1. Introduction
With the development of technology and the requirements of deep space and deep-sea exploration, it is extremely important for equipment and structural parts to be stable, to serve under severe conditions, such as high stress, strong corrosion, and high temperature. The density of titanium is 4.506–4.516 g/cm
3, which is only about 55% of steel, and the strength of titanium alloy can reach 500–1400 MPa, which meets the requirements of aerospace components [
1,
2,
3]. In addition, titanium alloys have good performance at both high and low temperatures, and can work for long periods of time at 550 °C and −253 °C, accordingly, titanium alloy is called “space metal” [
4,
5]. Its application in aerospace engine turbine blades, piston rings, valves, marine heat exchangers, propellers, and other parts with high material performance requirements, is limited [
6,
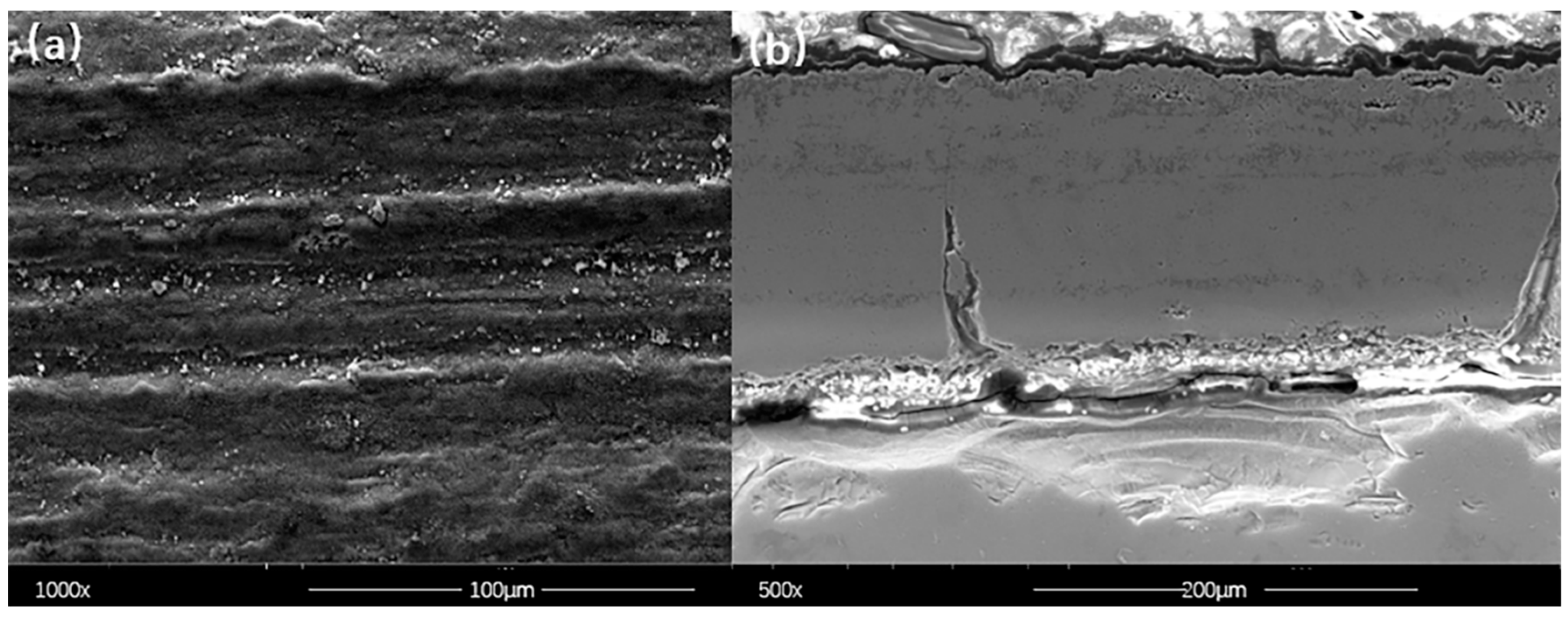
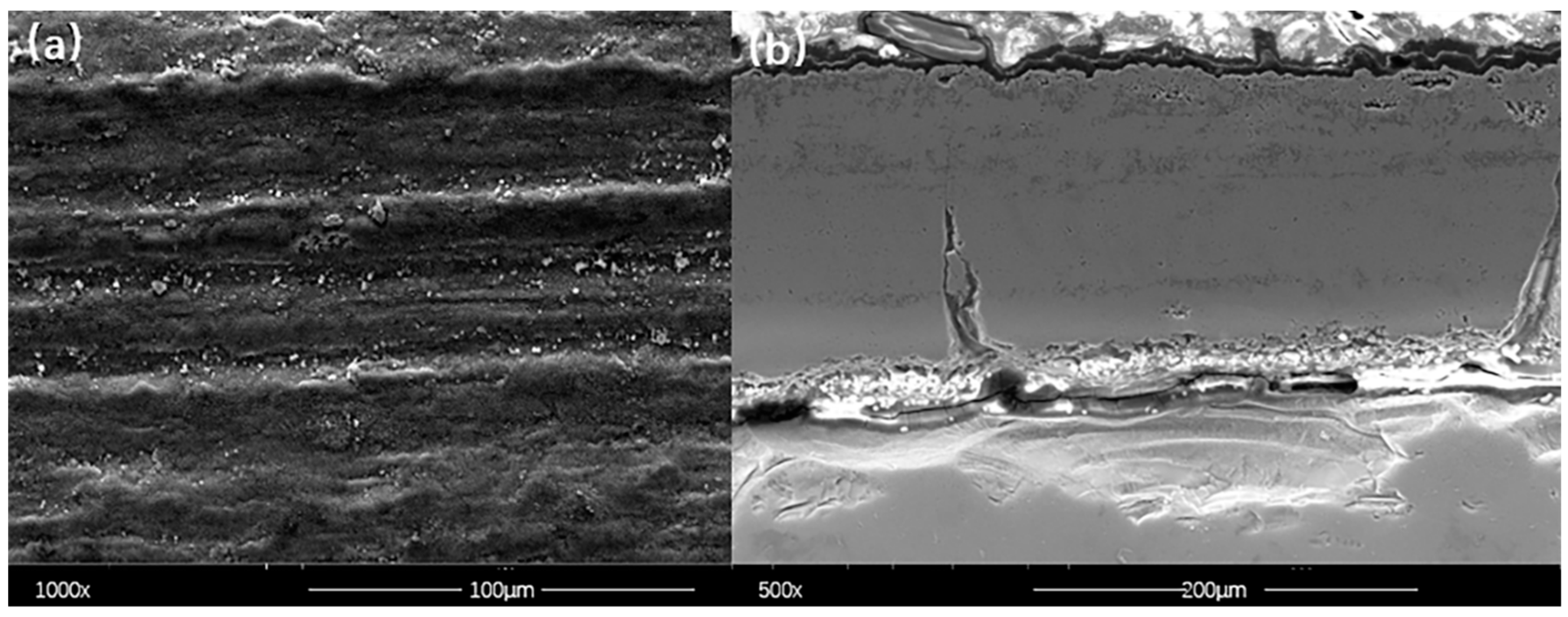
7] due to its large friction coefficient [
5], easy adhesion [
8], poor wear resistance [
9,
10] (
Figure 1a), and serious oxidation under high temperature conditions (
Figure 1b). Therefore, improving the wear resistance of the titanium alloy is of great significance for broadening its application range in parts and components requiring high performance materials.
The surface properties of titanium alloy can be improved by laser surface alloying [
11,
12]. Laser surface alloying is a method of local modification of metal surface. It aims to change the composition, phase, and microstructure of the material surface, and then change the performance of the material surface, to meet the performance requirements of wear resistance, corrosion resistance, and oxidation resistance. Amal M. Nair et al. [
13] synthesized TiCN coating in situ on Tie6Ale4V matrix by laser surface alloying, and the results showed that the dendritic structure of TiCN increased the hardness of the coating, and its corrosion resistance was significantly improved due to the alloying of Ti-6Al-4V matrix and TiCN. TianY S et al. [
14] prepared Ti
6Ni
6Si
7, TiB
