Abstract
Machine tools as indispensable tools for manufacturing products are typical high-energy, high-carbon manufacturing systems due to their larger mass, longer life cycles and huge resources and energy consumption. The current research trend of sustainable machine tools aims to reduce cost, energy consumption and increase sustainability without compromising their functionality, usability, productivity, accuracy, etc. However, there is a lack of systematic reviews about what are the key technologies for sustainable machine tools design. Thus, a comprehensive literature review of machine tool design for sustainability is needed in order to make clear how to design and evaluate sustainable machine tools from the viewpoint of life cycle sustainability analysis. The aim of this paper is to review the sustainable design and assessment aspects of machine tool design from partial goals to integrated aims according to whole sustainability dimensions such as the environment, economy and society, as well as involving key techniques in different life cycle stages. Recent research and study on improving directly or indirectly sustainability performance of machine tools according to focus points could be summarized as: design optimization of components such as lightweight using topology and bionic methods; structure design with modular design and layout; reducing cutting fluids and lubricant oil by employing minimum quantity lubrication, dry and cryogenic machining; reducing energy consumption; waste reduction by reusing, remanufacturing and recycling; sustainability assessment i.e., energy model, life cycle cost and life cycle social benefit. This paper assists designers and manufacturers to improve sustainability of machine tools by specific optimization measures in their activities.
1. Introduction
1.1. Sustainable Manufacturing and Design
Sustainable manufacturing has been widely recognized as the main development trend of industries for three decades with the benefit on lower resource and production costs, easier employment and increasing safety because manufacturing industry impacts the sustainability performance of manufactured products in different life stages [1]. Thus, with incoming requirements for sustainable dimensions, design and manufacturing engineers should take into account sustainability in their activities. Each product-integrated manufacturing process has environmental impacts including energy and materials, while life cycle thinking should involve each stage of the product’s life which consumes energy and other resources and generates waste and emissions [2]. Design and process planning have great flexibility in making decisions for machine and factory operation [3]. Therefore, this paper addresses how to design sustainable machine tools (MT) utilizing detailed approaches in order to achieve the goal of sustainable manufacturing and production.
Additionally, sustainable manufacturing needs manufacturing industries to consider economy efficiency, environment and society benefits through process planning utilizing advancing manufacturing technology to promote a product’s competitive position. Hence, the industrial sector needs to select more sustainable machines, such as high energy efficiency and high resource efficiency, low waste, and so on. In the past, the eco-design of machine tools has been well studied and addresses only the environmental aspect especially energy consumption in use stage [4,5]. Although the energy aspect of a machine tool in the use stage was integrated into the design process, there is lack of comprehensive methods to define sustainable machine tools in the early design stage. The research objective is the machine tool itself, not the products machined on the machine tool.
It is well known that machine tool design and subsequently the machine tool operators play an important role in most industrial fields, as it has been used widely in factories as the mother machines. The machine tool industry’s directives and standardizations involving a partial sustainability dimension have already appeared. For example, it is worth noting that the European Union develops constantly standards and policies related to energy-using products, such as Directive 2009/125/EC [6] related to energy consumption standards for machine tools and related machinery products, and Directive 2005/32/EC [7] involving eco-design of energy-using products. The Self-Regulatory Initiative promoted by the European Association of the Machine Tool Industries (CECIMO) in European Union indicates that manufacturers should improve the ecologic footprint of manufactured MT. This regards eco-design as an effective action to enhance sustainable design performance and competitiveness in the long life of the MT industry to achieve the aims of increasing energy efficiency whilst taking into account the technical characteristics of machine tools. Moreover, CECIMO is also operating the ‘Blue Competence Machine Tools’ [8] project to promote utilization ratio for energy and other resources of MT and customers. Additionally, ISO 14955-1:2017 [9] proposed the application of eco-design standards of MT. The directives mentioned above are guidance for machine tool industries, but not mandatory requirements. In future, MT builders should supply some essential data related to sustainability performance except function and purchasing cost.
