Dimensional Errors Due to Overhanging Features in Laser Powder Bed Fusion Parts Made of Ti-6Al-4V




Abstract
1. Introduction
2. Methodology
2.1. Experimental Design
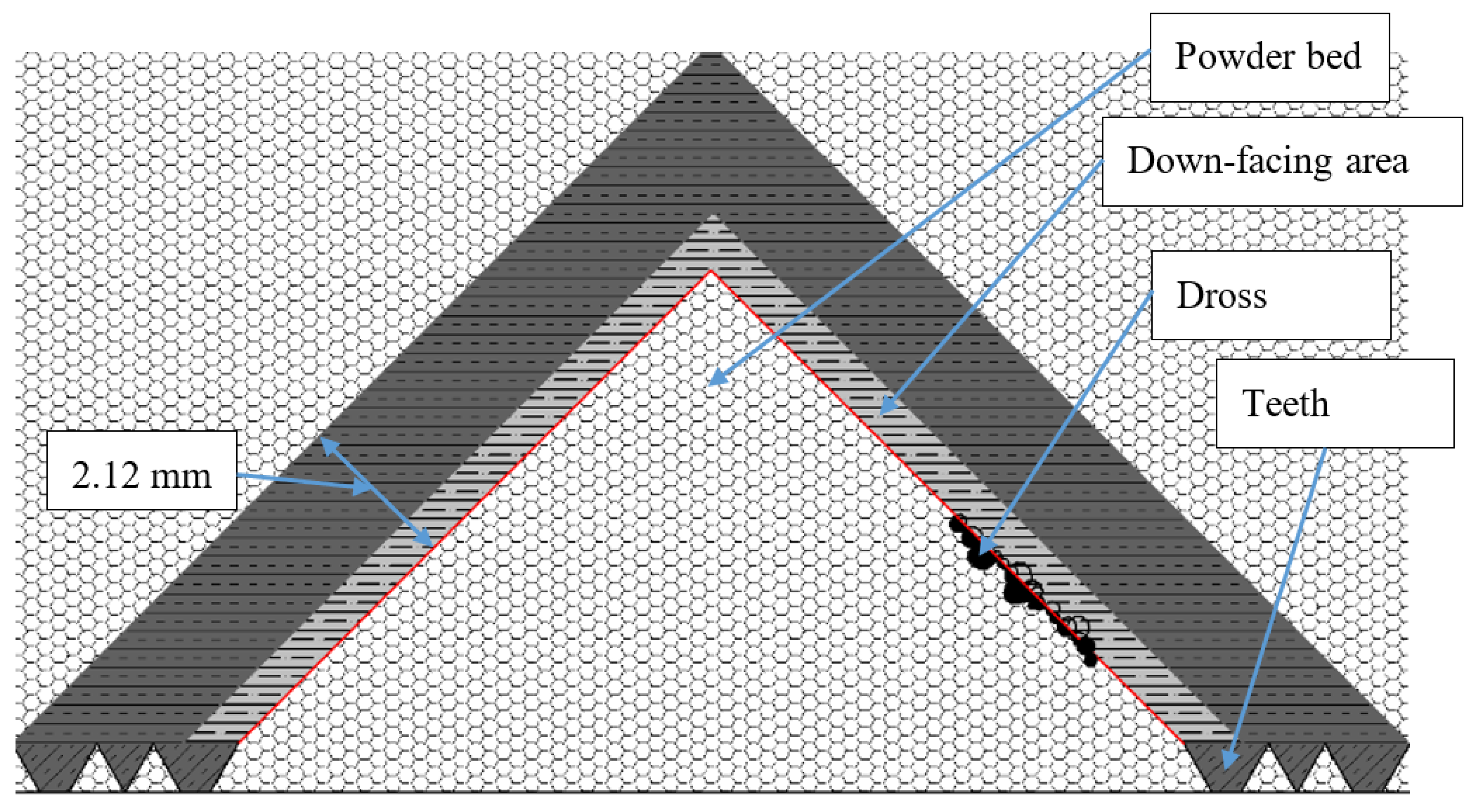
2.2. Test Piece Design
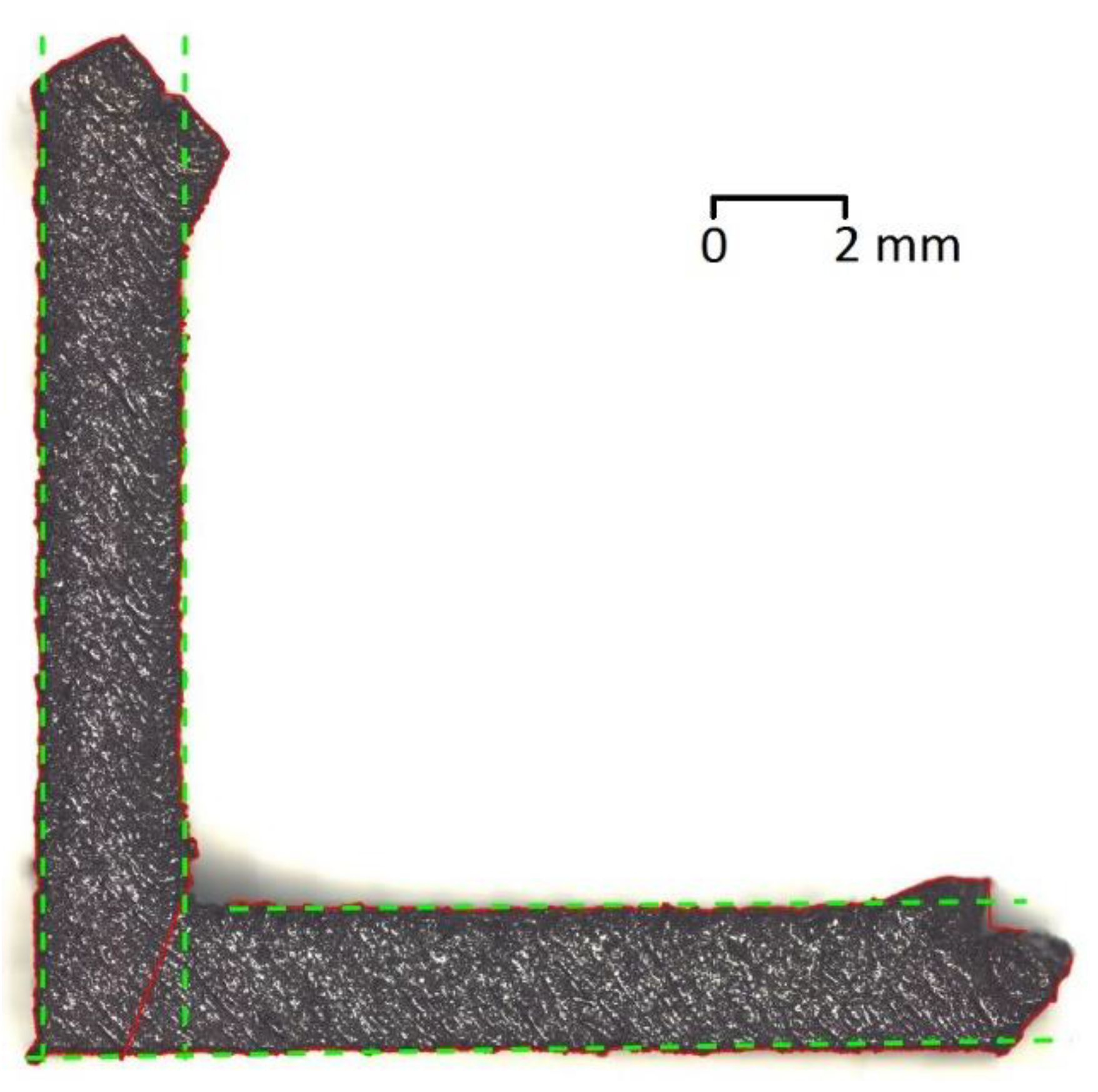
2.3. Measurements
3. Results and Discussion
3.1. Data Processing and Analysis
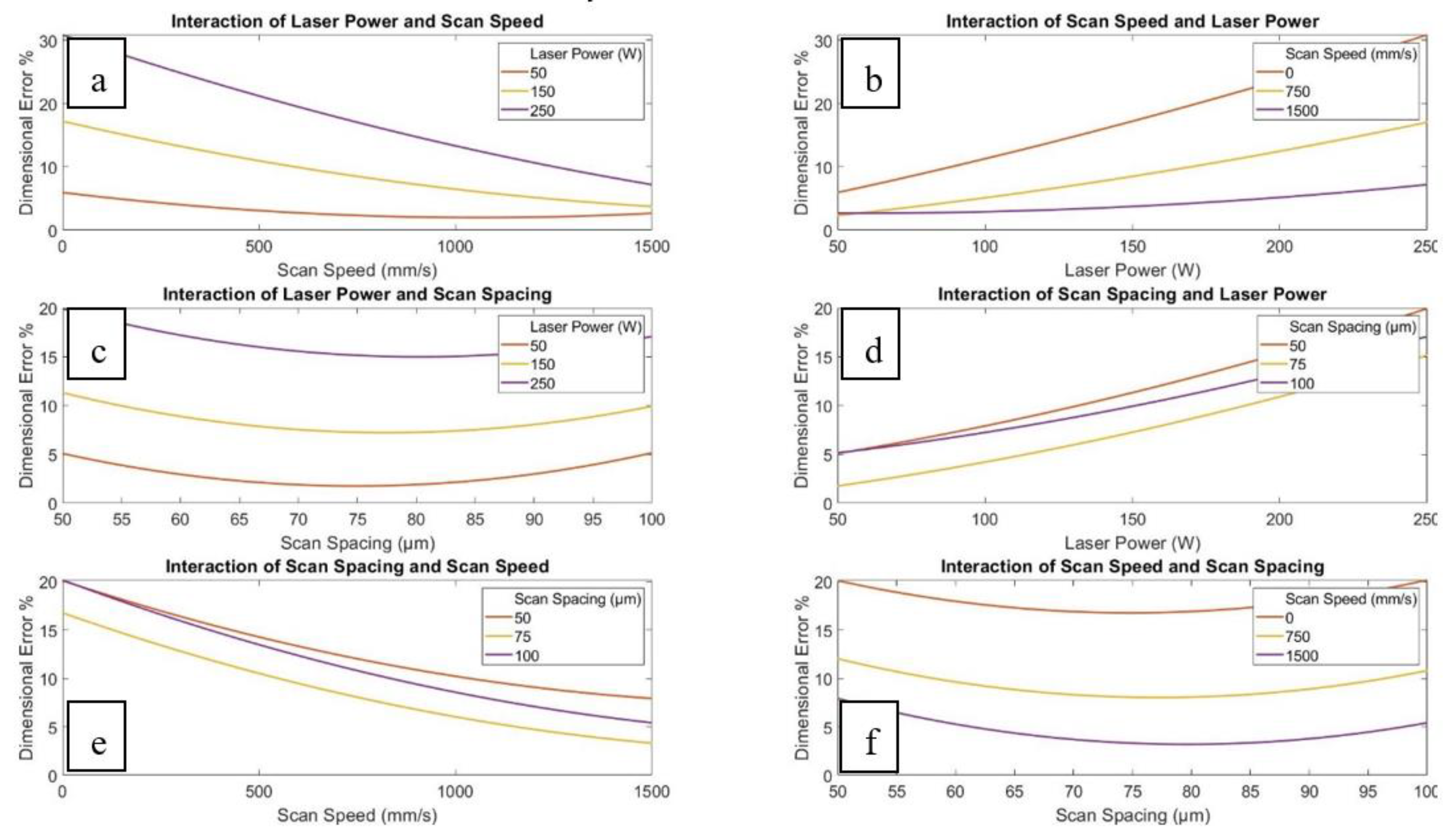
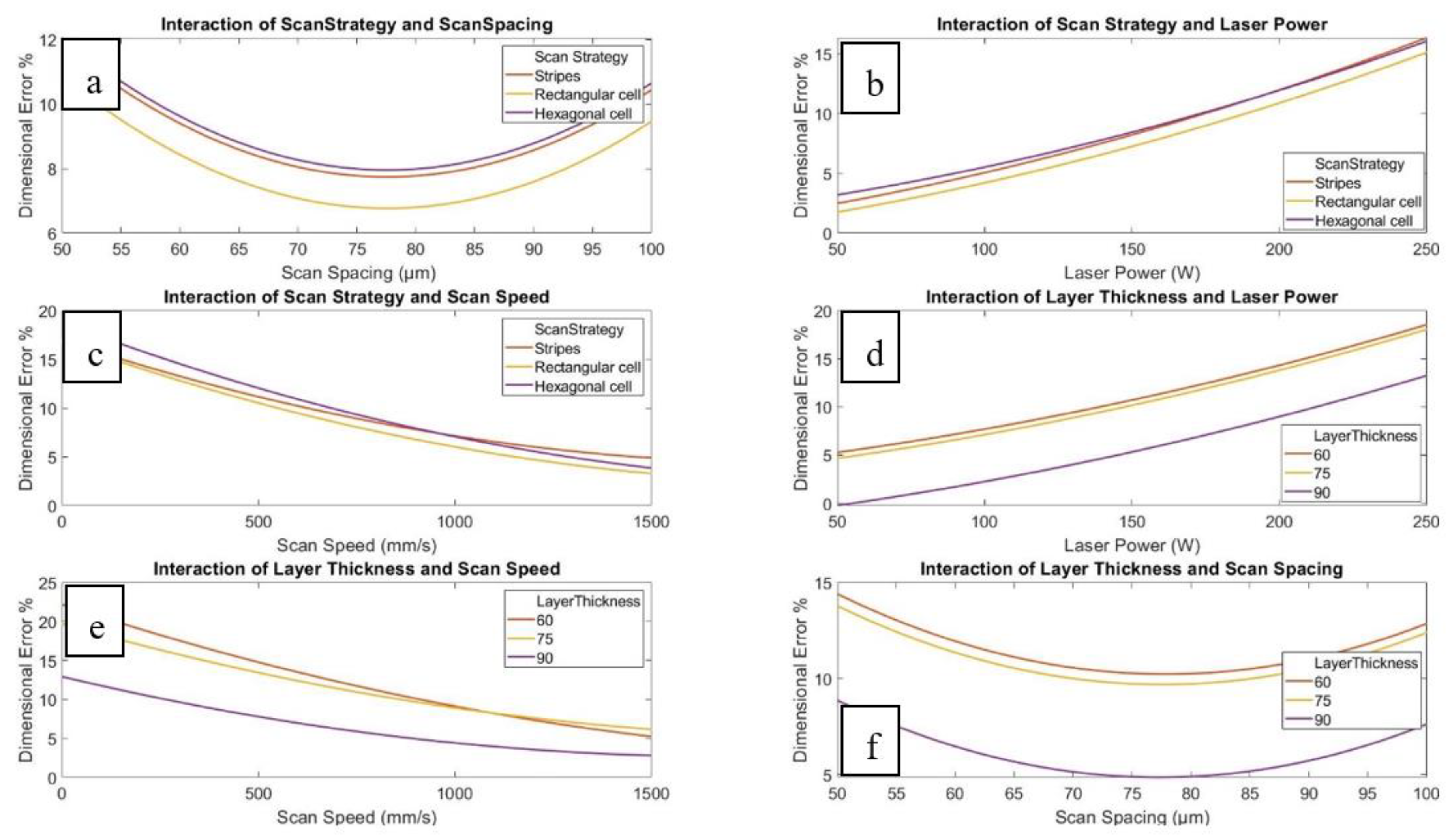
- As seen in Figure 4a, increasing the scan speed tends to decrease the dimensional error at all laser powers; however, to different