2, TiNi, and TiN composite coatings by laser alloying on the surface of pure Ti using tin-B-Si-Ni mixed powder as raw material. The study showed that the hardness, wear resistance, and oxidation resistance of the surface of pure Ti were significantly improved.
Although the hard phase particles of Ti can enhance the surface strength of the matrix, it will also increase the wear on the matrix. Numerous studies have shown that the addition of silicon elements can improve the wear resistance and high temperature oxidation resistance. Fei Weng et al. [
15] studied the microstructure and wear properties of coatings with different silicon contents on the surface of Ti-6Al-4V titanium alloy. The results showed that the microhardness of the coatings was increased to more than three times that of the substrate. Within a certain range, concerning the carbon content of silicon, the higher the wear resistance, the better. YS Tian et al. [
16] used nitrogen and silicon powder laser alloying technology to prepare a composite strengthening coating containing Si
3N
4, Ti
5Si
3, Ti
2N, and other compounds on the surface of titanium alloy Ti-6Al-4V. The addition of Si not only improves the sliding of the coating the wear resistance, but also makes the coating have good oxidation resistance. Aluminum also plays an important role in improving the high temperature performance of titanium alloys. Ti-6Al-4V alloy has poor oxidation resistance due to its low aluminum content. Ti-6Al-4V alloy can only be used for the production of static and rotating parts of the fan low-pressure compressor with the temperature around 315 °C. Hongxi Liu et al. [
17] prepared high temperature anti-oxidation TiN/Ti
3Al intermetallic compound composite coating on the surface of Ti6Al4V titanium alloy by in-situ laser cladding. The results showed that TiN/Ti
3Al intermetallic compound coating could effectively improve the high temperature oxidation resistance and mechanical properties of Ti-6Al-4V titanium alloy. It can be observed that aluminum and silicon elements play an important role in improving the surface properties of titanium alloys.