As regards the environmental realm, most research focuses on energy efficiency, including the energy efficiency measures in the use stage [4,10,11], the energy map of the main components [12] such as main spindle, driving system; second, on resource efficiency, involving raw material, water, cooling and lubricant fluids [13,14]; third, on carbon emissions [15]. Nevertheless, cost is considered in the traditional design process, while life cycle cost should be conducted in the sustainability assessment. The social dimension of sustainability performance for machine tools has received less attention related to the product design level. However, a sustainable design solution should consider balancing the three dimensions of sustainability on the condition of satisfying functional attributes. Thus, if designers want to achieve truly sustainable machine tools design, they must integrate all three sustainability aspects in the design process. The key technologies of sustainable manufacturing include green and high-energy efficient machine tools; high-performance cutting tools; green and high-performance cutting technology; and sustainable manufacturing process optimization.
The following Section 1.2 highlights the challenges and key technologies encountered in machine tools design for improving sustainability performance on the condition of meeting technical requirements.
1.2. Challenges and Opportunities of Sustainable Machine Tool Design
With the development of manufacturing systems of high complexity and high performance, there are higher requirements for the performance of machine tools, such as speed, precision [16], intelligence level, compositionality, reliability, and green degree. Meanwhile, global energy and resource consumption are gradually increasing, reflected in decreasing total non-renewable resources, the deterioration of ecological environment, and growing of carbon dioxide emissions [17]. More importantly, manufacturing consumes 37% of global energy demand [5,18]. Machine tools as one of the indispensable tools for manufacturing products are typical high-energy, high-carbon manufacturing systems due to the larger mass, longer life cycle with huge resources and energy consumption, and hence, environmental problems are particularly acute [19]. Therefore, the machine tool manufacturing industry must reduce non-renewable resources and energy consumption [20], and decrease environmental pollution [21], in order to alleviate the serious problem of resource constraints. In general, the key challenges of sustainable machine tools design are summarized as follows:
- High performance;
- High energy consumption;
- High carbon manufacturing systems;
- Environmental burden;
- Waste volumes;
- Economy efficiency;
- Public health;
- Social benefits.
Specifically, the design stage is one key step in the process of industrial production, which also determines product performance of most stages of the whole life cycle. In the design stage, the product performance such as positioning accuracy, stiffness [22], thermal characteristics, pulse equivalent, spindle speed, cost, environmental impact and health effects, have been determined for more than 70% of the manufacture, use, recycling and waste disposal phases [23]. Hence, sustainable machines arise at an historic moment, with the main performance including parts that are renewable, reducing more than 50% of the total weight, reducing more than 30% of the total power consumption, reducing more than 50% of waste emissions, and 100% material recycling [24]. Green machine tools have little environmental effect with high energy efficiency, low gas carbon emission and waste. Generally, electrical consumption accounts for most of the environmental burden of MT. However, sustainable machine tools not only satisfy environmental protection requirements, but also have the economic and social efficiency in order to achieve the sustainable development requirements. To achieve the sustainable change of industry, designers must present innovative strategies for new MT design for sustainability while improve productivity of existing machine tools.
In short, the problems associated with the sustainability performance in the life cycle of machine tools can be summarized as follows:
- What is sustainable design of machine tools?
- How to design sustainable machine tools?
- What degree of sustainability performance is there for machine tools?
Designers of MT are attempting to handle the above issues by employing various design strategies, such as eco-design tools [25], energy minimum design [26], resource efficiency design [27], and carbon emission design [28]. Although some technologies have already been commercialized, especially for energy saving during the use stage of machine tools, they still need to be arranged in the design process, and also be applicable to design engineers. Figure 1 presents the key technologies of sustainable MT design. The dimension of sustainable MT involves technology, environment, economic and society, which will be achieved by some key techniques such as lightweight methods (bionic and topological approaches) [29,30] and modular design using microsystems techniques, as well as sustainability assessment methods.
