
Recycling Construction and Demolition Residues in Clay Bricks

 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- -
- clay S, produced from Holocene fluvial deposits from Villanova del Ghebbo, (Rovigo, Venetian Region);
- -
- -
- clay G, produced from Holocene alluvial deposits from Fruges, (Ravenna, Emilia Romagna Region) [47].
2.2. Methods
- (i)
- clay grinding with a jaw crusher (<20 mm) and a hammer mill (<1 mm). The finest fraction i.e., <6 mm, was subsequently ground on a laboratory scale. The different fractions were thus obtained and were mixed, on the basis of their chemical composition and particle size distribution, with the two most representative CDR batches selected (R1 ≤ 0.125 mm and R2 = 0.6–0.125 mm).
- (ii)
- hand mixing of clay wastes and water, and successive storage for 2 days;
- (iii)
- plastic extrusion of 100 mm × 20 mm × 10 mm bars, with a pneumatic apparatus without a vacuum;
- (iv)
- drying at ambient temperature in a non-controlled atmosphere for 48 h and successively with an electric oven at 100 °C overnight;
- (v)
- firing in an electric chamber kiln, in static air, up to a maximum temperature of 950 °C (for the batches S0-SR1-SR2)–940 °C (for the batches G0-GR1-GR2) and 900 °C (for the batches M0-MR1-MR2), at a heating rate of 50 °C per hour, and with 8 h of dwelling time, for a total cycle of 48 h cold-to-cold. For the three different sets of products, the thermal cycle was chosen in accordance with that used in the industrial production of clay bricks.
