Corrosion Behavior of Corrosion-Resistant Spring Steel Used in High Speed Railway


Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Experimental Methods
3. Results and Discussion
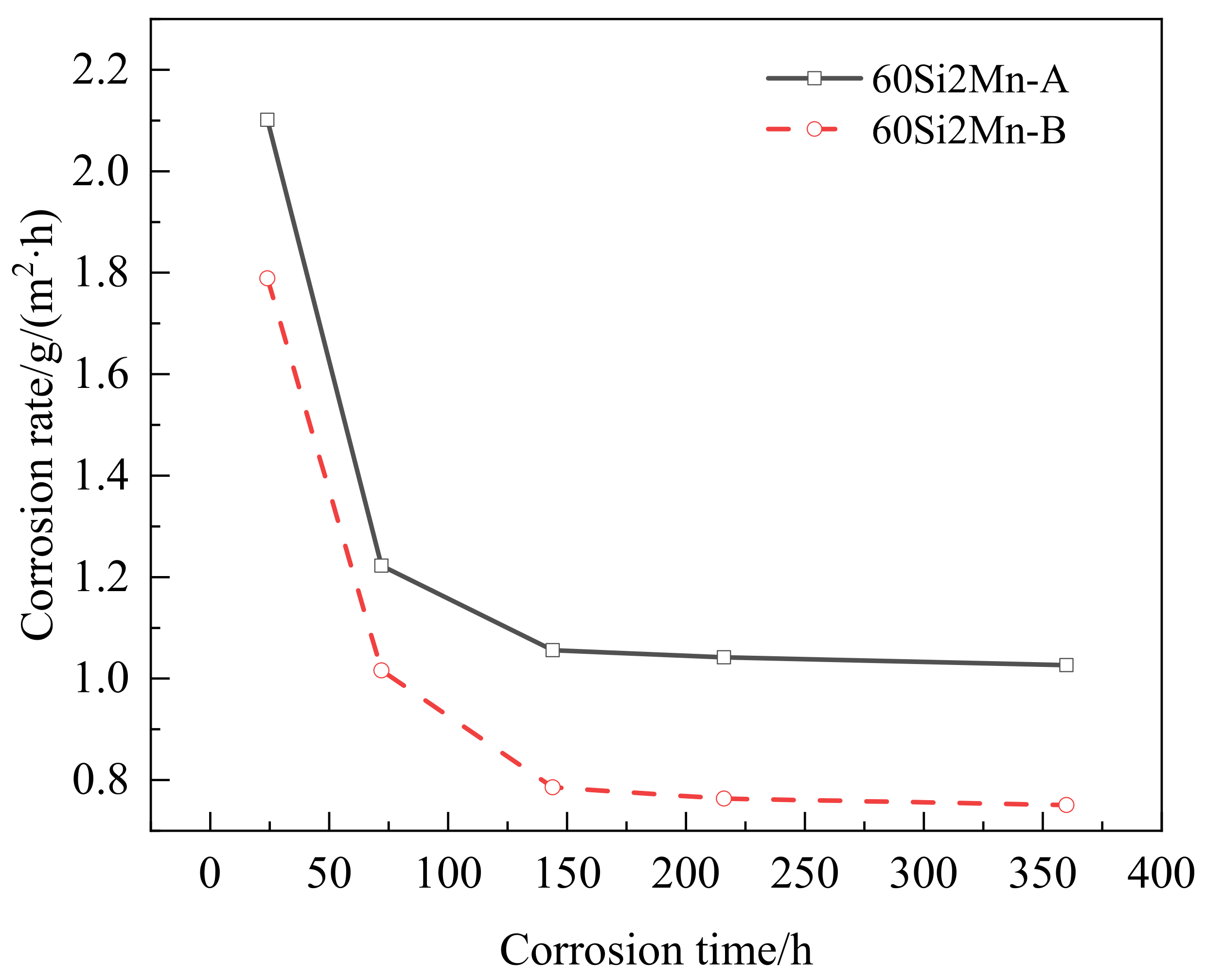
3.1. Law of Corrosion Rate Variation
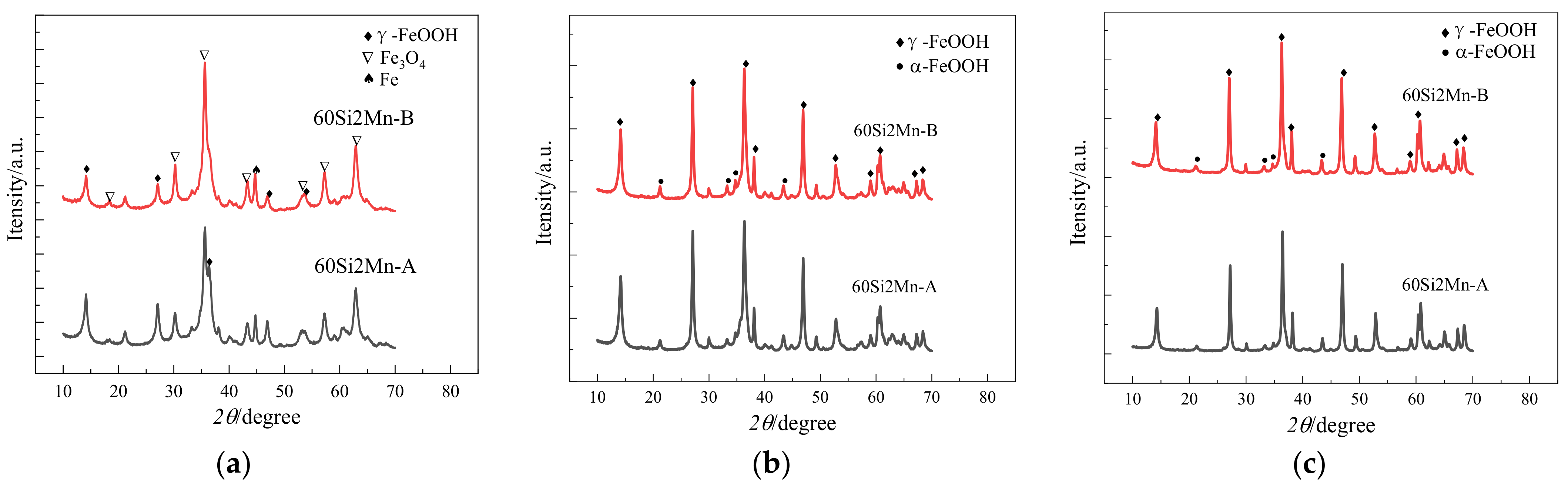
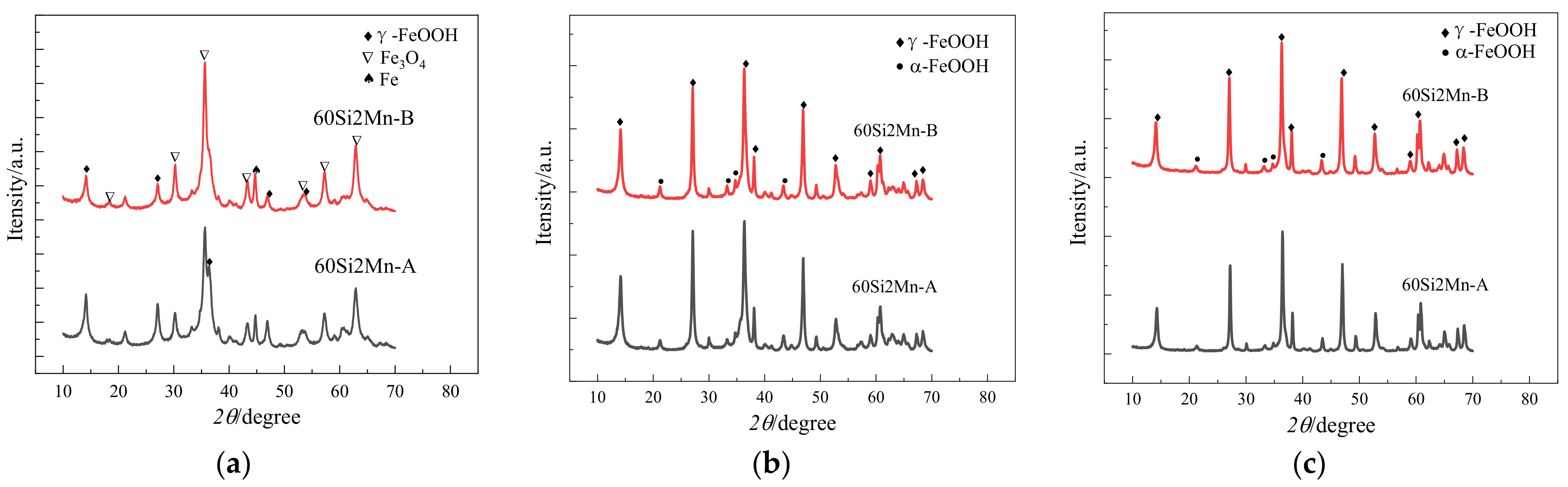
3.2. Phase Analysis of Corroded Rust Layer
