Abstract
(1) Background: Products, manufactured using additive manufacturing technologies (AM) are increasingly present on the market. The research was undertaken to determine the possibilities of increasing the use of AM technology in Polish manufacturing companies. The aim of the paper is to determinate the level of the AM technology use of Polish Metal and Automotive Manufacturing and the influence of AM technology use on the increase of manufacturing company’s competitiveness–in the context of Polish Manufacturing Companies. (2) Methods: This paper uses literature studies to determinate the AM technology used within the production processes in the automotive and metal industry companies (so called dimensions) and a questionnaire survey, which was carried out on a sample of 250 Polish Metal and Automotive Manufacturing Enterprises. (3) Results: The results were verified by a statistical analysis, using correlation coefficients. Based on the data obtained, it was determined that both metal and automotive Polish companies use, or have in their investment plans, the implementation of AM technology, due to the need to reduce production costs and increase speed and flexibility when responding to customer needs. Moreover, the relationship between applied additive manufacturing technologies and the effects of their use, in enterprises, was analysed. The novelty of our work is defining the dimensions of the AM technology use for our empirical research and determining the influence of AM technology use on the increase Polish manufacturing company’s competitiveness. (4) Conclusions: The possibilities of using the results of research in economic practice were demonstrated. We also highlighted the impracticality for managers to support the selection and implementation of AM technology in the context of obtaining possible benefits for a manufacturing company.
1. Introduction
Additive manufacturing (AM) technologies are, currently, being increasingly used in manufacturing companies, particularly in view of the need to reduce the time required to launch a new product onto the market. AM is treated as a combination of materials with the aim of obtaining a real object, based on 3D CAD data [1], which is applicable in the production area of, among other things, prototyping processes, the production of products in small series and the production of tools [2].
AM technologies are particularly applicable in the field of design and construction, in manufacturing companies in the automotive, aviation, military and metal industries [3]. However, according to data from the Central Statistical Office of Poland [4], only 2.4% of Polish enterprises uses AM technology, with only 1.4% of these enterprises having their own 3D printers. Other entities commission 3D printing from external entities. In addition, large enterprises (11.2%) and industrial processing units (5.0%) use AM technology, taking into account their type of business. Information and communications industry companies (3.2%) use their own 3D printers and outsource printing to entities from the industrial processing industry (2.9%). Bearing in mind the research results presented, regarding the application of AM technology in Polish production enterprises, research was undertaken to determine the possibilities of increasing the use of AM technology in Polish production companies.
The second chapter of this article indicates a research gap, based on an analysis of the current state of research in the field of the application of AM technology in Polish manufacturing companies. Based on the analysis carried out, the need was pointed out, on the one hand, to conduct advanced, empirical research into Polish enterprises, regarding the use of AM technology; on the other hand, restrictions on their use was pointed out. In the first stage of the research, the dimensions of the AM technology use in Polish manufacturing companies, were defined. Research was narrowed to the automotive and metal industries. A detailed description of the AM technologies used was then made for each individual dimension. The fourth part of the article describes the research methodology and gives details of the research samples. The following sections analyse the data acquired and indicate that both metal and automotive companies use—or actually have investment plans to implement—additive manufacturing technologies, due to the need to reduce production costs, optimise processes and increase speed and flexibility in responding to customer needs. The summary presents the possibilities of using the results of research in economic practice and formulates the direction of further work.
2. The State of Research in the Application of AM Technology in Polish Manufacturing Companies
Polish manufacturing enterprises make little use of additive technologies (2.4% according to GUS data). In 2017, 3D printing technology was most often used by enterprises in the Dolnośląskie (3.5%), Podkarpackie (3.2%) and Świętokrzyskie (3.1%) voivodships, yet least frequently so in the Lubelskie (1.0%) and Lubuskie voivodships (1.1%). In 2017, 3D printing technology was mainly used to create prototypes or models for personal use (1.8%), of which 10% were mainly for large enterprises. The least frequently used 3D printing was to create goods for sale, excluding prototypes or models (0.4%) and to create goods for use in production processes, excluding prototypes or models (0.5%). Spatial printing was mainly used by large enterprises employing 250 people or more.
Based on the analysis of the literature on the subject [5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26,27,28,29], the characteristics of AM technologies used have been broken down into separate dimensions:
- In automotive industry companies:
- (1)
- Production process of machinery parts and equipment made of plastic and metal, including high precision mechanical parts and sub-assemblies,
- (2)
- Production process for functional prototypes and co-operating mechanisms,
- (3)
- Production process in models used in strength tests, tests and modelling.
- In metal industry companies:
- (1)
- Prototype and model production process,
- (2)
- The production process for injection moulds, foundry moulds, highly precise metal structures and other elements with a complex geometry or requiring high mechanical properties, the production of which would often not be possible using foundry technologies,
- (3)
- The process of the repair and regeneration of complex damaged metal parts.
The following AM technologies according to the defined dimensions were identified for further research (Table 1).

Table 1.
Characteristics of additive manufacturing (AM) technology.
In the processes carried out in AM technologies, the following technologies can be distinguished: technologies using a powder-filled platform, the powder bed technology, so-called, occurring in such technologies as Selective Laser Melting (SLM), Direct Metal Laser Sintering (DMLS), Electron Beam Melting (EBM) and also direct deposition technology, in such technologies as Electron Beam Additive Manufacturing (EBAM), Laser Engineering Net Shape (LENS) [30].