3. Results and Discussion
3.1. Characteristics of Raw Materials and Batches
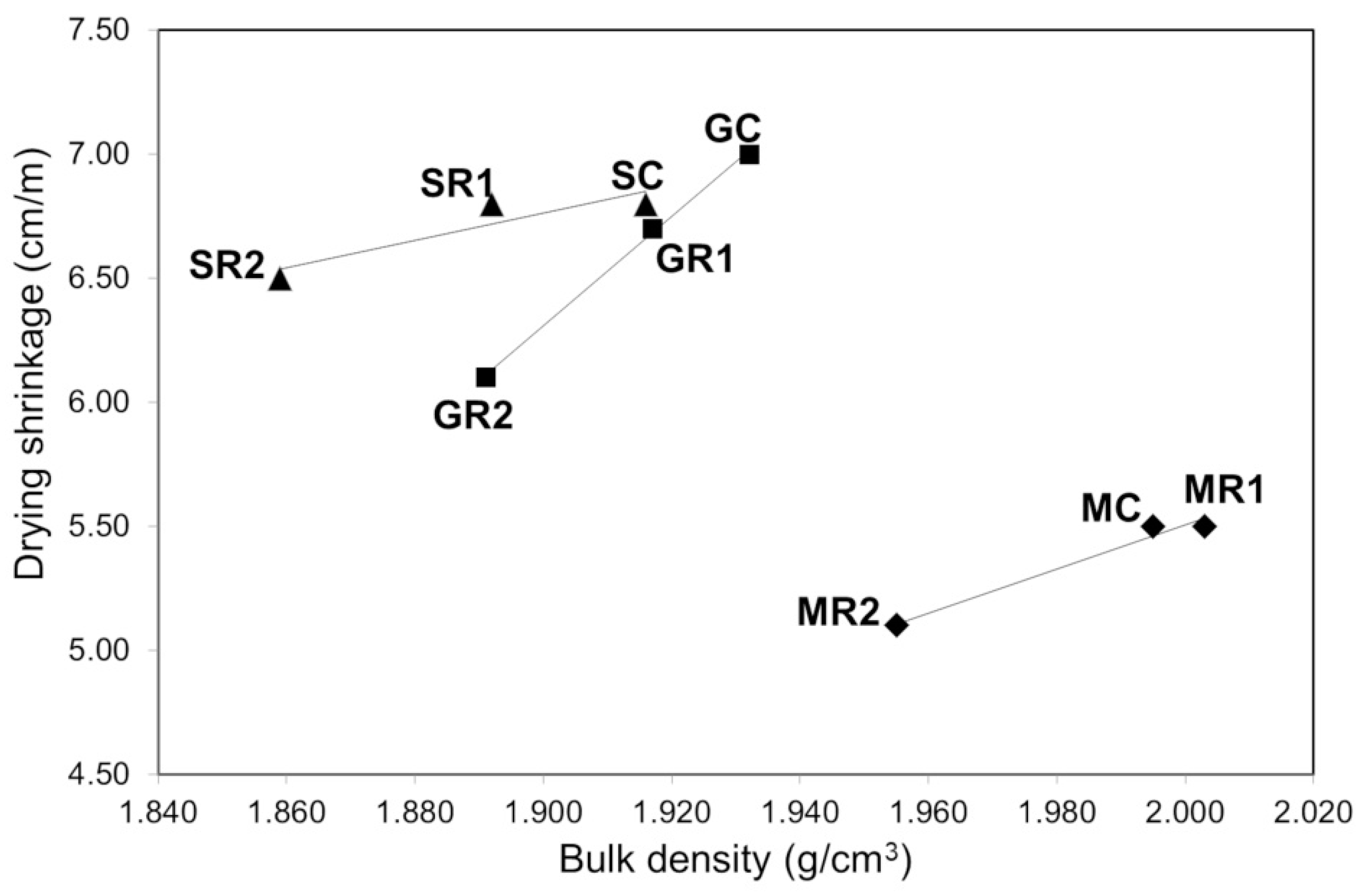
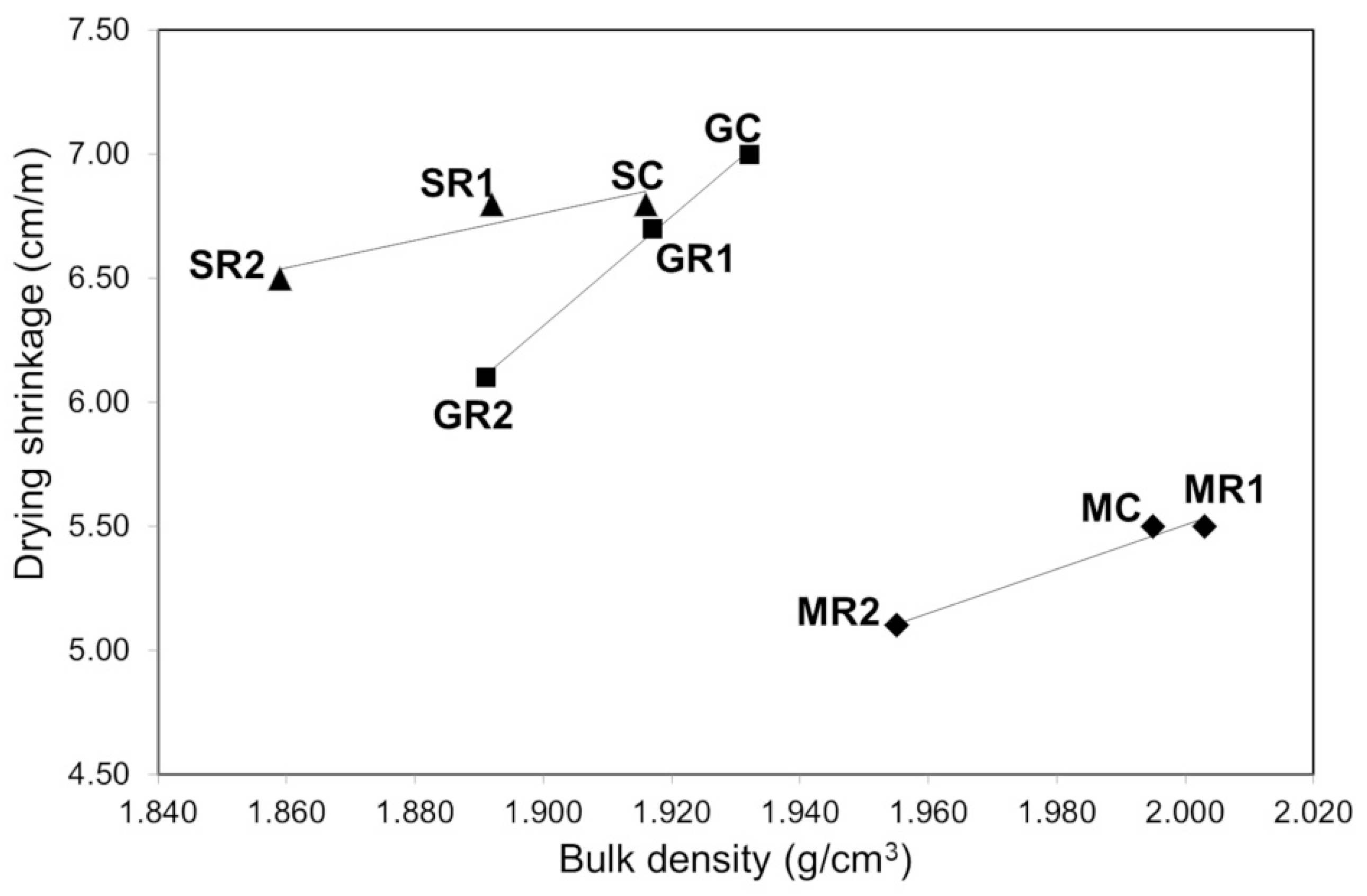
3.2. Technological Behaviour during Extrusion and Drying
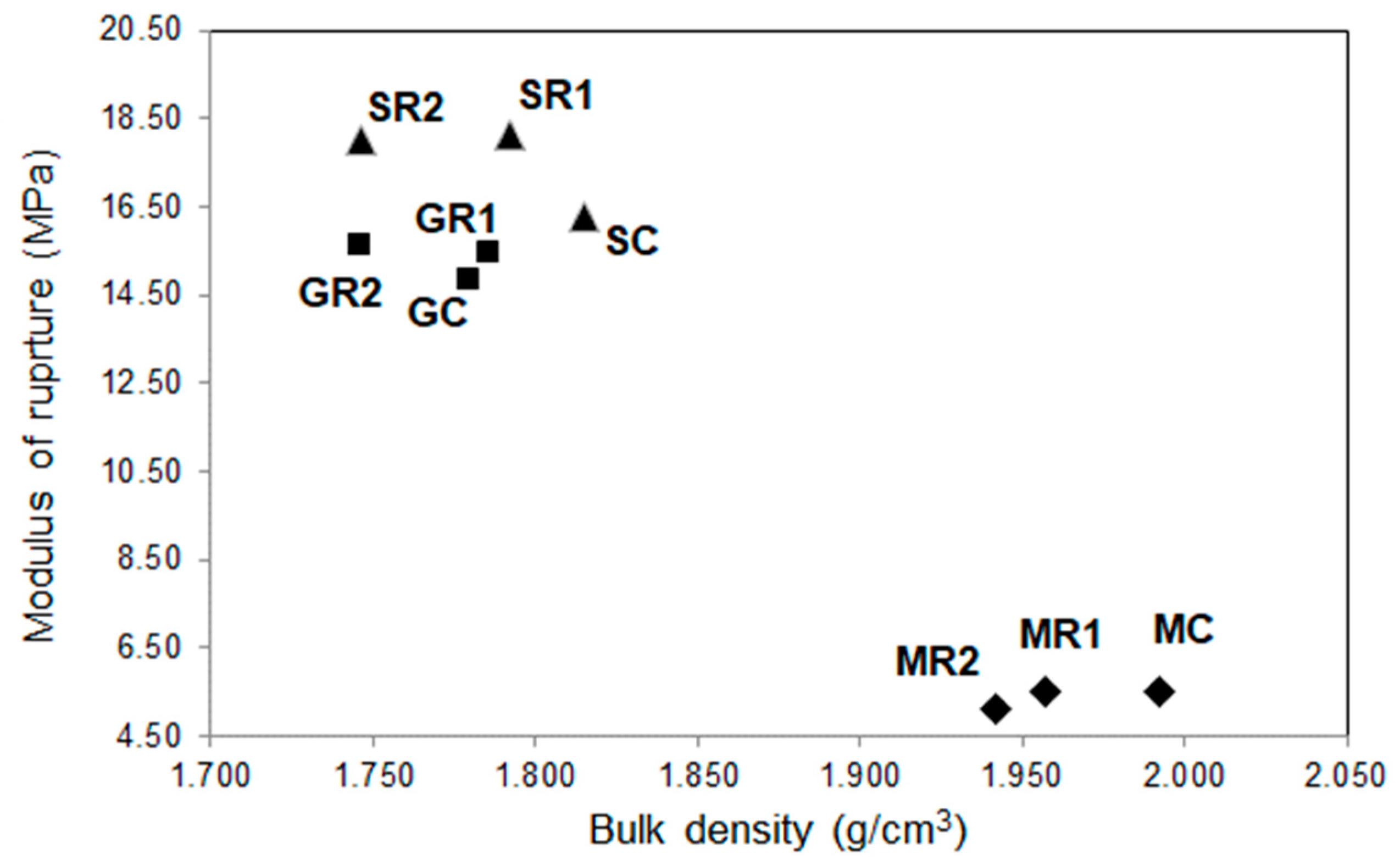
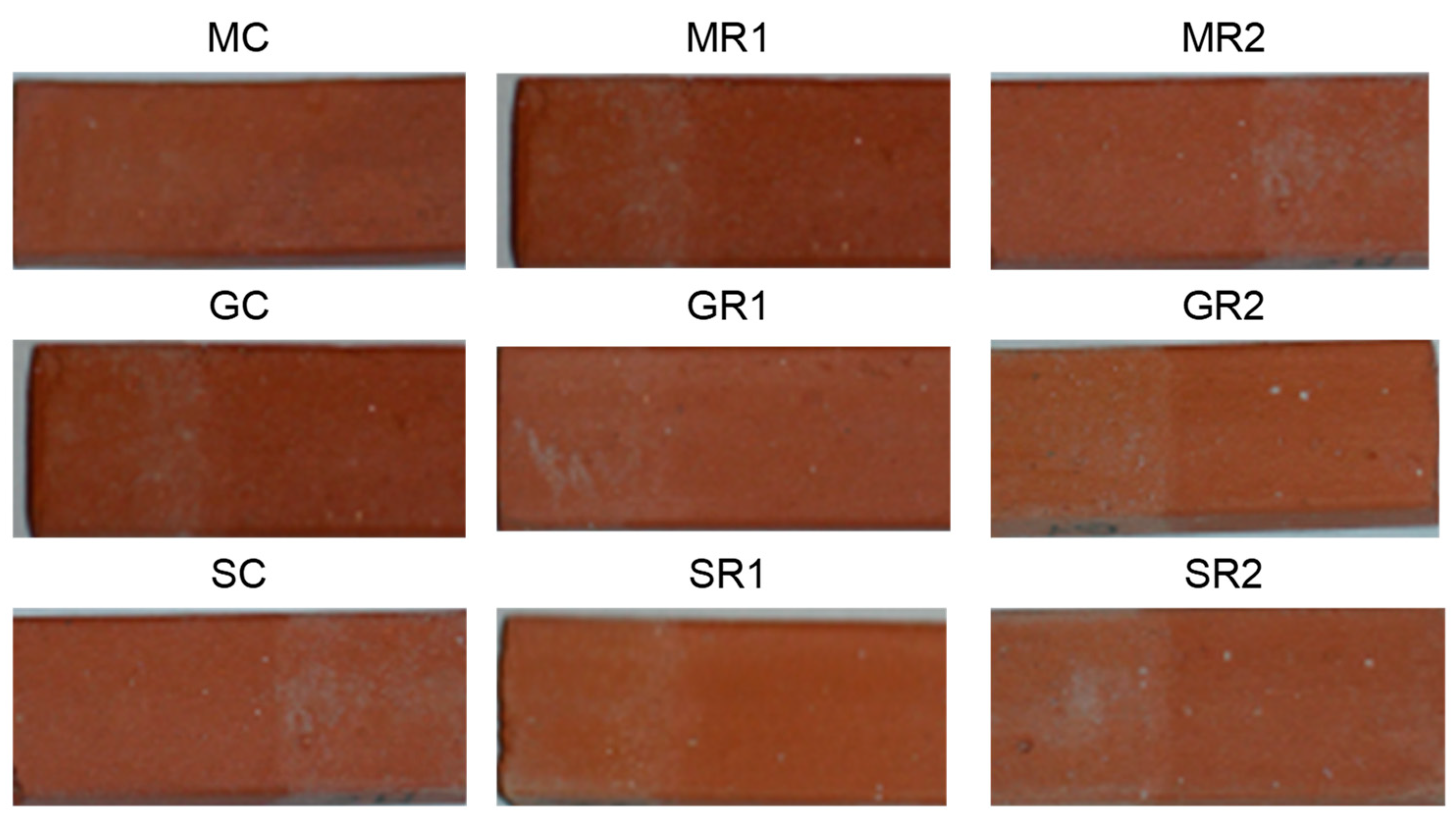
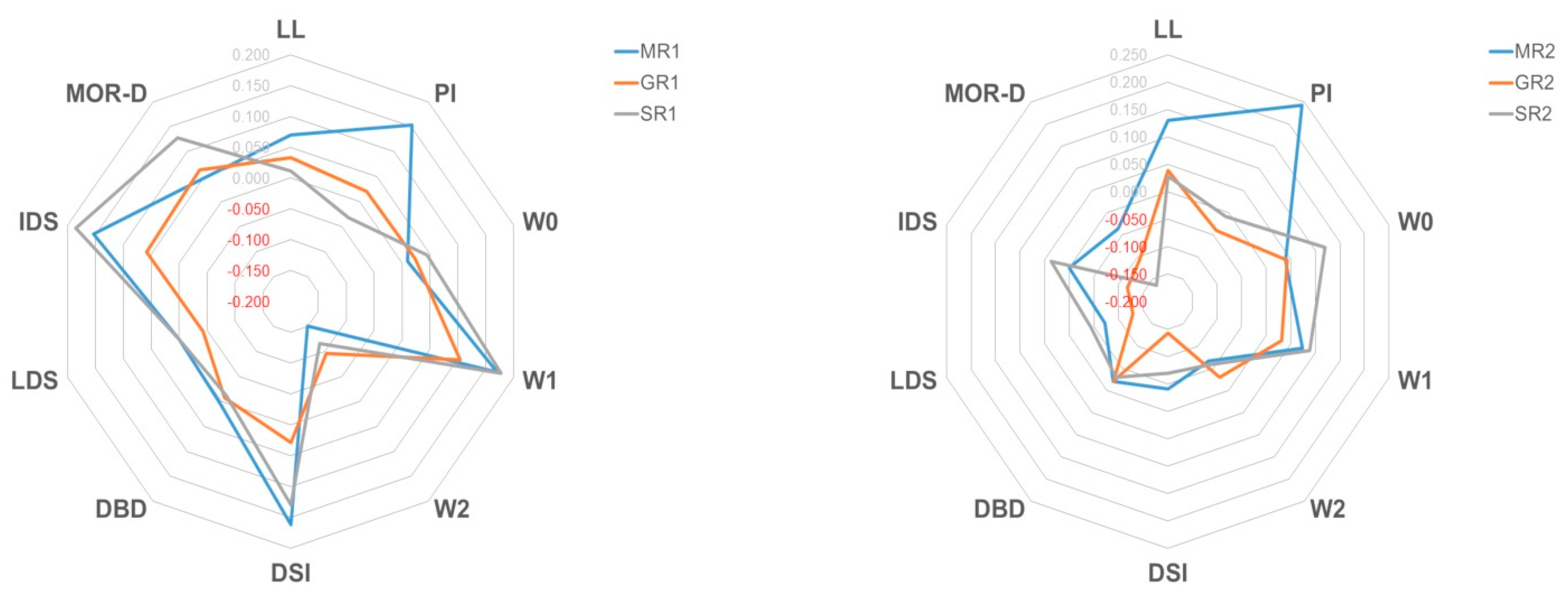
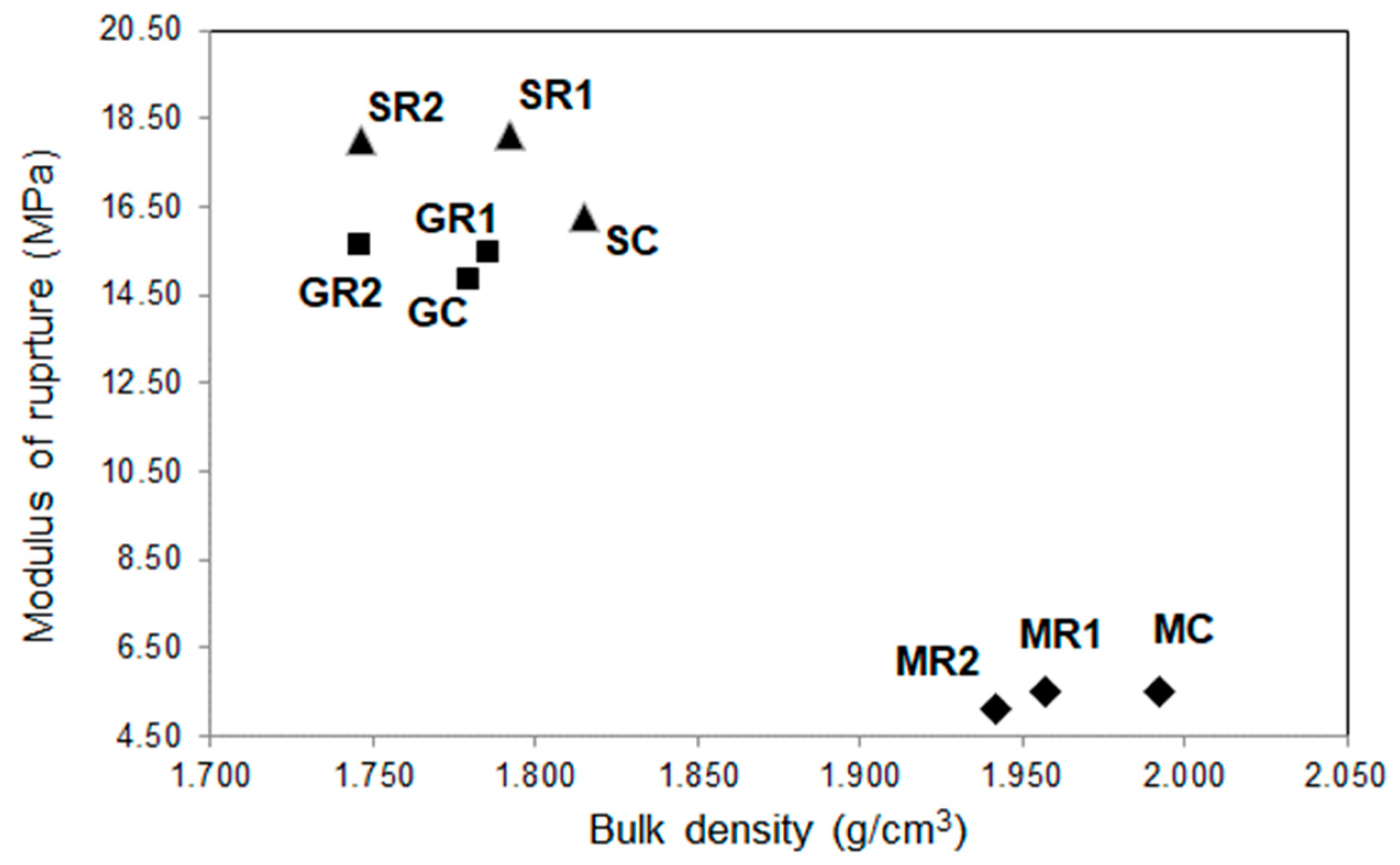
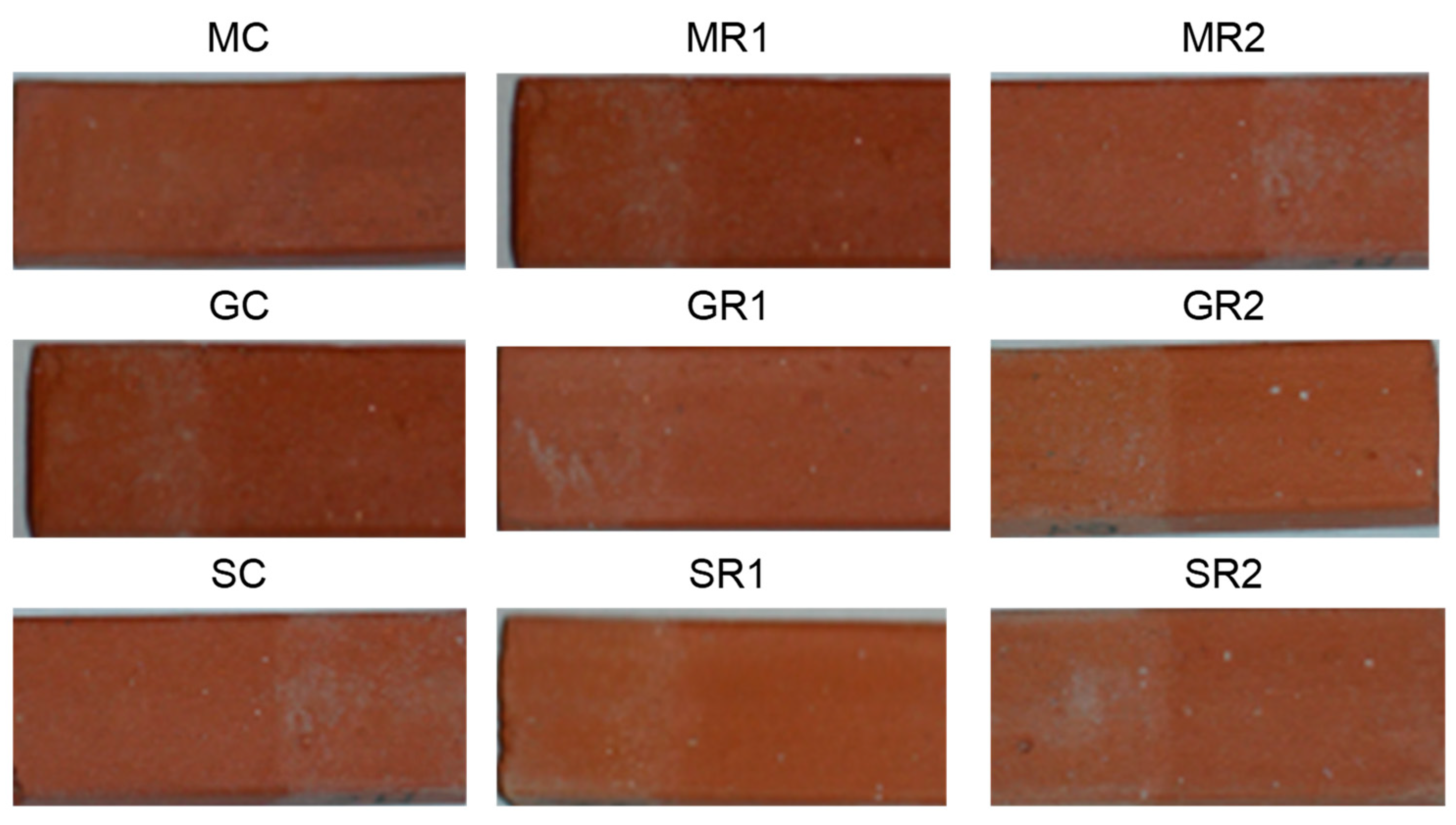
3.3. Technological Behaviour after Firing
- -
- in the samples containing clay M, the introduction of the CDRs did not significantly modify the mineralogical composition. There was an increase in plagioclase (especially with R1), which was clearly to the detriment of the amorphous phase.
- -
- in the samples containing clay S, the introduction of the R2 residue led to considerable variations in the quantitative ratios of the phases, with a decrease in the content of quartz, plagioclase and k feldspar and a consequent increase in the amorphous phase.
- -
- in the samples containing clay G, the introduction of residue R1 led to a net decrease of quartz and k feldspar and a conspicuous increase in the amorphous phase.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- European Commission. COM 2019, 640. The European Green Deal. Available online: https://pdc.minambiente.it/it/norme/politicaenormativa/politica-ambientale/politica-europea/com-2019-640-final-del-11122019-il (accessed on 20 October 2020).
