Design Optimization for the Thin-Walled Joint Thread of a Coring Tool Used for Deep Boreholes



Abstract
:1. Introduction
2. Design of the Core Barrel
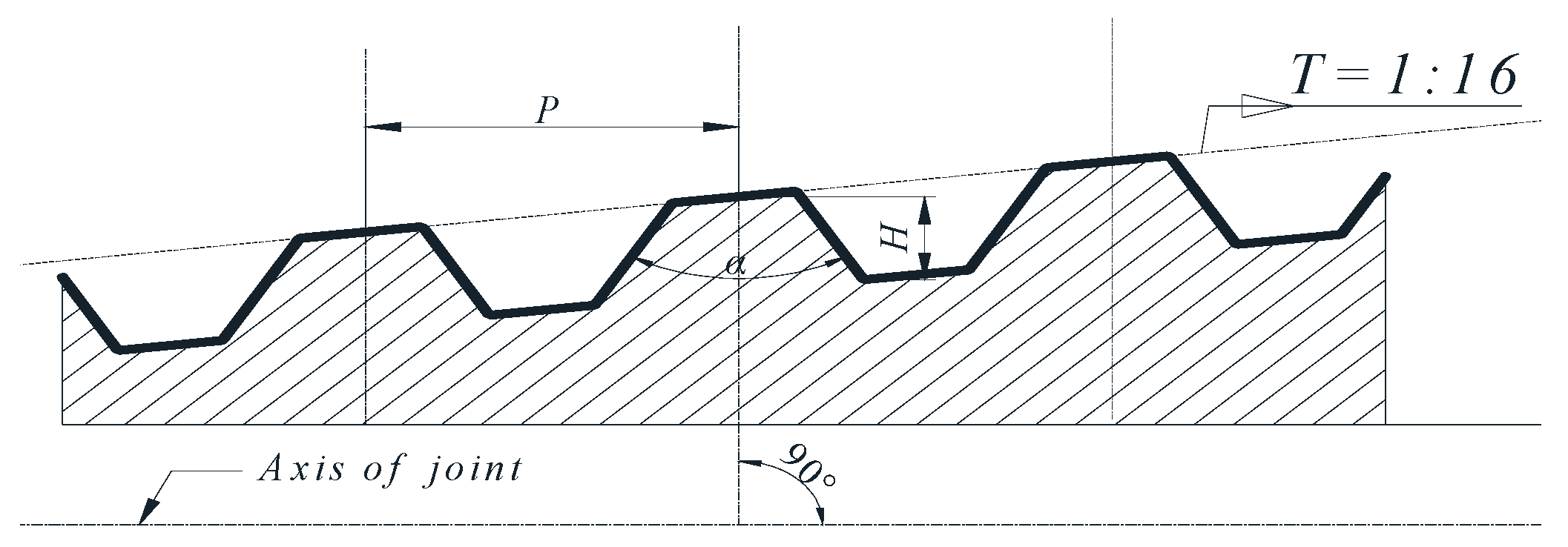
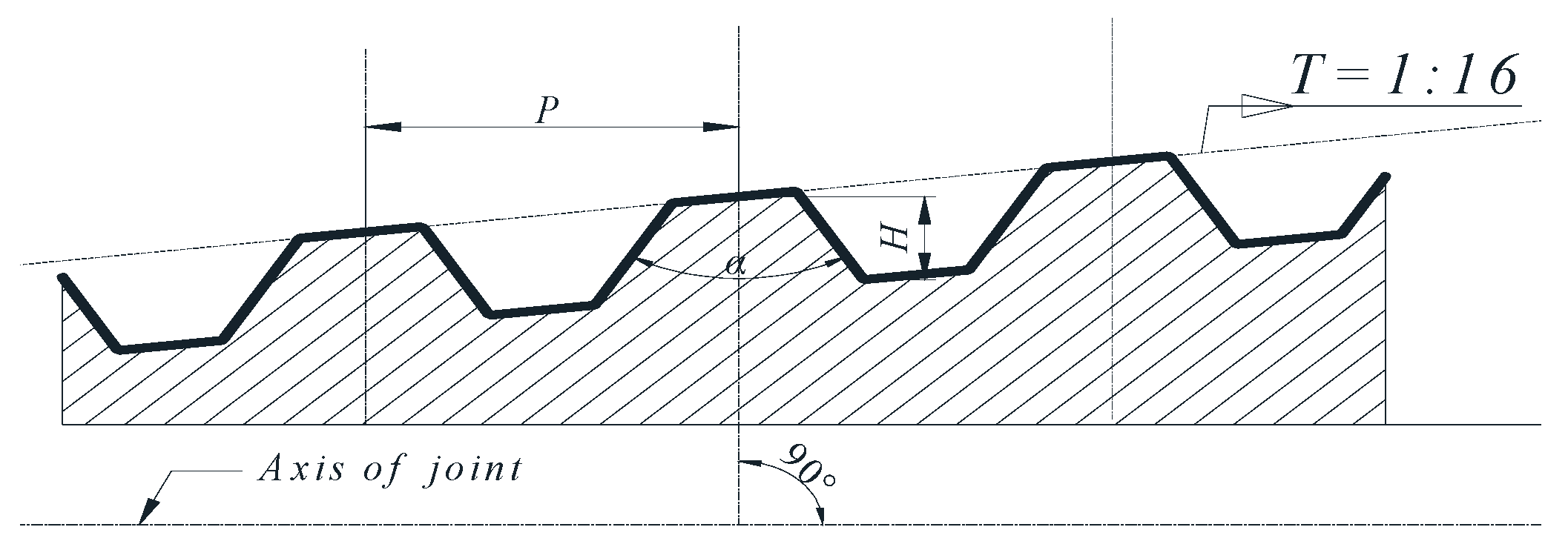
2.1. Structure Parameters of the Thread
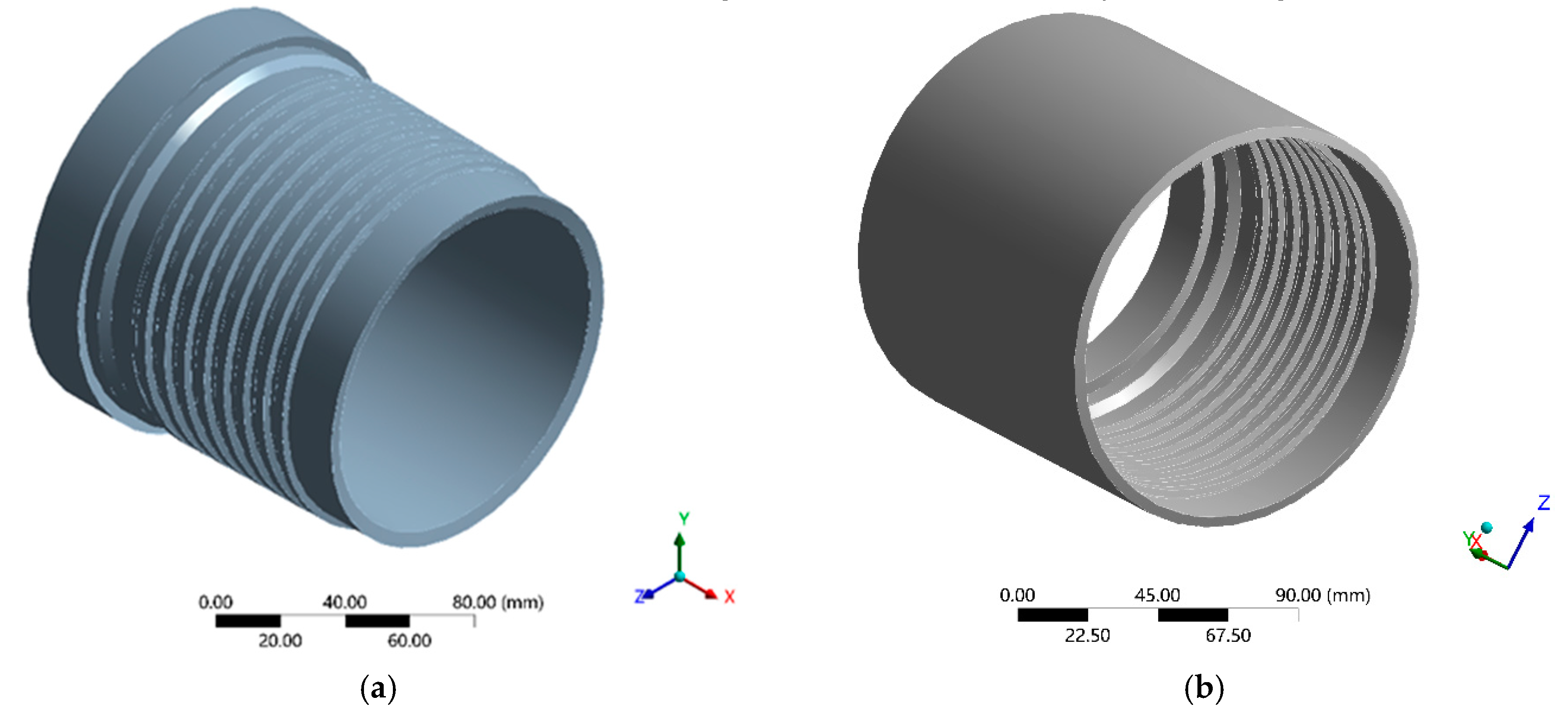
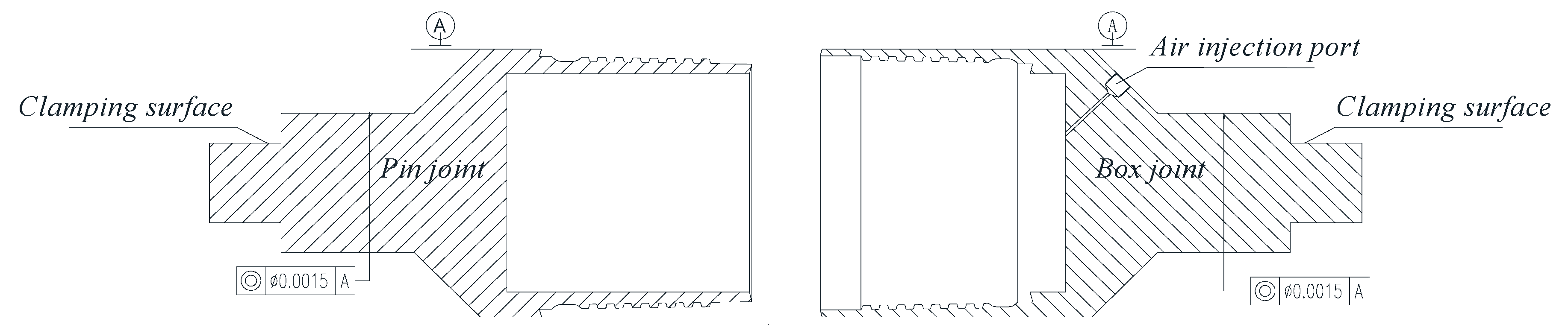
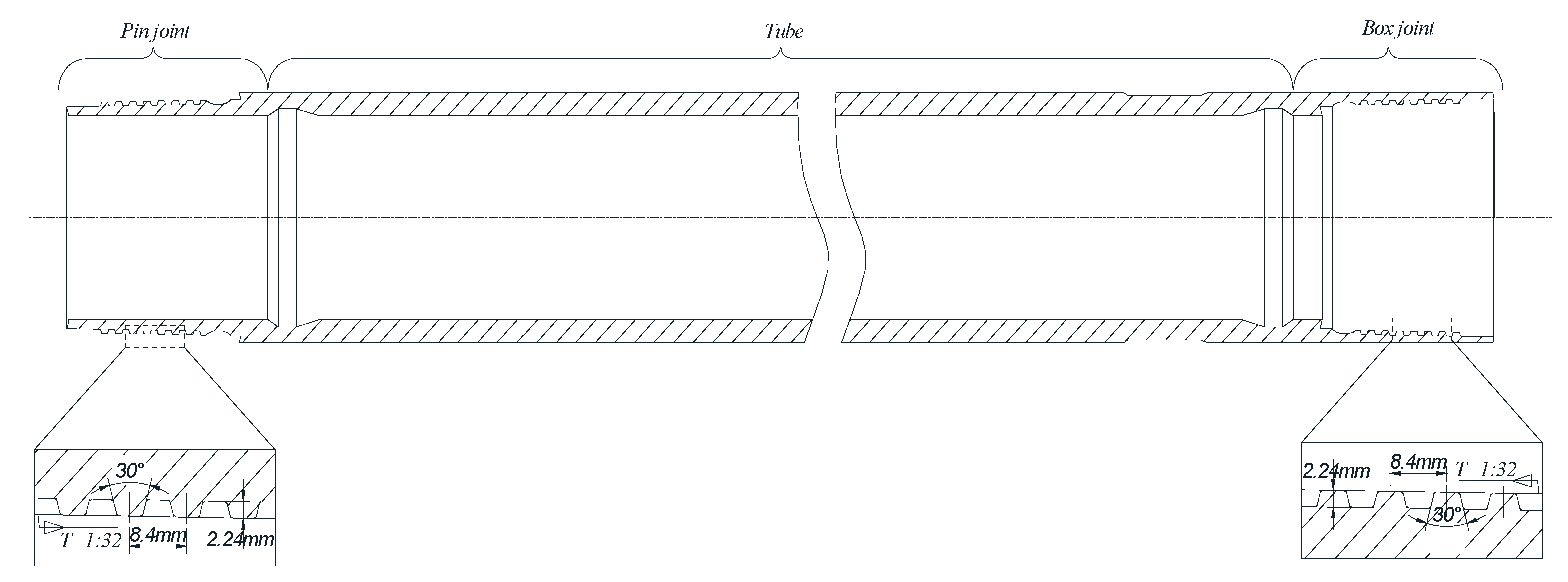
2.2. Design of the Joint
3. Simulation and Optimization of the Joint
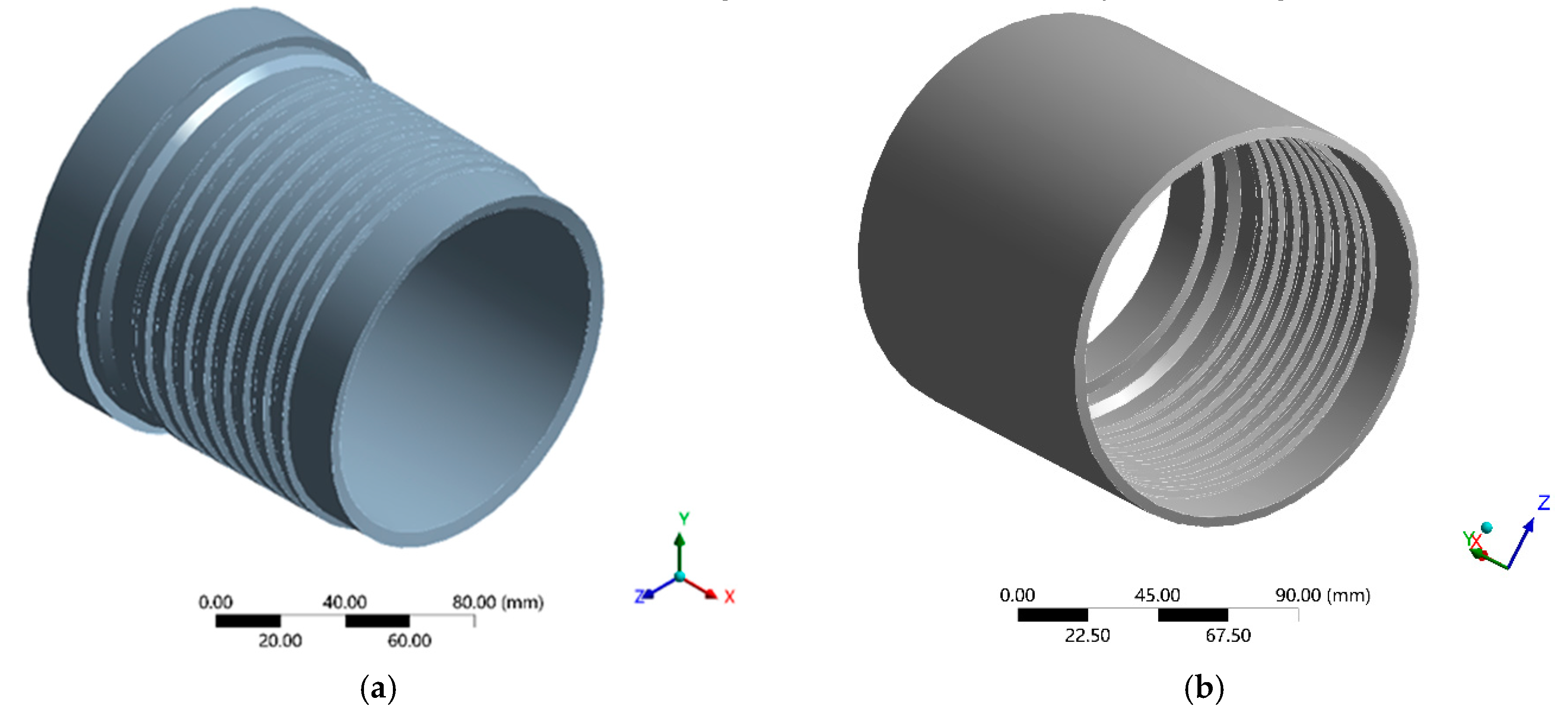
3.1. Finite Element Modelling
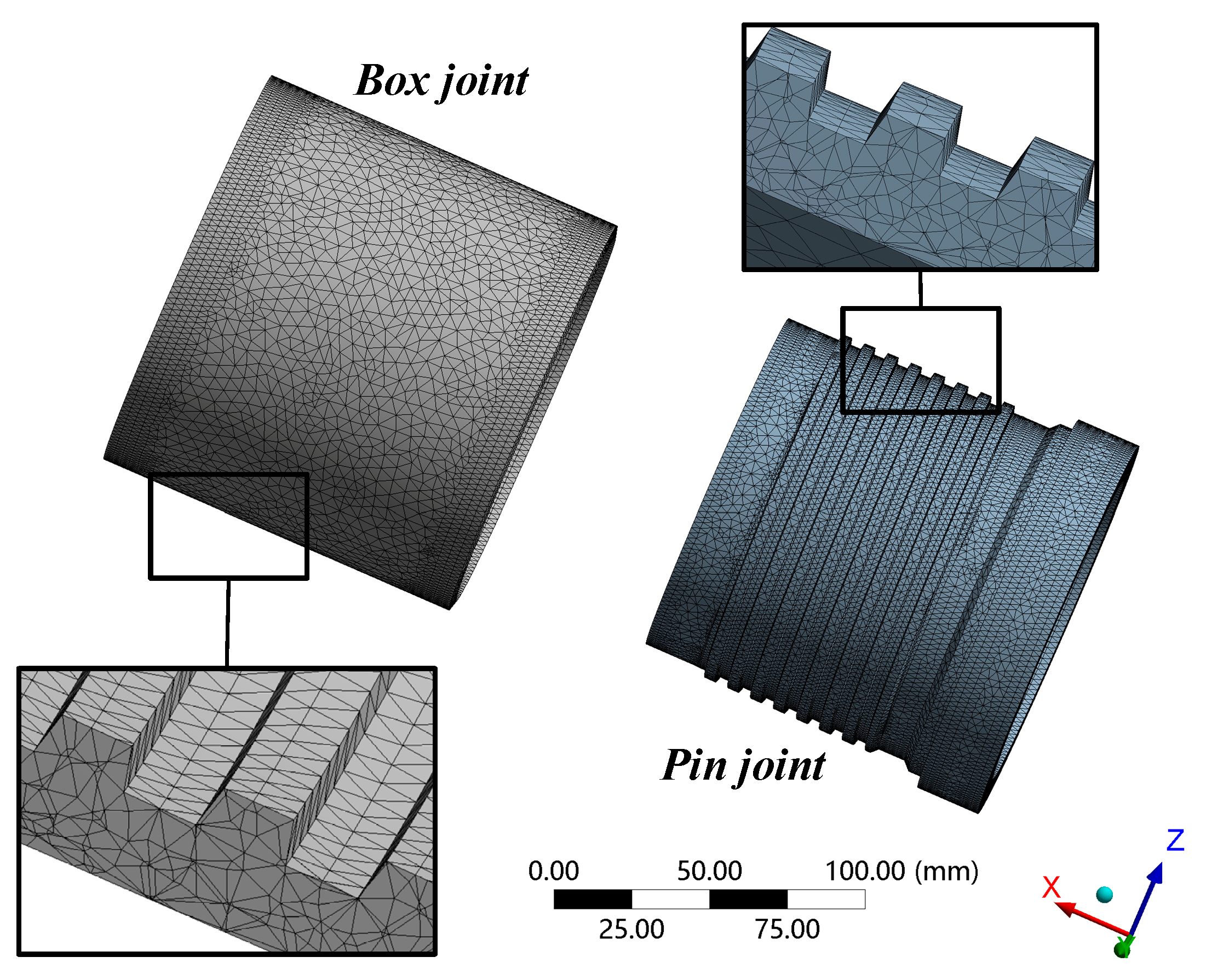