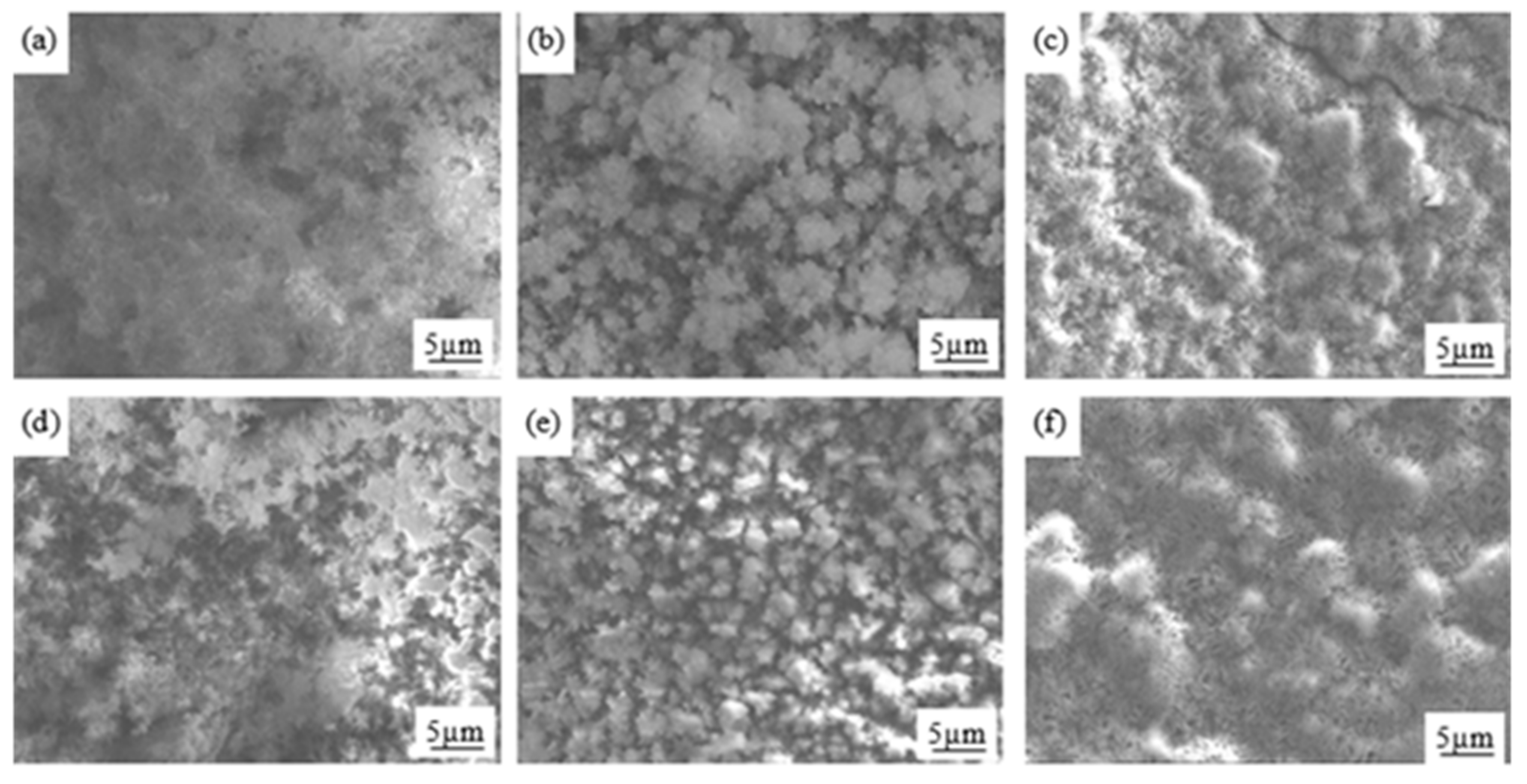
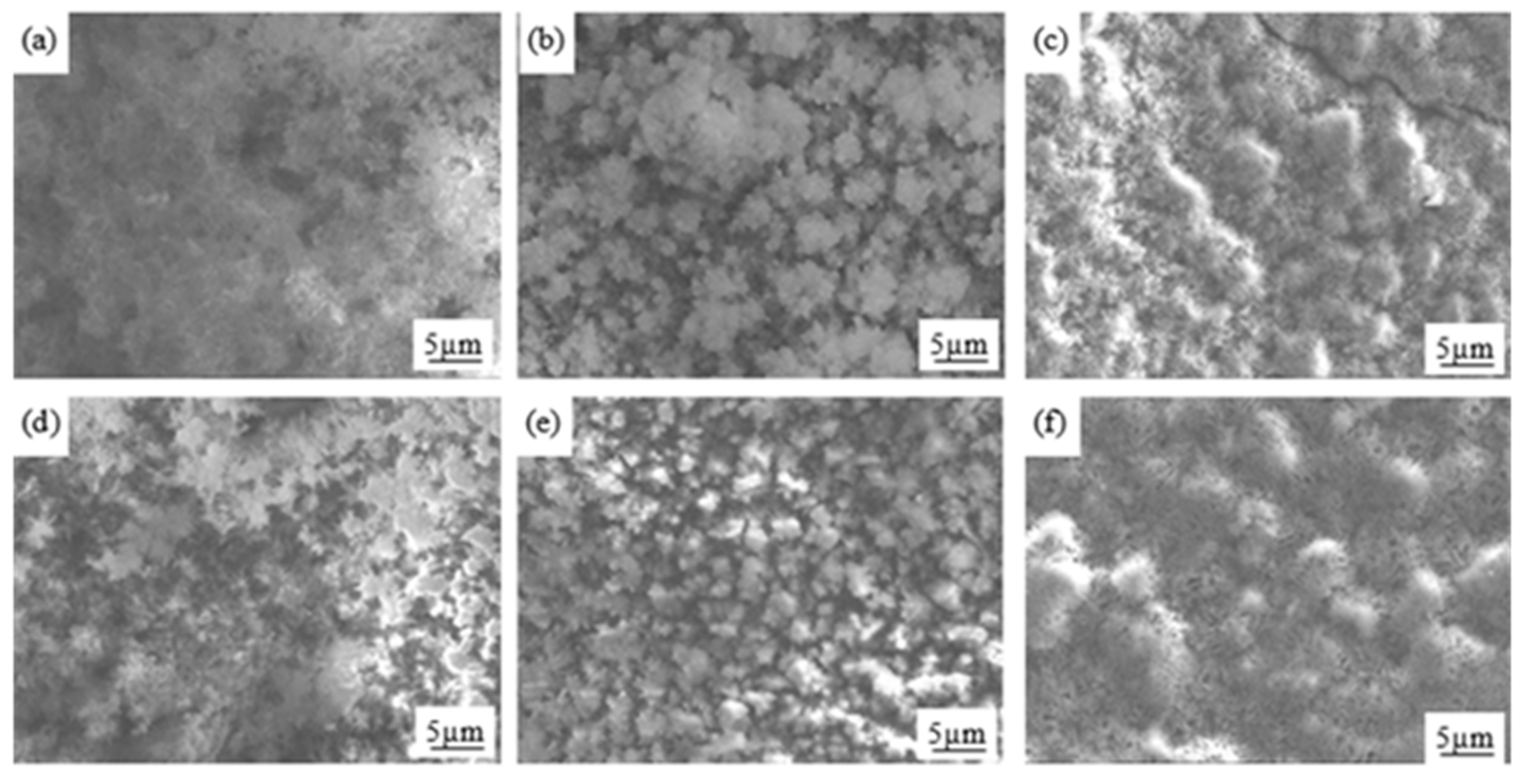
3.3. Rust Layer Morphology
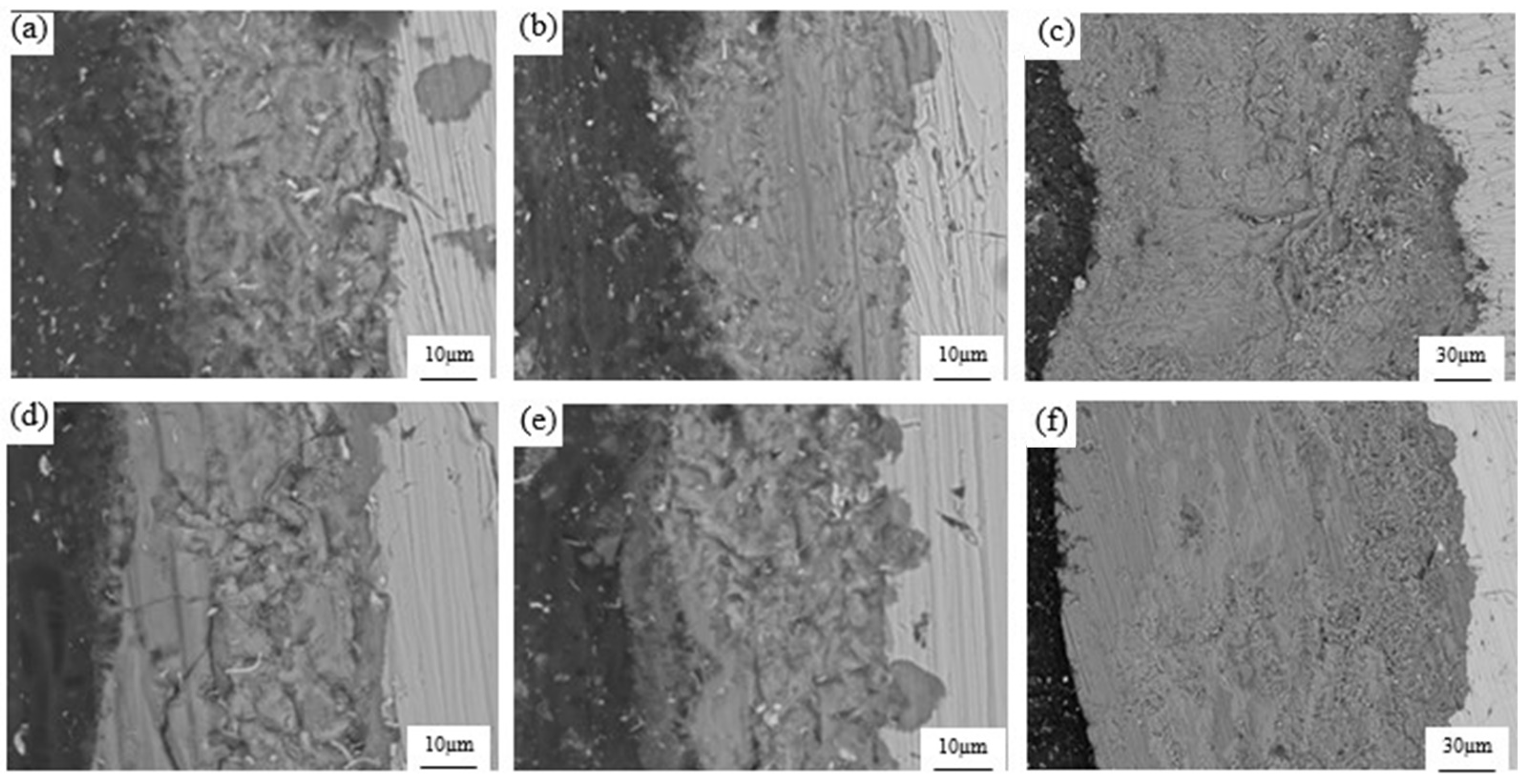
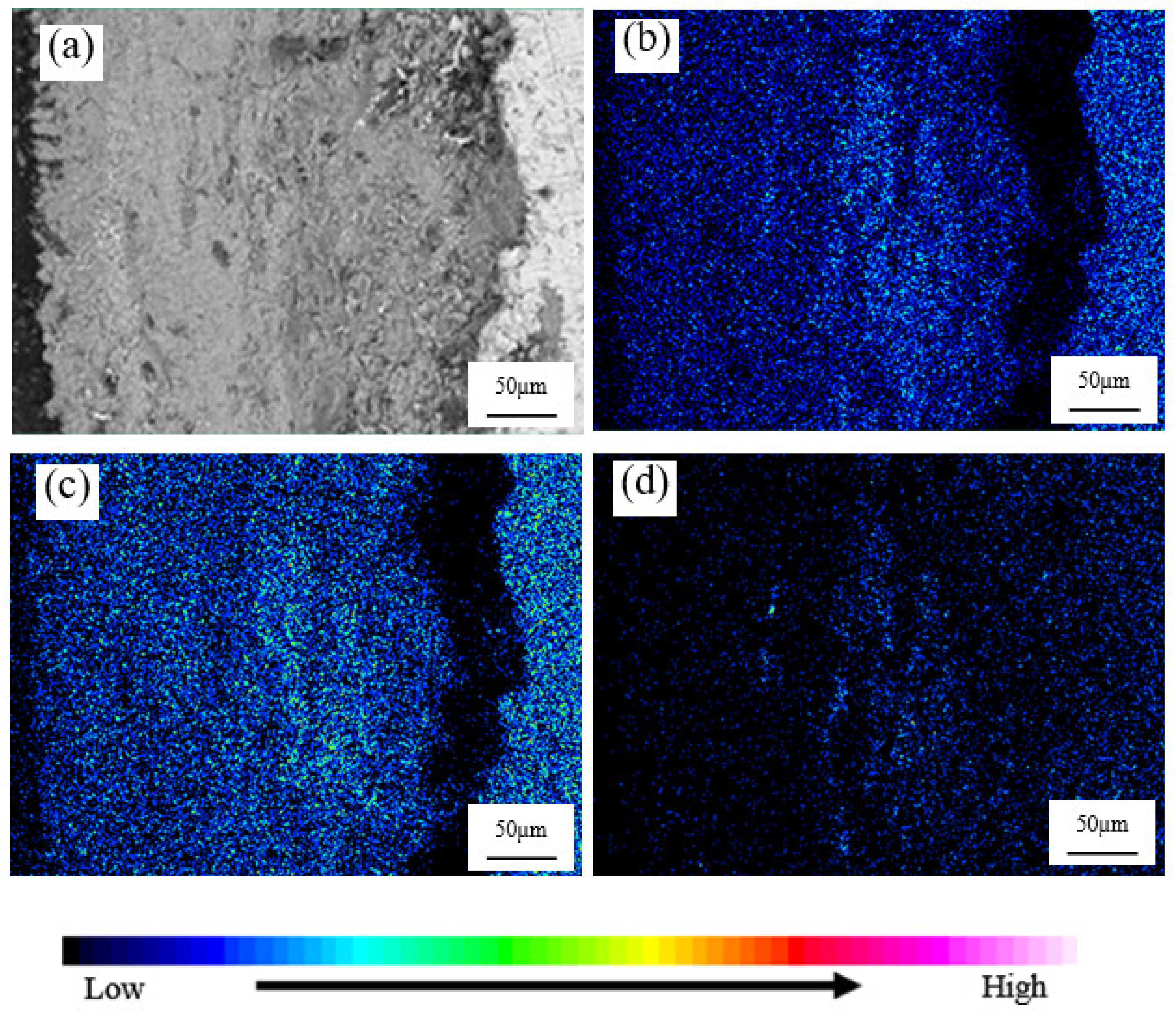
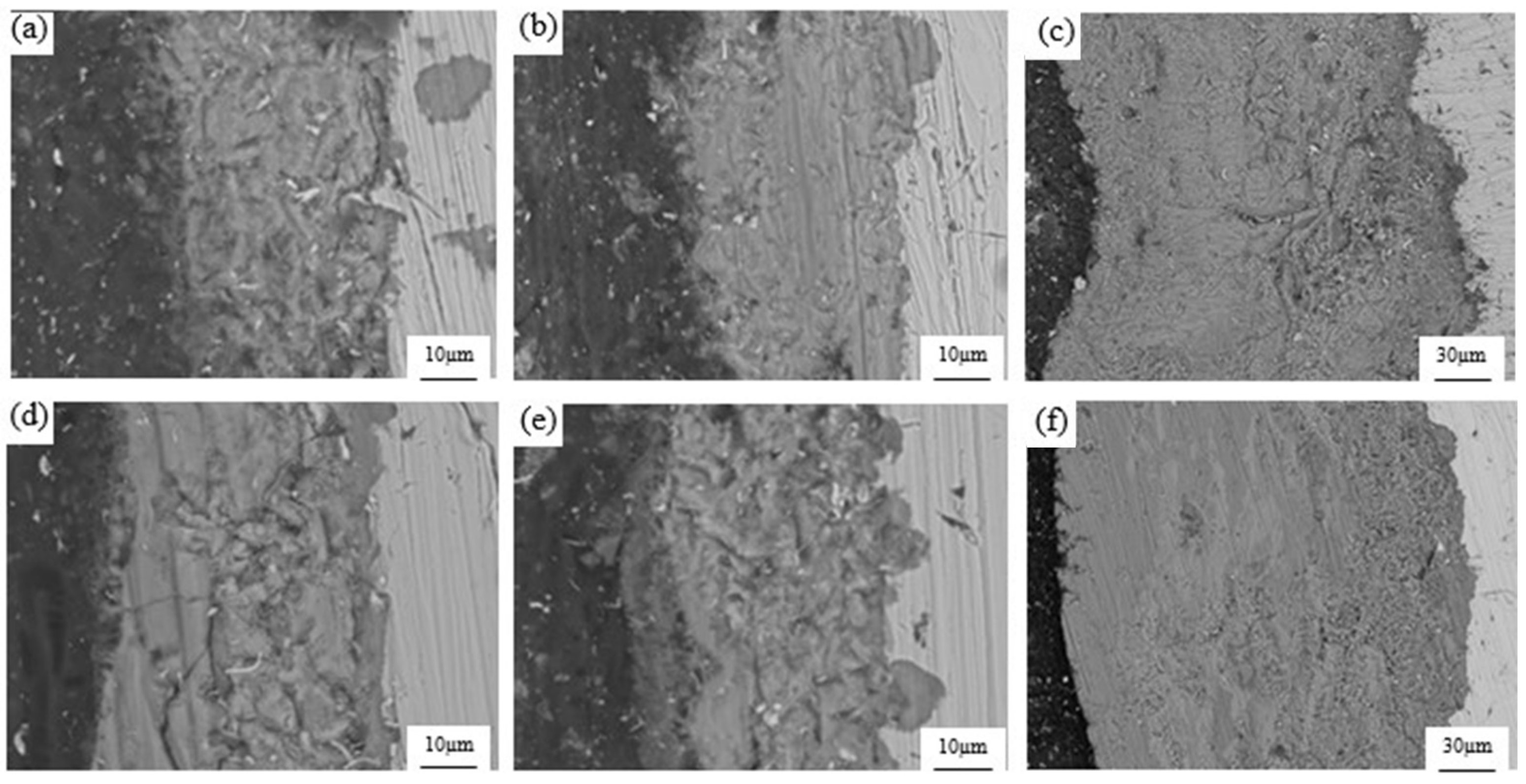
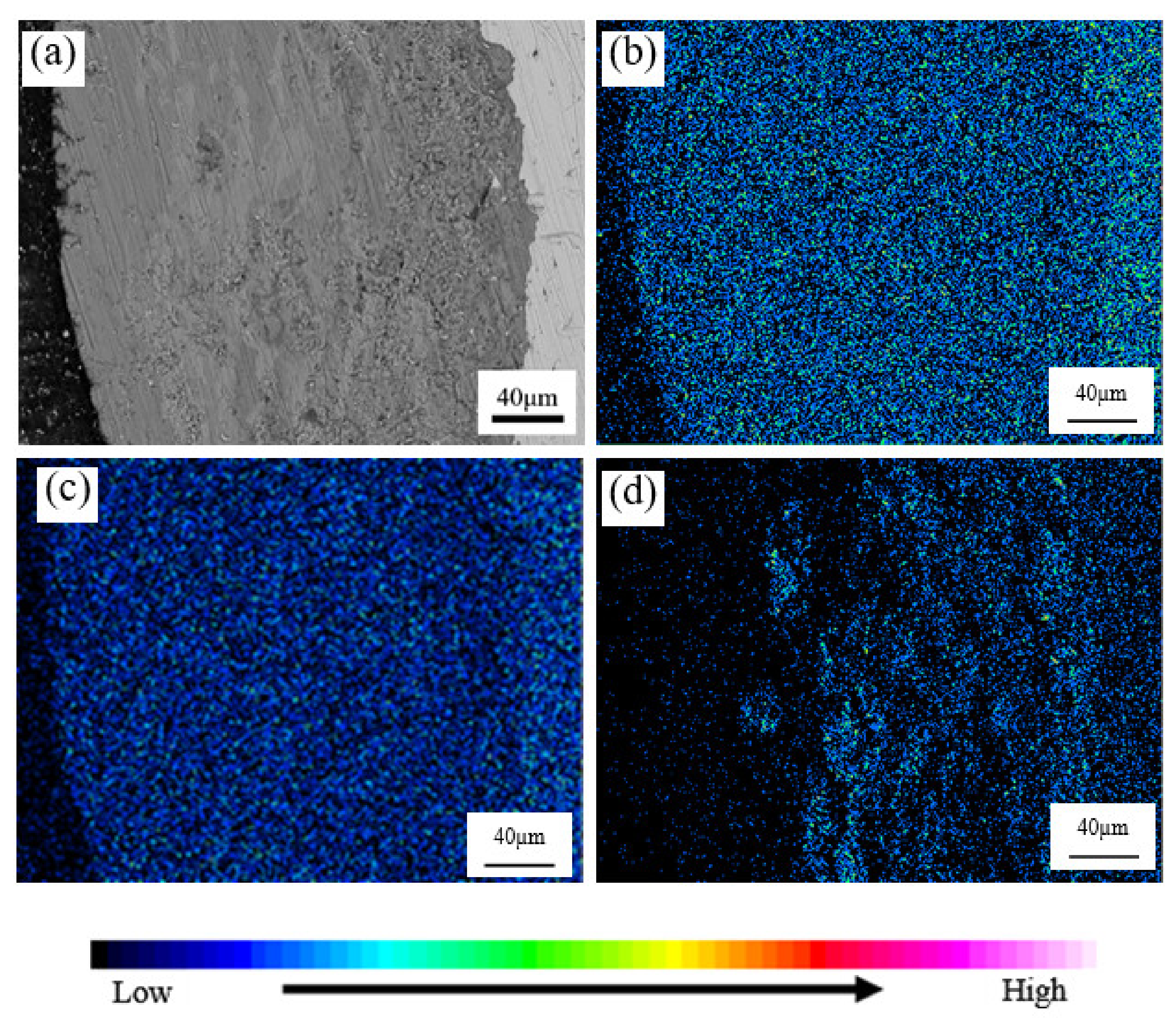
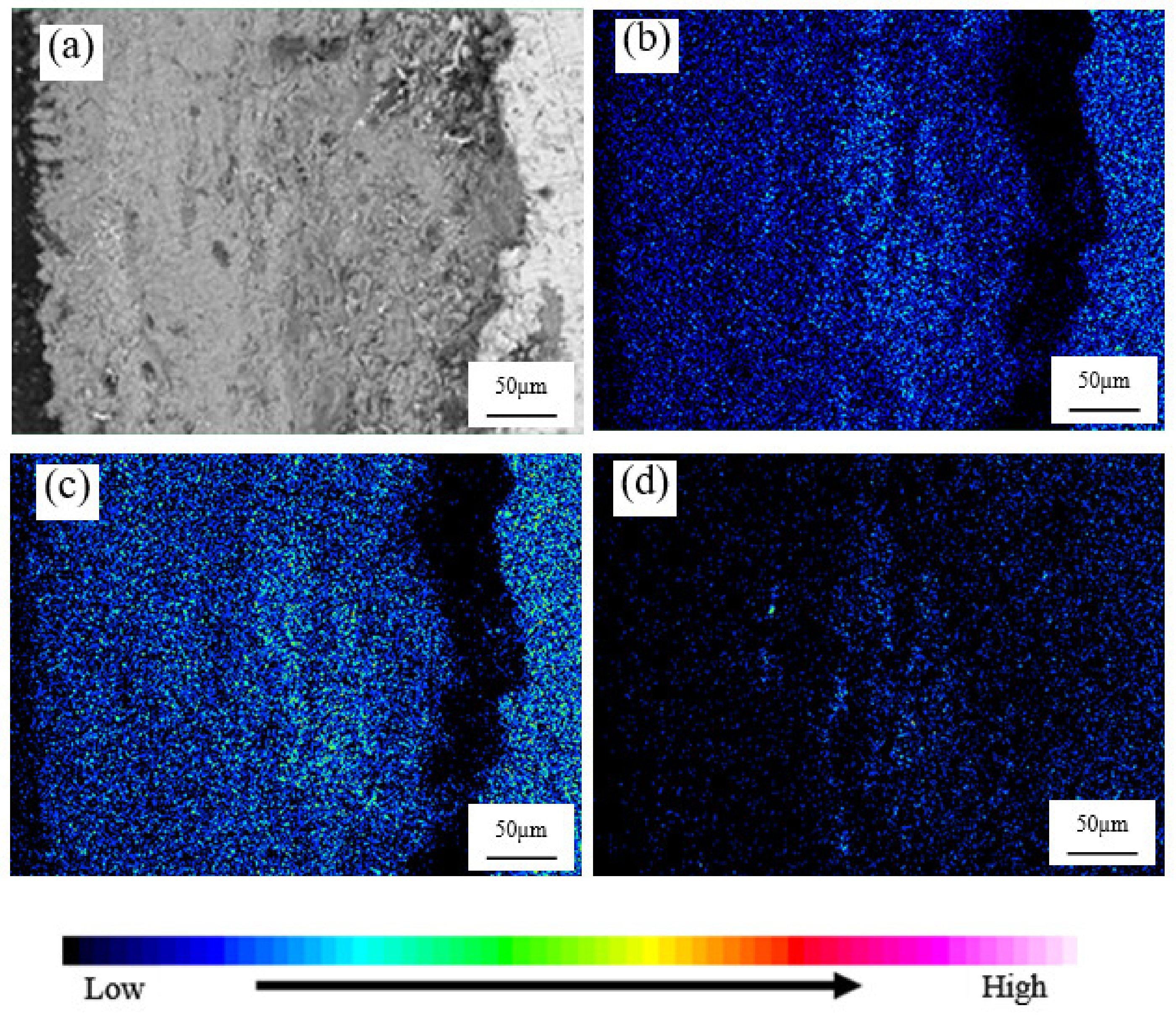
3.4. The Cross-Section Morphology and Chemical Element Distribution of Rust Layer
