Thin CdTe Layers Deposited by a Chamberless Inline Process using MOCVD, Simulation and Experiment


 ,
, 
Abstract
1. Introduction
2. Experimental Section
3. Numerical Modelling
4. Results and Discussion
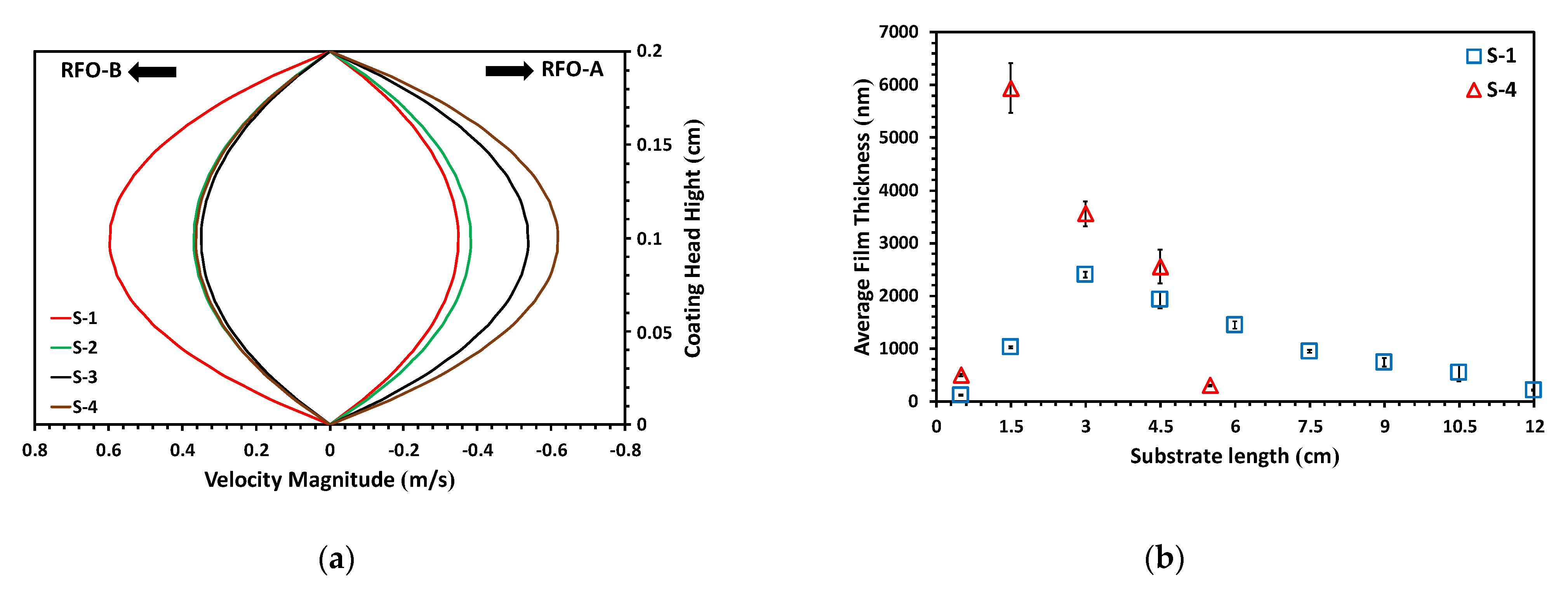
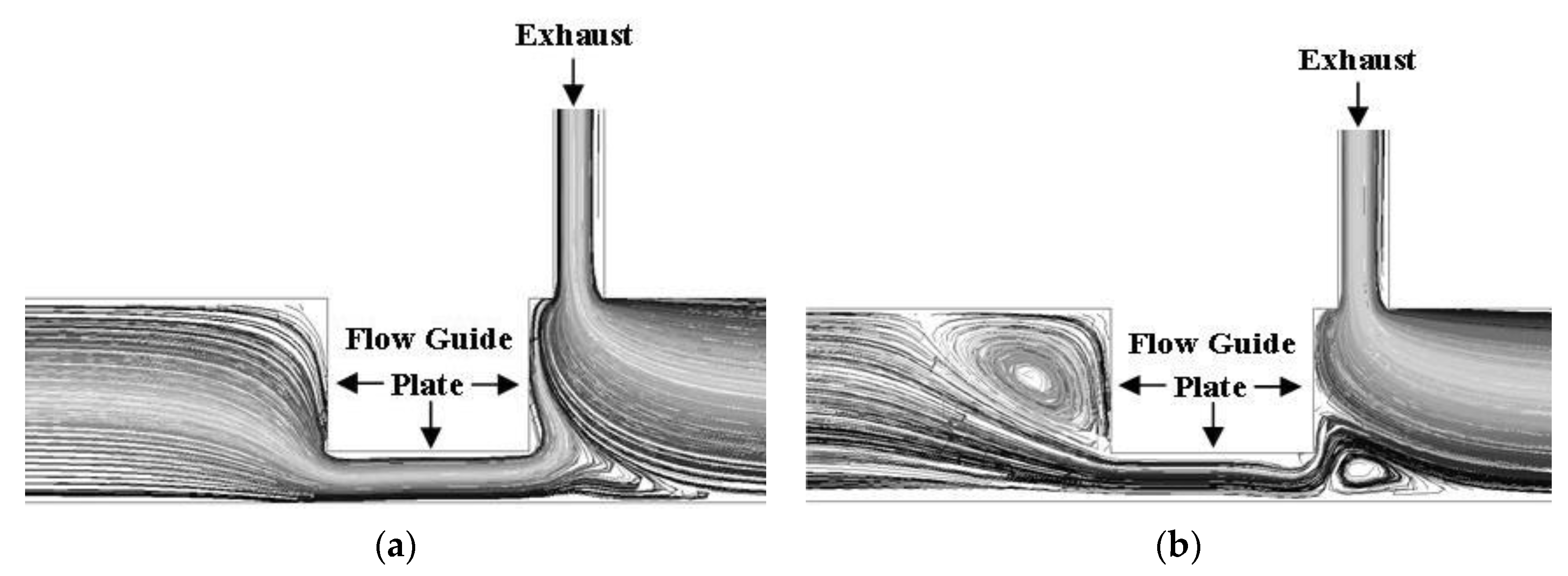
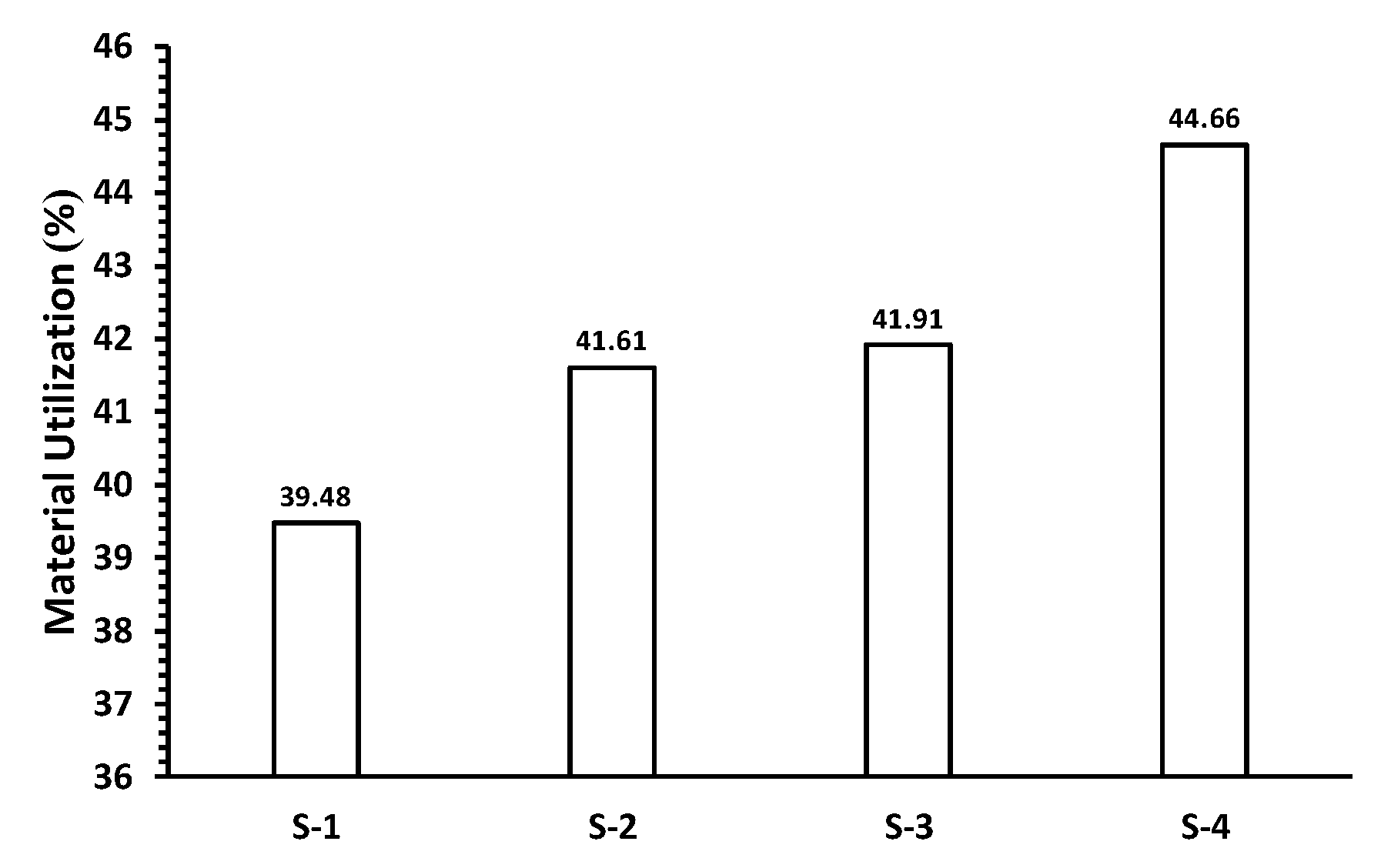
4.1. Static Mode – Deposition Profile
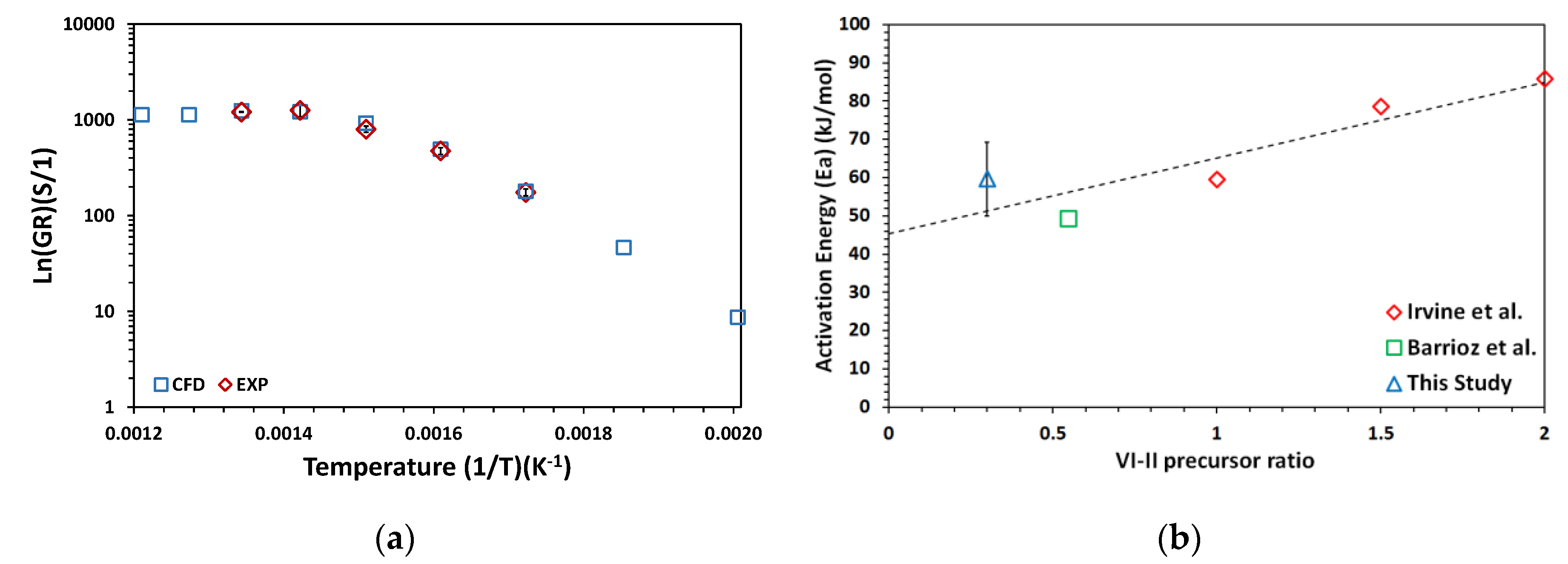
4.2. Dynamic Mode – Deposition Kinetics
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lee, Y.H.; Chou, K.S.; Lin, M.S. Analysis of the combined effect of mass transfer and decomposition kinetics on the growth rates of CdTe by MOCVD. J. Chin. Inst. Eng. 1988, 11, 551–554. [Google Scholar] [CrossRef]
- Piotrowski, A.; Madejczyk, P.; Gawron, W.; Klos, K.; Pawluczyk, J.; Grudzien, M.; Piotrowski, J.; Rogalski, A. Growth of MOCVD HgCdTe heterostructures for uncooled infrared photodetectors. Bull. Pol. Acad. Sci. Tech. Sci. 2005, 53, 139–149. [Google Scholar] [CrossRef]
- Kartopu, G.; Phillips, L.J.; Barrioz, V.; Irvine, S.J.C.; Hodgson, S.D.; Tejedor, E.; Dupin, D.; Clayton, A.J.; Rugen-Hankey, S.L.; Durose, K. Progression of metalorganic chemical vapour-deposited CdTe thin-film PV devices towards modules. Prog. Photovolt. Res. Appl. 2016, 24, 283–291. [Google Scholar] [CrossRef]
- Luceno-Sanchez, J.A.; Diez-Pascual, A.M.; Capilla, R.P. Materials for photovoltaics: State of art and recent developments. Int. J. Mol. Sci. 2019, 20, 976. [Google Scholar] [CrossRef] [PubMed]