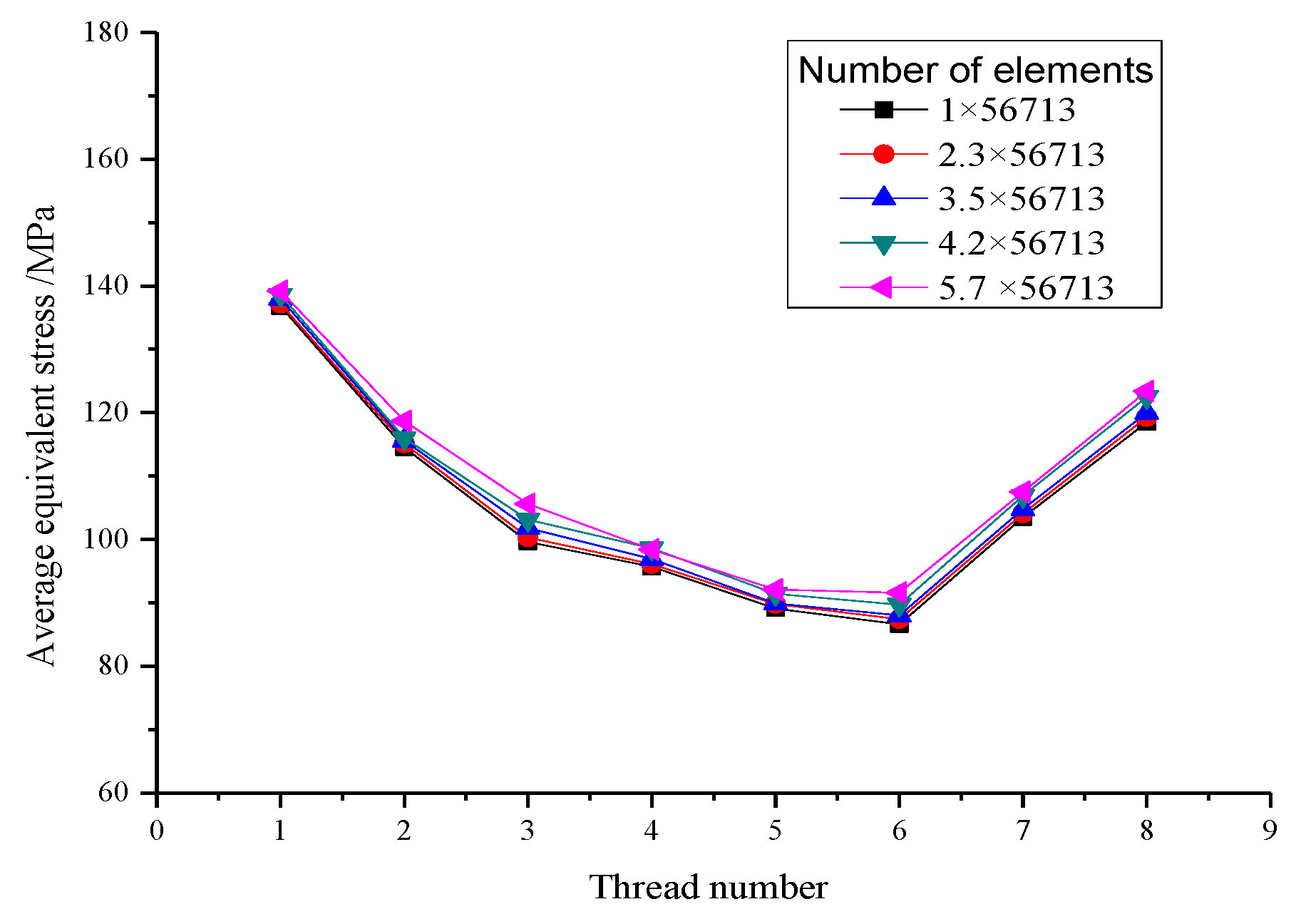
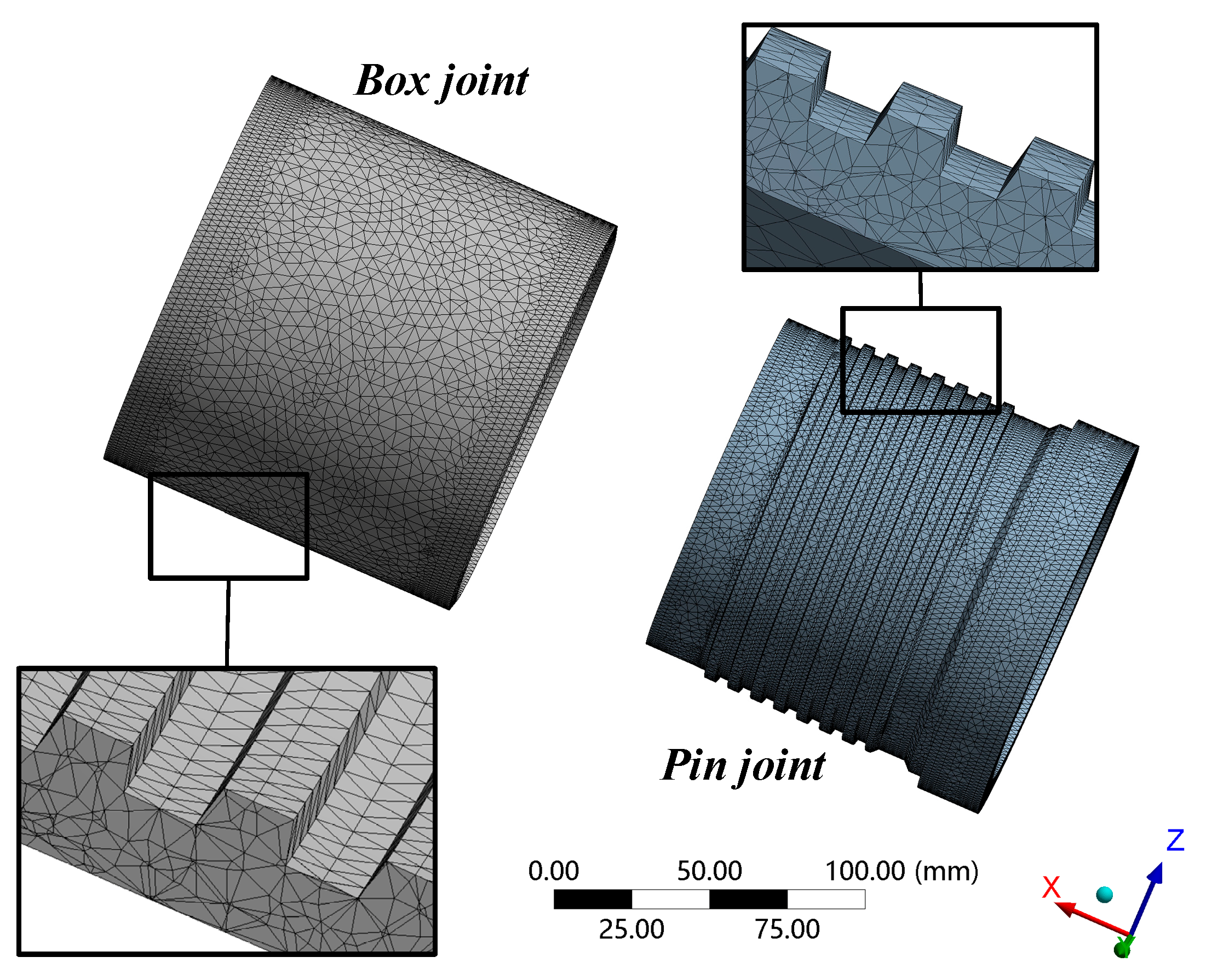
3.2. Element Selection and Meshing
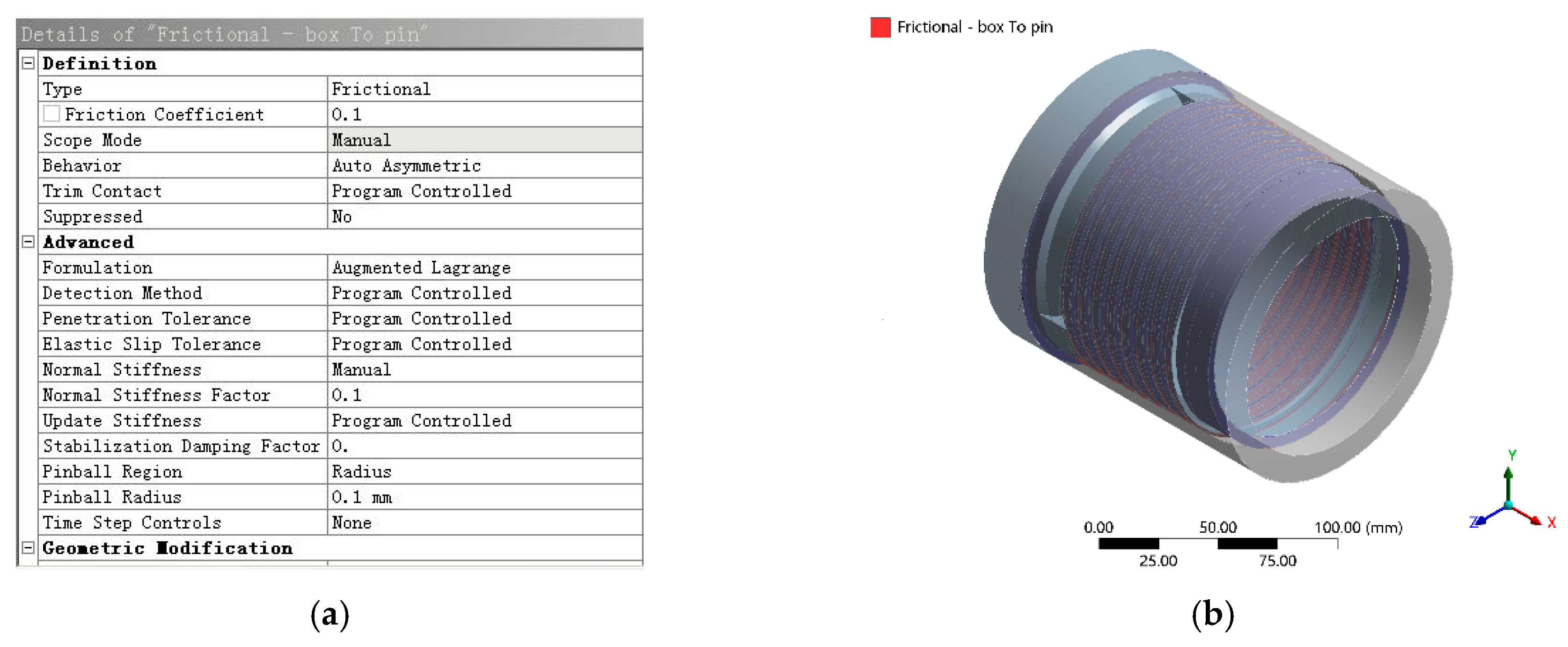
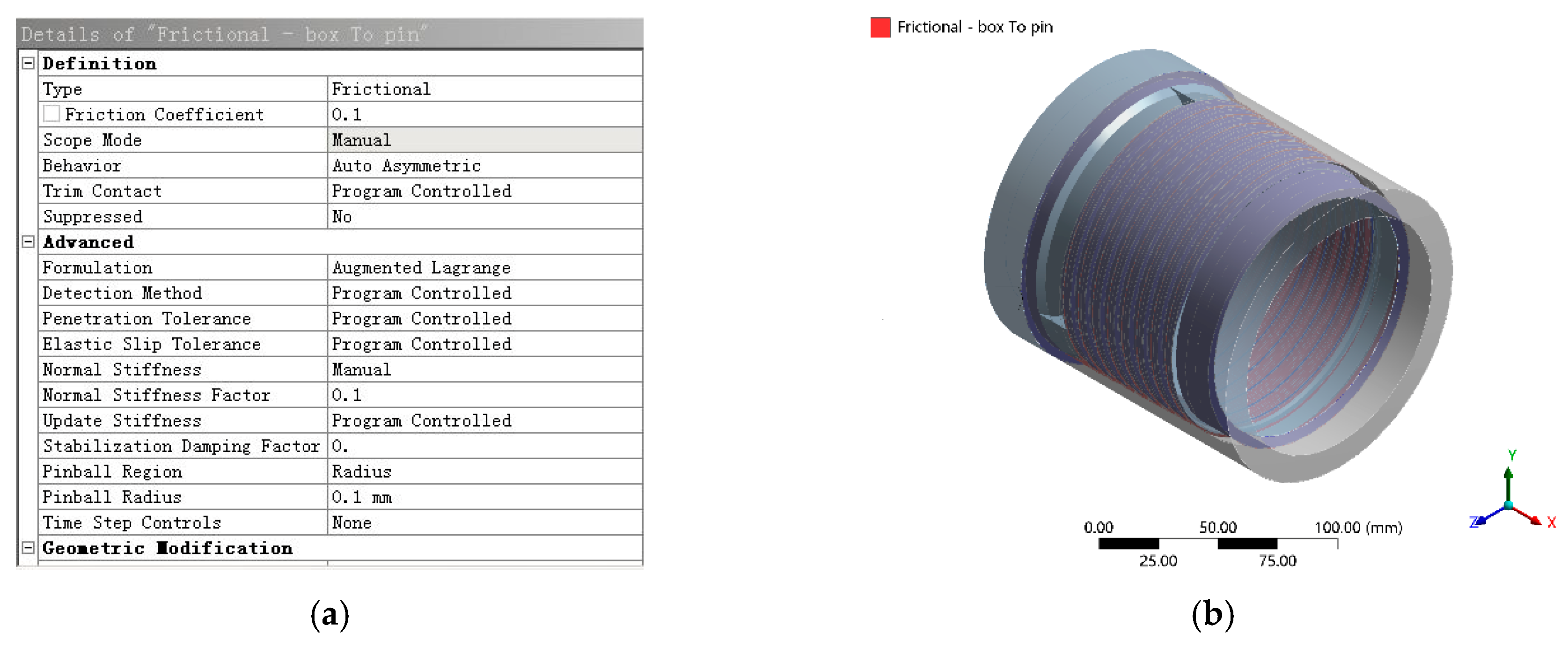
3.3. Contact and Loading Conditions
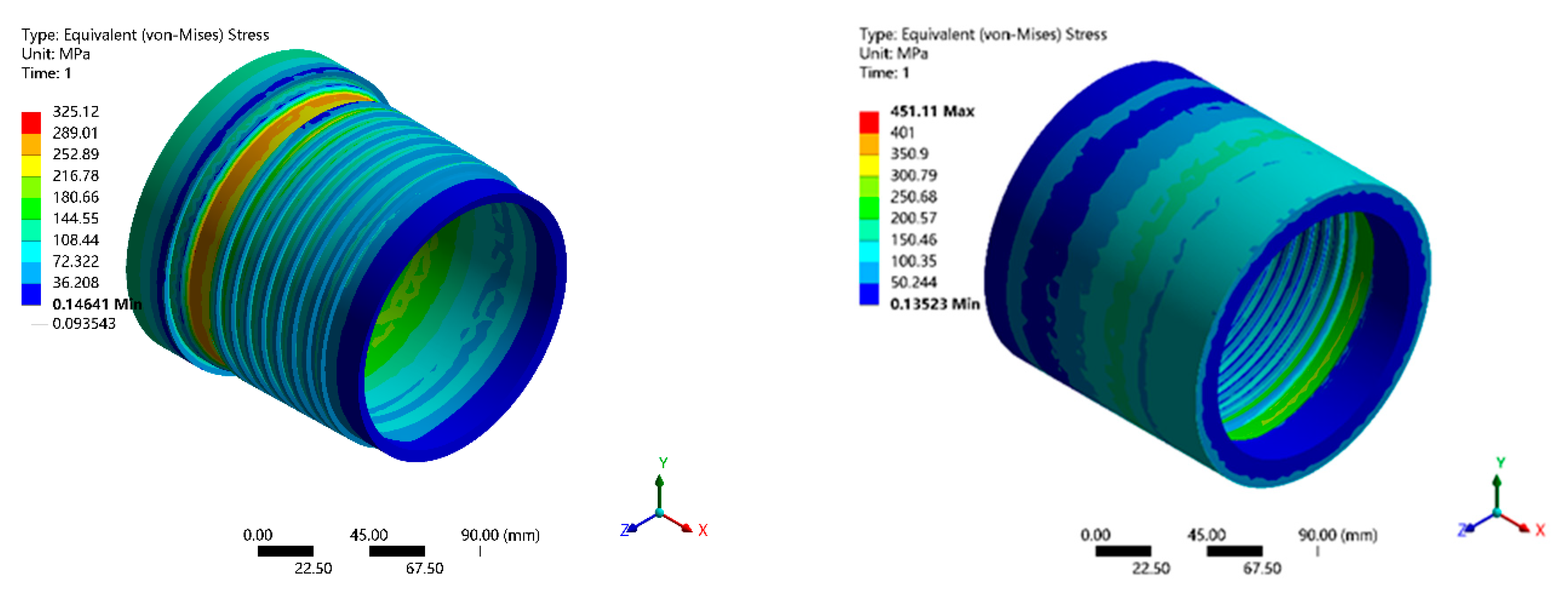
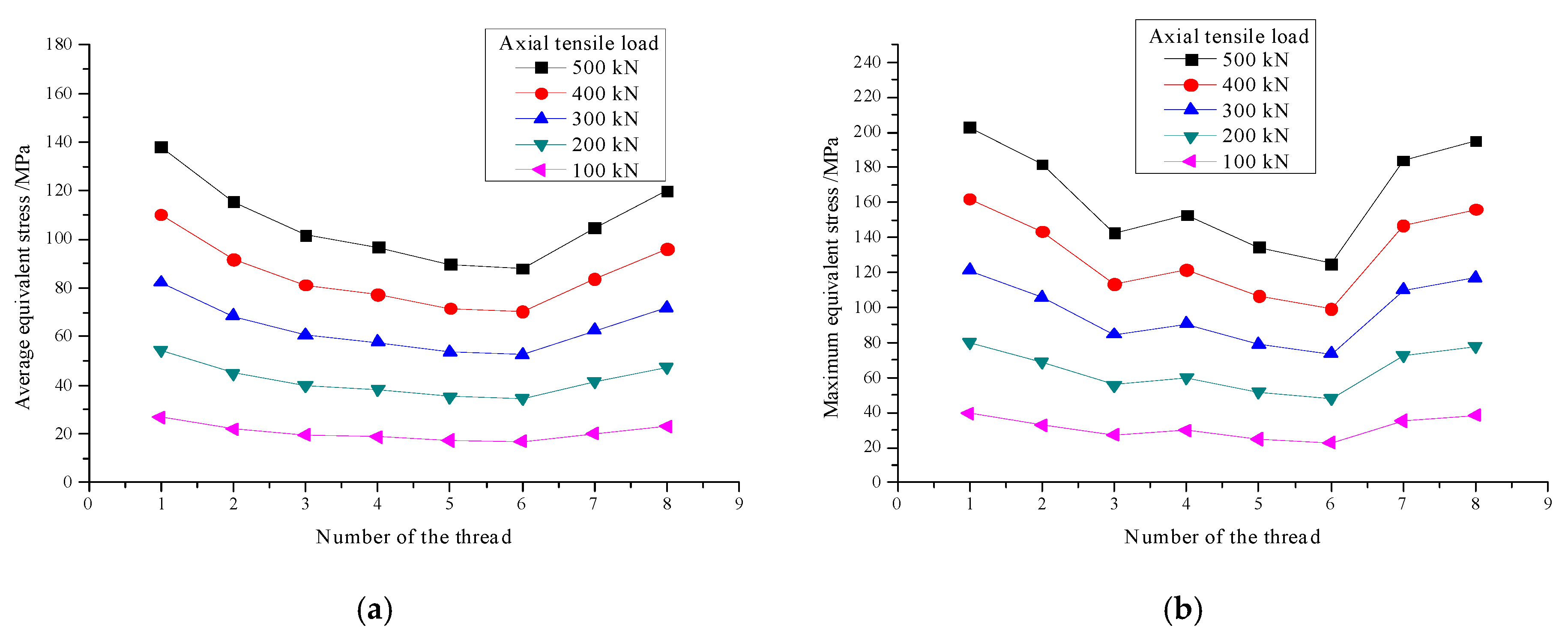
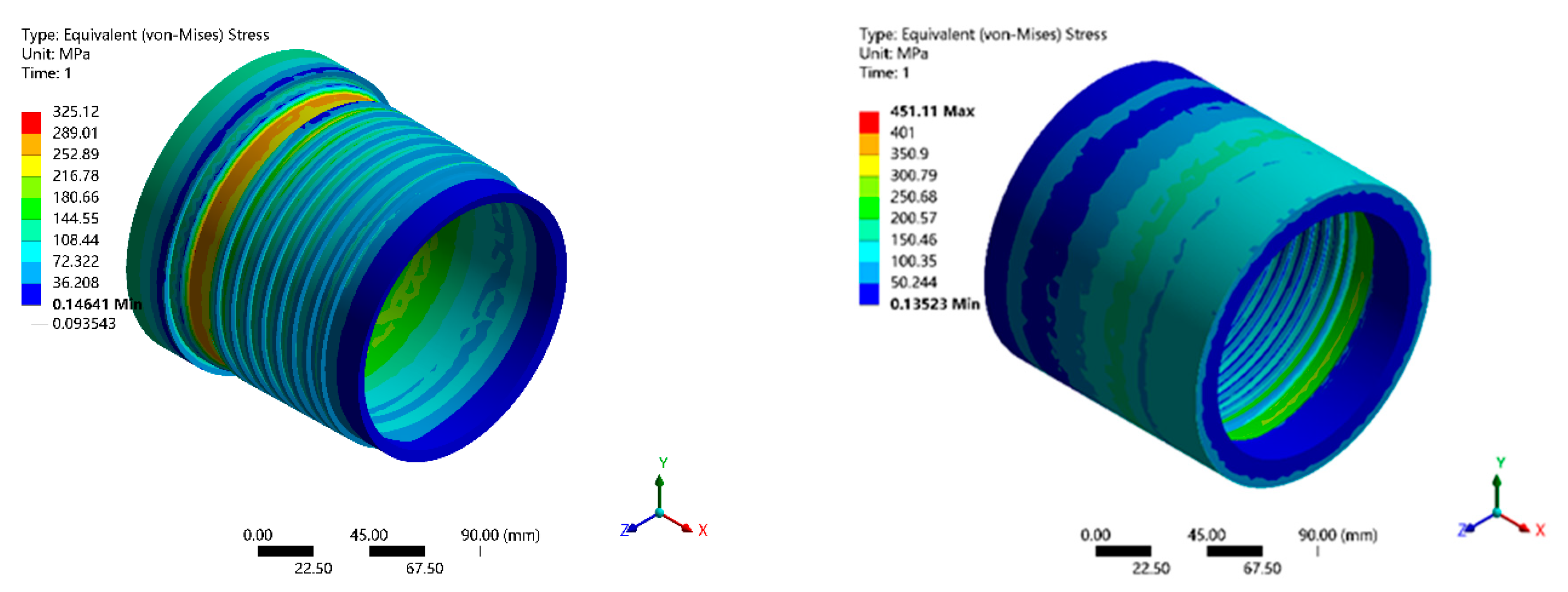
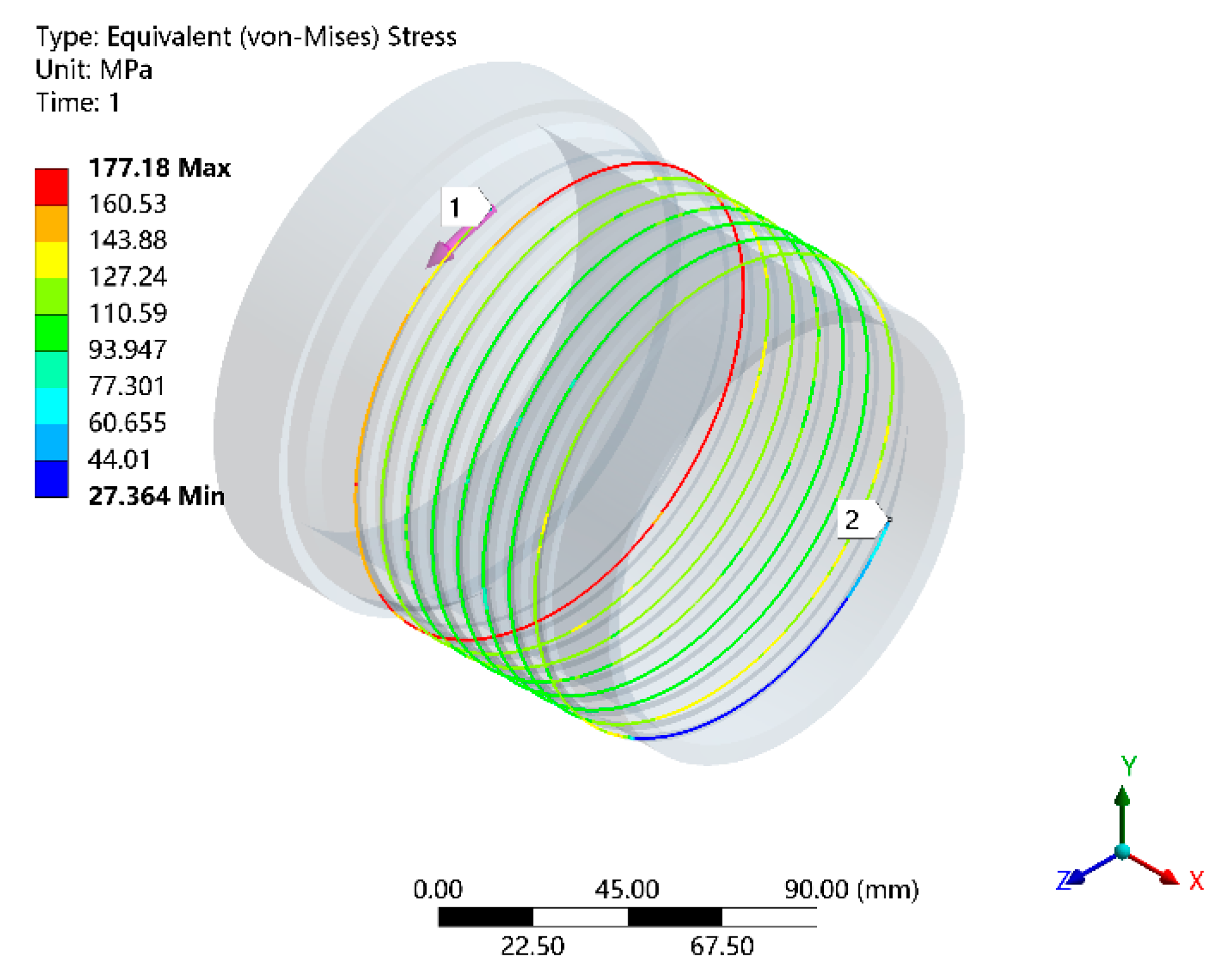
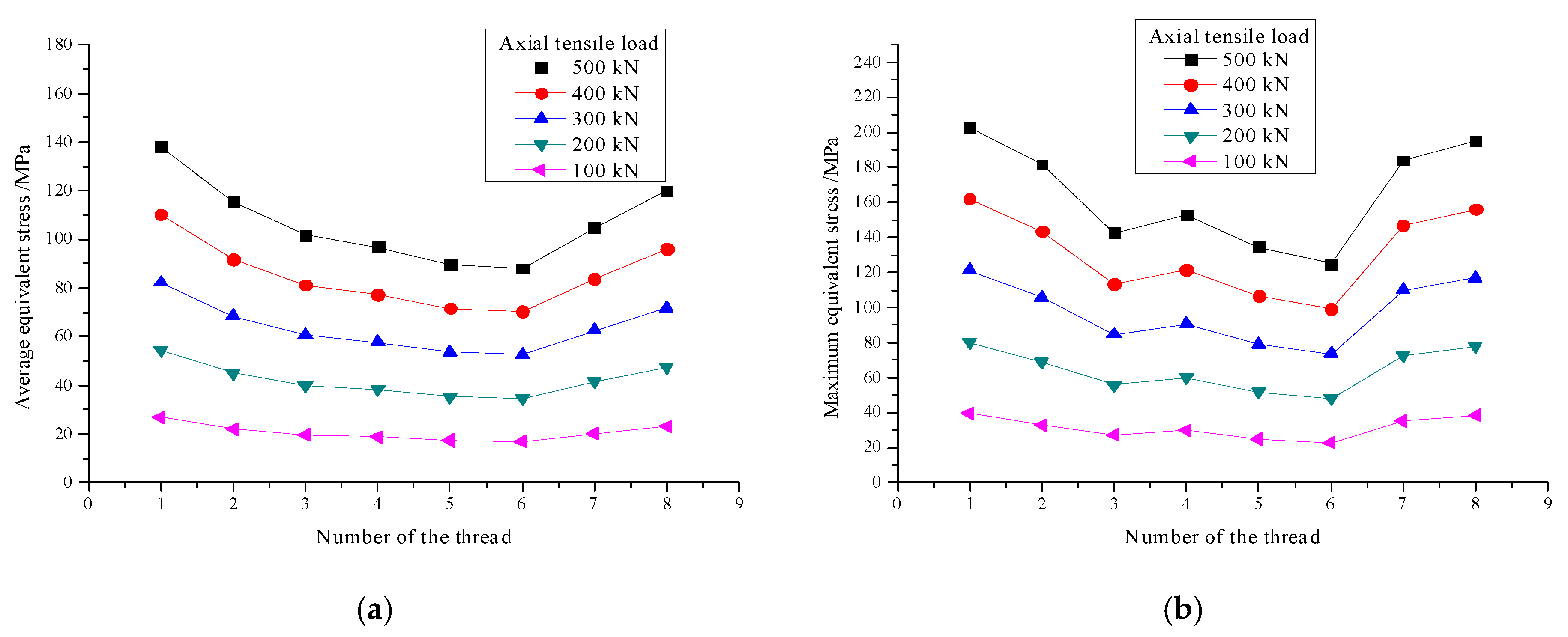
3.4. Effect of the Axial Tensile Load
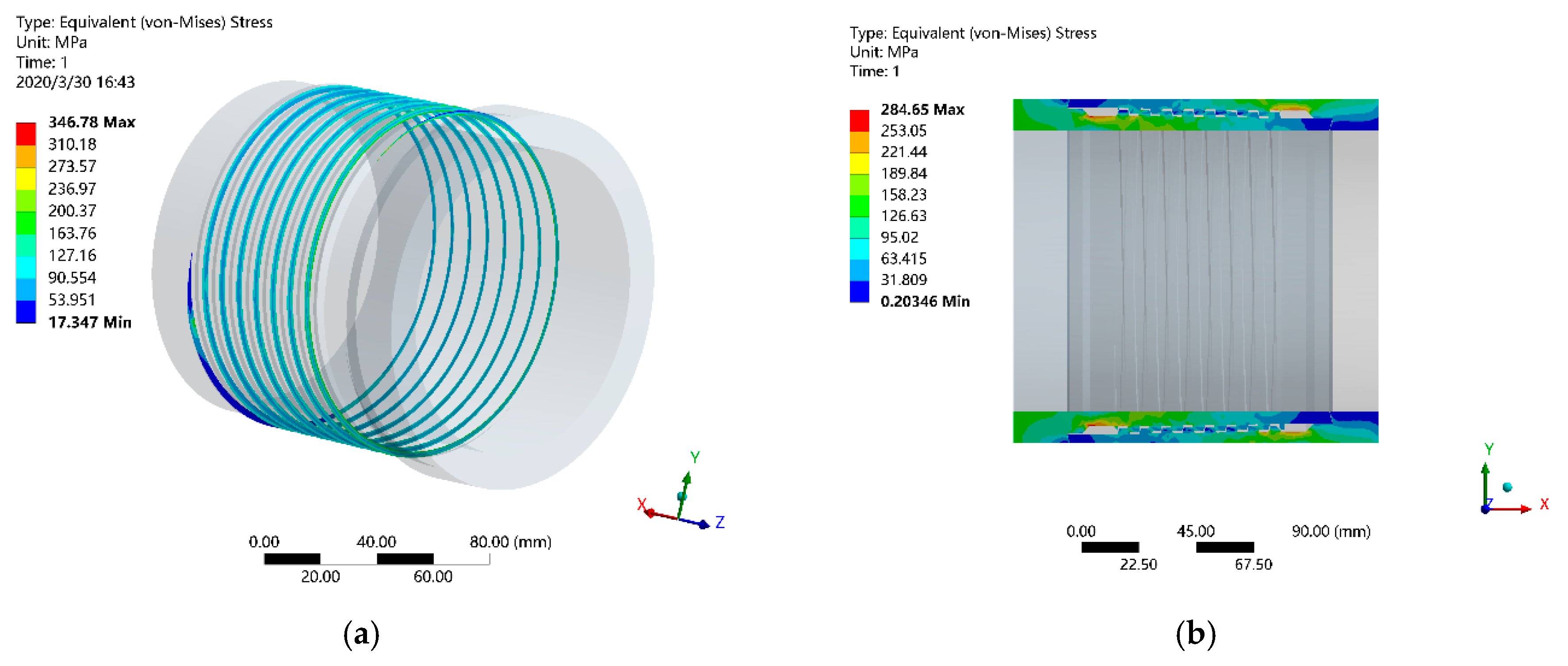
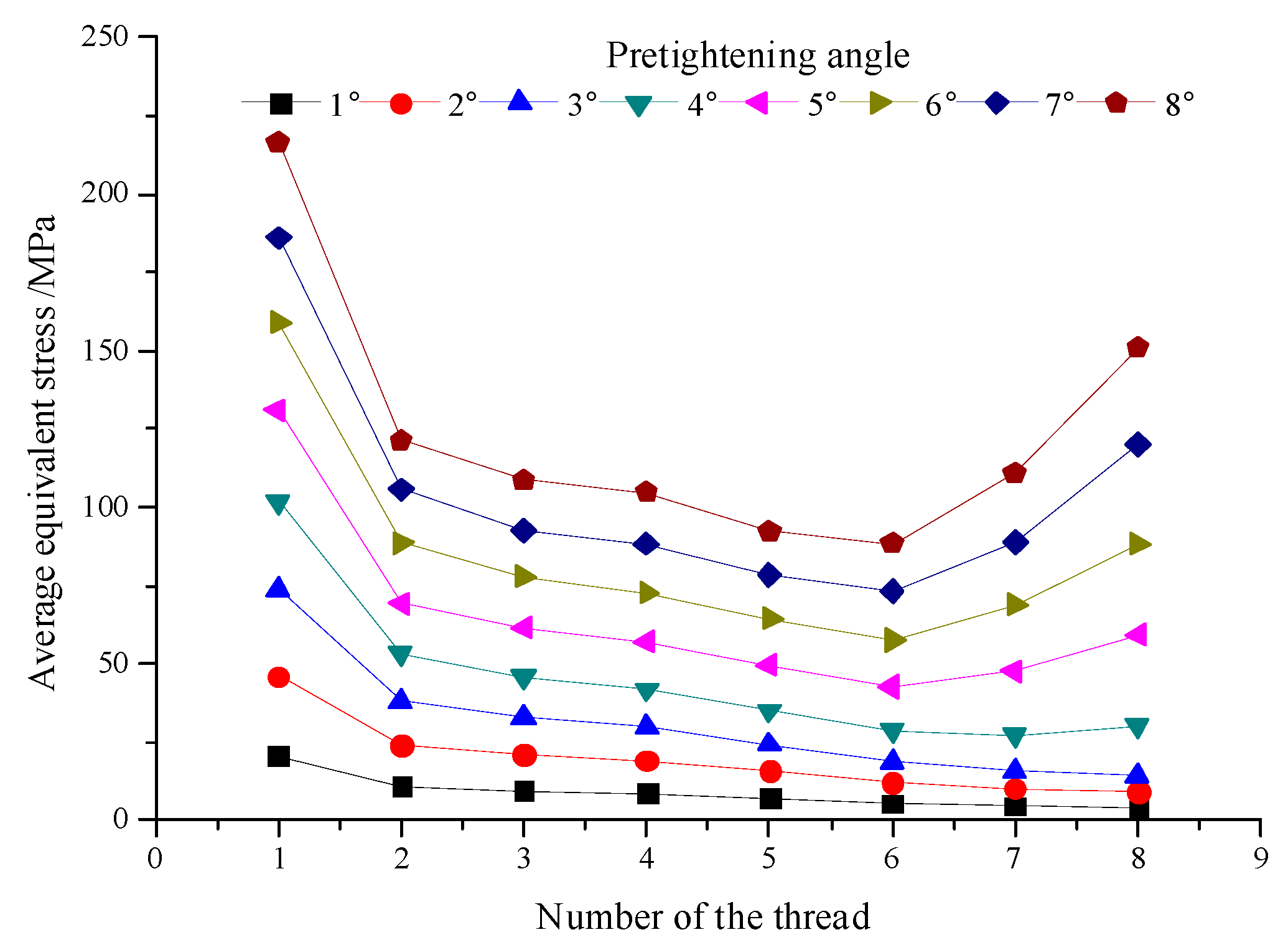