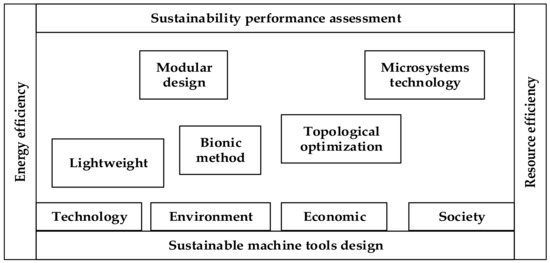
Figure 1.
The key technologies of sustainable machine tools design.
Hence in this review, key technologies of sustainable design of machine tools in the early design stage are reviewed. One aim is to summarize sustainable dimension related to MT, that is, technology, environment, economy and society in order to provide guidelines in the early design process. Another aim is to discuss the detailed design strategies in connection with sustainable machine tools design, analysis of the design principles and the relationship with sustainability, and the development tendency towards sustainable machine tools. In addition, sustainability assessment methods of machine tools is also discussed.
2. Research Methodology
Section 2 shows how we collect, analyze, and choose the related sustainable machine tools design literature employing a structured, reproducible approach [31] to carry out the process. The first step defines and focuses on the research question, which is related to the sustainable design techniques for machine tools. Because there is a large amount of work in the literature about sustainable development, sustainable design and manufacturing. This paper aims to identify what is sustainable design, and what techniques are used in the application objectives for machine tools. The second step is the sources of data collection mainly from online databases that are Elsevier, IEEE Electronic Library, John Wiley, ProQuest, Springer, ASME, Taylor & Francis, MDPI, etc. The third step is quality assessment for all references and eliminating low quality studies through the contents of abstract and method with application. The last step gives the interpretation for review results and future development suggestion.
The searching keywords include “sustainable development”, “sustainable product development”, “sustainable design”, “sustainable product design”, “sustainable manufacturing”, “sustainable machining”, “sustainable machine tools design”, “machine tools alternatives”, “energy efficiency for machine tools”, “green machine tools design”, “coolant system”, “structure design of machine tools”, “lightweight design”, “modularity for sustainability”. According to these keywords, a variety of scientific literature is obtained from the aforementioned databases. From the contents of title, abstract and methods application, the collected references are shortened concentrating on machine tools design, application with the consideration of sustainability. The detailed information about sustainable machine tools is described as follows.
3. Dimension of Sustainable Machine Tools
In manufacturing industry, it has been proved that design and production of sustainable products are significant strategies to achieve sustainability and sustainable manufacturing. Thus, considering three dimension of sustainability in early design as well as technology requirement could ensure the product use with lowest environmental burden under economic and society feasibility. For green machine tool design, most research focuses on the environmental factor. Currently, Avram et al. [32] conducted the sustainability assessment of a machine tools system in the use stage, which considers economy, technology and ecology in the system level and process level as shown in Table 1. Moreover, Azkarate et al. [33] promote a decision-making approach in the design stage of designing sustainable MT, which consider economic (life cycle cost and value added), environmental (electricity, lubricants and coolants, materials and transportation) and social (safety, user-friendliness and ergonomics) factors as shown in Table 1.

Table 1.
The dimensions of sustainable machine tools.
It is well known that MT have the characteristics of complexity, multicomponent and multipurpose, and hence, dimensions of sustainable machine tools not only include technology, but also environment, economy and society. From the life cycle sustainability viewpoint, the manufacturers should consider four dimensions as follows.
3.1. Technology Factors
The science and technology level of the MT industry are typical symbol of comprehensive development level for new technology era. MT with interchangeable parts and special parts achieves the aim of shaping using cutting tools. Therefore, most countries in the world highlight the development of the machine tool industry [34]. The technology development trend of machine tools is high precision [35], high efficiency, high flexibility and automation. Therefore, the product firstly suits the functionability purpose of the users in terms of accuracy, use lifetime, productivity, flexibility, etc. Anyway, the technology is always regarded as the priority to meet the functional requirement. There are some studies that focus on increasing the technology issues for achieving highly efficient machining by different measures in order to high performance machining. MT is composed of control, drives and sensitization to finish workpiece surfaces with the characteristics of better precision, high speed, ecological benefit with minimum environmental impact and maximum productivity and precision. The main objectives of the MT structure are described as Figure 2.