- Mullin, J.B.; Irvine, S.J.C.; Ashen, D.J. Organometallic growth of II–VI compounds. J. Cryst. Growth 1981, 55, 92–106. [Google Scholar] [CrossRef]
- Hicks, R.F. The chemistry of the organometallic vapor-phase epitaxy of mercury cadmium telluride. Proc. IEEE 1992, 80, 1625–1640. [Google Scholar] [CrossRef]
- Moon, R.L. MOVPE: Is there any other technology for optoelectronics? J. Cryst. Growth 1997, 170, 1–10. [Google Scholar] [CrossRef]
- Rushworth, S. High purity metal-organic precursors for CPV device fabrication. Mater. Matters 2010, 5, 94–98. [Google Scholar]
- McCandless, B.E.; Sites, J.R. Cadmium telluride solar cells. In Handbook of Photovoltaic Science and Engineering, 2nd ed.; Luque, A., Hegedus, S., Eds.; Wiley: Chichester, UK, 2012; pp. 600–642. [Google Scholar]
- First Solar Hits Cost Reduction Milestone. Available online: https://www.pv-tech.org/news/has_first_solar_retaken_the_lowest_cost_pv_manufacturer_mantle (accessed on 13 December 2019).
- Green, M.A.; Hishikawa, Y.; Dunlop, E.D.; Levi, D.H.; Hohl-Ebinger, J.; Yoshita, M.; Ho-Baillie, A.W.Y. Solar cell efficiency tables (Version 53). Prog. Photovolt. Res. Appl. 2019, 27, 3–12. [Google Scholar] [CrossRef]
- Barrioz, V.; Kartopu, G.; Irvine, S.J.C.; Monir, S.; Yang, X. Material utilisation when depositing CdTe layers by inline AP-MOCVD. J. Cryst. Growth 2012, 354, 81–85. [Google Scholar] [CrossRef]