degrees. This can be explained as the meltpool and thus the associated heat-affected zone caused by high speeds is expected to be smaller than that caused by lower speeds. A smaller meltpool and heat-affected zone would reduce the seepage of molten material into the powder bed, which would mean that the dross formation and the associated dimensional inaccuracy would be reduced;
- As seen in Figure 4c, increasing laser powers at any scan spacing value increases the dimensional error. This can be explained as increasing the laser power causes more energy to be absorbed by the powder, causing greater overheating of loose powder and larger dross formations due to the larger melt pools, and thus a larger associated heat-affected zone;
- As seen in Figure 4f, increasing the scan speed at any scan spacing value decreases the dimensional error up to a certain point of around 80 µm, after which it begins to increase once again;
- Figure 4d, e show that with an increasing laser power, the dimensional error increases and decreases with an increase in scan speed. The reasons for this have already been discussed in the previous points. However, it can also be noted that the scan spacing of 75 µm always displayed a better dimensional accuracy than 50 µm and 100 µm;
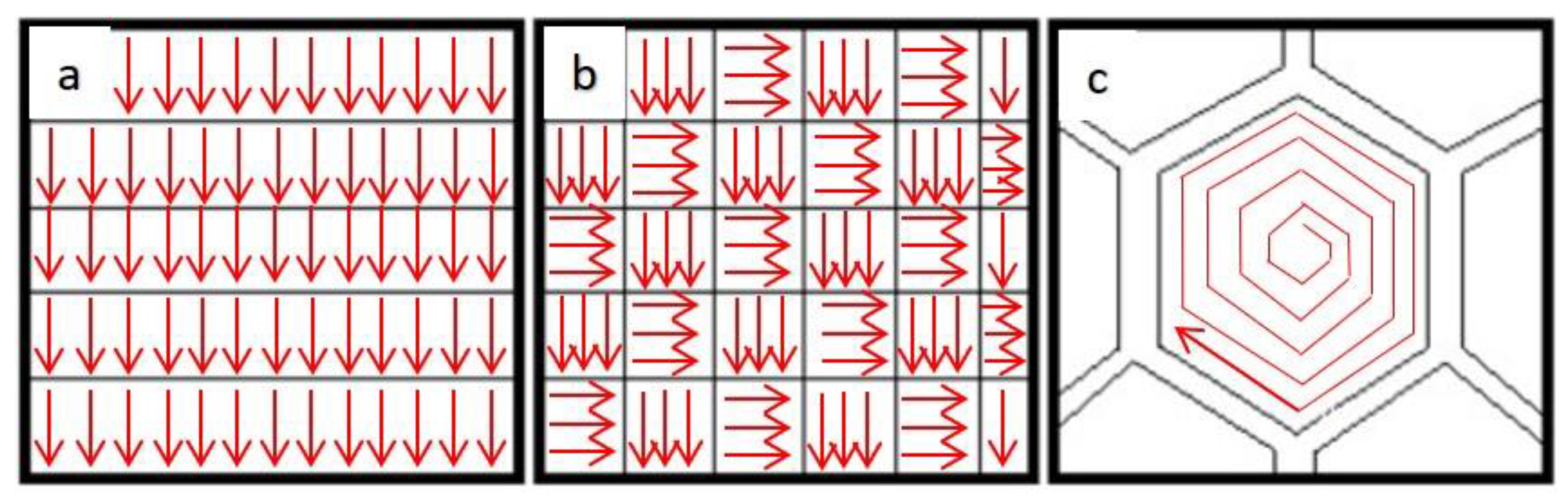
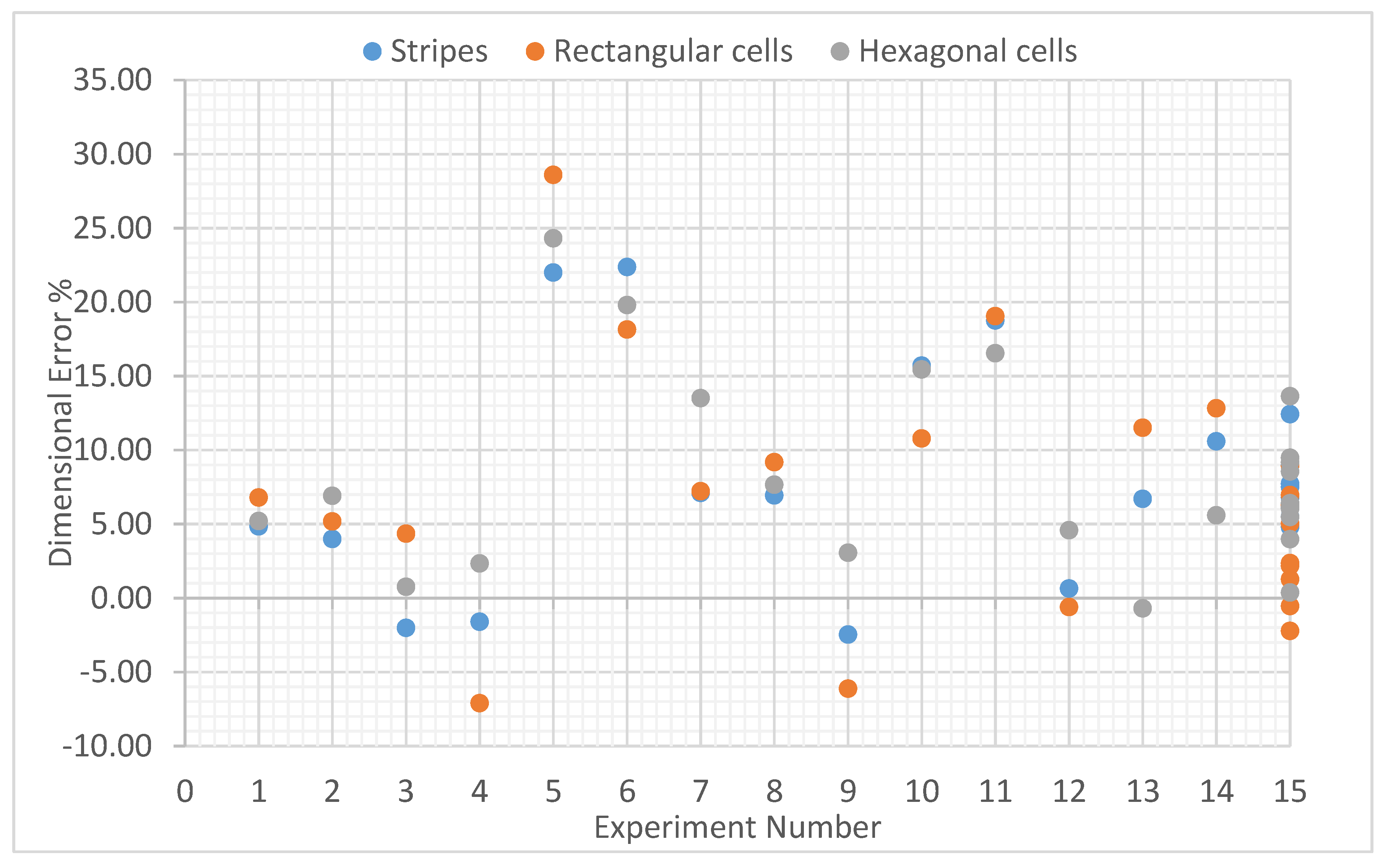
- The variation in the effect of the different scan strategies is small, as the graphs in Figure 4a–c show that all three lines of ‘Stripes’, ‘Rectangular Cell’, and ‘Hexagonal Cell’ are quite close together and always follow the same trend. This can be explained due to the small size of the down-facing area. Therefore, it can be concluded that the choice of scanning strategy plays a minimal role within the down-facing area;
- While looking at the effect of layer thickness in Figure 5d, it is clear that the dimensional error % increased with an increase in laser power, while it decreased while increasing the scan speed. However, with regards to the scan spacing in Figure 5f, the dimensional error % decreases at first, but at a level of around 80 µm, it increases once again. Figure 5e shows that at both layer thicknesses, the dimensional error % decreases while increasing the scan speed.