By evenly placing the powder on the working platform, the material feeding system has the advantage because the model does not need to have brackets generated. Moreover, the powder bed gives the opportunity to make models in the higher parts of the working chamber [27]. Selective powder micro-metallurgy (SLM) has many advantages related to accuracy of performance, versatility and the possibility of the complete elimination of the assembly phase, by sintering ready-made constructions. In the selective laser melting of powders of various metals, stainless steel powders are most often used. Unlike Selective Laser Sintering (SLS), the powder is re-melted through a laser beam, which significantly affects the tightness of the model and the lack of pores [27]. Metal additive manufacturing (MAM) is becoming a popular industrial production solution. Metal AM is characterised by two leading methods using metal powders, namely SLM/DLMS which is used mostly in the automotive industry and electron beam melting (EBM) [31,32]. The benefits of using additive manufacturing techniques are observed in the production of engine parts, fuel systems or turbines with a complex geometry and with defined aerodynamic properties. In addition, the technology of laser sintered metal powders enables the development of advanced and lightweight structures that combine high strength with a weight reduction of up to 60%. Even very complex elements, made of high-strength material, can easily be manufactured by means of additive manufacturing techniques, where the use of traditional processes, for the production of such parts, is impossible or very expensive [33]. Powder sintering methods are used to make injection moulds for mass production as also for the production of pressure casting moulds and other elements requiring high mechanical properties, the production of highly precise metal structures, making surgical instruments, passive and active implants, as well as for medical parts/devices, manufacturing elements complex shapes and structures that would not have been possible with casting technologies (DMLS).
FDM (fused deposition modelling) technology is used for rapid prototyping. In FDM technology, one of the nozzles of the printing device feeds the material for modelling, while the other feeds the material to produce supports, when necessary. Depending on the printing machine and the material used, the supports, produced in the final phase, can be broken off (BST series machines) or dissolved in water (SST series machines). Manufacturing supports is sometimes necessary due to the presence of hanging elements that affect the stability of the manufactured item. Molten thermoplastic layer extrusion methods are used for the production of plastic machinery parts and equipment, the production of prototypes of co-operating mechanisms and the production of models, used in strength tests, etc. [19].
Material application and UV hardening methods are used for the production of high-precision parts, mechanical components, the production of flexible elements, such as gaskets and washers and the production of high-quality prototypes over a short time.
- Methods based on the technology of curing photosensitive resins are used in the production of prototypes, among other things, for empirical research, in tests and in modelling processes, the production of components used in automotive sectors, electronic housings, latch assemblies, car bodies, the production of machine covers and the production of functional prototypes.
- Methods for producing laminated objects are used to produce models, prototypes and machine parts made from plastic, cellulose or composite materials.
2.1. Technologies Based on the Photo-Initiated Polymerisation Method (SLA, DPL)
Liquid photo-polymer is placed in a tank (ladle) and then selectively cured, layer by layer at source, emitting heat using a digital screen, LCD screen, UV radiation or laser beam, until the element is completely manufactured. In the case of Stereo-lithography (SLA), a laser beam is mainly used which is focussed on the surface of the tank, creating each layer of the desired 3D object by cross-linking or polymer degradation. Digital Light Processing (DLP) uses a digital projector screen, through which the entire layer of the element is cured simultaneously over the entire surface. This reduces the time it takes to manufacture a part [3,6,25].
2.2. Powder Sintering Technologies (SLS, SLM, DMLS, EBM)
Basically, the SLS process uses a laser or electron beam to sinter or coalesce powdered material, layer by layer, in order to create a solid structure. The powder is placed in a container where the sintering takes place. The molten powder is supplemented with further powder supplies and levelled with a roller. The final product, covered with loose powder, is then cleaned with brushes and compressed air. SLM relies on selective laser melting to form the element, layer by layer, while DMLS, operating on the same principle, consists in the direct sintering of the metal, by laser and is used for the sintering of metal powders only [15,16,17,18,20,22,25,26,27,28,30,33].
2.3. Technologies Based on the Method of Layered Extrusion of Molten Thermoplastics (FDM, MEM, FFF)
3D printing technology uses continuous filament from thermoplastic material as the basic material while additional material is used to make the support. The fibre from the material spool is fed from the coil through a movable, heated extruder head. The molten material is ejected from the extruder nozzle and deposited on a 3D printing platform that can be heated, for additional grip. The movement of the extruder head is controlled by computer. The next layer is applied onto the previous layer until the manufacturing process of the object is completed [19,21,22,24,25,27].
2.4. Technologies Based on the Method of Curing Material by Direct Energy Supply (LENS, EBAM)
This technology allows elements to be produced by directly melting materials and depositing them on the workpiece, layer by layer. The LENS process must take place in a hermetically sealed, argon-filled chamber so that the oxygen and moisture levels are kept very low. This keeps the manufactured item clean and prevents oxidation. The metal powder is delivered directly to the head which deposits the material. After depositing a single layer, the head which deposits the material advances to the next layer. The whole section is constructed by building successive layers. Once completed, the element is removed and can be processed or finished in any way. EBAM is an additive manufacturing technology that produces large-scale metal structures. The EB gun deposits the metal with a wire, layer by layer, until the element reaches a grid-like shape and is ready for its final treatment [11,12,13,22,24,25,27].
This article offers an explanation of the influence the AM technology use on increase the manufacturing company’s competitiveness. On the basis of the current analysis of the literature on the subject and of the defined dimensions of the AM technology use a questionnaire was developed, based on which, pilot studies of the first stage were conducted, followed by the main research into the Polish automotive and metal manufacturing companies, regarding the use of additive manufacturing technology. This study assumes also that those workers who were involved in the survey realize at least 80% of the defined dimensions associated with the dimensions of the of the AM technology use. The surveys applied for testing the research model (Figure 1) were developed by defining scales to fit the knowledge codification meaning.
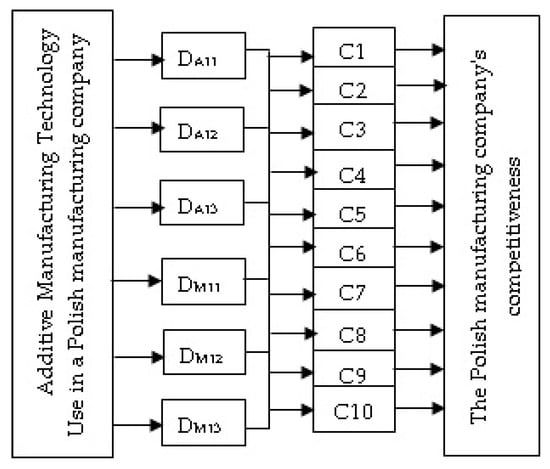
Figure 1.
Research model.