- Kartopu, G.; Barrioz, V.; Irvine, S.J.C.; Clayton, A.J.; Monir, S.; Lamb, D.A. Inline atmospheric pressure metalorganic chemical vapour deposition for thin film CdTe solar cells. Thin Solid Film. 2014, 558, 374–377. [Google Scholar] [CrossRef]
- Mitrovic, B.; Gurary, A.; Quinn, W. Process conditions optimisation for the maximum deposition rate and uniformity in vertical rotating disc MOCVD reactors based on CFD modelling. J. Cryst. Growth 2007, 303, 323–329. [Google Scholar] [CrossRef]
- Barrioz, V.; Lamb, D.A.; Monir, S.; Trueman, S.; Kartopu, G.; Owen, I.W.; Irvine, S.J.C.; Yang, X. Injector and Method. Patent WO2014122484A1, 14 August 2014. [Google Scholar]
- Yang, X.; Wu, Y.; Huang, X.; Barrioz, V.; Kartopu, G.; Monir, S.; Irvine, S.J.C. Numerical simulation of the deposition process and the epitaxial growth of cadmium telluride thin film in a MOCVD reactor. Comput. Therm. Sci. 2013, 5, 177–188. [Google Scholar] [CrossRef]
- Barrioz, V.; Monir, S.; Kartopu, G.; Lamb, D.A.; Brooks, W.; Siderfin, P.; Jones, S.; Clayton, A.J.; Irvine, S.J.C. MOCVD for solar cells, a transition towards a chamberless inline process. J. Cryst. Growth 2015, 414, 223–231. [Google Scholar] [CrossRef]
- Capper, P. Properties of Narrow Gap Cadmium-Based Compounds; IEE: London, UK, 1994. [Google Scholar]
- Fluent Inc. Fluent 6.3 UDF Manual; Fluent Inc.: Lebanon, PA, USA, 2006. [Google Scholar]