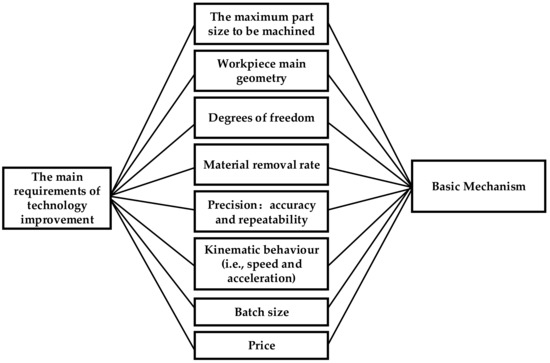
Figure 2.
The main objectives of machine tool (MT) structure.
In the design and configuration process of MT, the manufacturing quality and productivity problems are the most key targets to determine the static, dynamic, and thermal behavior [36]. The detailed criteria are accuracy, repeatability, uncertainty, and functional point based on geometric and kinematic models.
3.2. Environmental Factors
The environmental impact is assessed considering the three direct factors and one indirect factor, which is energy, resource, waste, and carbon emission.
3.2.1. Energy Efficiency
Energy efficiency is the most important environmental influence due to electricity consumption. The motivation for increasing the energy efficiency of MT includes energy costs growth, consumer awareness change, considerable potential for reducing energy consumption and costs, reduction of CO2 emissions, examination of life cycle costs of machinery and equipment, changes in the legal framework, etc.
In the life cycle, usage has the most significant environmental impact for the general machine tool. At present, the research and innovation practice of energy efficiency of the numerical control equipment are actively carried out. The energy consumption model and the energy efficiency evaluation of MT is very important for manufacturing energy-saving research [11]. The existing research pays more attention to the energy efficiency optimization in the use stage through optimizing process parameters and conditions, and at the same time includes monitoring and management of energy efficiency, structure configuration, lightweight, energy optimization in the moving parts, etc. Because machine tools have been widely applied in industrial sectors, smaller design improvement oriented to environment could have large influences on whole sustainability performance of MT [37]. Nonetheless, engineers of MT enterprises rarely try to improve holistic design strategies from the lifecycle viewpoint [38]. The dynamic energy modeling of an MT is established in reference [39] considering multi-source resource and dynamic characteristic in the machining process. As a result, Zhang [40] reviewed the energy efficiency techniques of a machining process in order to provide the improvement measure both in MT and in process.
ISO14955 concentrates on the environmental impact of MT, specifically the possibilities to reduce the energy consumption as the most significant environment impact. ISO/TR 14062:2002 [41] gives the overview of holistic environmental aspects integrated into the design and development process, which could be used as guidance for machine tool design [42]. The research is paying more attention to predicting energy demand from the design angle, and energy saving strategy of green machine tools can be divided into six levels as evaluation and modeling, optimization and control technology based on software, cutting improvement, based on the hardware optimization, and the environmental design.
The energy efficiency optimization could be divided into component level (physical effect), system level (kinematics, system integration), and control level (energy management, requirements optimization). The components layer is mainly internal component characteristics such as energy efficiency of the converter, the improvement of the friction coefficient, while the control and system layer are mainly to minimize energy loss interaction between components [43]. The energy consumption of the use stage is influenced by material characteristics, machining process parameters and the characteristics of the machine itself, also related to the time of processing and standby, and average power, while cutting energy consumption relies on the precise measurement of the cutting force model and machine tool unit power characteristics. Currently, further research in underway into the processing parameter optimization method of the energy consumption of MT of use process, mainly through the experiment established mathematical relationship between the material removal rate and unit energy consumption [44]. The studies concentrate on the energy transfer in the machining process, energy consumption and energy efficiency analysis and information monitoring, etc., based on the power and efficiency calculation of the main drive system. Furthermore, power balance equations of the main drive system frequency control of motor speed machine tool is established through the research of machine tool energy flow characteristics [45], which reveals the complex features of dynamic load loss of the main transmission system during the operation process of machine tools [46]. The factory-integrated machine tools are studied [47] to quantify the energy consumption at the level of the factory.