Factors of dimensions of the AM technology use were based on feedback surveys and their sources are listed here: The dimensions of the of the Additive Manufacturing Technology Use: I know that in my company the use AM technologies during the business processes, namely in automotive industry: DA11-production processing of machinery and equipment parts made of plastic and metal, including high-precision mechanical parts and components, DA12-production process of functional prototypes and co-operating mechanisms, DA13-production process of models used in strength tests, tests and modelling; in metal industry: DM11-prototype and model production process, DM12-production process of injection moulds, foundry moulds, highly precise metal constructions and other elements with a complex geometry or requiring high mechanical properties, the production of which would often not be possible by means of foundry technologies, DM13-process of repair and regeneration of complex damaged metal parts is: factor0: not very important/ factor1: very important.
The Polish manufacturing company’s competitiveness: I know that in my company the realization of the work activities using Additive Manufacturing Technology, is: factor0: not very important/factor1: very important for C1-reduction of production costs, C2-effective use of material, C3-freedom in product design, C4-no assembly stage, C5-product personalisation to meet specific customer requirements, C6-quick response to market needs, C7-optimisation of product functions, C8-development, C9-elimination of human labour, C10-waste reduction/lower energy consumption.
The data for this study were collected from 250 Polish manufacturing enterprises between October to November, 2019.
3. Research Method
The studies were carried out in two stages: (1) pilot studies and (2) main studies. The tests were carried out using the survey method. The survey questionnaire included multi-alternative closed questions.
The pilot study was intended, initially, to identify the needs of the industry’s representatives in carrying out work in the field of material testing and additive manufacturing technologies. The pilot study involved 10 companies from the automotive industry and 10 companies from the metal industry from the Lubuskie Voivodeship, employing between 30 and 1400 employees. The survey respondents from the automotive industry were mostly representatives of the management staff of operational, technological and R&D areas (managers (2), directors (2), supervisors (3), principal (1)) as well as the cost leader and technical and the commercial adviser. In the metal industry, half of the respondents were representatives of the production management staff (director (1), manager (1) managers (3) and representatives of specialist technological, quality and sales staff, (5)). Among the 20 companies surveyed, 7 declared that AM technologies were used in their enterprises, of which 3 companies were from the automotive industry and 4 were from the metal industry.
The main research was then carried out in 250 small, medium and large manufacturing companies from western Poland, including 125 representatives from the metal and automotive industries. The research group accounts for 1% of the total number of manufacturing companies from the automotive industry and metal industry group in Western Poland. Among the automotive companies there were 92 small enterprises, 29 medium enterprises and 4 large enterprises, while representatives of the metal industry comprised 120 small enterprises, 27 medium enterprises and 3 large enterprises. The respondents in the automotive industry were mostly representatives of the management (69) and company owners (32), specialist employees, including technologists, logisticians, designers, marketing employees (16) and company support employees, including assistants, accountants, administrative staff, etc. (8). In the metal industry, the respondents to the survey were mainly representatives of the management (72), owners and shareholders (36) and specialist employees, among others, in the fields of quality, production, purchasing, design and construction (13) and company support employees, including accountants and sales/sales department staff (4).
A total of 109 of the 250 enterprises surveyed declared themselves to be users of additive manufacturing technology, of which 57 were from the metal industry and 52 were from the automotive industry.
4. Research Results
4.1. Pilot Studies
In the enterprises in which AM technologies were used, none of the proposed methods were indicated, i.e., FDM, Laminated Object Manufacturing (LOM), Plastic Sheet Lamination (PSL), Selective Deposition Lamination (SDL), DLP, PolyJet, DMLS, SLS, SLA, EBM, MEM, Fused Filament Fabrication (FFF), ProJet, Multi Jet Modelling (MJM), LENS, EBAM, SLM (Table 1). However, it was emphasised that plasma-burning, hot-dip galvanising technologies and anti-corrosion coating were used. Unfortunately, pilot studies have shown that only traditional, additive manufacturing methods, such as welding, were used. Therefore, the main research is looking for possible answers in order to increase the use of modern, additive technologies in Polish enterprises; subsequently, it was then determined which of the defined dimensions of the Additive Manufacturing Technology Use (Table 1):
- Automotive industry companies:
- (1)
- Production process of functional prototypes and co-operating mechanisms—in two companies,
- (2)
- (Production process of models used in strength tests, tests and modelling—in one company.
- Metal industry companies:
- (1)
- Production process of injection moulds, foundry moulds and other elements requiring high mechanical properties—in four companies.
Only one of the companies surveyed indicated their willingness to adopt AM technology. The company identified the following factors that could potentially influence their decision:
- (a)
- Reduction of production costs
- (b)
- Effective use of material
- (c)
- Freedom in product design
- (d)
- No assembly stage
- (e)
- Product personalisation to meet specific customer requirements
- (f)
- Quick response to market needs
- (g)
- Optimisation of product functions
In addition, it was emphasised that any technology implemented should be associated with the welding and bonding processes, indicating at the same time the limitations existing in the company, namely the outdated machine park and the need to update workstations.
Pilot studies showed that in the manufacturing companies surveyed—which use AM technologies—traditional and specific methods were used, such as welding, plasma-burning and the production of an anti-corrosion layer. The use of traditional additive methods probably has something to do with the lack of appropriate technological facilities, along with a low recognition/perception of modern methods of additive manufacturing.
4.2. Main Research
Among those manufacturing enterprises to declare themselves users of additive technologies, 29 enterprises from the automotive industry indicated the use of the FDM and EBM methods, while 1 enterprise indicated the use of FDM with 1 company, from the metal industry, indicating the use of EBM technology (Table 1).
A total of 78 companies indicated “other” technologies, of which 23 were from the automotive industry and 55 were from the metal industry. Welding was indicated by 39 enterprises, while for those companies using welding technology, 29 companies indicated using Metal Inert Gas (MIG), Metal Active Gas (MAG), Tungsten Inert Gas (TIG)technology. Material processing was indicated by 18 companies, of which 4 indicated machining with CNC machines. Other companies indicated methods such as aluminium casting, metallisation, plasma-burning, laser cutting, joining sheets, carburising, etc.