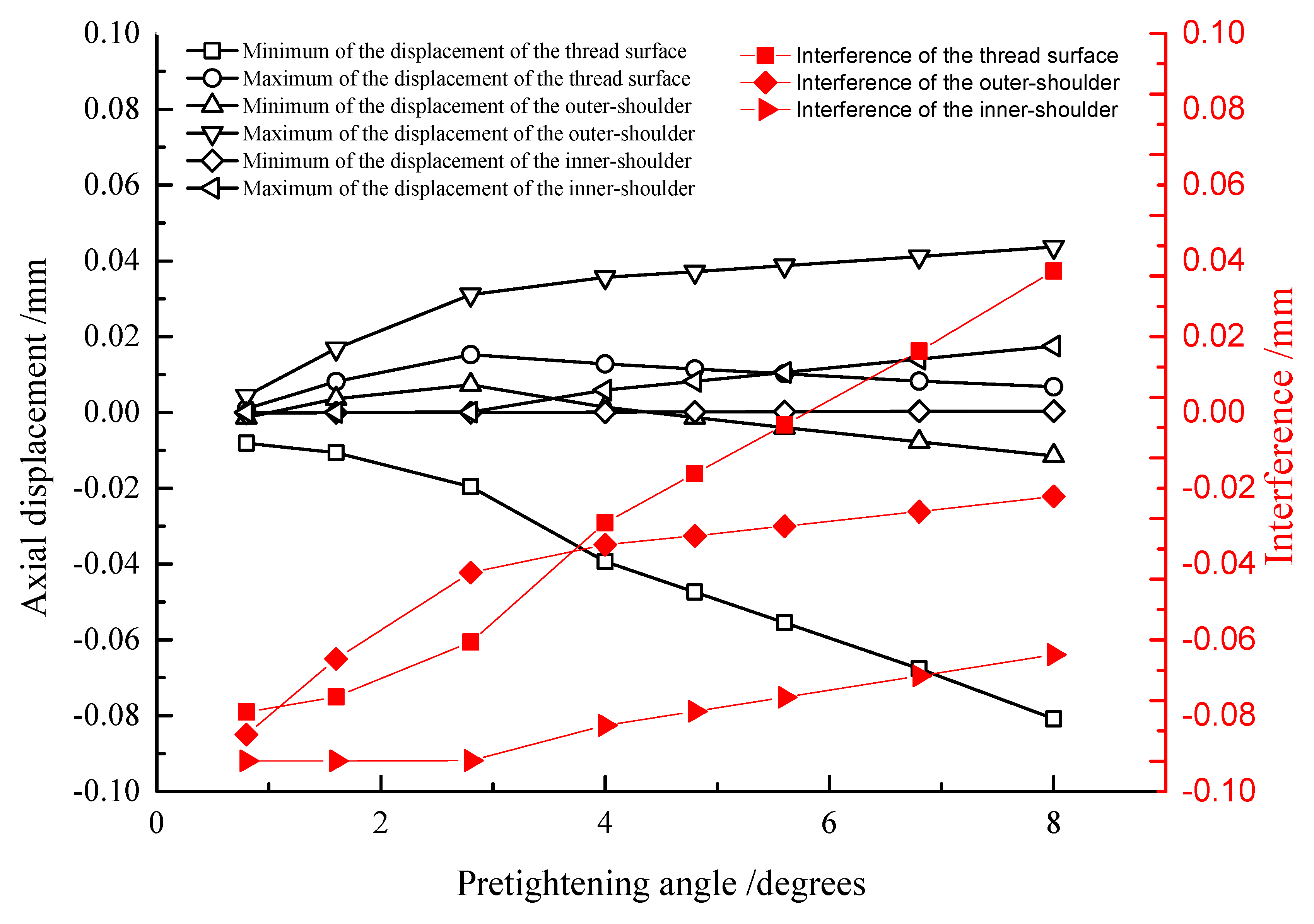
3.5. Effect of the Connection Status
3.6. Effect of the Structural Parameters
3.6.1. Effect of the Structural Parameters
3.6.2. Optimization Scheme of the Joint
- Optimum scheme 1—Compound-tapered thread: The simulations show that the stress during the first turn of the thread is the highest in any case. Therefore, reducing the stress in the first turn can make the overall stress distribution more even. The smaller the taper is, the smaller the stress, so the thread near the inner shoulder is designed to create a smaller taper. Cut the top surface of the thread near the inner shoulder to the same height so that the taper is zero and the rear thread taper is unchanged, as shown in Figure 16a. This turns the thread into a compound taper of 0 + 1:32. This turns the thread into a compound taper. The simulation results show that the thread stress concentration factor is 2.97, which is 15% lower than that before optimization.
- Optimum scheme 2—Increased thread height: The simulation results show that the stress concentration factor of the thread decreases as the thread height increases. By increasing the thread height to 2.44 mm while keeping the other parameters constant, as shown in Figure 16b, the thread stress concentration factor is 3.39, which is 1% lower than that before the optimization.
- Optimum scheme 3—Reduced thread angle: According to the simulation results, the stress concentration factor of the thread decreases as the thread angle decreases. By decreasing the thread angle from 30 degrees to 15 degrees while keeping the other parameters constant, as shown in Figure 16c, the thread stress concentration factor is 2.89, which is 18% lower than that before optimization.
