Development of an Analyzing and Tuning Methodology for the CNC Parameters Based on Machining Performance



Abstract
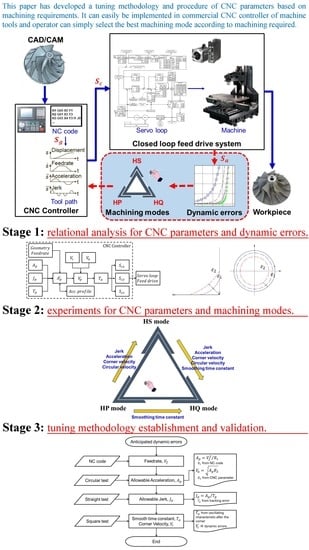
1. Introduction
2. The Definition of the CNC Parameters and Dynamic Errors
2.1. Tool-Path Planning in the CNC Controller
2.2. The Dynamic Errors’ Chain Corresponding to the Trajectory Generation
3. Experiment on the Machining Modes with CNC Parameters
3.1. CNC Parameters’ Tuning Criteria for the Machining Modes
- HS mode: The objective is to set the feed motion of machine tools suitable for the larger dynamic errors. It will finish the tool path with the shortest time for motion. In order to reach the target, the CNC parameters’ values of jerk, acceleration, corner velocity, and arc velocity must be increased. At the same time, the HS mode will cause larger oscillation after the Acc/Dec motion, and it will mark the vibration texture on the surface.
- HP mode: The dynamic errors should be kept to a minimally tight tolerance. The motion path is close to the ideal path of the NC code. In order to reach the goal, the values of jerk, acceleration, corner velocity, and arc velocity must be reduced for HP mode. Therefore, the smaller values of the CNC parameters result in larger cycle time.
- HQ mode: The goal is to obtain a smoother machining surface. This means that we must maintain minimal oscillation during feed motion. In addition to reducing the values of jerk, acceleration, corner velocity, and arc velocity, smoothing time constant must be provided to restrain the mechanical resonance. The magnitude of the dynamic errors is between the HS mode and HP mode. In the HQ mode, the motion hardly oscillates, and, therefore, contributes to the smooth surface quality on the geometric surface of the product.
3.2. Experimental Platform
3.3. Parameters’ Analysis by Straight Path
3.4. Parameters’ Analysis by Square Path
3.5. Parameters’ Analysis by Circular Path
4. Tuning Methodology and Procedure for the CNC Parameters
4.1. Allowable Acceleration
4.2. Allowable Jerk
4.3. Smoothing Time Constant
4.4. Corner Velocity
- The larger jerk and acceleration will increase the corner error as the feedrate increases.
- There are two sets of parameters: One is = 100 and = 2.5 , and the other one is = 50 , = 1.2 . The corner errors are more stable than the other set of parameters for the different feedrates.
- If the is set to 3000 , when the feedrate exceeds 3000 , the corner errors are more stable. This is caused by the current feedrate being lower than the anticipated . The will give priority to the current feedrate for tool-path planning.