Basic research has shown that AM technologies are used in 44% of manufacturing companies in the metal and automotive industries. It is interesting that the number of those respondents, classifying the welding method as the AM method, came to about 15%. It is worth noting that over 11% of respondents, in the automotive industry, declared the use of two AM technologies, namely: FDM and EBM.
Subsequently, the dimensions of the Additive Manufacturing Technology Use were then determined; these are indicated in Table 1:
- Automotive industry (52 companies in total):
- (1)
- Production processing of machinery and equipment parts made of plastic and metal, including high-precision mechanical parts and components—27 marked answers,
- (2)
- Production process of functional prototypes and co-operating mechanisms—29 marked answers,
- (3)
- Production process of models used in strength tests, tests and modelling—no company marked an answer.
Four companies simultaneously indicated the production of machinery and equipment parts and the production of prototypes. One company gave the answer "other" indicating that it uses AM technology for the production of machinery and equipment parts and for the provision of services.
- Metal industry (57 companies in total):
- (1)
- Prototype and model production process—4 marked answers,
- (2)
- Production process of injection moulds, foundry moulds, highly precise metal constructions and other elements with a complex geometry or requiring high mechanical properties, the production of which would often not be possible by means of foundry technologies—54 marked answers,
- (3)
- Process of repair and regeneration of complex damaged metal parts—3 marked answers.
Two enterprises, marking their answers “other”, indicated that they used AM for the provision of services (1 company) and for machine construction (1 company).
Three companies marking their answer “the injection mould production process” also marked “prototyping”, whereas three companies that indicated the process of manufacturing injection moulds also indicated protection and regeneration (2 companies) and the production of semi-finished products (1 company).
A total of 72 enterprises declared their willingness to adopt additive technologies, including 3 companies were interested in FDM technology, while 2 interested companies also marked DMLS; 2 companies in LOM technology, with 1 company also indicating DMLS; 5 companies in DLP technology, including 5 companies also marked DMLS; 1 company in PolyJet technology, with DMLS technology also indicated; 20 companies in DMLS technology, 3 companies also indicated SLS, 2 companies also indicated SLA, 2 companies also indicated EBM; 3 companies in SLS technology; 2 companies in SLA technology; 2 companies in EBM technology and 52 companies marked the answer “other” (Figure 2).
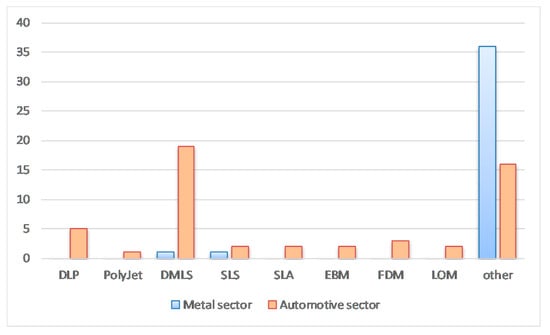
Figure 2.
Interest in implementing AM in the manufacturing companies surveyed in the metaland automotive industries.
Respondents who ticked “other” indicated, among others, laser technologies (12), robotic technologies (4), powder technologies (1), hardening technologies (4), welding (1), production/application of layers of material (3) bonding of materials (2), regeneration of machine elements (1) (Figure 3). As many as 22 companies answering “other” claimed that, currently, they could not, or were not able to determine what technology they would be interested in, while 2 did not provide any justification for using additive technologies. As results from the analysis of the data obtained, companies are interested in implementing laser technology. This is indicated by declarations of intent to implement the laser sintering of metals-DMLS (20 companies) with justification of the respondents who indicated the answer “other”, pointing to technologies using welding, cutting and laser processing (12 companies).
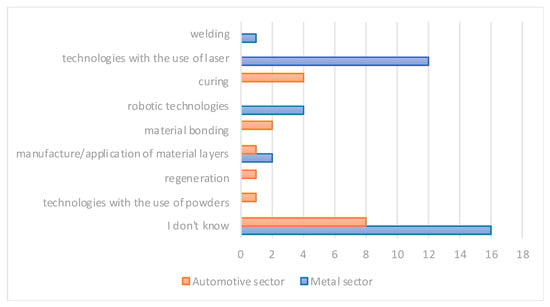
Figure 3.
Interest in implementing AM. Answers declared by respondents from the automotive and metal industries.
Companies declaring an interest in implementing additive technologies indicated the following factors that could potentially influence their decision (Figure 4):
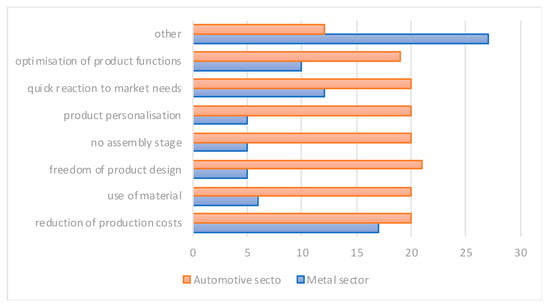
Figure 4.
Factors affecting interest in implementing AM in the manufacturing companies surveyed in the metal and automotive industries.
- (a)
- Reduction of production costs—37 marked answers
- (b)
- Effective use of material—26 marked answers
- (c)
- Freedom in product design—26 marked answers
- (d)
- No assembly stage—25 marked answers
- (e)
- Product personalisation to meet specific customer requirements—25 marked answers
- (f)
- Quick response to market needs—32 marked answers
- (g)
- optimisation of product functions—29 marked answers
- (h)
- Other—39 marked answers, of which 21 focussed on the development of the company, 10 on increasing work efficiency and processes, 4 on reducing employment, 2 on reducing exhaust emissions and waste; 2 companies did not provide justification or indicated insufficient knowledge of this area.
Analysis of the responses received, with reference to the restrictions (Figure 5) determining the implementation of AM technology, showed that 21 companies indicated the below par performance of devices which had a lengthy printing time, with 13 indicating the poor quality of the products manufactured, 14 indicating the low strength poor clarity of the printed details, while 51 marked the answer “other”.