4. Experiment and Discussion
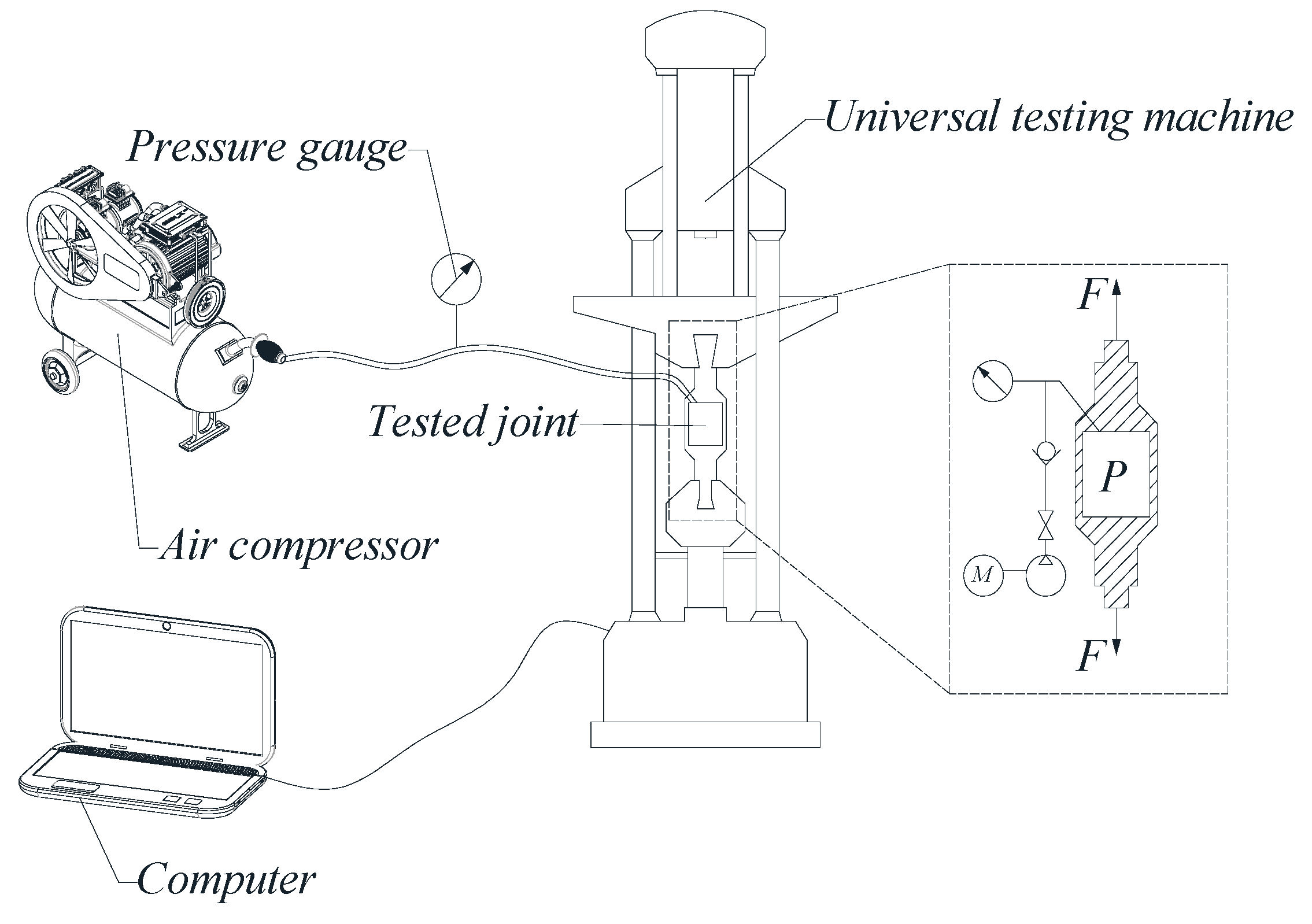
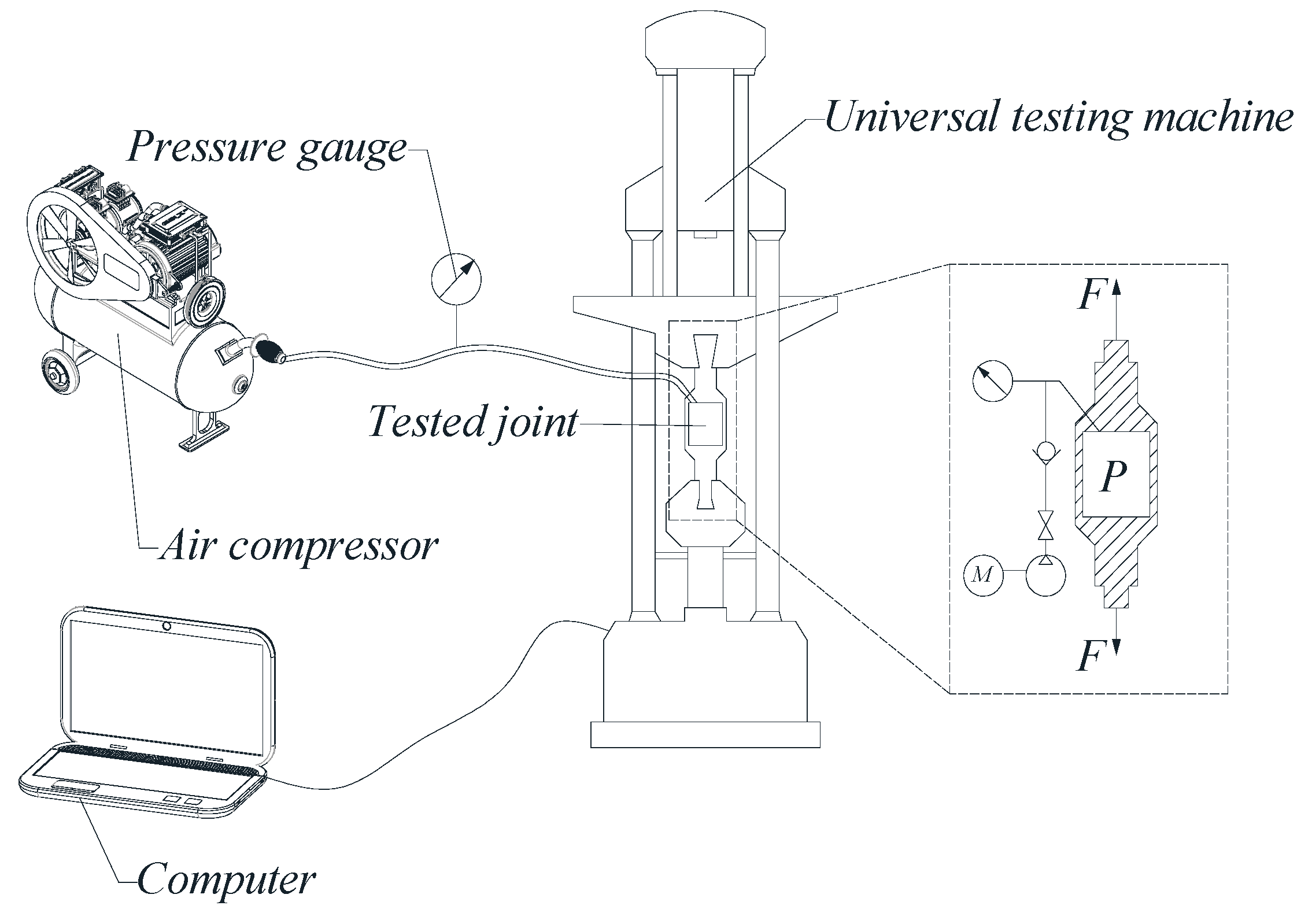
4.1. Experimental Platform
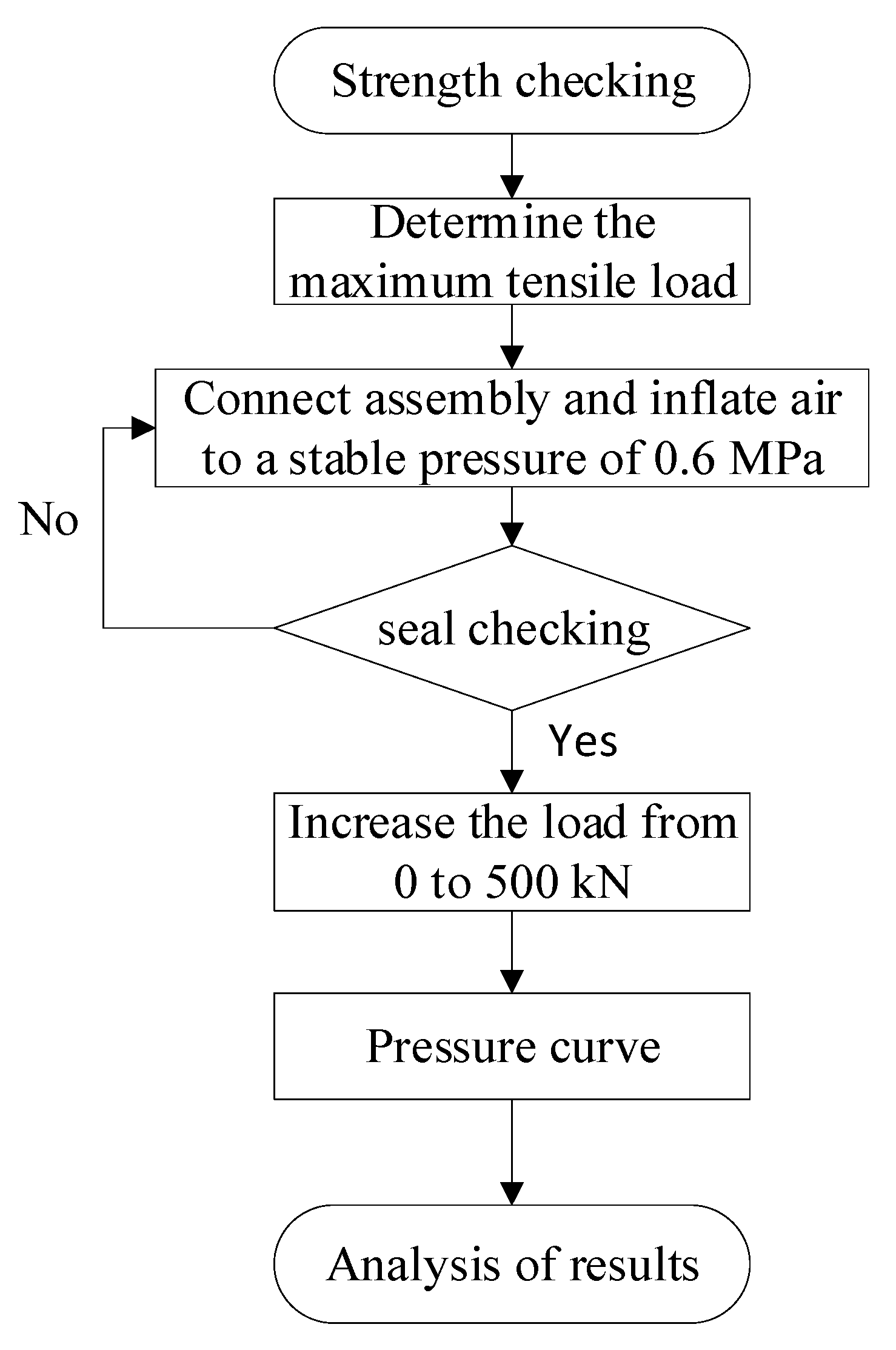
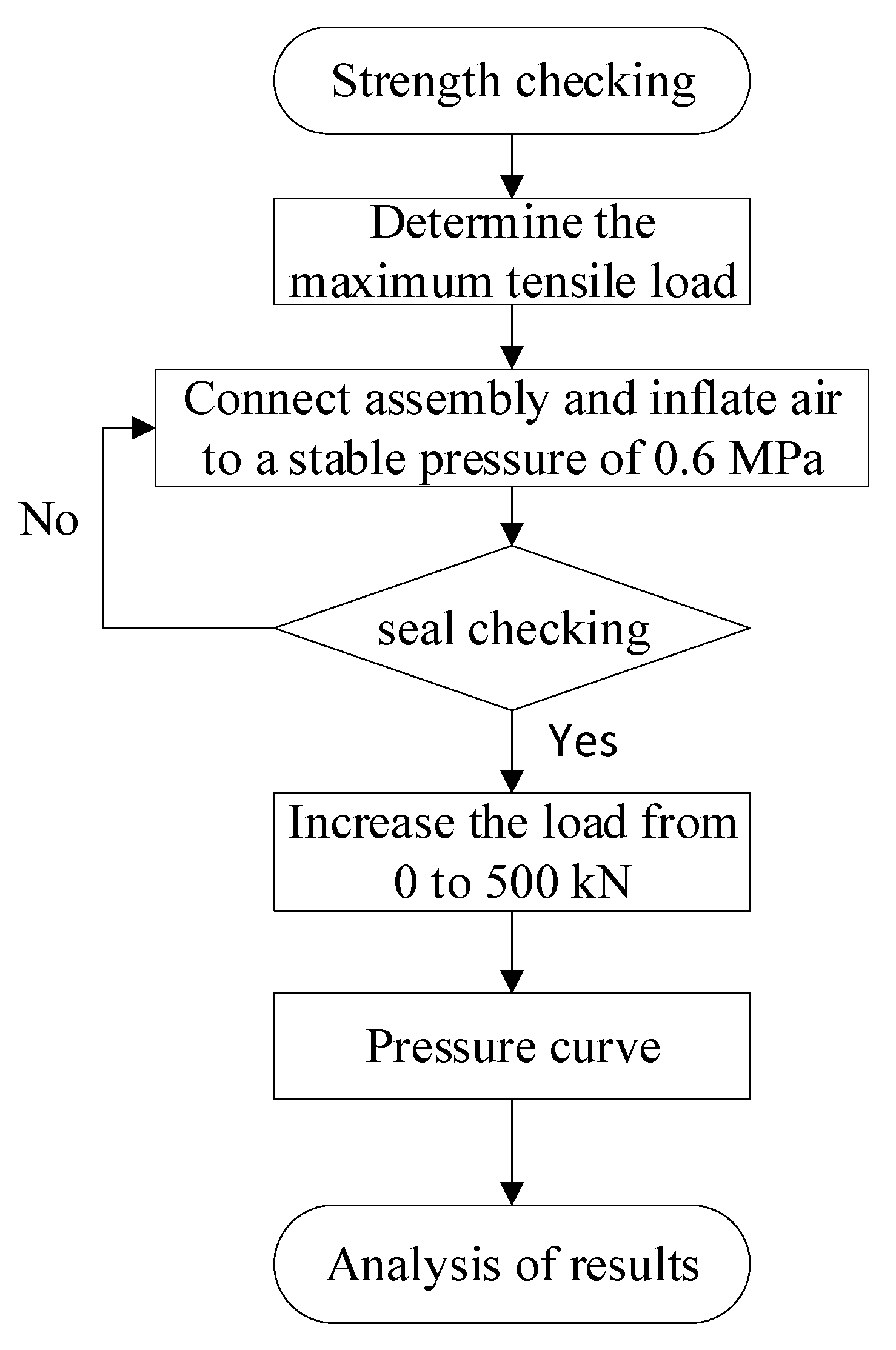
4.2. Experimental Process
- (1)
- Adjust the two grips of the universal testing machine to the appropriate distance and install the sample.