According to the survey, TiB [
18], TiN [
19], TiC [
20], and Ti
5Si
3 [
21] have high hardness, high strength, and high wear resistance, which are often used as reinforcing phases of composite materials. Moreover, TiB and TiN reinforcements have little influence on the toughness of Ti-6Al-4V alloy, which can effectively improve the wear resistance of metals without destroying their toughness. Ni60A contains 3.0~4.5% element B. under the action of higher laser energy, Ni60A almost completely decomposes. Although the chemical bond between Ti and N is strong, tin is still partially decomposed, resulting in the existence of free Ti element, decomposed B, and added Si element to synthesize new phase TiB and Ti
5Si
3 in situ. The new phase TiB and UN decomposed tin constitute the reinforcement phase of the alloying coating, which improves the wear resistance of the titanium alloy. Therefore, TiB, tin, Al
3Ti, and other composite phases can be obtained at the same time, which can improve the oxidation resistance and wear resistance of Ti-6Al-4V alloy at the same time. Therefore, Ni60A/TiN-Al-Si composite powder was planned to be used in this study.
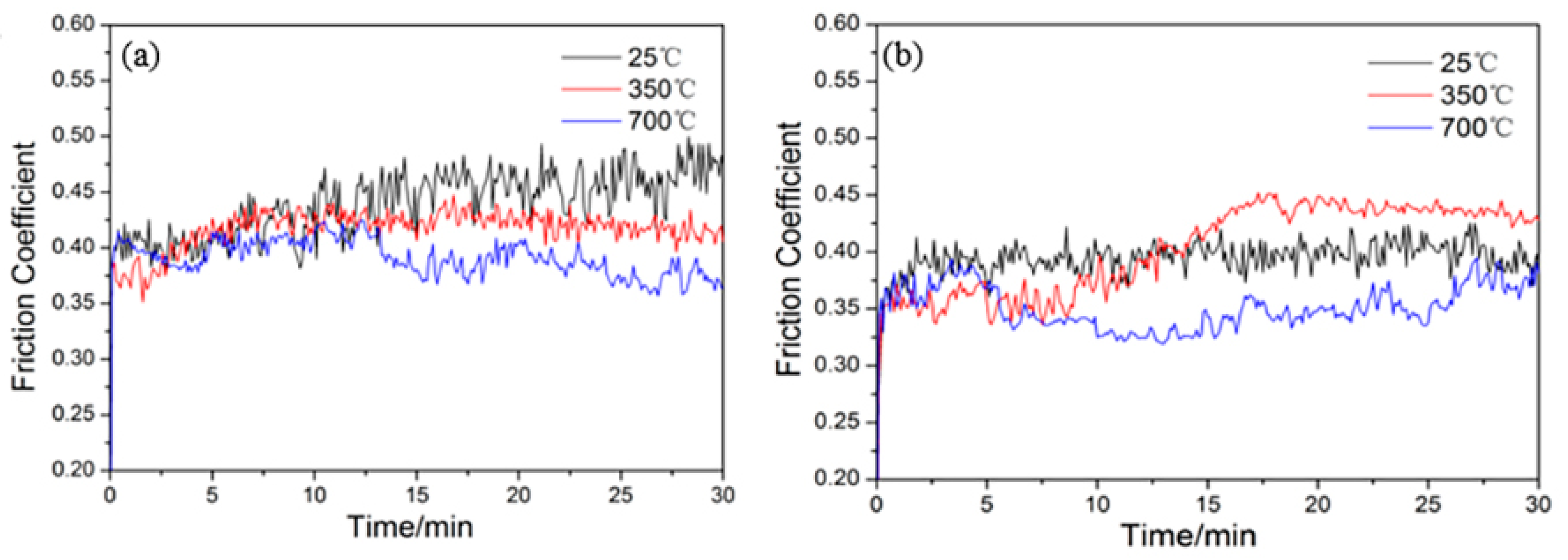
The tribological properties of the composite coating and Ti-6Al-4V under different loads and temperatures were compared, and the mechanism of different wear results was analyzed. This has certain guiding significance for improving the wear resistance and high temperature resistance of the titanium alloy Ti-6Al-4V under harsh conditions, such as high temperature.
2. Experiment
The thickness of Ti-6Al-4V alloy is 5 mm. The sample size is 120 mm × 100 mm × 5 mm. Before laser alloying, the surface of the sample is polished with sandpaper to remove the surface oxide film, and then cleaned with acetone and ethanol, then dried for standby.
The composite powder in the experiment is Ni60A/TiN/Al/Si, the purity of Al and Si powder is 99.5% and 99.9%, correspondingly, the particle size is 200–400 mesh and 325 mesh. Moreover, the chemical composition and particle size of Ni60A/TiN composite powder are shown in
Table 1.
The test adopts the way of prefabricated powder. The preformed powder was uniformly covered on the surface of the material by air compressor. Then, under the action of high-energy laser beam, the prefabricated powder and Ti-6Al-4V alloy were melted and mixed at the same time, and then rapidly solidified, forming a good metallurgical combination. Moreover, 0.5% polyvinyl alcohol solution was used as binder and 20 g polyvinyl alcohol powder was weighed and placed in a beaker containing 380 g distilled water. Then the beaker was heated in a constant temperature water bath heating furnace, and continuously stirred until completely dissolved, forming a colorless and transparent viscous liquid, which was cooled to room temperature for standby.