There is research studying how to improve machining process for achieving the aim of high productivity, high quality and low cost with consideration of the link between machining and energy efficiency. Energy consumption in machining has become a necessary factor in the process planning except for machining time and quality, as well electric energy consumption in machines. Generally, the machining process is conducted by machine tools with similar frames, operation basis, and consumables such as cutting tools, lubrication fluids, and coolant fluids.
In addition, for the use process and specific operating environment of machine tools, it is necessary to set up a function of machine unit energy consumption and fixed power requirements, and processing power demand (material removal rate) [18]. Some research describes the relationship between the energy demand and the processing parameters based on the experimental data to quantify the energy needs of a specific machine tool [48], which confirm that the fixed energy is part of the universal model. However, the basic factor of different machine tools is different limits to their use range. Although energy efficiency of manufacturing process is improved through energy efficiency evaluation, the research focuses less on energy conservation and to optimize the structure design to reduce the energy loss of machine tools. The energy efficiency factor as evaluation criterion for energy saving are equally important with classical evaluation criteria such as performance, accuracy, cost, reliability and so on. Therefore, the multiscale fusion can ensure product competitiveness between performance reliability and energy in the entire design stage.
3.2.2. Resource Efficiency
Resource efficiency is another key indicator due to any manufactured product consumer resource, especially MT, which benefits environment protection and the economy [49]. Therefore, MT builders have adopted some techniques to raise the competitive of MT. For machine tools, the resources include raw material, tools, cutting fluids [50] and lubrication oil [51], water, and so on. The optimization of resource utilization ratio include materials processed, process planning, lubrication in processes, and resources for machine building, bench-top machines and the micro factory in the level of machine/processes. Additionally, at the shop-floor level, machine layout planning, machine footprint, space, lighting, and ambient working environment should be taken into account.
3.2.3. Waste
The waste includes the fluids, used tools and polluted water during the use stage as well as the non-recyclable components after the end of life of machine tools. If a designer wants to reuse, recycle, and remanufacture the used components for machine tools, it is necessary to consider the demands in early design stage to prevent some components worn badly [52]. Component scrapping, machine idle time, and process optimization are considered into reduce waste discharge.
3.2.4. Carbon Emission
The environmental metrics could also be quantified using greenhouse gas emission (CO2-equivalent emission) through energy and resource consumption, and generated waste. The greenhouse gas emission generated by the electrical consumption in the life cycle of MT is regarded as the greatest impact on the environmental burden [53], while the recovery of used product could reduce greenhouse gas emissions [54]. Recovery metrics involve the activities of reuse, remanufacture, and recycle of used product. There is a different calculation process for CO2-equivalent emission [55] in different life cycle stages due to different regions. Therefore, CO2-equivalent emission for manufacturing, usage and the recovery phase should be considered separately. In the tracking of carbon footprint, cutting tools also are studied in reference [56] in order to identify the impact of cutting tools of MT.
The research trend of existing literatures focus on the equivalent conversion between the carbon footprint and other resources involving energy, material, waste in life cycle.
3.3. Economic Factors
Economic metrics mainly consider life cycle cost and value added. In particular, the concept of traditional cost in manufacturing processes has to be changed [57]. Life cycle cost (LCC) consider the cost of raw materials, manufacturing, transportation, operation and recovery, which is becoming the main cost analysis approach. Material efficiency is related to the proportion of recycled material which need the designers to determine the quantitative value, while operation cost mainly considers the cost of power, cutting fluid [58], and lubricant oil [59,60] used for the same test part. The cost of labor due to difference values between countries is generally neglected. Value added metrics contributing to products’ practicability involve productivity, service life, accuracy and so on. Productivity commonly is determined by maximum spindle speed, tool change time and feed rates. Service life is different for different use environments, and hence the main point should be considered from the life cycle perspective [61]. Moreover, the energy and cost have the greater correlation for MT [62], which could promote the development of the machine body structure.