- (2)
- Connect the air injection port on the joint to the outlet of the air compressor and fill the cavity with compressed air. After the pressure gauge reading stabilizes at 0.6 MPa, close the valve between the air pressure gauge and the air compressor.
- (3)
- Allow the sample to stand for 10 min while continuously observing the pressure readings. If there is no significant change in the pressure gauge reading, indicating that no leak has occurred, and then proceed to the next step. However, if the pressure is significantly reduced, indicating a leak, replace the joint.
- (4)
- Set the tensile force of the universal testing machine to 500 kN, the crosshead displacement rate to 5 mm/min, and the saturation loading time to 5 min.
- (5)
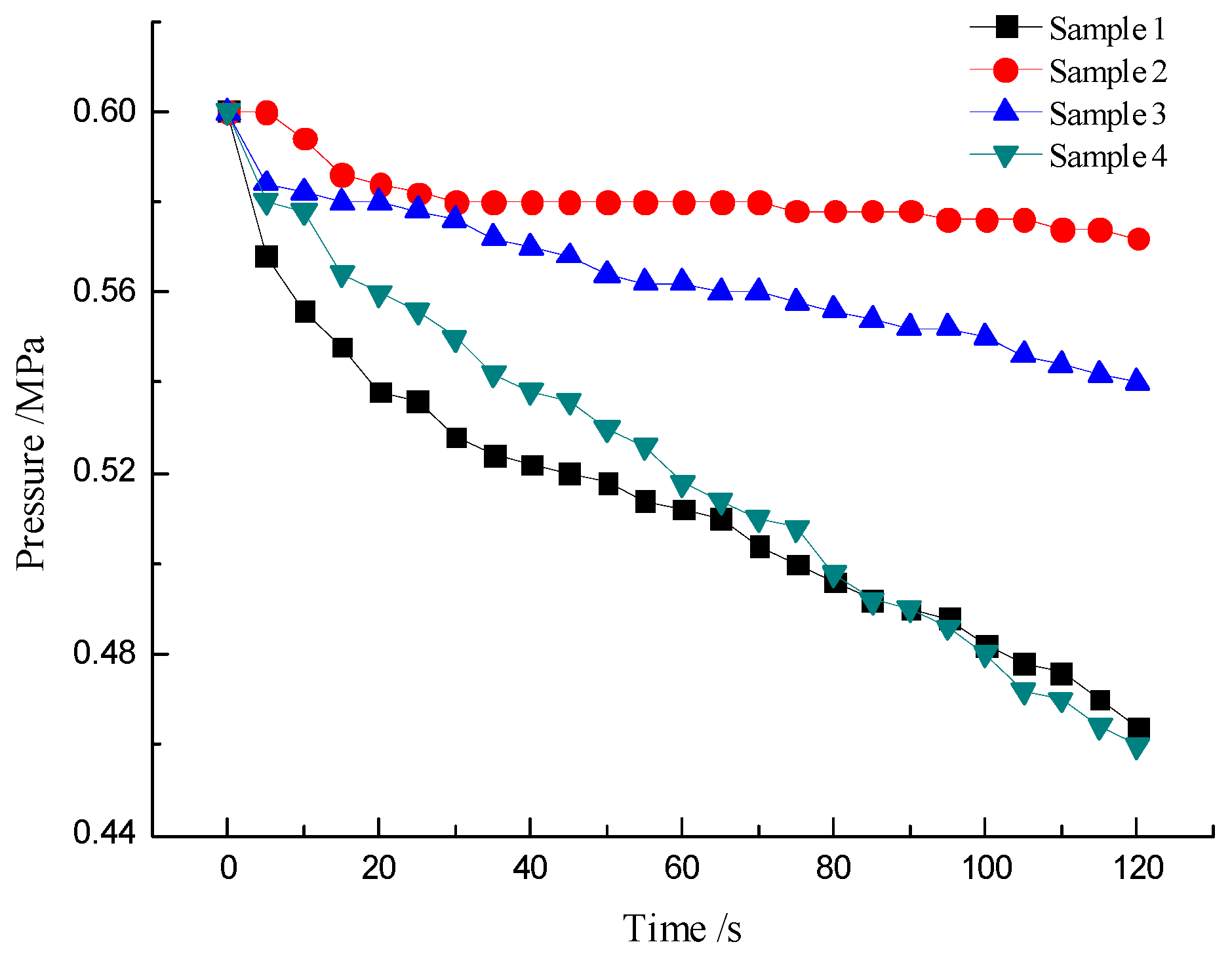
- Start the universal testing machine. As the tensile force increases from 0 to 500 kN, the pressure gauge value is read every 5 s. During the loading phase, a 0.02 MPa change in the pressure gauge reading indicates the formation of the initial leakage. Therefore, the tensile force that corresponds to this stress reduction is recorded as the initial leakage tensile force. During the load saturation phase, the gauge values are read every 30 s.
- (6)
- After reaching the saturated loading time, the universal testing machine is unloaded, after which the grips are opened and the sample is replaced. Repeat steps 1 through 5 for the next set of experiments.
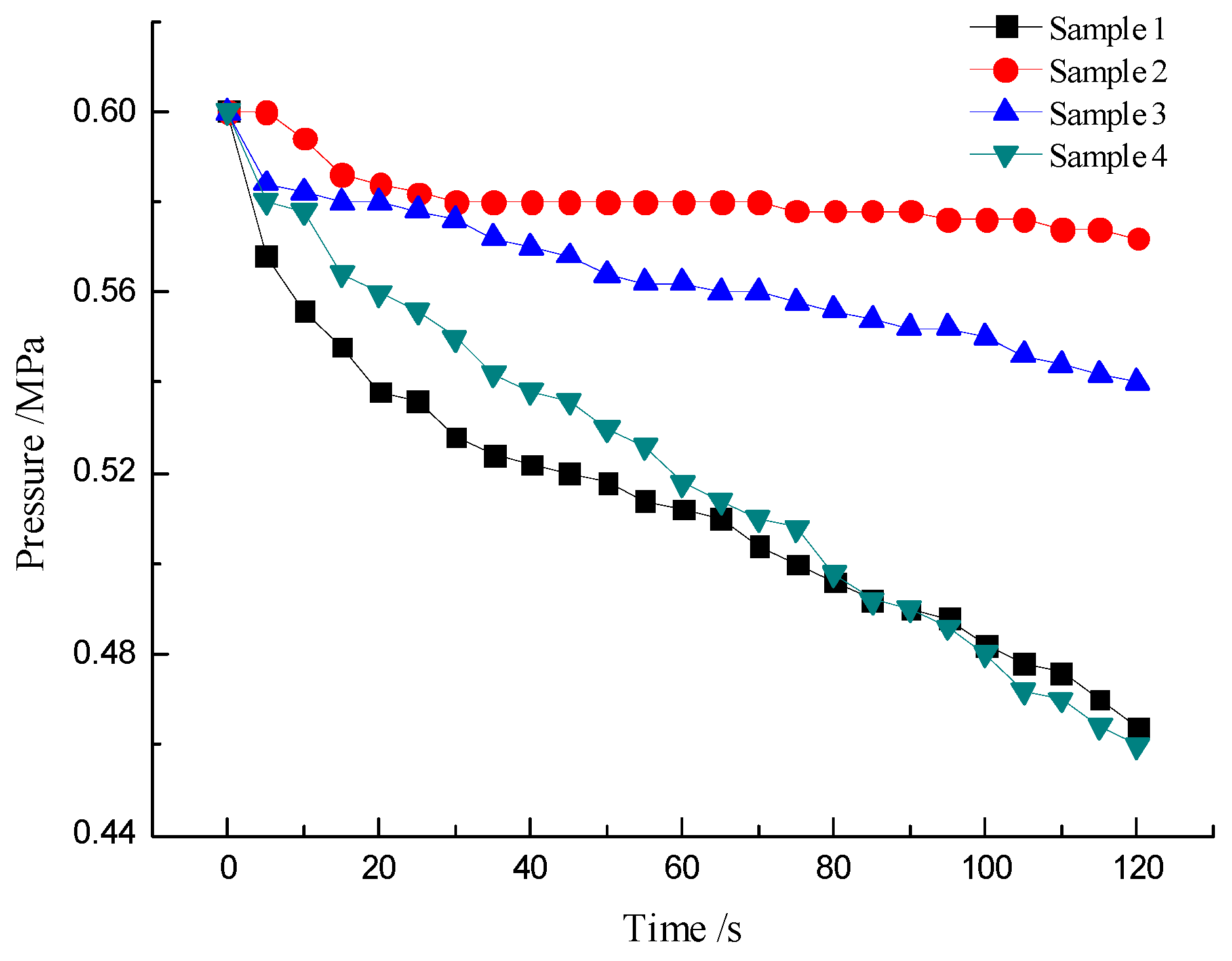
4.3. Experimental Results and Discussion
5. Conclusions
- (1)
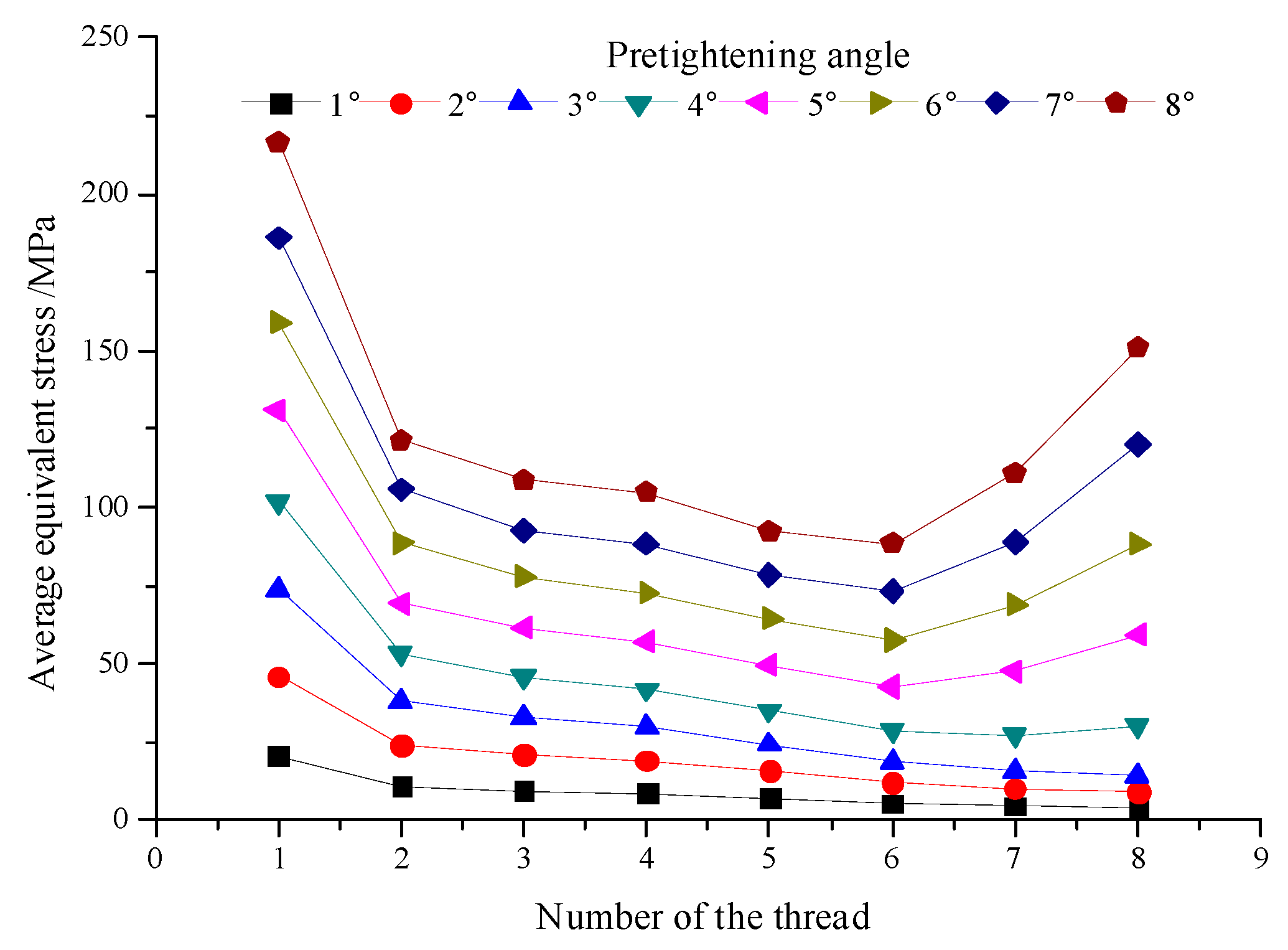
- Under a tensile load, stress concentrations occur at both ends of the thread, whereas the stress is low in the middle of the thread. As the tensile load increases, the stress at both ends increases faster than the stress in the middle, and as the number of turns increases, the stress concentration at both ends decreases.