The 500 W pulsed Yttrium Aluminium Garnet(YAG) laser was used in the experiment. The laser mode is pulse wave, the rated output power is 500 W, the wavelength is 1.06 μm, the focal length ƒ = 80 mm, and the minimum focal spot diameter is 0.8 mm. The parameters used in the experiment are: current I = 200 A, scanning speed v = 5 mm/s, 0 defocus, argon protection.
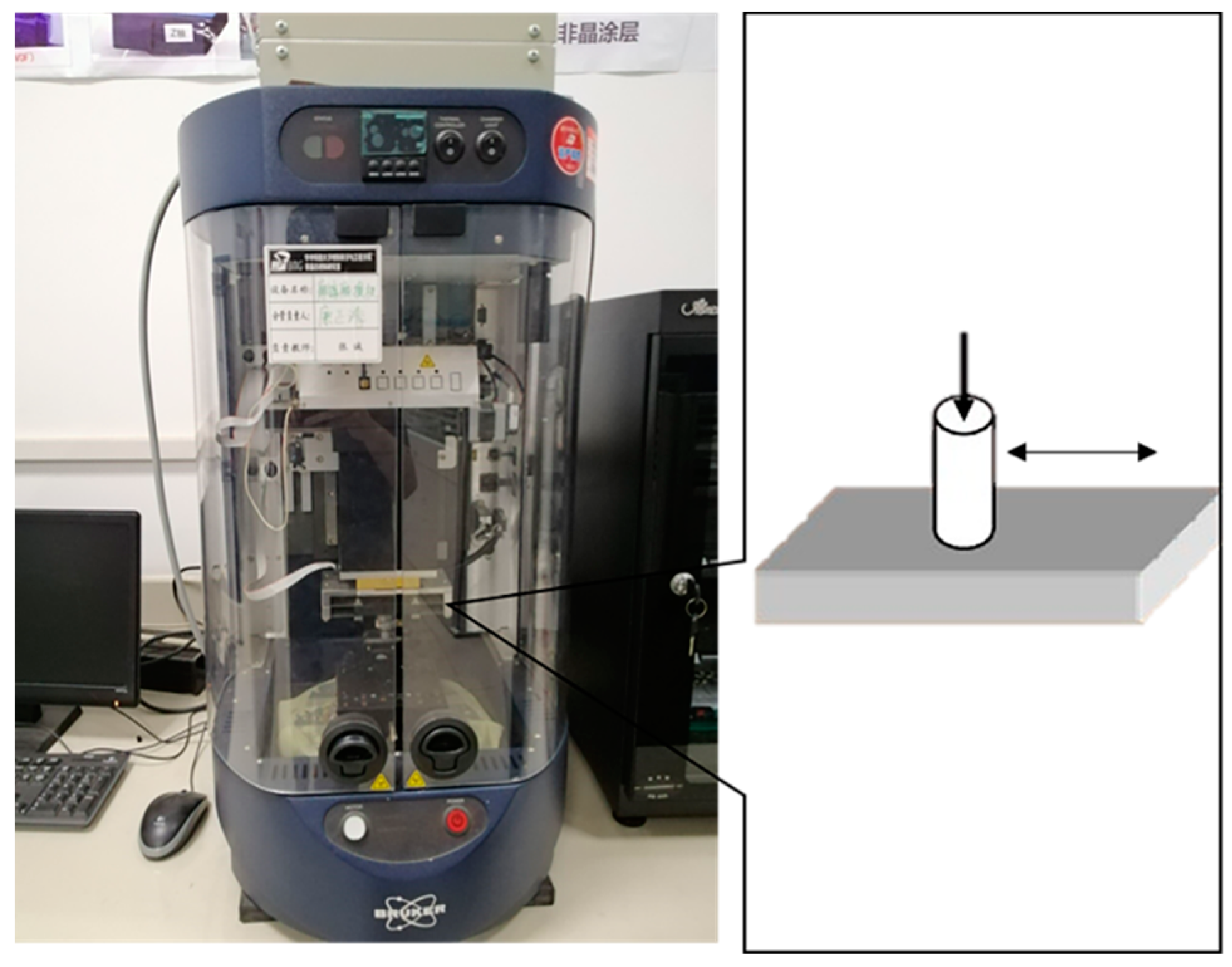
The surface of the laser-alloyed samples was polished and 35.6 mm × 25.4 mm × 9 mm sample pieces were prepared by wire cutting machine. The friction and wear test was carried out by using multi-function friction and wear test equipment, as shown in
Figure 2.