Additionally, the life cycle cost calculation method for machine tools is proposed to support design phase decisions, which does not just include purchase cost but also the cost of use, repairing, and disposing of life cycle. Different machines have different proportions for each part of tje life cycle cost, such as the transfer machines given by Enparantza [63], as shown in Figure 3, while the grinding machine has another life cycle cost proportion, as shown in Figure 4. Generally, the contents of life cycle cost are increasingly based on traditional calculation degrees.
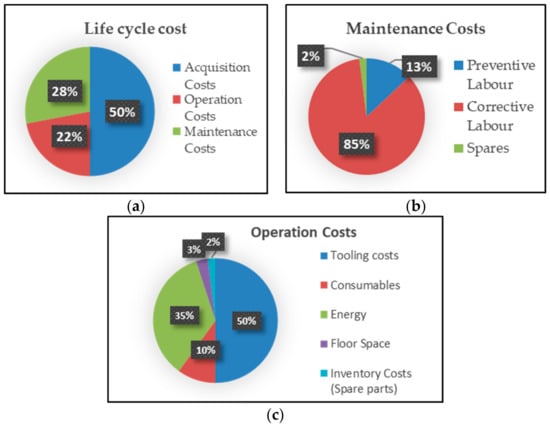
Figure 3.
The life cycle cost for transfer machine. (a) Maintenance costs; (b) life cycle cost; (c) operation costs.
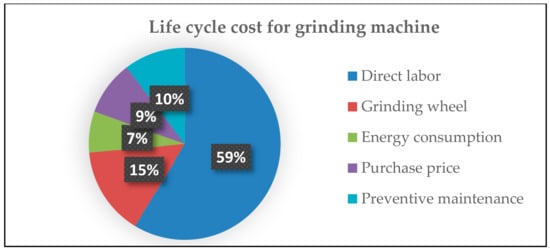
Figure 4.
The life cycle cost for a grinding machine.
3.4. Social Factors
Currently, the social dimension for machine tools design mainly considers operational safety, user-friendliness and ergonomics to ensure the well-being of MT operators [33]. The factors have influences on the human such as employees, consumers, and suppliers. User-friendliness mainly involves easiness of programming and support in manual operation. Ergonomics including operation environment, layout, color, and morphological characteristics with machine tools hardware and software interface design, have a great influence on health and wellness of workers. Operational safety of MT mainly consider clamping safety, chip removal equipment and mist collector during manufacturing other products. The social factors are not easily quantifiable due to non-deterministic elements, and hence, they could be expressed by linguistic terms.
3.5. The Analysis Result
The objective of Section 3.5 is to explore the intersection between key techniques and sustainable machine tools design in different life stages. The benefits are claimed in each dimension of sustainability of every life stage (production, use, and end-of-life) as shown in Table 2.
Table 2.
The analysis result related to dimensions of sustainable machine tools.
We reviewed sustainable design and assessment articles for MT from 2003 to 2019 from a partial dimension to an integrated dimension. Then, 44 relevant papers are discussed of which 93.2% of these are partial method while only 6.8% contain three sustainability dimensions as shown in Figure 5. Meanwhile, 71.8% of these took an energy only approach whist 28.2% were energy and others factors.
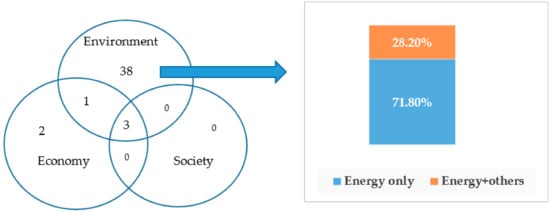
Figure 5.