- (2)
- When the threaded joint is subjected to a tensile load, the stress concentration factor increases as the thread angle or taper increases, whereas the stress concentration factor decreases as the thread height increases; however, in the latter case, the overall decrease is small.
- (3)
- Through simulations and experiments, four structures of the thread are optimized. The results show that the best performance is provided by compound taper thread, which has the following structural parameters: a thread height of 2.24 mm, a thread angle of 30 degrees, and a 0 + 1:32 compound taper.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Santus, C.; Bertini, L.; Burchianti, A.; Inoue, T.; Sakurai, N. Fatigue resonant tests on drill collar rotary shouldered connections and critical thread root identification. Eng. Fail. Anal. 2018, 89, 138–149. [Google Scholar] [CrossRef]
- Sajad, M.Z.; Sayed, A.H.T.; Hassan, S. Failure analysis of drill pipe: A review. Eng. Fail. Anal. 2016, 59, 605–623. [Google Scholar]
- Shugen, X.; Chong, W.; Shengkun, W.; Lan, Z.; Xinchun, L.; Honghai, Z. Experimental study of mechanical properties and residual stresses of expandable tubulars with a thread joint. Thin Walled Struct. 2017, 115, 247–254. [Google Scholar]
- Shuai, L.; Sujun, W. Effect of stress distribution on the tool joint failure of internal and external upset drill pipes. Mater. Des. 2013, 52, 308–314. [Google Scholar]
- Yu, W.; Bairu, X.; Zhiqiao, W.; Chong, C. Model of a new joint thread for a drilling tool and its stress analysis used in a slim borehole. Mech. Sci. 2016, 7, 189–200. [Google Scholar]
- Tafreshi, A.; Dover, W.D. Stress analysis of drill string threaded connections using finite element method. Int. J. Fatigue 1993, 15, 429–438. [Google Scholar] [CrossRef]
- Baryshnikov, A.; Baragetti, S. Rotary shouldered thread connections: Working limits under combined static loading. J. Mech. Des. 2001, 123, 456–463. [Google Scholar]
- Shahani, A.R.; Sharifi, S.M. Contact stress analysis and calculation of stress concentration factors at the tool joint of a drill pipe. Mater. Des. 2009, 30, 3615–3621. [Google Scholar] [CrossRef]
- Liangliang, D.; Xiaohua, Z.; Desheng, Y. Study on mechanical behaviors of double shoulder drill pipe joint thread. Petroleum 2018, 5, 102–112. [Google Scholar]
- Yosuke, O.; Masaaki, S.; Yoshinori, A.; Taizo, M.; Ryosuke, K.; Daisuke, T.; Masanobu, K. Fretting fatigue on thread root of premium threaded connections. Tribol. Int. 2017, 108, 111–120. [Google Scholar]
- Sorg, A.; Utzinger, J.; Seufert, B.; Oechsner, M. Fatigue life estimation of screws under multiaxial loading using a local approach. Int. J. Fatigue 2017, 104, 43–51. [Google Scholar] [CrossRef]
- Tafreshi, A. SIF evaluation and stress analysis of drillstring threaded joints. Int. J. Press. Vessel. Pip. 1999, 76, 91–103. [Google Scholar] [CrossRef]
- Bahai, H. A parametric model for axial and bending stress concentration factors in API drillstring threaded connectors. Int. J. Press. Vessel. Pip. 2001, 78, 495–505. [Google Scholar] [CrossRef]
- Baets, J.D.; Waele, P.D. Nonlinear contact analysis of different API line pipe coupling modifications. J. Press. Vessel. Technol. 2010, 132, 1–7. [Google Scholar]
- Feng, Q. Study of relationship between wireline drill pipe thread taper and strength and its stresses. Explor. Eng. Rock Soil Drill. Tunn. 1995, 6, 24–26. [Google Scholar]
- Su, J.; Yin, K.; Guo, T. Optimization of the joint-thread of diamond wire-line coring drill pipe. J. Jilin Univ. Earth Sci. Educ. 2005, 35, 677–680. [Google Scholar]
- Smolnicki, T.; Rusiński, E.; Karliński, J. FEM modelling of fatigue loaded bolted flange joints. J. Achiev. Mater. Manuf. Eng. 2007, 22, 69–72. [Google Scholar]
- Liang, J.; Guo, B.; Sun, J.; Zhang, Y. Finite element method of resistance to pull-off for deep hole wire-line drill rod. Coal Geol. Explor. 2013, 41, 90–93. [Google Scholar]
- Chui, C.; Mei, D. Analysis on the stress on wire-line core drilling pipe and connection joint based on ANSYS. Explor. Eng. Rock Soil Drill. Tunn. 2014, 41, 61–63. [Google Scholar]
- Yin, F.; Zhang, Y.; Xiong, J.; Xiong, L. Simulation analysis on structural mechanism of the thread for wire-line drill pipe. Explor. Eng. Rock Soil Drill. Tunn. 2014, 41, 66–69. [Google Scholar]
- Gao, S.; Sun, J.; Cai, J.; Liu, D. Calculation analysis on negative angle thread torque of wire-line coring drill pipe and test research. Explor. Eng. Rock Soil Drill. Tunn. 2016, 43, 45–49. [Google Scholar]
- Gao, J.; Ma, Y.; Wang, D.; Ji, S. Fatigue analysis on wire-line coring drill pipe joints in tonghua well-1 based on ansys workbench. Explor. Eng. Rock Soil Drill. Tunn. 2017, 44, 70–78. [Google Scholar]
- API recommended practise API spec7-1. In Recommended Practice for Drill Stem Design and Operating Limits, 15th ed.; American Petroleum Institute: Washington, DC, USA, 1995.
- Feng, C.; Di, Q.F.; Li, N.; Wang, C.S.; Wang, W.C.; Wang, M.J. Determination of operating load limits for rotary shouldered connections with three-dimensional finite element analysis. J. Pet. Sci. Eng. 2015, 133, 622–632. [Google Scholar]
- Yong, Z.; Gao, L.X.; Yuan, P.B. Force analysis and tightening optimization of gas sealing drill pipe joints. Eng. Fail. Anal. 2015, 58, 173–183. [Google Scholar] [CrossRef]
- Brock, J.N.; Jellison, M.J. Development of a gas-tight, pressure-rated, third-generation rotary shouldered connection for 20,000-psi internal and 10,000-psi external service. In Proceedings of the IADC/SPE Drilling Conference, Orlando, FL, USA, 4–6 March 2008; p. 112547. [Google Scholar]
- Baryshnikov, A.; Calderoni, A.; Ligrone, A.; Ferrara, P. A new approach to the analysis of drillstring fatigue behavior. SPE Drill. Complet. 1997, 12, 77–84. [Google Scholar] [CrossRef]
- Wang, Y.; Gao, L.X.; Yuan, P.B. Cause analysis of longitudinal cracking of internal thread joints of double shoulder drill pipes. Mach. Tool Hydraul. 2015, 43, 183–186. [Google Scholar]
- Peng, C.Y.; Lou, Y.S.; Cao, Y.P.; Sun, W.H.; Liu, X.F. Research on fatigue failure of drill thread connections. Pet Drill. Technol. 2006, 6, 20–22. [Google Scholar]
- Macdonald, K.A.; Deans, W.F. Stress analysis of drill string threaded connection using the finite element method. Eng. Fail. Anal. 1995, 2, 1–30. [Google Scholar] [CrossRef]
- Moradi, S.; Ranjbar, K. Experimental and computational failure analysis of drill strings. Eng. Fail. Anal. 2009, 16, 923–933. [Google Scholar] [CrossRef]
- Rahman, M.K.; Hossain, M.M.; Rahman, S.S. Survival assessment of die-marked drill pipes: Integrated static and fatigue analysis. Eng. Fail. Anal. 1999, 6, 277–299. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Serial Number | Taper | Thread Height (mm) | Thread Angle (degrees) | Maximum Stress (MPa) | K |
|---|---|---|---|---|---|
| 1 | 1:4 | 2.24 | 30 | 454.74 | 3.68 |
| 2 | 1:6 | 2.24 | 30 | 447.41 | 3.52 |
| 3 | 1:16 | 2.24 | 30 | 449.13 | 3.46 |
| 4 | 1:32 | 2.24 | 30 | 445.98 | 3.42 |
| 5 | 1:32 | 2.04 | 30 | 523.64 | 3.69 |
| 6 | 1:32 | 2.24 | 30 | 445.98 | 3.42 |
| 7 | 1:32 | 2.44 | 30 | 396.21 | 3.39 |
| 8 | 1:32 | 2.24 | 15 | 419.55 | 2.89 |
| 9 | 1:32 | 2.24 | 30 | 445.98 | 3.42 |
| 10 | 1:32 | 2.24 | 45 | 485.59 | 3.59 |
| Group | Taper | Thread Height (mm) | Thread Angle (degrees) |
|---|---|---|---|
| Sample 1 | 1:32 | 2.24 | 30 |
| Sample 2 | 0 + 1:32 | 2.24 | 30 |
| Sample 3 | 1:32 | 2.24 | 15 |
| Sample 4 | 1:32 | 2.44 | 30 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Qian, C.; Kong, L.; Zhou, Q.; Gong, J. Design Optimization for the Thin-Walled Joint Thread of a Coring Tool Used for Deep Boreholes. Appl. Sci. 2020, 10, 2669. https://doi.org/10.3390/app10082669
Wang Y, Qian C, Kong L, Zhou Q, Gong J. Design Optimization for the Thin-Walled Joint Thread of a Coring Tool Used for Deep Boreholes. Applied Sciences. 2020; 10(8):2669. https://doi.org/10.3390/app10082669
Chicago/Turabian StyleWang, Yu, Chengyuan Qian, Lingrong Kong, Qin Zhou, and Jinwu Gong. 2020. "Design Optimization for the Thin-Walled Joint Thread of a Coring Tool Used for Deep Boreholes" Applied Sciences 10, no. 8: 2669. https://doi.org/10.3390/app10082669
APA StyleWang, Y., Qian, C., Kong, L., Zhou, Q., & Gong, J. (2020). Design Optimization for the Thin-Walled Joint Thread of a Coring Tool Used for Deep Boreholes. Applied Sciences, 10(8), 2669. https://doi.org/10.3390/app10082669