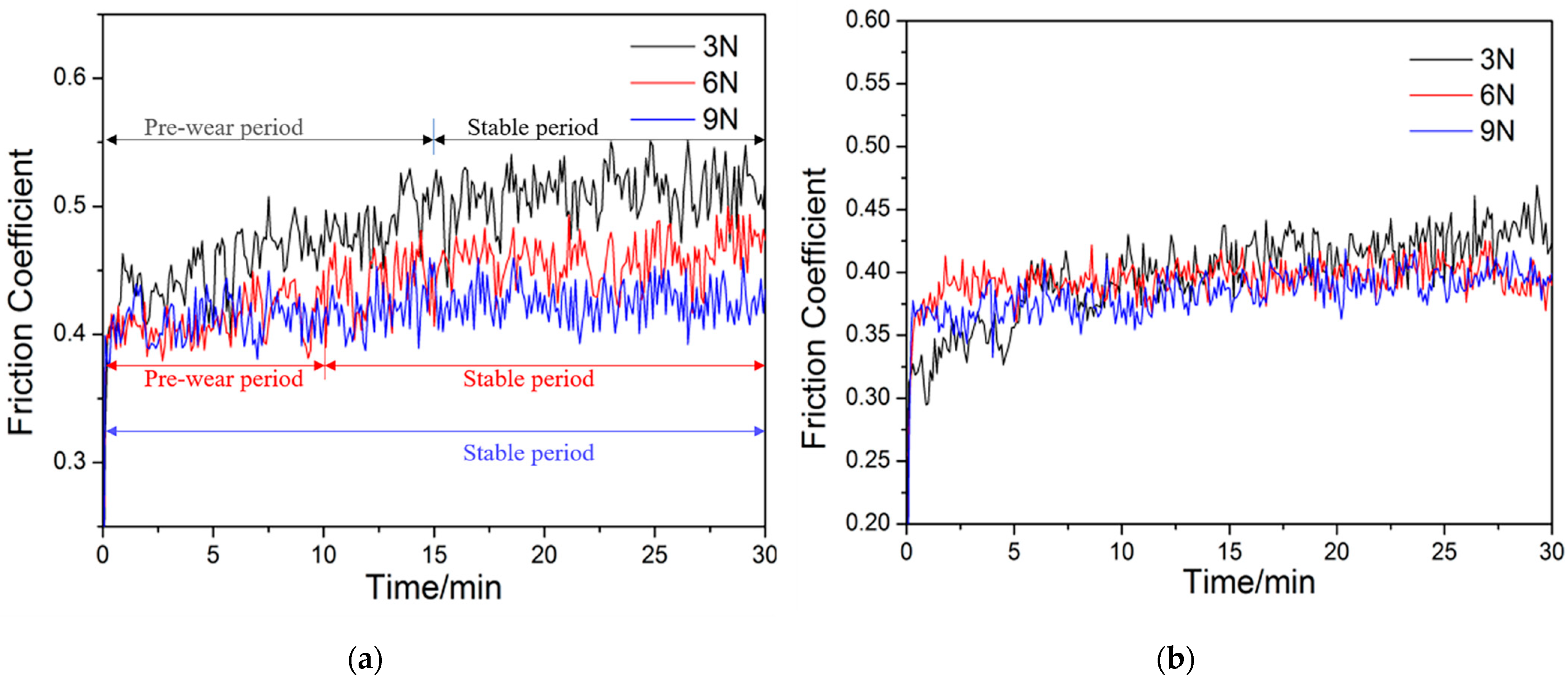
The Si
3N
4 ceramic balls with a 6 mm diameter were used as the grinding materials. The load was set to 3 N, 6 N, and 9 N, respectively, and the reciprocating distance was 10 mm. The friction and wear test lasted for 30 min at the speed of 16 m/min. The mass of the sample was measured before and after the test with a balance of precision of 0.1 mg and the amount of friction loss was calculated. Moreover, the working temperature (25 °C, 350 °C, 700 °C) was changed to detect the effect of temperature on the friction and wear properties of Ti-6Al-4V alloy and coating. It should be noted that 25 °C is the temperature at room temperature, and 350 °C is the normal working temperature of Ti-6AL-4V, which is widely used in aerospace, medical, and other fields [
22]. However, 700 °C is not the normal working temperature of Ti-6Al-4V, which is obviously higher than the maximum service temperature of Ti-6Al-4V alloy, but lower than its β—transformation temperature (about 995 °C). At the same time, the temperature is higher than the eutectic temperature of Al Si alloy (about 577 °C) and the melting point of pure Al (about 660 °C) [
23].