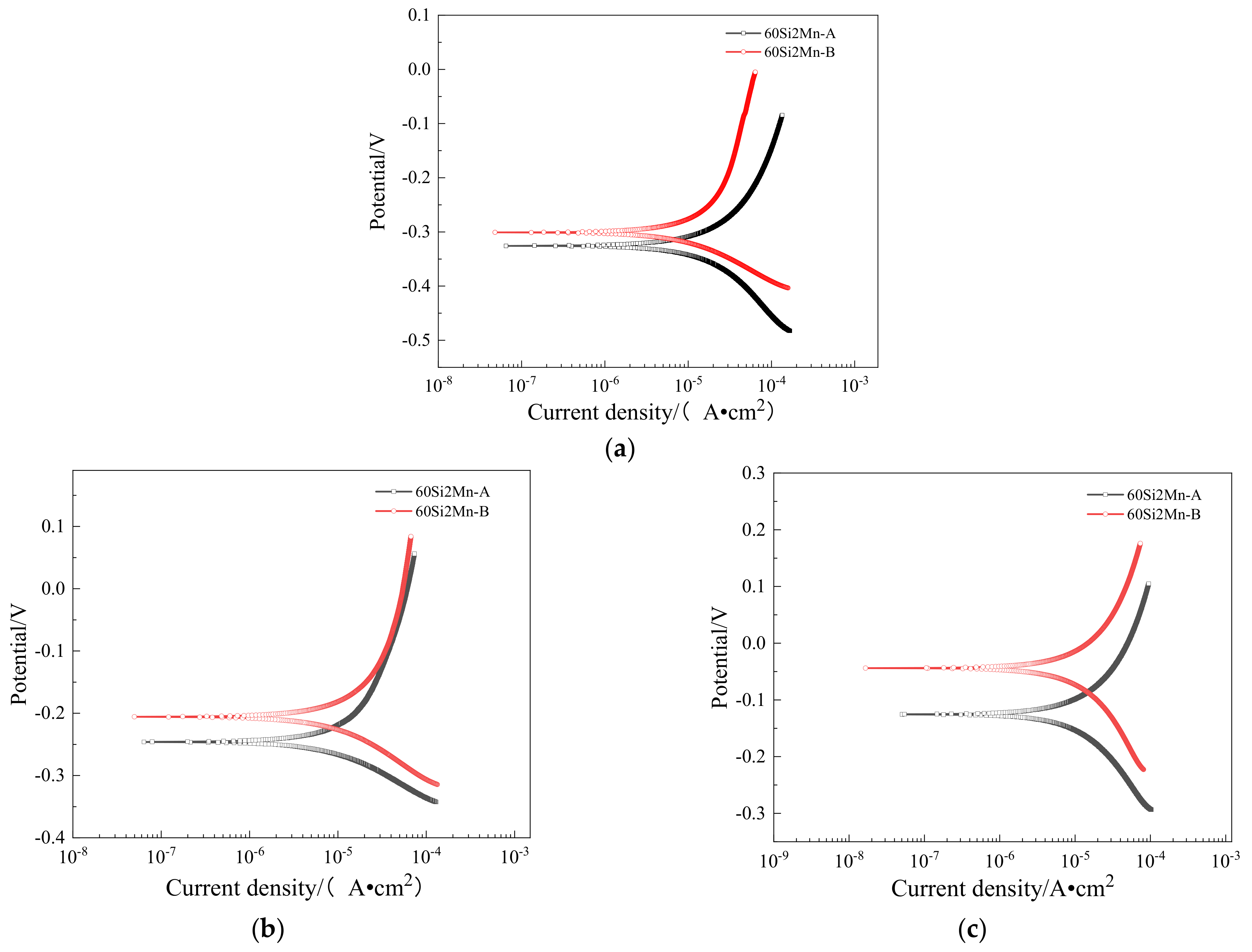
3.5. Polarization Curve of the Sample after Corrosion
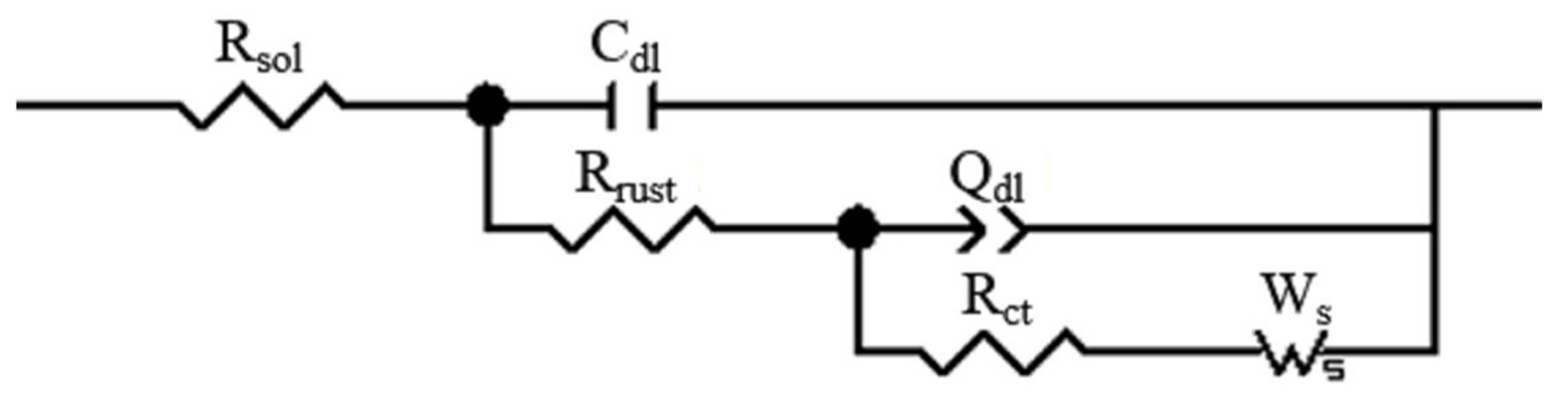
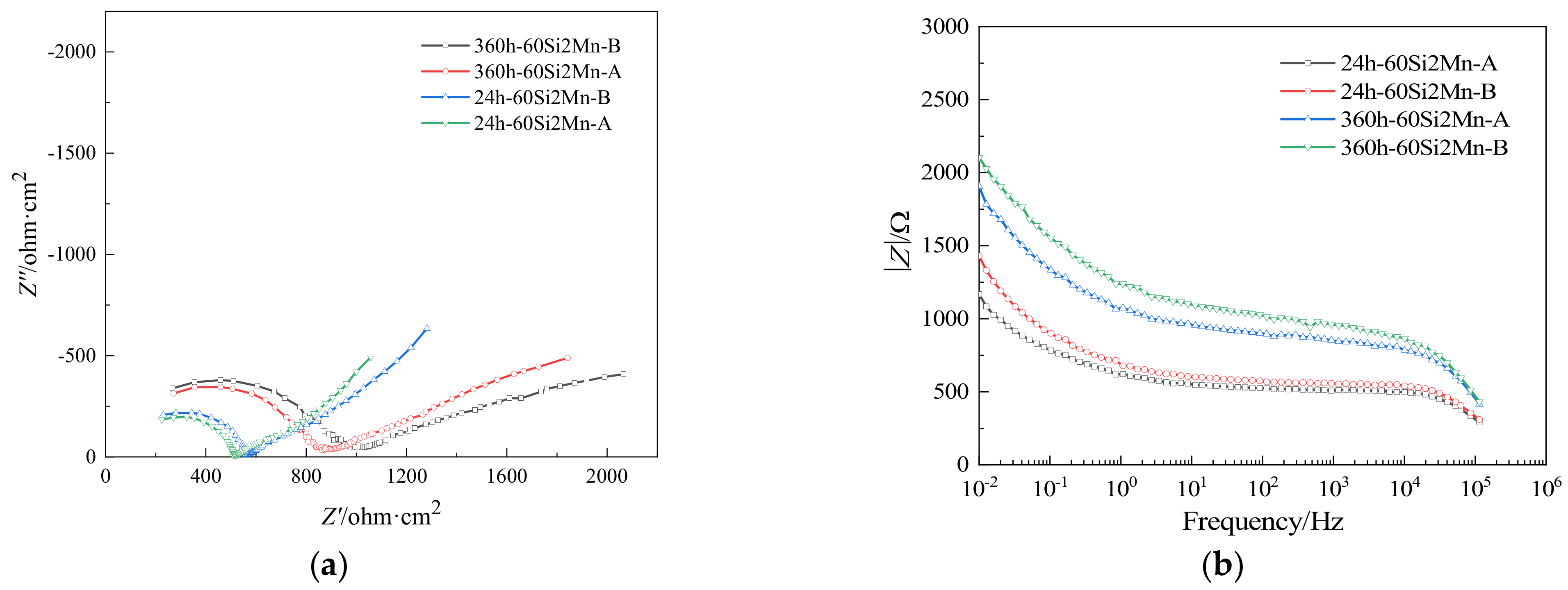
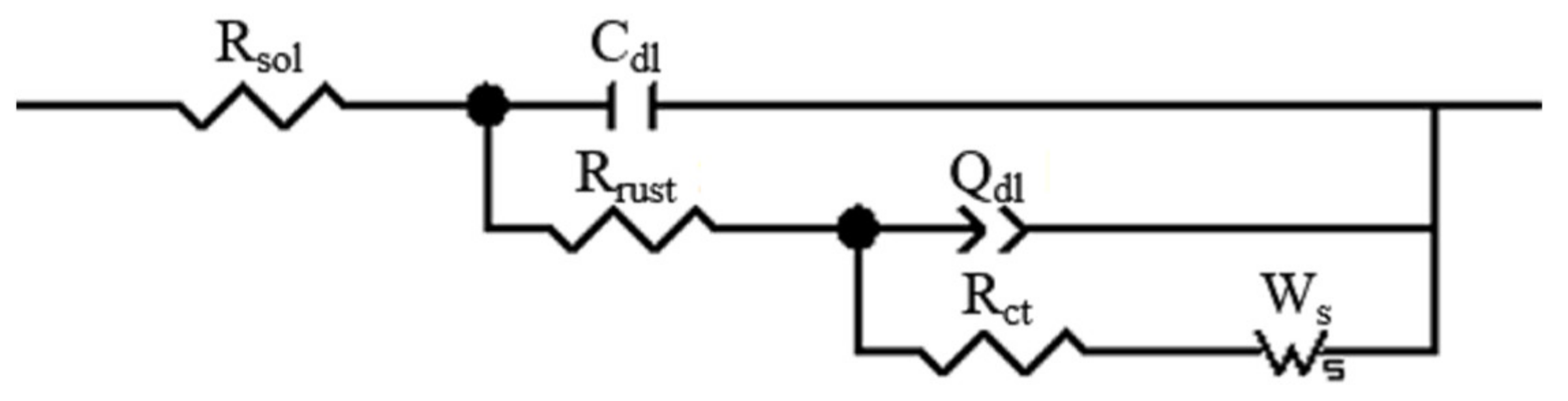
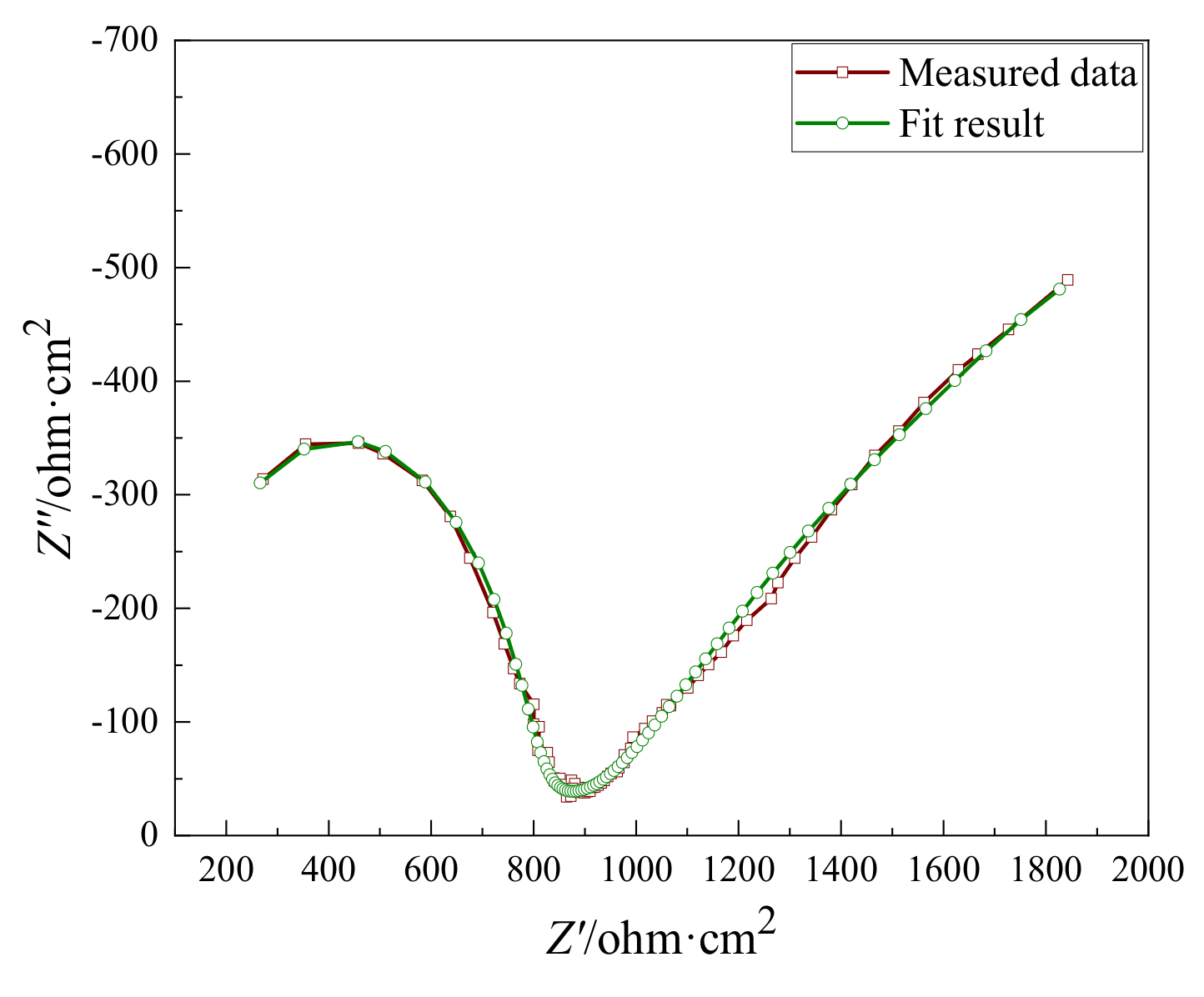
3.6. Ac Impedance Spectroscopy
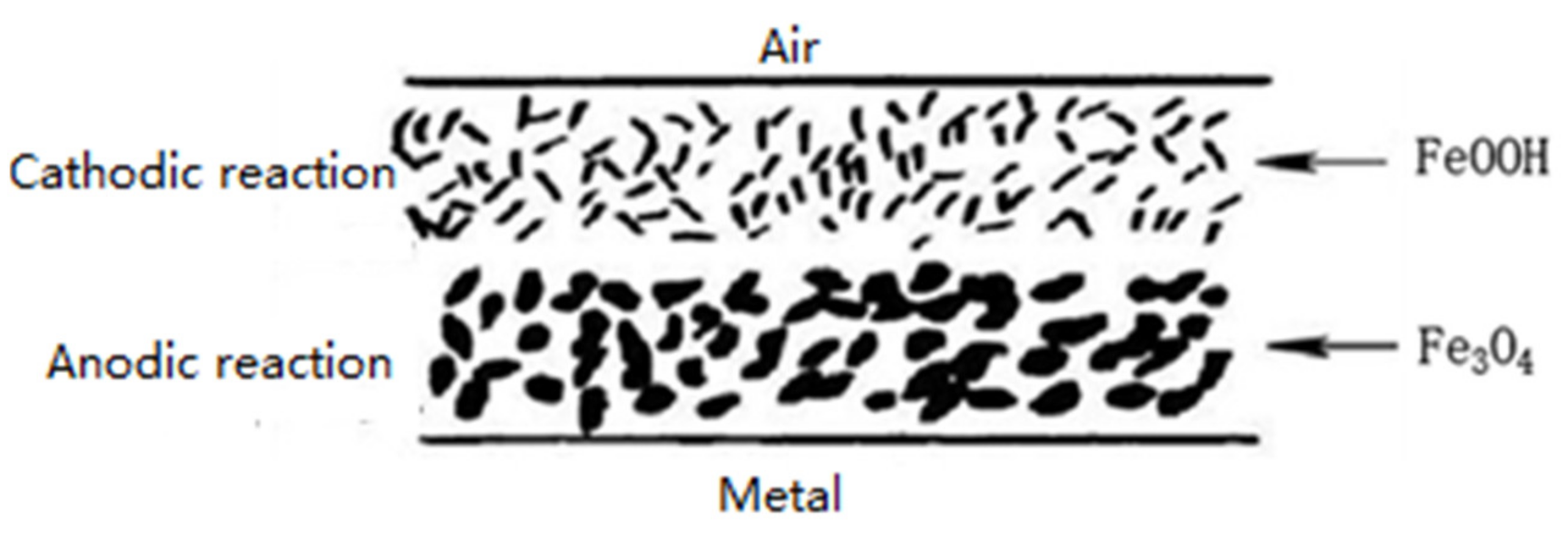
3.7. Corrosion Mechanism
4. Conclusions