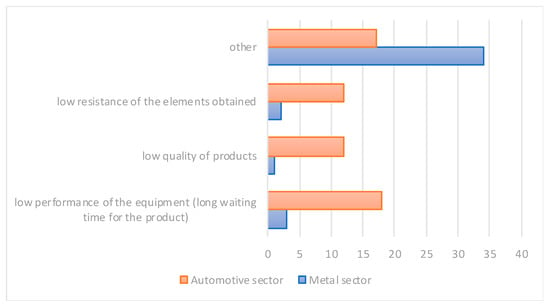
Figure 5.
Restrictions affecting the decision to implement AM in the metal and automotive industry manufacturing companies surveyed.
The respondents marked the answer “other” (Figure 6) and indicated their justifications of the answer, with 23 indicating lack of funds, 9 indicating lack of space, 7 did not see the need, 3 indicated the unstable market situation, 2 companies indicated that they were under-staffed, while 3 were unable to give any reasons. Moreover, 3 companies said, in their self-justification, that they were at the ‘searching for the right technology’ stage or were those companies who intimated that, ‘so far, no method had been developed that would meet our expectations’.
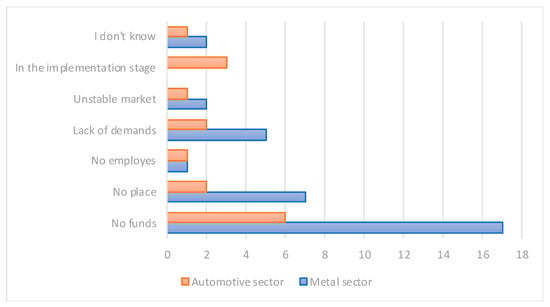
Figure 6.
Restrictions affecting the decision to implement AM, in the metal and automotive industry manufacturing companies surveyed. Answers given by the respondents.
Analysing the results obtained, it was found that the main determinants influencing the decision to implement AM technology, in automotive and metal industry manufacturing companies, was the need to reduce costs and the ability to respond quickly to market needs. The research results are in the line with the current development trend of production companies, whose managers are constantly looking for a production system that will allow the company to adapt it to current market needs [34].
4.3. Analysis of the Research Results
Based on the research results of 250 Polish metal and automotive industry manufacturing companies, the research model (Figure 1) was studied using a correlation and regression approach in order to estimate the impact of using AM technologies in Polish manufacturing enterprises. An analysis of the research results was carried out using Statistica ver.13.3. The data were carefully examined with respect to linearity, equality of variance and normality. No significant deviations were detected. Table 2 presents the correlation analysis, where only the variables, for which the relationships were significant, were summarised, that is, where the technologies used were: FDM, EBM, welding, heat bonding, laser cutting.
Table 2.
Correlation analysis.
The analysis shows significant relationships between:
- (a)
- The FDM technology used and the impact of its use vis-à-vis the increased freedom gained when it comes to product design.
- (b)
- Heat bonding and reducing waste/lower energy consumption as a result of using this technology.
- (c)
- Between the introduction and application of laser cutting technology and the company’s development.
The importance of a company’s dependence on such an impact should be emphasised since such results may encourage further production companies to implement AM technology. Other relationships basically confirm the assumed benefits of using AM technology. FDM technology consists in the layered joining of plastic polymer material extruded through a nozzle, allowing the production of objects of any shape, with the only restriction being the dimensions of the designed element. The relationship between heat bonding the material and reducing the amount of waste can be justified by the maximum use of raw materials. To define the nature of significant interactions of the influence of AM technology use on the increase manufacturing company’s competitiveness—in the context of Polish Manufacturing Companies, the study tests the hypotheses using regression analyses which estimate this impact (Equations (1)–(3)).
Based on the analysis, it was noticed that as the use of FDM technology increases, the possibilities for product design (Equation (1), Figure 7).
Increasing the possibilities for product design = 0.0682 + 0.2985 × FDM
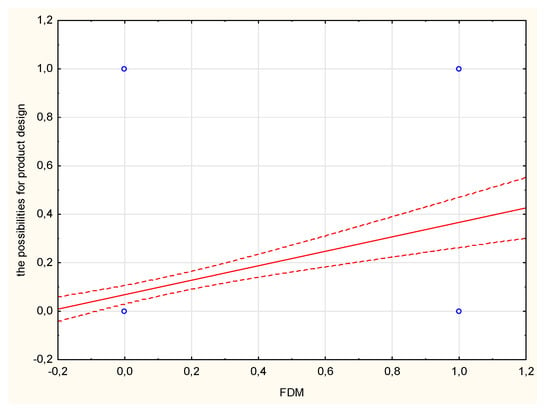
Figure 7.
Interactions between using Fused Deposition Modelling (FDM) and increasing the possibilities for product design.
The results show that as the use of heat bonding increases the level of reduction in post-production waste increases (Equation (2), Figure 8).
waste reduction = 0.0041 + 0.2459 × heat bonding
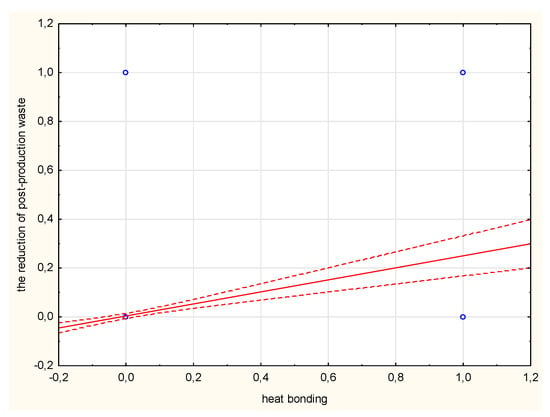
Figure 8.
Interactions between the use of heat bonding and the reduction of post-production waste.