- European Commission. Study on Modelling of the Economic and Environmental Impacts of Raw Material Consumption; Techical Report; European Commission: Brussels, Belgium, 2014; pp. 2014–2478. [Google Scholar]
- Bravo, M.; de Brito, J.; Pontes, J.; Evangelista, L. Durability performance of concrete with recycled aggregates from construction and demolition waste plants. Constr. Build. Mater. 2015, 77, 357–369. [Google Scholar] [CrossRef]
- López Ruiz, L.A.; Roca, R.X.; Gassó, D.S. The circular economy in the construction and demolition waste sector—A review and an integrative model approach. J. Clean. Prod. 2020, 248, 119–238. [Google Scholar] [CrossRef]
- Geng, S.; Wang, Y.; Zuo, J.; Zhou, Z.; Du, H.; Mao, G. Building life cycle assessment research: A review by bibliometric analysis. Renew. Sustain. Energy Rev. 2017, 76, 176–184. [Google Scholar] [CrossRef]
- Ghisellini, P.; Ji, X.; Liu, G.; Ulgiati, S. Evaluating the transition towards cleaner production in the construction and demolition sector of China: A review. J. Clean. Prod. 2018, 195, 418–434. [Google Scholar] [CrossRef]
- Jin, Q.; Yang, L.; Poe, N.; Huang, H. Integrated processing of plant-derived waste to produce value-added products based on the biorefinery concept. Trends Food Sci. Technol. 2018, 74, 119–131. [Google Scholar] [CrossRef]
- Tam, V.W.Y.; Tam, C.M. A review on the viable technology for construction waste recycling. Resour. Conserv. Recycl. 2006, 47, 209–221. [Google Scholar] [CrossRef] [Green Version]
- Iodice, S.; Garbarino, E.; Cerreta, M.; Tonini, D. Sustainability assessment of Construction and Demolition Waste management applied to an Italian case. Waste Manag. 2021, 128, 83–98. [Google Scholar] [CrossRef] [PubMed]
- Duan, H.; Wang, J.; Huang, Q. Encouraging the environmentally sound management of C&D waste in China: An integrative review and research agenda. Renew. Sustain. Energy Rev. 2015, 43, 611–620. [Google Scholar]
- Marzouk, M.; Azab, S. Environmental and economic impact assessment of construction and demolition waste disposal using system dynamics Resources. Conserv. Recycl. 2014, 82, 41–49. [Google Scholar] [CrossRef]
- Gupta, V.; Chai, H.K.; Lu, Y.; Chaudhary, S. A state of the art review to enhance the industrial scale waste utilization in sustainable unfired bricks. Constr. Build. Mater. 2020, 254, 119220. [Google Scholar] [CrossRef]
- Gavali, H.R.; Bras, A.; Faria, P.; Ralegaonk, R.V. Development of sustainable alkali-activated bricks using industrial wastes. Constr. Build. Mater. 2019, 215, 180–191. [Google Scholar] [CrossRef]
- Seco, A.; Omer, J.; Marcelino, S.; Espuelas, S.; Prieto, E. Sustainable unfired bricks manufacturing from construction and demolition wastes. Constr. Build. Mater. 2018, 167, 154–165. [Google Scholar] [CrossRef]
- Esa, M.R.; Halog, A.; Rigamonti, L. Developing strategies for managing construction and demolition wastes in Malaysia based on the concept of circular economy. J. Mater. Cycles Waste Manag. 2017, 19, 1144–1154. [Google Scholar] [CrossRef]
- Akanbi, L.A.; Oyedele, L.O.; Akinade, O.O.; Ajayi, A.O.; Davila Delgado, M.; Bilal, M.; Bello, S.A. Salvaging building materials in a circular economy: A BIM-based whole-life performance estimator. Resour. Conserv. Recycl. 2018, 129, 175–186. [Google Scholar] [CrossRef]
- Ding, Z.; Wang, Y.; Zou, P.X.W. An agent based environmental impact assessment of building demolition waste management: Conventional versus green management. J. Clean. Prod. 2016, 133, 1136–1153. [Google Scholar] [CrossRef] [Green Version]
- Jaillon, L.; Poon, C.S. Life cycle design and prefabrication in buildings: A review and case studies in Hong Kong. Autom. Constr. 2014, 39, 195–202. [Google Scholar] [CrossRef]
- European Commission. Directive 2008/98 of 19 November 2008 on waste and repealing certain Directives. Off. J. Eur. Union 2008, 34, 99–126. [Google Scholar]
- Pacheco-Torgal, F. Eco-efficient construction and building materials research under the EU Framework Programme Horizon 2020. Constr. Build. Mater. 2014, 51, 151–162. [Google Scholar] [CrossRef] [Green Version]
- Lieder, M.; Rashid, A. Towards circular economy implementation: A comprehensive review in context of manufacturing industry. J. Clean. Prod. 2016, 115, 36–51. [Google Scholar] [CrossRef]
- European Commission. COM 2020 98. A New Circular Economy Action Plan. For a Cleaner and More Competitive Europe; European Commission: Brussels, Belgium, 2020. [Google Scholar]
- European Commission. COM 2020 662. Renovation Wave for Europe—Greening Our Buildings, Creating Jobs, Improving Lives; European Commission: Brussels, Belgium, 2020. [Google Scholar]
- Seco, A.; Urmeneta, P.; Prieto, E.; Marcelino, S.; García, B.; Miqueleiz, L. Estimated and real durability of unfired clay bricks: Determining factors and representativeness of the laboratory tests. Constr. Build. Mater. 2017, 131, 600–605. [Google Scholar] [CrossRef] [Green Version]
- Contreras, M.; Teixeira, S.R.; Lucas, M.C.; Lima, L.C.N.; Cardoso, D.S.L.; da Silva, G.A.C.; Gregório, G.C.; de Souza, A.E.; dos Santos, A. Recycling of construction and demolition waste for producing new construction material (Brazil case-study). Constr. Build. Mater. 2016, 123, 594–600. [Google Scholar] [CrossRef] [Green Version]
- Silva, C.; Pereira, P.M.; Lopes, M.L. Recycled Construction and Demolition Wastes as filling material for geosynthetic reinforced structures. Interface properties. J. Clean. Prod. 2016, 124, 299–311. [Google Scholar]