- The corrosion weight loss rate of 60Si2Mn-B is lower than that of 60Si2Mn-A in the same corrosion period. The phase of corrosion rust layer is Fe3O4 and γ-FeOOH in the early stage but changes to α-FeOOH and γ-FeOOH in the late stage. The size of corrosion rust layer of 60Si2Mn-B is smaller than that of 60Si2Mn-A. In the early corrosion stage, Cr elements are biased to the corrosion-resistant rust layer of 60Si2Mn-A and 60Si2Mn-B, while in the late corrosion-resistant rust layer of 60Si2Mn-B, Cu, Ni, and Cr are biased to the rust layer close to the matrix. The addition of corrosion-resistant elements does not change the phase type of the rust layer, but it can refine the size of the corrosion rust layer, which plays a crucial role in the formation of dense rust layer in the late corrosion stage.
- With the extension of the corrosion period, the corrosion potential increased and the corrosion current density decreased. In the same corrosion cycle, corrosion resistance of 60Si2Mn-B corrosion potential >60Si2Mn-A, and corrosion resistance of 60Si2Mn-B corrosion current <60Si2Mn-A. The electrochemical corrosion of rust samples is affected by the diffusion of reactants. According to the ac impedance data at the equivalent circuit fitting point, the impedance of rust layer increases with the extension of corrosion time. For the same corrosion period, the impedance of rust layer with corrosion resistance of 60Si2Mn-B is higher. The addition of corrosion-resistant alloy elements increases the impedance of rust layer.