5. Experimental Validation
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Erkorkmaz, K. High Speed Contouring Control for Machine Tool Drives. Master’s Thesis, The University of British Columbia, Vancouver, BC, Canada, February 1999. [Google Scholar]
- Erkorkmaz, K.; Altintas, Y. High speed CNC system design. Part I: Jerk limited trajectory generation and quantic spline interpolation. Int. J. Mach. Tools Manuf. 2001, 41, 1323–1345. [Google Scholar] [CrossRef]
- Nam, S.-H.; Yang, M.-Y. A study on a generalized parametric interpolator with real-time jack-limited acceleration. Comput. Aided Des. 2004, 36, 27–36. [Google Scholar] [CrossRef]
- Barre, P.-J.; Bearee, R.; Borne, P.; Dumetz, E. Influence of a Jerk Controlled Movement Law on Vibratory Behaviour of High-Dynamics Systems. J. Intell. Robot. Syst. 2005, 42, 275–293. [Google Scholar] [CrossRef]
- Lin, M.-T.; Tsai, M.-S.; Yau, H.-T. Development of a dynamics-based NURBS interpolator with real-time look-ahead algorithm. Int. J. Mach. Tools Manuf. 2007, 47, 2246–2262. [Google Scholar] [CrossRef]
- Yau, H.-T.; Wang, J.-B. Fast Bazier interpolator with real-time lookahead function for high-accuracy machining. Int. J. Mach. Tools Manuf. 2007, 47, 1518–1529. [Google Scholar] [CrossRef]
- Sencer, B.; Altintas, Y.; Croft, E. Feed optimization for five-axis CNC machine tools with drive constraints. Int. J. Mach. Tools Manuf. 2008, 48, 733–745. [Google Scholar] [CrossRef]
- Tapie, L.; Mawussi, K.B.; Anselmetti, B. Circular tests for HSM machine tools: Bore machining application. Int. J. Mach. Tools Manuf. 2007, 47, 805–819. [Google Scholar] [CrossRef]
- Pateloup, V.; Duc, E.; Ray, P. Corner optimization for pocket machining. Int. J. Mach. Tools Manuf. 2004, 44, 1343–1353. [Google Scholar] [CrossRef]
- Andolfatto, L.; Lavernhe, S.; Mayer, J.R.R. Evaluation of servo, geometric and dynamic error sources on five-axis high-speed machine tool. Int. J. Mach. Tools Manuf. 2011, 51, 787–796. [Google Scholar] [CrossRef]
- Lee, K.; Ibaraki, S.; Matsubara, A.; Kakino, Y.; Suzuki, Y.; Arai, S.; Braasch, J. A Servo Parameter Tuning Method for High-Speed NC Machine Tools based on Contouring Error Measurement. In Laser Metrology and Machine Performance VI; WIT Press: Southampton, UK, 2002. [Google Scholar]
- Parenti, P.; Bianchi, G.; Cau, N.; Albertelli, P.; Monno, M. A Mechatronic Study on a Model-Based Compensation of Inertial Vibration in a High-Speed Machine Tool. J. Mach. Eng. 2011, 11, 91–104. [Google Scholar]
- Bringmann, B.; Maglie, P. A method for direct evaluation of the dynamic 3D path accuracy of NC machine tools. CIRP Ann. 2009, 58, 343–346. [Google Scholar] [CrossRef]
- Li, B.; Luo, B.; Mao, X.; Cai, H.; Peng, F.; Liu, H. A new approach to identifying the dynamic behaviour of CNC machine tools with respect to different worktable feed speeds. Int. J. Mach. Tools Manuf. 2013, 72, 73–84. [Google Scholar] [CrossRef]
- Franco, P.; Estrems, M.; Faura, F. Influence of radial and axial runouts on surface roughness in face milling with round insert cutting tools. Int. J. Mach. Tools Manuf. 2004, 44, 1555–1565. [Google Scholar] [CrossRef]
- Buj-Corral, P.; Vivancos-Calvet, V.; González-Rojas, H. Roughness variation caused by grinding errors of cutting edges in side milling. Mach. Sci. Technol. 2013, 17, 575–592. [Google Scholar] [CrossRef]
- Vivancos-Calvet, S.; Wiackiewicz, M.; Krolczyk, G.M. Study on metrological relations between instant tool displacements and surface roughness during precise ball end milling. Measurement 2018, 129, 686–694. [Google Scholar]
- Mia, M.; Królczyk, G.; Maruda, R.; Wojciechowski, S. Intelligent Optimization of Hard-Turning Parameters Using Evolutionary Algorithms for Smart Manufacturing. Materials 2019, 12, 879. [Google Scholar] [CrossRef]
- Li, K.-Y.; Luo, W.-J.; Yang, M.-H.; Hong, X.-H.; Luo, S.-J.; Chen, C.-H. Effect of Supply Cooling Oil Temperature in Structural Cooling Channels on the Positioning Accuracy of Machine Tools. J. Mech. 2019, 35, 887–900. [Google Scholar] [CrossRef]