- Vegas, I.; Broos, K.; Nielsen, P.; Lambertz, O.; Lisbona, A. Upgrading the quality of mixed recycled aggregates from construction and demolition waste by using near-infrared sorting technology. Constr. Build. Mater. 2015, 75, 121–128. [Google Scholar] [CrossRef]
- Silva, R.V.; de Brito, J.; Dhir, R.K. Properties and composition of recycled aggregates from construction and demolition waste suitable for concrete production. Constr. Build. Mater. 2014, 65, 201–217. [Google Scholar] [CrossRef]
- Wang, C.; Wu, J.Z.; Zhang, F.S. Development of porous ceramsite from construction and demolition waste. Environ. Technol. 2013, 34, 2241–2249. [Google Scholar] [CrossRef]
- Mueller, A.; Schnell, A.; Rübner, K. The manufacture of lightweight aggregates from recycled masonry rubble. Constr. Build. Mater. 2015, 98, 376–387. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Chen, Q.; Xie, X.; Xue, G.; Du, F.; Ning, Q.; Huang, L. Utilization of the sludge derived from dyestuff-making wastewater coagulation for unfired bricks. Constr. Build. Mater. 2011, 25, 1699–1706. [Google Scholar] [CrossRef]
- Oti, J.E.; Kinuthia, J.M. Stabilised unfired clay bricks for environmental and sustainable use. Appl. Clay Sci. 2012, 58, 52–59. [Google Scholar] [CrossRef]
- Miqueleiz, L.; Ramirez, F.; Oti, J.E.; Seco, A.; Kinuthia, J.M.; Oreja, I.; Urmeneta, P. Alumina filler waste as clay replacement material for unfired brick production. Eng. Geol. 2013, 163, 68–74. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L. Production of bricks from waste materials—A review. Constr. Build. Mater. 2013, 47, 643–655. [Google Scholar] [CrossRef]
- Li, G.; Xu, X.; Chen, E.; Fan, J.; Xiong, G. Properties of cement-based bricks with oyster-shells ash. J. Clean. Prod. 2015, 91, 279–287. [Google Scholar] [CrossRef]
- Acchar, W.; Silva, J.E.; Segadaes, A.M. Increased added value reuse of construction waste in clay based building ceramics. Adv. Appl. Ceram. 2013, 112, 487–493. [Google Scholar] [CrossRef]
- Schackow, A.; Stringari, D.; Senff, L.; Correia, S.L.; Segadães, A.M. Influence of fired clay brick waste additions on the durability of mortars. Cem. Concr. Compos. 2015, 62, 82–89. [Google Scholar] [CrossRef]
- Oti, J.E.; Kinuthia, J.M.; Robinson, R.B. The development of unfired clay building material using Brick Dust Waste and Mercia mudstone clay. Appl. Clay Sci. 2014, 102, 148–154. [Google Scholar] [CrossRef]
- Da Silva, V.M.; Costa Góis, L.; Duarte, J.B.; da Silva, J.B.; Acchara, W. Incorporation of Ceramic Waste into Binary and Ternary Soil-Cement Formulations for the Production of Solid Bricks. Mater. Res. 2014, 17, 326–331. [Google Scholar] [CrossRef] [Green Version]
- Contreras Llanes, M.; Romero Pérez, M.; Gázquez González, M.J.; Bolívar Raya, J.P. Construction and demolition waste as recycled aggregate for environmentally friendly concrete paving. Environ. Sci. Pollut. Res. 2021. [Google Scholar] [CrossRef]
- Gualtieri, A.F. Recycling asbestos-containing material (ACM) from construction and demolition waste (CDW). In Handbook of Recycled Concrete and Demolition Waste; Woodhead Publishing: Sawston, UK, 2016; pp. 500–525. [Google Scholar]
- Cabalar, A.F.; Abdulnafa, M.D.; Karabash, Z. Influences of various construction and demolition materials on the behavior of a clay. Environ. Earth Sci. 2016, 75, 841. [Google Scholar] [CrossRef]
- Dos Reis, G.S.; Cazacliu, B.G.; Cothenet, A.; Poullain, P.; Wilhelm, M.; Sampaio, C.H.; Lima, E.C.; Ambros, W.; Torrenti, J.M. Fabrication, microstructure, and properties of fired clay bricks using construction and demolition waste sludge as the main additive. J. Clean. Prod. 2020, 258, 120733. [Google Scholar] [CrossRef]
- He, Z.; Shen, A.; Wu, H.; Wang, W.; Wang, L.; Yao, C.; Wu, J. Research progress on recycled clay brick waste as an alternative to cement for sustainable construction materials. Constr. Build. Mater. 2021, 274, 122113. [Google Scholar] [CrossRef]
- Dondi, M.; Ercolani, G.; Fabbri, B.; Guarini, G.; Marsigli, M.; Mingazzini, C. Major deposits of brick clays in Italy. Part 1: Geology and composition. Tile Brick Int. 1999, 15, 230–237. [Google Scholar]
- Dondi, M.; Ercolani, G.; Fabbri, B.; Guarini, G.; Marsigli, M.; Mingazzini, C. Major deposits of brick clays in Italy Part 2: Technological properties and uses. Tile Brick Int. 1999, 15, 360–370. [Google Scholar]
- Dondi, M.; Fabbri, B.; Vincenzi, S. Raw materials for the heavy-clay industry in Emilia-Romagna and Marche (central-northern Italy). Geol. Carpathica-Clays 1999, 22, 83–90. [Google Scholar]
- ASTM. D4318 Standard Test Methods for Liquid Limit, Plastic Limit, and Plasticity Index of Soils; American Society for Testing and Materials: West Conshohocken, PA, USA, 1998. [Google Scholar]
- Bain, J.A. A plasticity chart as an aid to the identification and assessment of industrial minerals. Clay Miner. 1970, 9, 1–17. [Google Scholar] [CrossRef]
- Dondi, M.; Marsigli, M.; Venturi, I. Sensibilità all’essiccamento e caratteristiche porosimetriche delle argille italiane per laterizi (Drying sensitivity and porosimetric characteristics of the Italian brick clays). Ceramurgia 1998, 28, 1–8. [Google Scholar]
- ASTM. C324 Test Method for Free Moisture in Ceramic Whiteware Clays; American Society for Testing and Materials: West Conshohocken, PA, USA, 1992. [Google Scholar]
