira, V.; Tarelho, L.A.D.C.; Moraes, C.A.M. Fly ash from biomass combustion as replacement raw material and its influence on the mortars durability. J. Mater. Cycles Waste Manag. 2017, 20, 1006–1015. [Google Scholar] [CrossRef]
- Rissanen, J.; Ohenoja, K.; Kinnunen, P.; Romagnoli, M.; Illikainen, M. Milling of peat-wood fly ash: Effect on water demand of mortar and rheology of cement paste. Constr. Build. Mater. 2018, 180, 143–153. [Google Scholar] [CrossRef]
- Berra, M.; Mangialardi, T.; Paolini, A.E. Reuse of woody biomass fly ash in cement-based materials. Constr. Build. Mater. 2015, 76, 286–296. [Google Scholar] [CrossRef]
- Reiterman, P.; Holčapek, O.; Zobal, O.; Keppert, M. Freeze-Thaw Resistance of Cement Screed with Various Supplementary Cementitious Materials. Rev. Adv. Mater. Sci. 2019, 58, 66–74. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Raw Materials (g) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Limestone | S1 | S2 | OPC | BFA1 | BFA1_S | BFA1_GS | BFA2 | BFA2_S | BFA2_GS | |
| Standard | 15.0 | 35.0 | 35.0 | 15.0 | -- | -- | -- | -- | -- | -- |
| 17_BFA1 | 15.0 | 35.0 | 35.0 | 12.5 | 2.5 | -- | -- | -- | -- | -- |
| 50_BFA1 | 15.0 | 35.0 | 35.0 | 7.5 | 7.5 | -- | -- | -- | -- | -- |
| 17_BFA1_S | 15.0 | 35.0 | 35.0 | 12.5 | -- | 2.5 | -- | -- | -- | -- |
| 50_BFA1_S | 15.0 | 35.0 | 35.0 | 7.5 | -- | 7.5 | -- | -- | -- | -- |
| 67_BFA1_S | 15.0 | 35.0 | 35.0 | 5.0 | -- | 10.0 | -- | -- | -- | -- |
| 17_BFA1_GS | 15.0 | 35.0 | 35.0 | 12.5 | -- | -- | 2.5 | -- | -- | -- |
| 50_BFA1_GS | 15.0 | 35.0 | 35.0 | 7.5 | -- | -- | 7.5 | -- | -- | -- |
| 67_BFA1_GS | 15.0 | 35.0 | 35.0 | 5.0 | -- | -- | 10.0 | -- | -- | -- |
| 17_BFA2 | 15.0 | 35.0 | 35.0 | 12.5 | -- | -- | -- | 2.5 | -- | -- |
| 50_BFA2 | 15.0 | 35.0 | 35.0 | 7.5 | -- | -- | -- | 7.5 | -- | -- |
| 17_BFA2_S | 15.0 | 35.0 | 35.0 | 12.5 | -- | -- | -- | -- | 2.5 | -- |
| 50_BFA2_S | 15.0 | 35.0 | 35.0 | 7.5 | -- | -- | -- | -- | 7.5 | -- |
| 67_BFA2_S | 15.0 | 35.0 | 35.0 | 5.0 | -- | -- | -- | -- | 10.0 | -- |
| 17_BFA2_GS | 15.0 | 35.0 | 35.0 | 12.5 | -- | -- | -- | -- | -- | 2.5 |
| 50_BFA2_GS | 15.0 | 35.0 | 35.0 | 7.5 | -- | -- | -- | -- | -- | 7.5 |
| 67_BFA2_GS | 15.0 | 35.0 | 35.0 | 5.0 | -- | -- | -- | -- | -- | 10.0 |
| Chemical Composition (wt.%) | OPC | BFA1 | BFA1_S | BFA1_GS 1 | BFA2 | BFA2_S | BFA2_GS 1 |
|---|---|---|---|---|---|---|---|
| SiO2 | 14.44 | 38.14 | 30.00 | 38.14 | 21.79 | 13.29 | 21.79 |
| CaO | 64.25 | 26.97 | 31.93 | 26.97 | 32.34 | 25.74 | 32.34 |
| Al2O3 | 4.01 | 11.86 | 11.48 | 11.86 | 8.74 | 5.64 | 8.74 |
| K2O | 0.95 | 6.56 | 7.89 | 6.56 | 9.28 | 11.35 | 9.28 |
| Fe2O3 | 3.36 | 5.45 | 5.45 | 5.45 | 4.40 | 2.99 | 4.40 |
| MgO | 1.42 | 3.19 | 3.31 | 3.19 | 4.40 | 2.76 | 4.40 |
| SO3 | 3.47 | 2.41 | 2.95 | 2.41 | 3.74 | 3.23 | 3.74 |
| Na2O | 0.20 | 1.34 | 1.28 | 1.34 | 6.04 | 18.04 | 6.04 |
| P2O5 | 0.04 | 1.33 | 1.35 | 1.33 | 1.30 | 0.86 | 1.30 |
| TiO2 | 0.34 | 0.80 | 0.71 | 0.80 | 0.55 | 0.34 | 0.55 |