- Li, K.-Y.; Luo, W.-J.; Huang, J.-Z.; Chan, Y.-C.; Pratikto; Faridah, D. Operational Temperature Effect on Positioning Accuracy of a Single-Axial Moving Carrier. Appl. Sci. 2017, 7, 420. [Google Scholar] [CrossRef]
- Altintas, Y.; Verl, A.; Brecher, C.; Uriarte, L.; Pritschow, G. Machine tool feed drives. CIRP Ann. 2011, 60, 779–796. [Google Scholar] [CrossRef]
- Altintas, Y. Virtual Machine Tool. CIRP Ann. 2005, 54, 115–138. [Google Scholar] [CrossRef]
- Erkorkmaz, K.; Altintas, Y.; Yeung, C.-H. Virtual computer numerical control system. CIRP Ann. 2006, 55, 399–402. [Google Scholar] [CrossRef]
- Lin, C.-Y.; Lee, C.-H. Remote Servo Tuning System for Multi-Axis CNC Machine Tools Using a Virtual Machine Tool Approach. Appl. Sci. 2017, 7, 776. [Google Scholar] [CrossRef]
- Christian, B.; Fey, M.; Baumler, S. Damping models for machine tool components of linear axes. CIRP Ann. Manuf. Technol. 2013, 62, 399–402. [Google Scholar]
- Zaeh, M.F.; Baudisch, T. Simulation environment for designing the dynamic motion behaviour of the mechatronic system machine tool. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2003, 217, 1031–1035. [Google Scholar] [CrossRef]
- Heidenhain. Technical Manual iTNC530 HSCI; Heidenhain: Traunreut, Germany, 2011. [Google Scholar]
- Siemens. SINUMERIK 840D sl Basic Functions–Function Manual. Siemens AG, Germany. 2013. Available online: https://support.industry.siemens.com/cs/document/109763231/sinumerik-840d-sl-basic-functions?dti=0&lc=en-WW (accessed on 13 April 2020).



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Symbol | Description | Unit |
|---|---|---|---|
| N100 | Maximum jerk for tool-path movement | ||
| N101~203 | Maximum jerk for each axis movement | ||
| N200 | Maximum acceleration for tool-path movement | ||
| N201~203 | Maximum acceleration for each axis movement | ||
| N300 | Time constant of Acc/Dec for tool-path movement | ||
| N301~303 | Time constant of Acc/Dec for each axis movement | ||
| N400 | Smoothing time constant for tool-path movement | ||
| N500 | Maximum corner velocity for tool-path movement | ||
| N600 | Maximum arc velocity for tool-path movement |
| No. | Sym. | Description | Unit | HS | HP | HQ |
|---|---|---|---|---|---|---|
| N100 | Maximum jerk for tool-path movement | m/s3 | 114.88 | 18.29 | 42.44 | |
| N200 | Maximum acceleration for tool-path movement | m/s2 | 3.02 | 0.48 | 1.12 | |
| N300 | Time constant of Acc/Dec for tool-path movement | ms | 26 | 26 | 26 | |
| N400 | Smoothing time constant for tool-path movement | ms | 1 | 1 | 26 | |
| N500 | Maximum corner velocity for tool-path movement | mm/min | 1470 | 250 | 550 | |
| N600 | Maximum arc velocity for tool-path movement | mm/min | 7373 | 2939 | 4490 |
| Description | Unit | HS | HP | HQ |
|---|---|---|---|---|
| Cycle time | sec | 1.935 | 2.655 | 2.064 |
| Dynamic errors | mm | 0.053 | 0.018 | 0.026 |
| Tracking error | mm | 0.007 | 0.003 | 0.001 |
| Description | HS | HP | HQ |
|---|---|---|---|
| Cycle time | 0% | 37% | 6% |
| Dynamic errors | 66% | 0% | 16% |
| Tracking error | 85% | 28% | 0% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, B.-F.; Chen, J.-S. Development of an Analyzing and Tuning Methodology for the CNC Parameters Based on Machining Performance. Appl. Sci. 2020, 10, 2702. https://doi.org/10.3390/app10082702
Yu B-F, Chen J-S. Development of an Analyzing and Tuning Methodology for the CNC Parameters Based on Machining Performance. Applied Sciences. 2020; 10(8):2702. https://doi.org/10.3390/app10082702
Chicago/Turabian StyleYu, Ben-Fong, and Jenq-Shyong Chen. 2020. "Development of an Analyzing and Tuning Methodology for the CNC Parameters Based on Machining Performance" Applied Sciences 10, no. 8: 2702. https://doi.org/10.3390/app10082702
APA StyleYu, B.-F., & Chen, J.-S. (2020). Development of an Analyzing and Tuning Methodology for the CNC Parameters Based on Machining Performance. Applied Sciences, 10(8), 2702. https://doi.org/10.3390/app10082702