- ASTM. C326 Test Method for Drying and Firing Shrinkage of Ceramic Whiteware Clays; American Society for Testing and Materials: West Conshohocken, PA, USA, 1997. [Google Scholar]
- ASTM. C674 Test Method for Flexural Properties of Ceramic Whiteware Materials; American Society for Testing and Materials: West Conshohocken, PA, USA, 1994. [Google Scholar]
- ASTM. C373 Test Method for Water Absorption, Bulk Density, Apparent Porosity, and Apparent Specific Gravity of Fired Whiteware Products; American Society for Testing and Materials: West Conshohocken, PA, USA, 1994. [Google Scholar]
- Dondi, M.; Fabbri, B.; Guarini, G.; Marsigli, M.; Mingazzini, C. Soluble salts and efflorescence in structural clay products: A scheme to predict the risk of efflorescence. Bol. Soc. Esp. Ceram. Vidr. 1997, 36, 619–629. [Google Scholar]
- Gualtieri, A.F. Accuracy of XRPD QPA using the combined Rietveld_RIR method. J. Appl. Cryst. 2000, 33, 267–278. [Google Scholar] [CrossRef]
- Slaný, M.; Jankovič, L.; Madejová, J. Structural characterization of organo-montmorillonites prepared from a series of primary alkylamines salts: Mid-IR and near-IR study. Appl. Clay Sci. 2019, 176, 11–20. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Weight % | R1 | R2 | C | M | G | S | e.u. |
|---|---|---|---|---|---|---|---|
| Chemical Composition | |||||||
| SiO2 | 55 | 36.92 | 83.7 | 56.6 | 53.63 | 51.54 | ±0.35 |
| TiO2 | 0.4 | 0.39 | 0.1 | 0.7 | 0.68 | 0.73 | ±0.01 |
| Al2O3 | 10.7 | 8.51 | 8.13 | 17.3 | 13.36 | 14.47 | ±0.15 |
| Fe2O3 | 3.11 | 3.41 | 0.46 | 6.9 | 5.26 | 5.91 | ±0.07 |
| MnO | 0.07 | 0.08 | - | - | 0.12 | 0.11 | ±0.01 |
| MgO | 4.71 | 7.04 | 0.18 | 3 | 2.79 | 4.21 | ±0.02 |
| CaO | 11.96 | 24.02 | 1.96 | 3.3 | 8.46 | 7.22 | ±0.01 |
| Na2O | 1.61 | 0.95 | 1.77 | 0.8 | 1.26 | 1.1 | ±0.01 |
| K2O | 2.31 | 1.57 | 3.55 | 2.1 | 2.47 | 2.82 | ±0.01 |
| P2O5 | 0.16 | 0.11 | - | - | 0.13 | 0.15 | ±0.01 |
| L.O.I. (1000 °C) | 9.68 | 16.42 | 0.15 | 9.3 | 11.84 | 11.74 | ±0.05 |
| Mineralogical composition | |||||||
| Quartz SiO2 | 30% | 17% | 58% | 27% | 28% | 32% | ±1 |
| Plagioclase (Na,Ca)(Si,Al)4O8 | 13% | 7% | 17% | 4% | 9% | 10% | ±1 |
| Orthoclase KAlSi3O8 | 6% | 6% | 19% | t. | t. | t. | ±1 |
| Calcite CaCO3 | 13% | 26% | 3% | 6% | 15% | 5% | ±1 |
| Dolomite CaMg(CO3)2 | 13% | 24% | - | - | - | 10% | ±1 |
| Illite-mica K(Al,Mg,Fe)2 (Si,Al)4O10(OH)2(H2O) | 10% | 3% | 2% | 23% | 23% | 26% | ±1 |
| Chlorite (Mg,Fe)3(Si,Al)4O10 (OH)2(Mg,Fe)3(OH)6) | 5% | 3% | - | 11% | 9% | 6% | ±1 |
| Kaolinite Al2Si2O5(OH)4 | 7% | 9% | - | 9% | 3% | - | ±1 |
| Smectite + I/S (Na,Ca)0,3 (Al,Mg)2Si4O10(OH)2·n(H2O) | - | - | - | 13% | 7% | 5% | ±1 |
| Fe oxyhydroxides Fe(O,OH,H2O) | - | - | - | 5% | 4% | 4% | ±1 |
| Accessories | 3% | 5% | 1% | 2% | 2% | 2% | ±1 |
| Particle size | |||||||
| Median (µm) | 250 | 260 | 100 | 2.3 | 2.8 | 1.1 | ±1 |
| Sand > 64 µm (%) | 90 | 80 | 65 | 23 | 10 | 3 | ±1 |
| Silt 4–64 µm (%) | 8 | 13 | 27 | 29 | 47 | 35 | ±1 |
| Clay < 4 µm (%) | 2 | 7 | 8 | 48 | 43 | 62 | ±1 |
| Weight (%) | MC | MR1 | MR2 | GC | GR1 | GR2 | SC | SR1 | SR2 | e.u. |
|---|---|---|---|---|---|---|---|---|---|---|
| Clay M | 85 | 85 | 85 | 85 | 85 | 85 | 85 | 85 | 85 | ±0.3 |
| Clay G | - | - | - | - | - | - | - | - | ±0.3 | |
| Clay S | - | - | - | - | - | - | - | - | - | ±0.3 |
| Sand C | 15 | - | - | 15 | - | - | 15 | - | - | ±0.3 |
| CDR R1 | - | 15 | - | - | 15 | - | - | 15 | - | ±0.3 |
| CDR R2 | - | - | 15 | - | - | 15 | - | - | 15 | ±0.3 |
| Chemical composition | ||||||||||
| SiO2 | 65.62 | 62.21 | 59.72 | 64.28 | 60.87 | 58.38 | 62.21 | 58.80 | 56.31 | ±0.35 |
| TiO2 | 0.67 | 0.72 | 0.73 | 0.67 | 0.72 | 0.73 | 0.72 | 0.77 | 0.77 | ±0.01 |
| Al2O3 | 17.43 | 18.00 | 17.75 | 14.10 | 14.66 | 14.42 | 15.16 | 15.72 | 15.47 | ±0.15 |
| Fe2O3 | 6.54 | 6.98 | 7.08 | 5.14 | 5.59 | 5.69 | 5.76 | 6.21 | 6.31 | ±0.07 |
| MnO | - | 0.01 | 0.01 | 0.12 | 0.13 | 0.13 | 0.11 | 0.12 | 0.12 | ±0.01 |
| MgO | 2.84 | 3.60 | 4.08 | 2.72 | 3.47 | 3.96 | 4.08 | 4.84 | 5.33 | ±0.02 |
| CaO | 3.39 | 5.09 | 7.43 | 8.45 | 10.15 | 12.50 | 7.25 | 8.95 | 11.29 | ±0.01 |
| Na2O | 1.02 | 1.02 | 0.92 | 1.48 | 1.48 | 1.39 | 1.33 | 1.33 | 1.23 | ±0.01 |
| K2O | 2.50 | 2.35 | 2.25 | 2.91 | 2.77 | 2.67 | 3.25 | 3.10 | 3.00 | ±0.01 |
| P2O5 | - | 0.03 | 0.02 | 0.13 | 0.15 | 0.15 | 0.14 | 0.17 | 0.16 | ±0.01 |
| Mineralogical composition | ||||||||||
| Quartz SiO2 | 32 | 27 | 26 | 33 | 28 | 26 | 36 | 32 | 30 | ±1 |
| Plagioclase (Na,Ca)(Si,Al)4O8 | 6 | 5 | 4 | 10 | 10 | 9 | 11 | 10 | 10 | ±1 |
| Orthoclase KAlSi3O8 | 3 | 1 | 1 | 3 | 1 | 1 | 3 | 1 | 1 | ±1 |
| Calcite CaCO3 | 6 | 7 | 9 | 13 | 15 | 17 | 5 | 6 | 8 | ±1 |
| Dolomite CaMg(CO3)2 | - | 2 | 4 | 0 | 2 | 4 | 9 | 10 | 12 | ±1 |
| Illite-mica K(Al,Mg,Fe)2 (Si,Al)4O10(OH)2(H2O) | 20 | 21 | 20 | 20 | 21 | 20 | 22 | 24 | 23 | ±1 |
| Chlorite (Mg,Fe)3(Si,Al)4O10 (OH)2(Mg,Fe)3(OH)6) | 9 | 10 | 10 | 8 | 8 | 8 | 5 | 6 | 6 | ±1 |
| Kaolinite Al2Si2O5(OH)4 | 8 | 9 | 9 | 3 | 4 | 4 | - | 1 | 1 | ±1 |
| Smectite + I/S (Na,Ca)0,3 (Al,Mg)2Si4O10(OH)2·n(H2O) | 11 | 11 | 11 | 6 | 6 | 6 | 4 | 4 | 4 | ±1 |
| Fe oxyhydroxides Fe(O,OH,H2O) | 4 | 4 | 4 | 3 | 3 | 3 | 3 | 3 | 3 | ±1 |
| Accessories | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | ±1 |
| Particle size distribution | ||||||||||
| Median (µm) | 17 | 39 | 41 | 17 | 40 | 41 | 16 | 38 | 40 | ±0.5 |