Author Contributions
Funding
Conflicts of Interest
References
- Xie, Y.; Kou, J.; Jiang, M.; Yu, H. Development and technical prospect of China railway. High. Speed Railw. Technol. 2020, 11, 11–16. [Google Scholar]
- Chen, L. Development of seamless line paver set in high-speed railway at home and abroad. Constr. Mech. 2005, 8, 10–13. [Google Scholar]
- Du, S.; Wang, K.; Hu, F. Overview and prospect of axle technology for high speed trains at home and abroad. Mater. China 2019, 38, 641–650. [Google Scholar]
- Zhang, X. Study on Coparison of High-Speed Railway Metal Pieces of Fastener Anti-Corrosion Technology; Southwest Jiaotong University: Chengdu, China, 2017. [Google Scholar]
- Li, T.T.; Bai, Y.H.; Liu, Z.R.; Liu, J.F.; Zhang, G.S.; Li, J.L. Air quality in passenger cars of the ground railway transit system in Beijing, China. Sci. Total Environ. 2006, 367, 89–95. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J. Reasons for fatigue fracture of ω-shaped spring rod for a railway. Mater. Mech. Eng. 2014, 38, 96–98. [Google Scholar] [CrossRef]
- Wang, Y.; Cui, D. Fracture analysis of spring in fatigue test. Phys. Test. Chem. Anal. Part A Phys. Test. 2012, 48, 68–70. [Google Scholar]
- Zhang, Y.; Wu, L.; Wang, Z.; Xu, Z. Corrosion fatigue cracking research of rail fastenings. J. Jianghan Univ. Nat. Sci. Ed. 2014, 42, 57–62. [Google Scholar]
- Yu, Z.-r.; Yuan, Y.; Zhang, Y.-q.; Shi, J. Fatigue properties of elastic bars of fastenting systems installed with high-speed railways. J. China Railw. Soc. 2014, 36, 90–95. [Google Scholar]
- Wang, W.; Wang, Z.; Zhao, L.; Cai, Z.; Zhu, M. Failure analysis of SKl15 spring fasteners for high-speed railway. Heat Treat. Met. 2013, 38, 108–112. [Google Scholar]
- Xu, D.; Yin, Z. High strengthening spring steels and effect of alloying elements. Heat Treat. Met. 2003, 28, 30–36. [Google Scholar]
- Xu, D.; Yin, Z. Effect of heat treatment process on structure and properties of spring steel. Spec. Steel 2003, 24, 1–4. [Google Scholar]
- Xu, Q.; Hui, W.; Long, J.; Liang, M.; Chen, H. Effect of tempering temperature on high-cycle fatigue properties of 60Si2MnA spring steel. Heat Treat. Met. 2012, 37, 8–12. [Google Scholar]
- Yu, B.; Liu, B.; Jing, Q. Effect of hardening temperature on propagation rate of fatigue crack of steel 60Si2Mn and steel GCr15. Spec. Steel 2001, 22, 20–21. [Google Scholar]
- Xu, L.; Chen, L.; Chen, G.; Ma, X. Oxidation decarburization characteristics and fatigue properties of 65Si2MnW spring steel. Heat Treat. Met. 2018, 43, 83–89. [Google Scholar]
- Misawa, T.; Asami, K.; Hashimoto, K.; Shimodaira, S. The mechanism of atmospheric rusting and the protective amorphous rust on low alloy steel. Corros. Sci. 1974, 14, 279–289. [Google Scholar] [CrossRef]
- Das, S.; Talukdar, S.; Solanki, V.; Kumar, A.; Mukhopadhyay, G. Breakage of Spring Steel During Manufacturing: A Metallurgical Investigation. J. Fail. Anal. Prev. 2020, 20, 1462–1469. [Google Scholar] [CrossRef]
- Uchiyama, M.; Kamishohara, K.; Seki, F. Relationship between Slack-Quenched Structure and Mechanical Properties of Spring Steel. Tetsu-to-Hagané Overseas 1962, 2, 9–17. [Google Scholar] [CrossRef]
- Kumar, S.R.; Sreearravind, M.; Sainathan, S.; Venkat, A.; Rahulram, S. Low Cycle Fatigue behavior of heat treated EN-47 Spring Steel. Mater. Today Proc. 2020, 22, 2191–2198. [Google Scholar] [CrossRef]
- Królicka, A.; Radwański, K.; Ambroziak, A.; Zak, A. Analysis of grain growth and morphology of bainite in medium-carbon spring steel. Mater. Sci. Eng. A 2019, 768, 138446. [Google Scholar] [CrossRef]
- Sun, W.; Zhang, W.; Zhang, H.; Hu, X.; Du, H. Study on control of continuous cooling structure of 60Si2Mn spring steel. China Meas. Test 2020, 46, 137–142. [Google Scholar]
- Yang, J.; Li, Y.; Zhang, L.; Wang, X.; Wang, E. A study on the effect of second tempering process on the microstructure and properties of 51CrV4 spring steel. Jiangxi Metall. 2020, 40, 18–21. [Google Scholar]
- Gao, W. Study on heat treatment process of high strength spring steel. Sci. Technol. Vis. 2020, 1, 152–155. [Google Scholar]
- Yang, D. Study on phase change law of 50CrVA spring steel. Mech. Eng. 2019, 3, 101–102. [Google Scholar]
- Ishikawa, T.; Takeuchi, K.; Kandori, K.; Nakayama, T. Transformation of γ-FeOOH to α-FeOOH in acidic solutions containing metal ions. Colloids Surf. A Physicochem. Eng. Asp. 2005, 266, 155–159. [Google Scholar] [CrossRef]
- Qian, Y.; Niu, D.; Xu, J.; Li, M. The influence of chromium content on the electrochemical behavior of weathering steels. Corros. Sci. 2013, 71, 72–77. [Google Scholar] [CrossRef]
- Cui, W.F.; Shao, C.J.; Liu, C.M. Corrosion behavior of new weathering steel in the environment simulating coastal industrial atmosphere. Adv. Mater. Res. 2012, 479, 322–326. [Google Scholar] [CrossRef]
- Yamashita, M.; Miyuki, H.; Matsuda, Y.; Nagano, H.; Misawa, T. The long term growth of the protective rust layer formed on weathering steel by atmospheric corrosion during a quarter of a century. Corros. Sci. 1994, 36, 283–299. [Google Scholar] [CrossRef]
- Jin, K. Research on Detection Method and Application of Metal Corrosion Strong Polarization; Chongqing University: Chongqing, China, 2018. [Google Scholar]
- Evans, U.R. Dry oxidation and wet corrosion. Nature 1951, 168, 853–855. [Google Scholar] [CrossRef]
- Lin, Y.; Yang, D. Corrosion and Corrosion Control Principles; China Petrochemical Press: Beijing, China, 2014; pp. 28–31. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | C | Mn | Si | P | S | Ni | Cr | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 60Si2Mn-A | 0.557 | 0.812 | 1.542 | 0.013 | 0.003 | - | 0.265 | - | Bal. |
| 60Si2Mn-B | 0.56 | 0.77 | 1.67 | 0.016 | 0.004 | 0.2–0.4 | 0.3–0.4 | 0.2–0.4 | Bal. |
| Corrosion Time | 24 h | 72 h | 360 h | |
|---|---|---|---|---|
| Rust layer thickness | 60Si2Mn-A | 26 μm | 63 μm | 290 μm |
| 60Si2Mn-B | 22 μm | 48 μm | 232 μm | |
| Difference in rust thickness | 4 μm | 15 μm | 58 μm | |
| Corrosion Time/h | Steel | Corrosion Current/(A/cm2) | Corrosion Potential/V | Corrosion Rate/(mm/a) |
|---|---|---|---|---|
| 24 h | 60Si2Mn-B | 1.6571 × 10−5 | −0.3391 | 0.19367 |
| 60Si2Mn-A | 1.3934 × 10−5 | −0.30091 | 0.16285 | |
| 72 h | 60Si2Mn-B | 1.0056 × 10−5 | −0.24608 | 0.13839 |
| 60Si2Mn-A | 9.8076 × 10−6 | −0.20574 | 0.11462 | |
| 360 h | 60Si2Mn-B | 7.5821 × 10−6 | −0.12557 | 0.088613 |
| 60Si2Mn-A | 5.3492 × 10−6 | −0.04382 | 0.062518 |
| Element | Value | Error/% |
|---|---|---|
| Rsol | 131 | 8.82 |
| Cdl | 3.925 × 10−9 | 6.77 |
| Rrust | 710.3 | 5.18 |
| Qdl | 0.00115 | 11.55 |
| Rct | 185 | 9.68 |
| Ws | 3.862 × 10−4 | 4.84 |
| Corrosion Time/h | Steel | Rsol/(Ω·cm2) | Rrust/(Ω·cm2) | Rct/(Ω·cm2) |
|---|---|---|---|---|
| 24 h | 60Si2Mn-B | 114.2 | 449.1 | 107.1 |
| 60Si2Mn-A | 117.5 | 399.6 | 92.1 | |
| 360 h | 60Si2Mn-B | 120.9 | 826.7 | 292.1 |
| 60Si2Mn-A | 131.1 | 710.3 | 185.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Zhu, Z.; Chen, H.; Li, S.; Wu, H.; Gao, X.; Du, L.; Song, L. Corrosion Behavior of Corrosion-Resistant Spring Steel Used in High Speed Railway. Appl. Sci. 2021, 11, 8668. https://doi.org/10.3390/app11188668
Li J, Zhu Z, Chen H, Li S, Wu H, Gao X, Du L, Song L. Corrosion Behavior of Corrosion-Resistant Spring Steel Used in High Speed Railway. Applied Sciences. 2021; 11(18):8668. https://doi.org/10.3390/app11188668
Chicago/Turabian StyleLi, Jinbo, Ziying Zhu, Hongwei Chen, Shaojie Li, Hongyan Wu, Xiuhua Gao, Linxiu Du, and Liying Song. 2021. "Corrosion Behavior of Corrosion-Resistant Spring Steel Used in High Speed Railway" Applied Sciences 11, no. 18: 8668. https://doi.org/10.3390/app11188668
APA StyleLi, J., Zhu, Z., Chen, H., Li, S., Wu, H., Gao, X., Du, L., & Song, L. (2021). Corrosion Behavior of Corrosion-Resistant Spring Steel Used in High Speed Railway. Applied Sciences, 11(18), 8668. https://doi.org/10.3390/app11188668