The results obtained showed that with the increase in the use of laser cutting technology, the level of company development increases significantly (Equation (3), Figure 9).
development = 0.1074 + 0.6426 × laser cutting
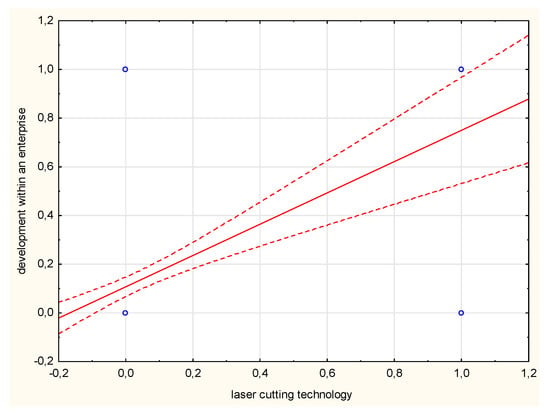
Figure 9.
Interactions between the use of laser cutting technology and the future possibilities for increased development within an enterprise.
The statistical results showed that the three AM technologies examined are held to have the strongest positive effect on the company’s competitiveness. Figure 10 presents the structural model.
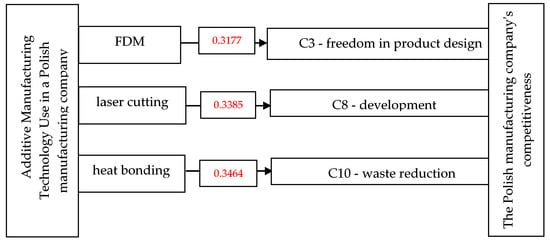
Figure 10.
The structural model.
This study explores the influence of AM Technology use on the increase manufacturing company’s competitiveness—in the context of Polish Manufacturing Companies. The statistical results showed that the three AM technologies examined have the strongest positive effect on the company’s competitiveness.
In addition, an analysis of dependencies was then made to assess the impact of the factors defined which determine management decisions to change business processes within an enterprise. The research was carried out using Statistica ver.13.3. The data was thoroughly examined for linearity, equality of variance and normality. No significant deviations were found. Table 3, Table 4 and Table 5 present the correlation analysis, with only those variables for which the relationships were significant—that is, the production process, the prototyping process and the services—being listed.
Table 3.
Correlation analysis: production process.
Table 4.
Correlation analysis: prototyping process.
Table 5.
Correlation analysis: services.
In both the metal and automotive industries, in analysing the relationship between the use of AM technology in a given process and the effects of their implementation, it was shown that there are significant relationships between the production process and the impact on reducing production costs (Table 3).
Based on Table 4, significant relationships between the prototyping process and the company’s development were indicated. Making prototypes of elements using AM technology along with further research in this area will contribute to making more effective construction and production decisions.
Based on the data in Table 5, it was found that enterprises in the automotive industry strive to search for modern solutions, the use of which will reduce the involvement of employees to perform certain services for business partners (Figure 11).
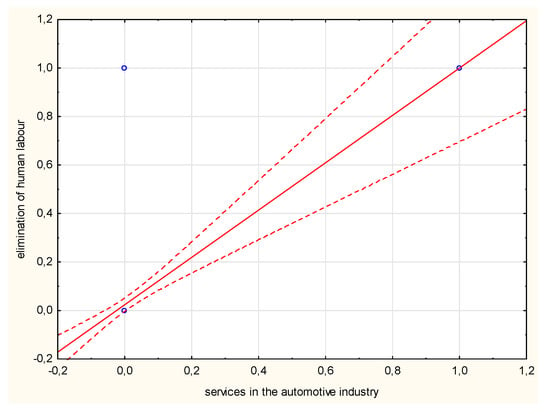
Figure 11.
Interactions between the process of providing services in the automotive industry. vis-à-vis the elimination of human labour.
This is understandable, since the boards of production companies indicate that in the west of Poland there is still a shortage of suitably qualified employees. This is an area of research that requires further work, in order to define the possible actions that should be taken by research and development units in the west of Poland, to contribute to the strengthening and intensification of their co-operation with manufacturing companies. In this area, further in-depth research is planned regarding the possibilities of intensifying the co-operation of Polish manufacturing companies with scientific and research units.
5. Discussion
According to the research results within Polish Metal and Automotive Manufacturing Enterprises, it can be concluded that mangers of both metal and automotive companies are aware of the need to implement additive manufacturing technologies, due to the need to be more flexible in responding to customer needs.
Firstly, we discuss the dimensions of the AM technology use. The level of the AM technology use of Polish Automotive Manufacturing Enterprise was determined for two dimensions: (1) production processing of machinery and equipment parts made of plastic and metal and (2) production process of functional prototypes and co-operating mechanisms and of Polish Metal Manufacturing Enterprise for 1 dimension: (1) production process of injection moulds, foundry moulds, highly precise metal constructions and other elements with a complex geometry or requiring high mechanical properties. Research has shown that almost half of the respondents use AM technologies, while in the automotive industry AM are used in a similar ratio in the production of machinery and equipment and for the production of functional prototypes. In the case of the metal industry, AM technologies are almost entirely used in the production of high-precision components with complex geometry, which would be impossible or inefficient to produce using traditional methods.
Secondly, the obtained data allowed to indicate further directions and areas of research, experiments and improvement activities. The research has shown that the automotive industry, due to the continuous development of technology and the dynamic product market, is constantly looking for new solutions that will allow for more free design and construction of elements, reduction of time, stages and costs of production, maximum use of material and quick response to customer needs. This is important information due to the level of awareness of manufacturing companies and understanding of market processes. Managers of manufacturing companies from the automotive industry know the potential and possibilities to achieve the desired effects by applying additive manufacturing technology in the company.
The added value of our research to the recent state of the research field is the definition of knowledge about AM technology in Polish manufacturing enterprises. Based on empirical research conducted in 250 production companies of western Poland, the projected benefits of AM implementation (reduction of costs, personnel, waste) and limitations in the implementation of AM (funds, operational site, staff) were determined. This study allowed to identify the state of knowledge about AM technology and to identify implementation needs both in the area of machine and device production, production of functional prototypes, but also in the area of production of high-precision components with complex geometry. Managers of production companies have indicated that they are mainly interested in technologies that use laser. The data obtained allow the research to be targeted at a specific group of methods using laser technologies. The practical significance of our work is determined in the form of a recommendation for managers to support the selection and implementation of AM technology in the context of obtaining possible benefits for a manufacturing company.