| Sand >64 µm (%) | 29 | 33 | 32 | 18 | 22 | 21 | 12 | 16 | 15 | ±0.5 |
| Silt 4–64 µm (%) | 29 | 26 | 27 | 44 | 41 | 42 | 34 | 31 | 32 | ±0.5 |
| Clay <4 µm (%) | 42 | 41 | 42 | 38 | 37 | 38 | 54 | 53 | 54 | ±0.5 |
| Parameter | Unit | MC | MR1 | MR2 | GC | GR1 | GR2 | SC | SR1 | SR2 | e.u. |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Atterberg plastic limit (PL) | wt% | 20.3 | 20.3 | 21.2 | 26.9 | 28.2 | 30.1 | 24.2 | 25.5 | 25.8 | ±0.1 |
| Atterberg liquid limit (LL) | wt% | 36.0 | 38.5 | 40.7 | 51.7 | 53.4 | 53.7 | 46.1 | 46.6 | 47.4 | ±0.1 |
| Atterberg plastic index (PI) | wt% | 15.7 | 18.1 | 19.5 | 24.8 | 25.3 | 23.8 | 21.9 | 21.2 | 21.7 | ±0.1 |
| Working moisture (WI) | % | 20.4 | 20.6 | 21.2 | 25.6 | 26.2 | 26.7 | 26.7 | 27.9 | 29.9 | ±0.1 |
| Bigot moisture (W0) | wt% | 20.4 | 20.6 | 21.2 | 25.6 | 26.2 | 26.7 | 26.7 | 27.9 | 29.9 | ±0.1 |
| Weight loss with shrinkage (W1) | % | 47.0 | 55.0 | 50.5 | 48.0 | 53.0 | 49.5 | 39.5 | 46.5 | 43.0 | ±0.1 |
| Weight loss without shrinkage (W2) | % | 53.0 | 45.0 | 49.5 | 52.0 | 47.0 | 50.5 | 60.5 | 53.5 | 57.0 | ±0.1 |
| Drying ratio (W1/W0) (WR) | 1 | 2.30 | 2.67 | 2.38 | 1.88 | 2.02 | 1.85 | 1.48 | 1.67 | 1.44 | ±0.01 |
| Drying index (WR × LDS) (DSI) | 1 | 12.65 | 14.69 | 12.14 | 13.16 | 13.53 | 11.29 | 10.06 | 11.36 | 9.36 | ±0.05 |
| Bulk density (BD) | g/cm3 | 1.995 | 2.003 | 1.955 | 1.932 | 1.917 | 1.891 | 1.916 | 1.892 | 1.859 | ±0.005 |
| Drying shrikage (LDS) | cm/m | 5.5 | 5.5 | 5.1 | 7.0 | 6.7 | 6.1 | 6.8 | 6.8 | 6.5 | ±0.1 |
| Drying sensitivity index (IDS) (LDS × W1/100) | 1 | 2.6 | 3.0 | 2.6 | 3.4 | 3.6 | 3.0 | 2.7 | 3.2 | 2.8 | ±0.03 |
| Dry modulus of rupture (MOR-D) | MPa | 8.3 | 8.7 | 8.0 | 9.4 | 10.0 | 8.4 | 8.6 | 9.7 | 7.2 | ±0.5 |
| MC | MR1 | MR2 | GC | GR1 | GR2 | SC | SR1 | SR2 | e.u. | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Firing maximum temperature | °C | 900 | 900 | 900 | 940 | 940 | 940 | 950 | 950 | 950 | - |
| Firing shrinkage (FS) | cm/m | 0.5 | 0.5 | 1.1 | 0.4 | 0.7 | 1.2 | 0.5 | 0.5 | 1.0 | ±0.1 |
| Modulus of rupture (MOR-F) | MPa | 11.0 | 10.6 | 8.3 | 14.8 | 15.5 | 15.6 | 16.3 | 18.1 | 18.0 | ±0.5 |
| Water absorption (WA) | %wt | 9.7 | 10.5 | 11.0 | 14.9 | 15.8 | 17.3 | 14.2 | 14.9 | 16.3 | ±0.1 |
| Open porosity (OP) | %vol | 19.3 | 20.6 | 21.4 | 26.6 | 28.1 | 30.2 | 25.8 | 26.7 | 28.5 | ±0.2 |
| Bulk density (FBD) | g/cm3 | 1.992 | 1.957 | 1.942 | 1.780 | 1.786 | 1.746 | 1.815 | 1.792 | 1.746 | ±0.01 |
| Normalized strength (MOR-N) | MPa | 13.6 | 13.3 | 10.6 | 20.2 | 21.5 | 22.3 | 22.0 | 24.7 | 25.2 | ±1 |
| Brightness (L*) | 1 | 52.97 | 51,27 | 50.34 | 56.31 | 55.98 | 55.22 | 57.08 | 55.86 | 56.47 | ±0.5 |
| Red (+) Green (−) (a*) | 1 | 22.67 | 23.15 | 23.70 | 21.26 | 21.55 | 21.85 | 22.36 | 23.10 | 23.20 | ±0.5 |
| Yellow (+) Blue (−) (b*) | 1 | 26.95 | 26.08 | 27.04 | 26.29 | 27.33 | 27.79 | 27.57 | 28.81 | 29.45 | ±0.5 |
| Color difference (ΔE*) | 1 | ref | 1.96 | 2.81 | ref | 1.10 | 1.96 | ref | 1.89 | 2.14 | ±0.2 |
| Weight % | MC | MR1 | MR2 | GC | GR1 | GR2 | SC | SR1 | SR2 | e.u. |
|---|---|---|---|---|---|---|---|---|---|---|
| Quartz | 28.9 | 35.3 | 33.6 | 30 | 19.9 | 29.4 | 32 | 32 | 19.4 | ±0.5 |
| Plagioclase | 4.7 | 9.0 | 5.4 | 39.7 | 24.7 | 33.3 | 34.9 | 36.1 | 22.4 | ±0.2 |
| Illite-mica | 4.7 | 5.9 | 3.9 | 6.2 | 4.2 | 7 | 4.2 | 4.8 | 4.0 | ±0.2 |
| K-Feldspar | 2.4 | 2.7 | 2.2 | 5.6 | 3 | 5.8 | 4.3 | 7.7 | 2.9 | ±0.2 |
| Clinopyroxene | 8.4 | 8.2 | 8.5 | 5.6 | 6.9 | 12.3 | 16.1 | 11.5 | 9.2 | ±0.1 |
| Hematite | 2.3 | 3.2 | 3.6 | 3 | 2.3 | 4.1 | 2.7 | 3.5 | 2.2 | ±0.1 |
| Amorphous phase | 48.7 | 35.7 | 42.8 | 9.8 | 39 | 8.3 | 5.8 | 4.3 | 39.9 | ±1 |
| Parameter | Reference | MC | MR1 | MR2 | GC | GR1 | GR2 | SC | SR1 | SR2 |
|---|---|---|---|---|---|---|---|---|---|---|
| Working moisture % | 20–30 | 21 | 21 | 21 | 26 | 26 | 27 | 27 | 28 | 30 |
| Bulk density g/cm3 | 1.85–2.10 | 2.0 | 2.0 | 2.0 | 1.9 | 1.9 | 1.9 | 1.91 | 1.9 | 1.9 |
| Drying shrinkage cm/m | 3–10 | 6 | 6 | 5 | 7 | 7 | 6 | 7 | 7 | 7 |
| Dry modulus of rupture MPa | 8–15 | 8 | 9 | 8 | 9 | 10 | 8 | 9 | 10 | 7 |
| Firing maximum temperature °C | 900 | 940 | 950 | |||||||
| Firing shrinkage cm/m | <1.5 | 0.5 | 0.5 | 1.1 | 0.4 | 0.7 | 1.2 | 0.5 | 0.5 | 1.0 |
| Fired modulus of rupture MPa | 10–25 | 11 | 11 | 8 | 15 | 16 | 16 | 16 | 18 | 18 |
| Water absorption %wt | 10–25 | 10 | 11 | 11 | 15 | 16 | 17 | 14 | 15 | 16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zanelli, C.; Marrocchino, E.; Guarini, G.; Toffano, A.; Vaccaro, C.; Dondi, M. Recycling Construction and Demolition Residues in Clay Bricks. Appl. Sci. 2021, 11, 8918. https://doi.org/10.3390/app11198918
Zanelli C, Marrocchino E, Guarini G, Toffano A, Vaccaro C, Dondi M. Recycling Construction and Demolition Residues in Clay Bricks. Applied Sciences. 2021; 11(19):8918. https://doi.org/10.3390/app11198918
Chicago/Turabian StyleZanelli, Chiara, Elena Marrocchino, Guia Guarini, Alice Toffano, Carmela Vaccaro, and Michele Dondi. 2021. "Recycling Construction and Demolition Residues in Clay Bricks" Applied Sciences 11, no. 19: 8918. https://doi.org/10.3390/app11198918
APA StyleZanelli, C., Marrocchino, E., Guarini, G., Toffano, A., Vaccaro, C., & Dondi, M. (2021). Recycling Construction and Demolition Residues in Clay Bricks. Applied Sciences, 11(19), 8918. https://doi.org/10.3390/app11198918