| MnO | 0.05 | 0.54 | 0.67 | 0.54 | 0.91 | 0.75 | 0.91 |
| Cl | 0.07 | 1.12 | 2.65 | 1.12 | 6.21 | 14.66 | 6.21 |
| SiO2 + Al2O3 + Fe2O3 | 55.46 | 46.93 | 55.46 | 34.92 | 21.91 | 34.92 | |
| (CaO + MgO)/SiO2 | 0.79 | 1.17 | 0.79 | 1.69 | 2.14 | 1.69 | |
| LOI | 7.25 | 6.05 | 12.34 | 6.05 | 10.48 | 15.02 | 10.48 |
| Mean particle diameter (μm) | 15.89 | 306.40 | 21.95 | 14.64 | 30.91 | 17.71 | 9.30 |
| Particle size fractions (μm) | |||||||
| D10 | 0.68 | 8.63 | 2.25 | 1.30 | 2.37 | 1.60 | 1.07 |
| D50 | 11.66 | 260.50 | 17.20 | 11.39 | 19.05 | 12.53 | 6.20 |
| D90 | 37.68 | 705.50 | 48.62 | 33.32 | 75.95 | 42.20 | 22.93 |
| Density (g/cm3) | Water Absorption (wt.%) | Compressive Strength (MPa) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Standard | 17_BFA1 | 17_BFA2 | Standard | 17_BFA1 | 17_BFA2 | Standard | 17_BFA1 | 17_BFA2 | |
| 0 cycles 2 | 1.94 ± 0.02 | 1.86 ± 0.01 | 1.85 ± 0.04 | 6.13 ± 0.05 | 6.88 ± 0.10 | 6.60 ± 0.33 | 16.44 ± 0.29 | 12.20 ± 0.48 | 12.16 ± 1.46 |
| 15 days | 1.90 ± 0.01 | 1.84 ± 0.03 | 1.86 ± 0.03 | 6.52 ± 0.18 | 7.26 ± 0.39 | 7.05 ± 0.26 | 17.99 ± 2.05 | 12.15 ± 3.05 | 14.26 ± 2.37 |
| 5 cycles | 1.91 ± 0.02 | 1.84 ± 0.05 | 1.86 ± 0.03 | 6.07 ± 0.16 | 6.81 ± 0.29 | 6.79 ± 0.33 | 22.35 ± 1.39 | 15.15 ± 3.28 | 18.50 ± 0.89 |
| 45 days | 1.90 ± 0.01 | 1.88 ± 0.01 | 1.89 ± 0.02 | 6.43 ± 0.08 | 6.73 ± 0.08 | 6.91 ± 0.08 | 20.40 ± 1.05 | 14.21 ± 0.48 | 16.19 ± 0.25 |
| 15 cycles | 1.91 ± 0.02 | 1.83 ± 0.02 | 1.86 ± 0.03 | 6.35 ± 0.16 | 7.48 ± 0.20 | 7.24 ± 0.04 | 22.02 ± 3.97 | 14.59 ± 0.89 | 17.70 ± 1.12 |
| 75 days | 1.94 ± 0.02 | 1.82 ± 0.00 | 1.87 ± 0.03 | 5.95 ± 0.15 | 6.35 ± 0.14 | 6.38 ± 0.06 | 20.42 ± 1.07 | 14.48 ± 0.47 | 15.47 ± 0.69 |
| 25 cycles | 1.91 ± 0.02 | 1.85 ± 0.03 | 1.86 ± 0.03 | 5.89 ± 0.06 | 6.59 ± 0.21 | 6.64 ± 0.15 | 22.50 ± 1.47 | 16.44 ± 2.73 | 19.45 ± 0.70 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Capela, M.N.; Tobaldi, D.M.; Tarelho, L.A.C.; Seabra, M.P.; Labrincha, J.A. Development of a Commercial Screed Mortar with Low OPC Content by Incorporation of Biomass Fly Ash. Appl. Sci. 2021, 11, 9630. https://doi.org/10.3390/app11209630
Capela MN, Tobaldi DM, Tarelho LAC, Seabra MP, Labrincha JA. Development of a Commercial Screed Mortar with Low OPC Content by Incorporation of Biomass Fly Ash. Applied Sciences. 2021; 11(20):9630. https://doi.org/10.3390/app11209630
Chicago/Turabian StyleCapela, Marinélia N., David M. Tobaldi, Luís A. C. Tarelho, Maria P. Seabra, and João A. Labrincha. 2021. "Development of a Commercial Screed Mortar with Low OPC Content by Incorporation of Biomass Fly Ash" Applied Sciences 11, no. 20: 9630. https://doi.org/10.3390/app11209630
APA StyleCapela, M. N., Tobaldi, D. M., Tarelho, L. A. C., Seabra, M. P., & Labrincha, J. A. (2021). Development of a Commercial Screed Mortar with Low OPC Content by Incorporation of Biomass Fly Ash. Applied Sciences, 11(20), 9630. https://doi.org/10.3390/app11209630