Based on the obtained research, which clearly identify the general limitations that may affect the decision to implement AM in the enterprise, research initiations should be undertaken in the following directions:
- -
- designing a system to help enterprises decide on the implementation of AM into production, analysing the current parameters of the production process and implementation possibilities,
- -
- designing the matching system for the most optimal method of additive manufacturing
- -
- improving the methods of additive manufacturing used in the area of production efficiency and reducing the costs of implementing and operating devices.
Based on the obtained data, another area requiring research was identified in order to increase the efficiency of devices and reduce production time. The second limitation indicated is the lack of funds and hence the inability to finance the implementation and operation of additive manufacturing devices. The metal industry uses AM technologies mainly in the production of high-precision components with complex geometry. The main limitation to implementing AM in enterprises from the metal industry is the lack of funds. This area requires further research to reduce the costs of application and operation of AM devices so that the profitability of AM implementation is achievable in a shorter period of time. Managers see the application potential for AM technology precisely in the area of production of high-precision elements whose production would be impossible or inefficient using traditional production methods. Decisions on the implementation of AM representatives of the automotive industry argue factors influencing both the development of the organization, processes and products themselves, balancing this with a reduction in production costs. In the metal industry, production cost reduction comes first.
The results of the empirical research, here presented, are the response to the need in-depth research, into Industry 4.0. A manufacturing company can be competitive in the market due to the high-quality of the products and services it offers and by implementing new solutions and technologies, e.g., intelligent new material handling systems, multi-agent system of autonomous automated guided vehicle [35,36], in the context of the Industry 4.0 concept [37,38]. Managers are also looking for solutions that will be helpful when deciding on the purchase of new technologies in order to adapt the enterprise to the Industry 4.0. concept.
Like all studies, this one has certain limitations that further research should aim to overcome. Firstly, because the intention is to analyse the influence of AM technology use on the increase manufacturing company’s competitiveness, this study focuses on Polish manufacturing industries. It would be unwise to generalize the findings too broadly to other enterprises. Furthermore, all the variables were measured at the same moment in time. So, it would be useful to provide such research over a longer time period. These conclusions and limitations suggest proposals for future research directions.
6. Conclusions
Research conducted in 250 Polish manufacturing companies has shown that a significant number of companies in the west of Poland use, or are interested in implementing, AM technology. In the pilot studies, the desire to implement AM technology was indicated by some 5% of respondents, while in the main research, this was indicated by some 28.8%, who gave as the deciding factor, the need to reduce production costs and increase flexibility in responding to customer needs. Further work will require research into areas affecting the decision of the management boards of Polish manufacturing companies in order to implement AM technology and develop possible scenarios for co-operation between R&D units and production companies in order to increase the use of AM technology in the west of Poland. Moreover, the results of the empirical research, here presented, have become the motivation for conducting research into the construction of a decision-making system to support the selection and implementation of AM technology in the context of obtaining possible benefits for a production company.
Author Contributions
Conceptualization, J.P.-M.; data curation, M.T.; formal analysis, J.P.-M. and M.T.; funding acquisition, J.P.-M.; methodology, J.P.-M., M.T. and S.K.; resources, J.P.-M., M.T. and S.K.; software, S.K.; validation, J.P.-M., M.T. and S.K.; visualization, J.P.-M. and M.T.; writing—original draft, J.P.-M., M.T. and S.K.; writing—review and editing, J.P.-M. and M.T. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the programme of the MINISTER OF SCIENCE AND HIGHER EDUCATION under the name: “Regional Initiative of Excellence” in 2019–2022 project number 003/RID/2018/19; funding amount 11.936.596.10 PLN.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- The Economist. Special Report: A Third Industrial Revolution, 2012. Available online: http://www.economist.com/node/21552901 (accessed on 21 August 2019).
- Goole, J.; Amighi, K. 3D printing in pharmaceutics: A new tool for designing customized drug delivery systems. Int. J. Pharm. 2016, 499, 376–394. [Google Scholar] [CrossRef] [PubMed]
- Cichoń, K.; Brykalski, A. The use of 3D printers in industry. Electrotech. Rev. 2017, 3, 156–158. [Google Scholar]
- Central Statistical Office of Poland; Information Society in Poland. Results of Statistical Surveys in the Years 2014–2018; Central Statistical Office of Poland: Warsaw, Poland, 2018.
- Boyer, R.R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. 1996, A213, 103–114. [Google Scholar] [CrossRef]
- Cader, M. 3D printing in the industry. The latest trends and uses. Automation 2018, 11, 26–33. [Google Scholar]
- Cader, M.; Trojnacki, M. Analysis of the possibility of using incremental technologies to manufacture mobile robot construction elements. Meas. Autom. Robot. 2013, 2, 200–207. [Google Scholar]
- Deckard, C.R. Method and Apparatus for Producing Parts by Selective Sintering. U.S. Patent 4,863,538, 9 September 1989. [Google Scholar]
- Flynn, J.M.; Shokran, A.; Newman, S.T.; Dhokia, V. Hybrid additive and subtractive machine tools—Research and industrial developments. Int. J. Mach. Tools Manuf. 2016, 101, 79–101. [Google Scholar] [CrossRef]
- Zhao, G.; Ma, G.; Feng, J.; Xiao, W. Nonplanar slicing and path generation methods for robotic additive manufacturing. Int. J. Adv. Manuf. Technol. 2018, 96, 3149–3159. [Google Scholar] [CrossRef]
- Gill, D.; Smugeresky, J.E.; Atwood, C.J. Laser Engineered Net Shaping TM (LENS®) for the Repair and Modification of NWC Metal Components; Sandia National Laboratories: Albuquerque, NM, USA, 2006.