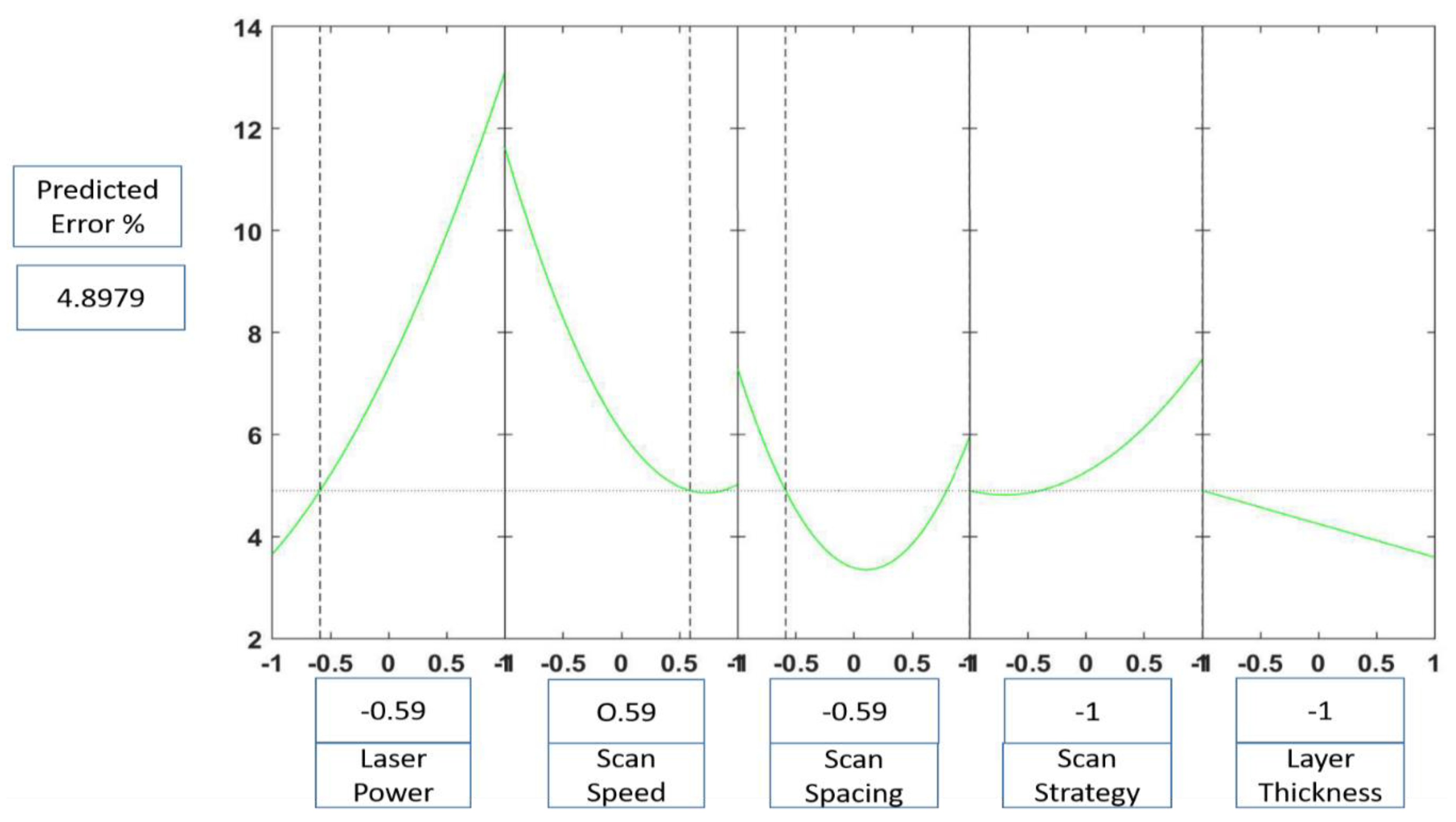
3.2. Testing of Prediction Slice Plot
4. Conclusions
- At this stage, the experimental trial conducted under the parameters of laser power of 90 w, scan speed of 1235, and scan spacing of 60 µm; laser power of 90 w, scan speed of 1235, and scan spacing of 90 µm; and laser power of 150 w, scan speed of 1599, and scan spacing of 75 µm, gave the lowest dimensional error percentages;
- The regression equation establishes a first step and when tested with new prints, gives promising results, and validation through further data collection is required in order to improve the prediction;
- The effect of different scanning patterns within down-facing areas is negligible and any one can be chosen based on the designers’ preference;
- This model must also consider other quality aspects of down-facing surfaces, such as the surface topography and curvature in the surface, and is the focus of parallel current work. In this work, the bulk area was first printed and the down-facing area (with down-facing parameters) was then printed. There is room for incorporation of the gradual changing of process parameters between bulk and down-facing areas such that they are scanned simultaneously. The current work can act as a starting point for such research;
- The data-driven process analysis methodology has shown potential to provide acceptable predictions of the dimensional performance of the L-PBF process and further work will be done to characterize dross formation in an effective and productive manner. The authors conclude on a positive note given the promising result obtained by modeling the L-PBF process, as this is often plagued by a low process repeatability, especially within the down-facing area, where the complex dross formation phenomenon further decreases the process’s stability.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Jiang, R.; Kleer, R.; Piller, F.T. Predicting the future of additive manufacturing: A delphi study on economic and societal implications of 3d printing for 2030. Technol. Forecast. Soc. Chang. 2017, 117, 84–97. [Google Scholar] [CrossRef]
- Savolainen, J.; Collan, M. How additive manufacturing technology changes business models?—Review of literature. Addit. Manuf. 2020, 32, 101070. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-d printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Berman, B. 3-d printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3d printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Froes, F.; Boyer, R.; Dutta, B. Introduction to aerospace materials requirements and the role of additive manufacturing. In Additive Manufacturing for the Aerospace Industry; Froes, F., Boyer, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 1–6. [Google Scholar]
- Moshiri, M.; Candeo, S.; Carmignato, S.; Mohanty, S.; Tosello, G. Benchmarking of laser powder bed fusion machines. J. Manuf. Mater. Process. 2019, 3, 85. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of ti6al4v alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. In Additive Manufacturing for the Aerospace Industry; Froes, F., Boyer, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 7–31. [Google Scholar]
- Sinico, M.; Ranjan, R.; Moshiri, M.; Ayas, C.; Langelaar, M.; Witvrouw, A.; Keulen, F.; Dewulf, W. A Mold Insert Case Study on Topology Optimized Design for Additive Manufacturing. In Proceedings of the Solid Freeform Fabrication Symposium 2019—An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2019. [Google Scholar]
- Bayat, M.; Mohanty, S.; Hattel, J.H. Multiphysics modelling of lack-of-fusion voids formation and evolution in in718 made by multi-track/multi-layer l-pbf. Int. J. Heat Mass Transf. 2019, 139, 95–114. [Google Scholar] [CrossRef]