- Mazi, M.; Simka, H.; Jensen, K.F. Simulation of carbon doping of GaAs during MOVPE. J. Cryst. Growth 1992, 124, 483–492. [Google Scholar]
- Irvine, S.J.C.; Bjaj, J. A study of the growth kinetics of II–VI metalorganic vapour phase epitaxy using in situ laser reflectometry. J. Cryst. Growth 1994, 145, 78–81. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Configuration | RFO Size (mm) | Active Extraction | |
|---|---|---|---|
| (RFO-A) | (RFO-B) | (Torr) | |
| S-1 | 0.5 | 0.7 | −10 |
| S-2 | 0.7 | 0.5 | −10 |
| S-3 | 0.7 | 0.5 | −15 |
| S-4 | 1.0 | 0.5 | −10 |
| Total Flow | T | Exp (d) | CFD (d) | Exp (Uwmat) | Exp (Uvmat) | CFD (Uvmat) | ||
|---|---|---|---|---|---|---|---|---|
| (L/min) | (°C) | (μm) | (μm) | Avd (%) | Stdv (%) | Avd (%) | Stdv (%) | (%) |
| 0.5 | 225 | - | 0.018 | - | - | - | - | 1.47 |
| 265 | - | 0.066 | - | - | - | - | 5.42 | |
| 305 | 0.172 | 0.178 | 18.56 | 0.30 | 14.20 | 0.47 | 14.71 | |
| 350 | 0.339 | 0.359 | 28.12 | 0.29 | 27.94 | 0.88 | 29.60 | |
| 390 | 0.450 | 0.533 | 38.11 | 0.31 | 37.10 | 1.81 | 43.98 | |
| 430 | 0.598 | 0.621 | 50.90 | 0.31 | 49.32 | 0.39 | 51.17 | |
| 470 | 0.634 | 0.626 | 39.29 | 0.35 | 52.29 | 0.21 | 51.67 | |
| 515 | - | 0.604 | - | - | - | - | 49.88 | |
| 555 | - | 0.538 | - | - | - | - | 44.43 | |
| 1.0 | 225 | - | 0.009 | - | - | - | - | 0.36 |
| 265 | - | 0.046 | - | - | - | - | 1.92 | |
| 305 | 0.175 | 0.180 | 7.34 | 0.30 | 7.22 | 0.51 | 7.42 | |