- Grobelny, P.; Furmanński, Ł.; Legutko, S. Investigations of Surface Topography of Hot Working Tool Steel Manufactured with the Use of 3D Print. In Proceedings of the 13th International Conference Modern Technologies in Manufacturing MTeM 2017—AMATUC, Cluj-Napoca, Romania, 12–13 October 2017; MATEC Web of Conferences. Volume 137 (02004). [Google Scholar]
- Grobelny, P.; Furmanński, Ł.; Legutko, S. Selected Parameters of Surface Topography of Hot Working Tool Steel (1.2709) Manufactured with the Use of 3D Print. In Proceedings of the 12th International Multidisciplinary Conference, Johor Bahru, Malaysia, 1–2 May 2017. [Google Scholar]
- Hull, C.W. Apparatus for Production of Three-Dimensional Objects by Stereolithography. U.S. Patent 4,575,330, 11 March 1986. [Google Scholar]
- Karoluk, M.; Pawlak, A.; Chlebus, E. The use of SLM incremental technology in the processing of Ti-6Al-7Nb titanium alloy for biomedical applications. Curr. Probl. Biomech. 2014, 8, 81–86. [Google Scholar]
- Kozłowski, E.; Mazurkiewicz, D.; Żabiński, T.; Prucnal, S.; Sęp, J. Assessment model of cutting tool condition for real-time supervision system. Maint. Reliab. 2019, 21, 679–685. [Google Scholar] [CrossRef]
- Królikowski, M.A.; Krawczyk, M.B. Machining and incremental techniques as integral stages of the hybrid production process from metals in Industry 4.0. Mechanic 2018, 129, 8–9. [Google Scholar]
- Liu, S.; Zhu, H.; Peng, G.; Yin, J.; Zeng, X. Microstructure prediction of selective laser melting AlSi10Mg using finite element analysis. Mater. Des. 2018, 142, 319–328. [Google Scholar] [CrossRef]
- Liu, Y.J.; Liu, Z.; Jiang, Y.; Wang, G.W.; Yang, Y.; Zhang, L.C. Gradient in microstructure and mechanical property of selective laser melted AlSi10Mg. J. Alloys Compd. 2018, 735, 1414–1421. [Google Scholar] [CrossRef]
- Mazurkiewicz, A. Analysis of the print quality of an element made of ABS thermoplastic made in FDM technology, Buses—Technology. Oper. Transp. Syst. 2017, 6, 956–960. [Google Scholar]
- Mehesh, M.; Brandon, M.; Lane, M.; Donmez, A.; Feng, S.C.; Moylan, S.P. A review on measurement science needs for real-time control of additive manufacturing metal powder bed fusion processes. Int. J. Prod. Res. 2017, 55, 1–19. [Google Scholar]
- Michopoulos, J.G.; Lambrakos, S.; Iliopoulos, A. Multiphysics challenges for controlling layered manufacturing. In Proceedings of the 34th Computers and Information in Engineering Conference, Buffalo, NY, USA, 17–20 August 2014. [Google Scholar]
- Oczoś, K.E. The growing importance of Rapid Manufacturing in the incremental development of products. Mechanic 2008, 4, 241–257. [Google Scholar]
- Rao, P. The final step toward quality in additive manufacturing. Analyzing and fixing problems on the fly in AM can smooth out defects, variances. ISE Mag. 2019, 51, 4–39. [Google Scholar]
- Rumman, R.; Lewis, D.A.; Hascoet, J.Y.; Quinton, J.S. Laser metal deposition and wire arc additive manufacturing of materials: An overview. Arch. Metall. Mater. 2019, 64, 467–473. [Google Scholar]
- Siemiński, P.; Budzik, G. Additive Manufacturing Technologies. 3D Printing; Warsaw University of Technology: Warsaw, Poland, 2015. [Google Scholar]
- Srivastava, M.; Rathee, S.; Maheshwari, S.; Kundra, T. Additive Manufacturing Fundamentals and Advancements; CRC Press: Boca Raton, FL, USA, 2019. [Google Scholar] [CrossRef]
- Takata, N.; Kodaira, H.; Suzuki, A.; Kobashi, M. Size dependence of microstructure of AlSi10Mg alloy fabricated by selective laser melting. Mater. Charact. 2017, 143, 18–26. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, G.; Liang, H.; Gao, C.; Peng, S.; Shen, L.; Shuai, C. Additive manufacturing of bone scaffolds. Int. J. Bioprint 2019, 5, 148. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Dvorak, F.; Micali, M.; Mathieu, M. Planning and Scheduling in Additive Manufacturing. Intel. Artif. 2018, 21, 40–52. [Google Scholar] [CrossRef]
- Feldshtein, E.; Patalas-Maliszewska, J.; Kłos, S.; Kałasznikow, A.; Andrzejewski, K. The use of Plackett-Burman plans and the analysis of expert opinions, in order to assess the significance of controllable parameters of the plasma cutting process. Maint. Reliab. 2018, 20, 443–449. [Google Scholar] [CrossRef]
- Ciurana, J.; Hernandez, L.; Delgado, J. Energy density analysis on single tracks formed by selective laser melting with CoCrMo powder material. Int. J. Adv. Manuf. Technol. 2013, 680, 1103–1110. [Google Scholar] [CrossRef]
- Gola, A. Reliability analysis of reconfigurable manufacturing system structures using computer simulation methods. Maint. Reliab. 2019, 21, 90–102. [Google Scholar] [CrossRef]
- Gola, A.; Kłosowski, G. Development of computer-controlled material handling model by means of fuzzy logic and genetic algorithms. Neurocomputing 2019, 338, 381–392. [Google Scholar] [CrossRef]
- Bocewicz, G.; Wojcik, R.; Banaszak, Z. AGVs Distributed Control Subject to Imprecise Operation Times. In Proceedings of the KES International Symposium on Agent and Multi-Agent Systems: Technologies and Applications, Incheon, Korea, 26–28 March 2008; Volume 4953, pp. 421–430. [Google Scholar]
- Li, L. China’s manufacturing locus in 2025: With a comparison of “Made-in-China 2025” and “Industry 4.0”. Technol. Forecast. Soc. Chang. 2018, 135, 66–74. [Google Scholar] [CrossRef]
- Schwab, K. The Fourth Industrial Revolution 2017; Crown Publishing Group: New York, NY, USA, 2017. [Google Scholar]
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).