- Charles, A.; Elkaseer, A.; Thijs, L.; Hagenmeyer, V.; Scholz, S. Effect of process parameters on the generated surface roughness of down-facing surfaces in selective laser melting. Appl. Sci. 2019, 9, 1256. [Google Scholar] [CrossRef]
- Solheid, J.; Elkaseer, A.; Wunsch, T.; Charles, A.; Seifert, H.; Pfleging, W. Effect of Process Parameters on Surface Texture Generated by Laser Polishing of Additively Manufactured ti-6al-4v; SPIE: Bellingham, WA, USA, 2020; Volume 11268. [Google Scholar]
- Baier, M.; Zanini, F.; Savio, E.; Carmignato, S. A New Conversion Approach between Different Characterization Methods to Measure the Spot Size of Micro Computed Tomography Systems. In Proceedings of the euspen 2018, Venice, Italy, 4–8 June 2018. [Google Scholar]
- Wang, D.; Mai, S.; Xiao, D.; Yang, Y. Surface quality of the curved overhanging structure manufactured from 316-l stainless steel by slm. Int. J. Adv. Manuf. Tech. 2016, 86, 781–792. [Google Scholar] [CrossRef]
- Fox, J.C.; Moylan, S.P.; Lane, B.M. Effect of process parameters on the surface roughness of overhanging structures in laser powder bed fusion additive manufacturing. Procedia Cirp 2016, 45, 131–134. [Google Scholar] [CrossRef]
- Cacace, S.; Cristiani, E.; Rocchi, L. A level set based method for fixing overhangs in 3d printing. Appl. Math. Model. 2017, 44, 446–455. [Google Scholar] [CrossRef]
- Zhang, K.; Cheng, G.; Xu, L. Topology optimization considering overhang constraint in additive manufacturing. Comput. Struct. 2019, 212, 86–100. [Google Scholar] [CrossRef]
- Driessen, A.J.M. Overhang constraint in topology optimisation for additive manufacturing: A density gradient based approach. Master’s Thesis, Delft University of Technology, Delft, The Netherlands, 2016. [Google Scholar]
- Mertens, R.; Clijsters, S.; Kempen, K.; Kruth, J.-P. Optimization of scan strategies in selective laser melting of aluminum parts with downfacing areas. J. Manuf. Sci. Eng. 2014, 136, 061012. [Google Scholar] [CrossRef]
- Cooper, K.; Steele, P.; Cheng, B.; Chou, K. Contact-free support structures for part overhangs in powder-bed metal additive manufacturing. Inventions 2018, 3, 2. [Google Scholar] [CrossRef]
- Wang, X.; Chou, K. Effect of support structures on ti-6al-4v overhang parts fabricated by powder bed fusion electron beam additive manufacturing. J. Mater. Process. Technol. 2018, 257, 65–78. [Google Scholar] [CrossRef]
- Paggi, U.; Ranjan, R.; Thijs, L.; Ayas, C.; Langelaar, M.; van Keulen, A.; van Hooreweder, B. New support structures for reduced overheating on downfacing regions of direct metal printed parts. In 30th Annual International Solid Freeform Fabrication Symposium; University of Texas: Austin, TX, USA, 2019. [Google Scholar]
- Charles, A.; Elkaseer, A.; Thijs, L.; Hagenmeyer, V.; Scholz, S. Prediction of Dimensional Error in Down-Facing Surfaces for Laser Powder Bed Fusion Parts. In Proceedings of the World Congress on Micro and Nano Manufacturing, Raleigh, NC, USA, 10–12 September 2019. [Google Scholar]
- Elkaseer, A.; Schneider, S.; Scholz, S. Fdm Process Optimisation for Low Surface Roughness and Energy Consumption. In Proceedings of the World Congress on Micro and Nano Manufacturing, Raleigh, NC, USA, 10–12 September 2019; pp. 270–273. [Google Scholar]
- Tapia, G.; Elwany, A.H.; Sang, H. Prediction of porosity in metal-based additive manufacturing using spatial gaussian process models. Addit. Manuf. 2016, 12, 282–290. [Google Scholar] [CrossRef]
- Sun, J.; Yang, Y.; Wang, D. Parametric optimization of selective laser melting for forming ti6al4v samples by taguchi method. Opt. Laser Technol. 2013, 49, 118–124. [Google Scholar] [CrossRef]