| 350 | 0.474 | 0.493 | 18.20 | 0.29 | 19.56 | 1.58 | 20.36 | |
| 390 | 0.799 | 0.926 | 29.30 | 0.32 | 33.56 | 2.48 | 38.24 | |
| 430 | 1.257 | 1.213 | 45.80 | 0.30 | 51.91 | 7.20 | 50.10 | |
| 470 | 1.209 | 1.248 | 45.70 | 0.38 | 49.94 | 0.47 | 51.56 | |
| 515 | - | 1.130 | - | - | - | - | 46.66 | |
| 555 | - | 1/133 | - | - | - | - | 46.80 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Monir, S.; Kartopu, G.; Barrioz, V.; Lamb, D.; Irvine, S.J.C.; Yang, X.; Vagapov, Y. Thin CdTe Layers Deposited by a Chamberless Inline Process using MOCVD, Simulation and Experiment. Appl. Sci. 2020, 10, 1734. https://doi.org/10.3390/app10051734
Monir S, Kartopu G, Barrioz V, Lamb D, Irvine SJC, Yang X, Vagapov Y. Thin CdTe Layers Deposited by a Chamberless Inline Process using MOCVD, Simulation and Experiment. Applied Sciences. 2020; 10(5):1734. https://doi.org/10.3390/app10051734
Chicago/Turabian StyleMonir, Shafiul, Giray Kartopu, Vincent Barrioz, Dan Lamb, Stuart J. C. Irvine, Xiaogang Yang, and Yuriy Vagapov. 2020. "Thin CdTe Layers Deposited by a Chamberless Inline Process using MOCVD, Simulation and Experiment" Applied Sciences 10, no. 5: 1734. https://doi.org/10.3390/app10051734
APA StyleMonir, S., Kartopu, G., Barrioz, V., Lamb, D., Irvine, S. J. C., Yang, X., & Vagapov, Y. (2020). Thin CdTe Layers Deposited by a Chamberless Inline Process using MOCVD, Simulation and Experiment. Applied Sciences, 10(5), 1734. https://doi.org/10.3390/app10051734