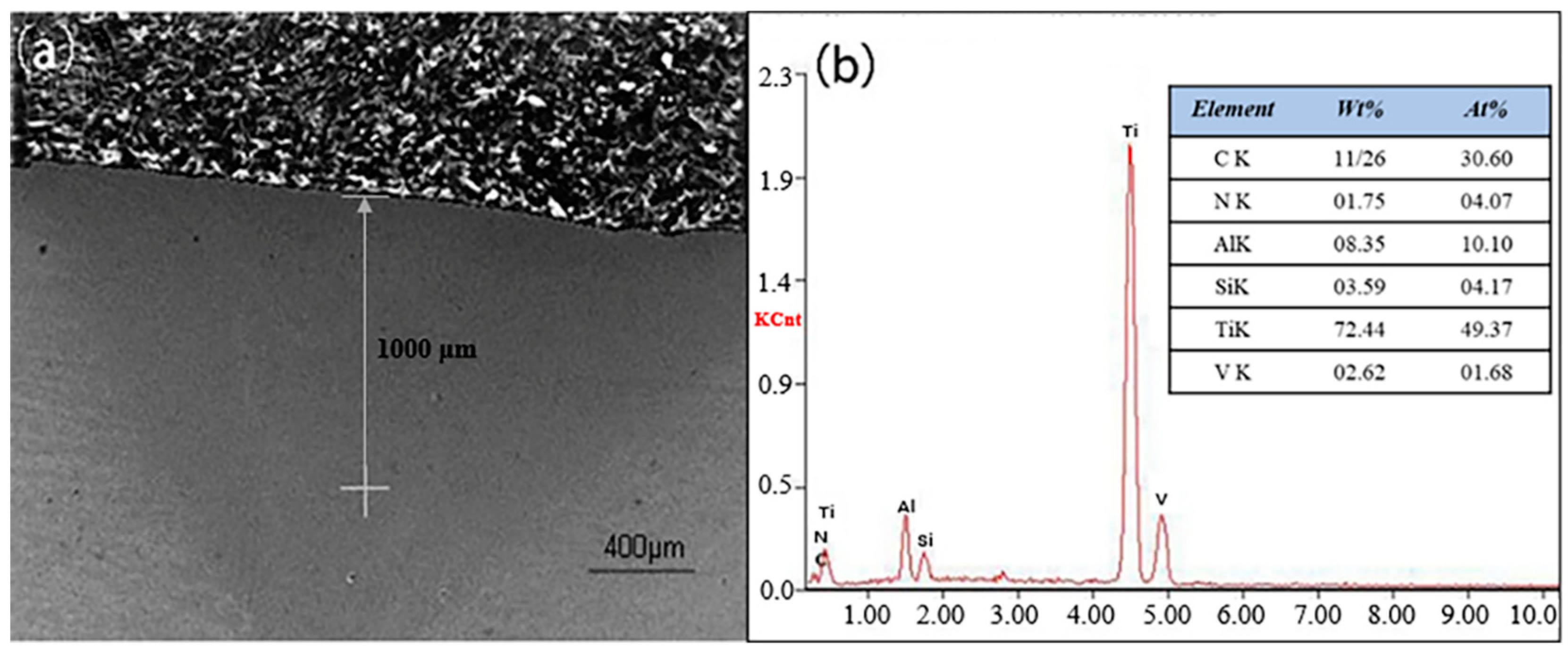
The samples after laser alloying were cut into 10 mm × 5 mm × 5 mm blocks by wire cutting, and then the samples were inlaid along the direction perpendicular to the laser scanning. The samples were then ground and polished. Finally, the samples were corroded with HF:HCl:HNO3:H2O = 1:1.5:2.5:95 corrosive solution. After 40 s of corrosion, the samples were cleaned with absolute ethanol and dried.