- Marrey, M.; Malekipour, E.; El-Mounayri, H.; Faierson, E.J. A framework for optimizing process parameters in powder bed fusion (pbf) process using artificial neural network (ann). Procedia Manuf. 2019, 34, 505–515. [Google Scholar] [CrossRef]
- Charles, A.; Elkaseer, A.; Salem, M.; Thijs, L.; Scholz, S. Ann-Based Modelling of Dimensional Accuracy in l-pbf. In Proceedings of the euspen/ASPE 2019, Nantes, France, 16–18 September 2019; pp. 39–42. [Google Scholar]
- Thomas, D.; Bibb, R. Identifying the Geometric Constraints and Process Specific Challenges of Selective Laser Melting. In Proceedings of the Time Compression Technologies Rapid Manufacturing Conference, Coventry, UK, October 2008. [Google Scholar]
- Calignano, F. Design optimization of supports for overhanging structures in aluminum and titanium alloys by selective laser melting. Mater. Des. 2014, 64, 203–213. [Google Scholar] [CrossRef]
- Han, Q.; Gu, H.; Soe, S.; Setchi, R.; Lacan, F.; Hill, J. Manufacturability of alsi10mg overhang structures fabricated by laser powder bed fusion. Mater. Des. 2018, 160, 1080–1095. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments, 10 ed.; John Wiley: Chichester, UK, 2019; Volume xii. [Google Scholar]
- de Formanoir, C.; Paggi, U.; Colebrants, T.; Thijs, L.; Li, G.; Vanmeensel, K.; Van Hooreweder, B. Increasing the productivity of laser powder bed fusion: Influence of the hull-bulk strategy on part quality, microstructure and mechanical performance of ti-6al-4v. Addit. Manuf. 2020, 33, 101129. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Levels |
|---|---|
| Laser Power (W) | 50, 90, 150, 210, 250 |
| Scan Speed (mm/s) | 200, 465, 850, 1235, 1500 |
| Scan Spacing (µm) | 50, 60, 75, 90, 100 |
| Scan Pattern | Stripes, rectangular cells, hexagonal cells |
| Layer Thickness (µm) | 60, 90 |
| Experiment Nr. | Laser Power (W) | Scan Speed (mm/s) | Scan Spacing (µm) |
|---|---|---|---|
| 1 | 90 | 465 | 60 |
| 2 | 90 | 465 | 90 |
| 3 | 90 | 1235 | 60 |
| 4 | 90 | 1235 | 90 |
| 5 | 210 | 465 | 60 |
| 6 | 210 | 465 | 90 |
| 7 | 210 | 1235 | 60 |
| 8 | 210 | 1235 | 90 |
| 9 | 50 | 850 | 75 |
| 10 | 250 | 850 | 75 |
| 11 | 150 | 200 | 75 |
| 12 | 150 | 1500 | 75 |
| 13 | 150 | 850 | 50 |
| 14 | 150 | 850 | 100 |
| 15–24 | 150 | 850 | 75 |
| Laser Power (W) | Scan Speed (mm/s) | Scan Spacing (µm) | Measured Error % | Prediction Made by the Regression Equation (%) | Difference in Prediction % | Error of the Equation (%) |
|---|---|---|---|---|---|---|
| 150 | 1500 | 75 | 4.08 | 4.45 | 0.37 | 8.47 |
| 140 | 1000 | 75 | 6.43 | 6.53 | 0.09 | 1.49 |
| 200 | 500 | 90 | 20.93 | 18.03 | 2.90 | 16.10 |
| 175 | 390 | 60 | 17.44 | 18.05 | 0.60 | 3.32 |
| 250 | 370 | 90 | 29.74 | 26.04 | 3.70 | 14.20 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Charles, A.; Elkaseer, A.; Thijs, L.; Scholz, S.G. Dimensional Errors Due to Overhanging Features in Laser Powder Bed Fusion Parts Made of Ti-6Al-4V. Appl. Sci. 2020, 10, 2416. https://doi.org/10.3390/app10072416
Charles A, Elkaseer A, Thijs L, Scholz SG. Dimensional Errors Due to Overhanging Features in Laser Powder Bed Fusion Parts Made of Ti-6Al-4V. Applied Sciences. 2020; 10(7):2416. https://doi.org/10.3390/app10072416
Chicago/Turabian StyleCharles, Amal, Ahmed Elkaseer, Lore Thijs, and Steffen G. Scholz. 2020. "Dimensional Errors Due to Overhanging Features in Laser Powder Bed Fusion Parts Made of Ti-6Al-4V" Applied Sciences 10, no. 7: 2416. https://doi.org/10.3390/app10072416
APA StyleCharles, A., Elkaseer, A., Thijs, L., & Scholz, S. G. (2020). Dimensional Errors Due to Overhanging Features in Laser Powder Bed Fusion Parts Made of Ti-6Al-4V. Applied Sciences, 10(7), 2416. https://doi.org/10.3390/app10072416