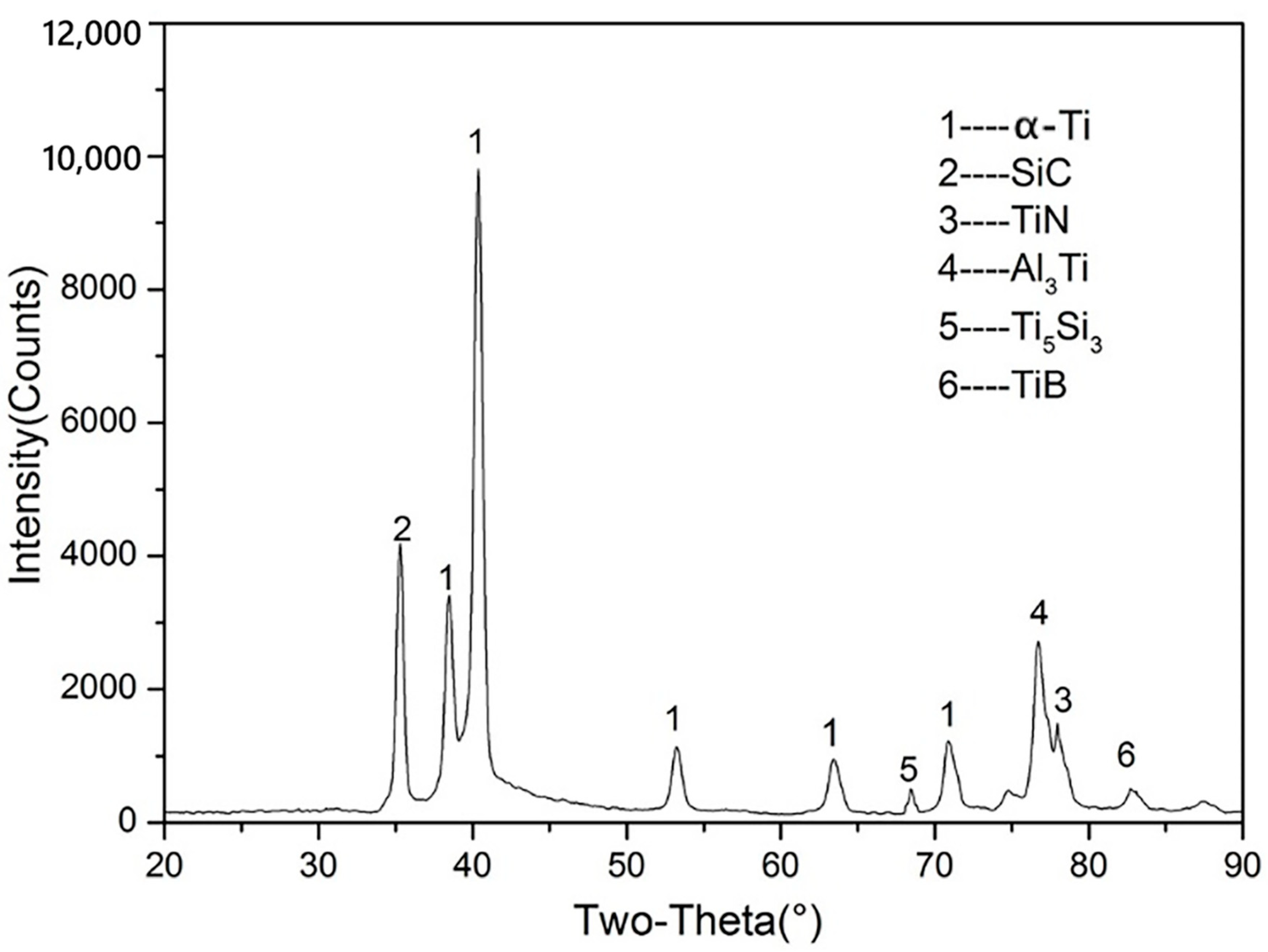
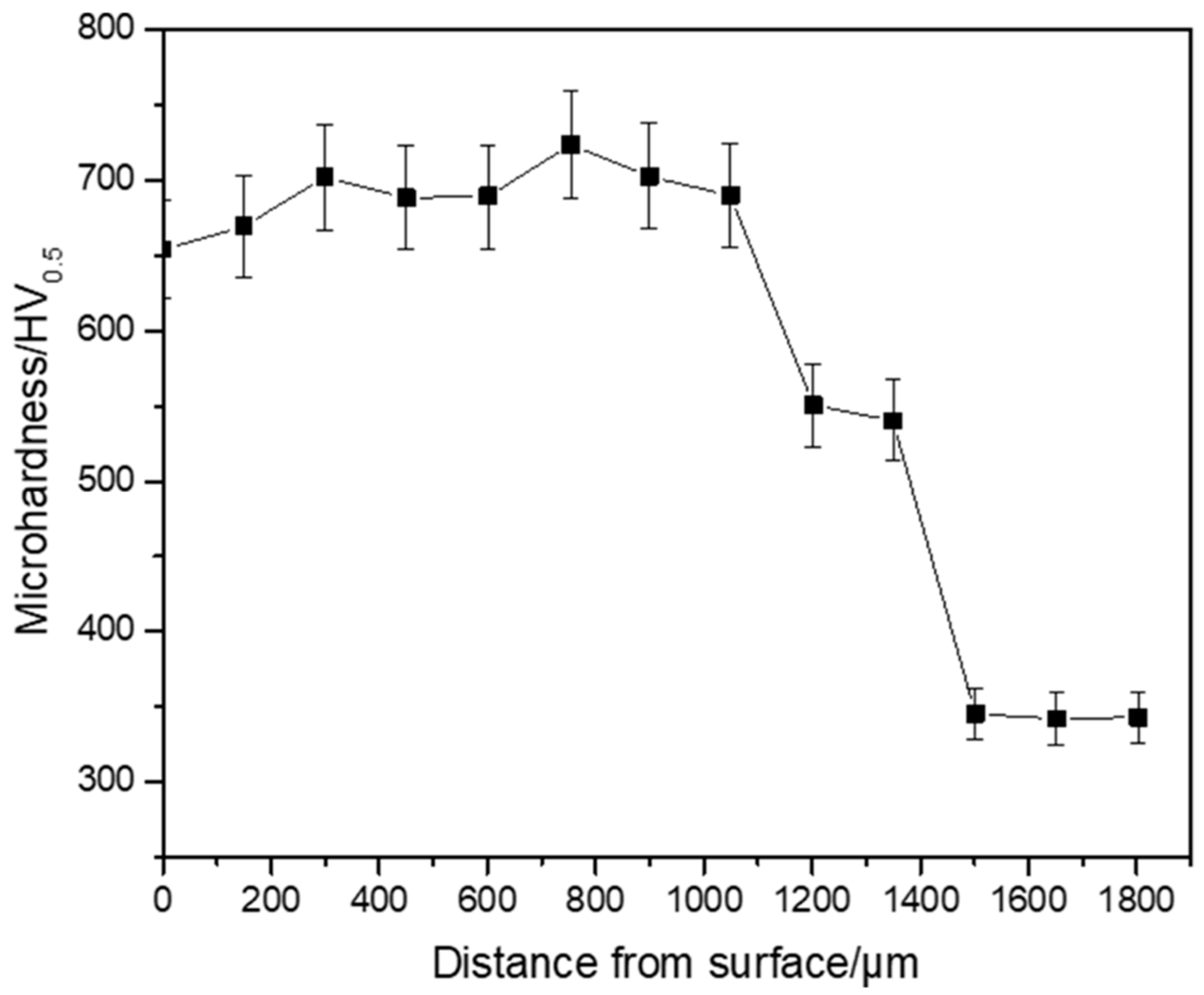
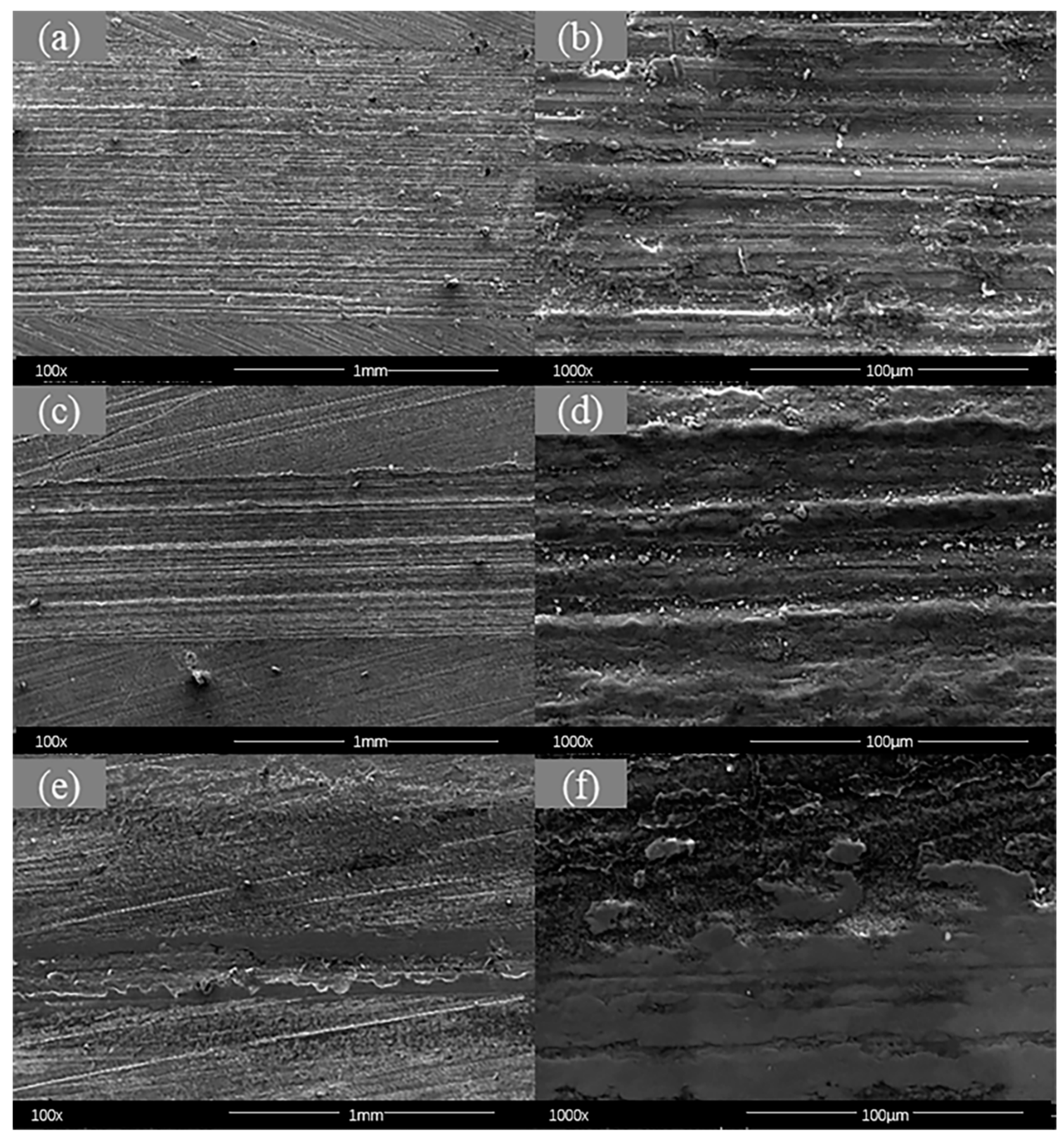
Microstructure and composition analysis the metallographic structure of the sample after corrosion was observed by Quanta400 scanning electron microscope (FEI American), and the composition of different micro areas of laser alloying coating was analyzed by Energy Dispersive Spectrometer (EDS). X-ray diffractometer (D/max-2500) was used to analyze the phase of laser alloying coating, oxide layer and wear surface. HX-1000 microhardness tester was used. The applied load was 1 n and the pressure was maintained for 15 s. The microhardness of the alloyed coating was detected from the top to the bottom along the cross section of the coating. The average value was measured three times on the same horizontal line.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}