Classification of the focus dimensions of sustainable machine tools design.
4. Strategies and Technologies for Sustainable Design of Machine Tools
As the manufacturer or customers are conscious of sustainability issues, sustainable MT design and manufacturing will be their selling point. Manufacturing should change from extensive manufacturing with the highest qualities and lowest costs to sustainable manufacturing with the highest qualities and little environmental burden. The strategies and techniques could be classified into partial design tools involving one or two sustainability aspects, and those covering three dimensions. The former is more mature and standard compared to the latter in the early design stage, due to uncertain elements of early design. Meanwhile, we also consider whether or not the machine tools have been designed and used. If the machine tools need to be designed or upgraded through an innovative approach, then it is the best opportunity to integrate the sustainability aspects, else it should consider mainly the processing optimization method such as cutting parameters, tool path, and machining time after machine tools service period. Strategies and technologies are identified from one part of the components, then to the product and system.
4.1. Lightweight Techniques of Structural Components
The high speed and high-accuracy performance need a moving component with less mass and high stiffness. Therefore, increasing the specific stiffness in moving components (such as bed, beam and spindle box) has become a significant issue. Lightweight and high stiffness of structural parts such as a bed and column are benefits to quality, speed and accuracy, as well as improving environment and economy performance through reducing energy consumption and raw material. Lightweight machine tools mainly focus on the optimization of structure components, moving components, whole structure, as well as material selection. The new structure emerging continuously like parallel kinematic machines (PKMs), box-in-box contribute for reducing weight. Meanwhile, new material also promote lightweight development like new aluminum alloys, quasi-isotropic fiber-reinforced plastics, and resin concrete (or man-made granite). The group of Campa and Zulaika make a great contribution to promoting machine tool performance on preventing chatter vibrations of large horizontal lathes [89], on the condition of high productivity and surface finish with greater stability. The dynamic performance of the servo drives is also analyzed by Ansoategui [90]. Additionally, lightweight milling machines are designed by Zulaika [91] in order to obtain targeted productivity with minimum structure mass as well as energy consumption, which has been applied in the redesign of actual machine tools.
The core concept related to lightweight parts include:
- (1)
- Machine tool moving parts are light as possible for reducing driving power, increasing energy efficiency, and decreasing production and transport costs.
- (2)
- The structure components should have enough effective stiffness in order to guarantee machining precision.
- (3)
- The structure components should have good damping and vibration reduction performance avoiding chatter to improve the metal cutting rate.
Currently, the lightweight method mainly focus on decreasing energy consumption and carbon emission. Because MT components lightweight could promote directly and indirectly energy efficiency through analysis energy losses of feed drives and auxiliary systems, reducing the basic load of MT. Meanwhile, the lightweight design of structure has also great significance to reduce manufacturing costs of machine tool factory as well as promote whole machine performance. Structural components such as bed and feed drive components could be redesigned employing corresponding lightweight strategies based on static stiffness, then the complete machine tools could be implemented considering dynamic behavior. Moreover, the light weight of machine tools could increasingly reduce material consumption. The reduction in mass has the benefit of reduction in reactive energy and friction losses, increasing the axis acceleration and guide bandwidth. The increase in stiffness could increase the process stability and guide bandwidth. The realization of lightweight design in machine tools could be achieved by material selection and structural optimization design such as topology and bionic design [68,92]. Benefits of light weight for the sustainability of machine tools in each life cycle phase are shown in Table 3.
Table 3.
Benefits of light weight for sustainability of machine tools in each life cycle phase.
The selection of material must be considered accurately when designing machine tool structures, in order to achieve high accuracy, high productivity, and eco-friendliness. The material of machine tool structures has great influence on the moving mass, inertia moment, stiffness of static and dynamic, vibration mode and thermal properties. Therefore, we should consider the energy and resource efficiency, environment and economy factor when comparing material properties of new materials and traditional materials [93]. The solution of the lightweight design method for machine tools is shown in Figure 6.
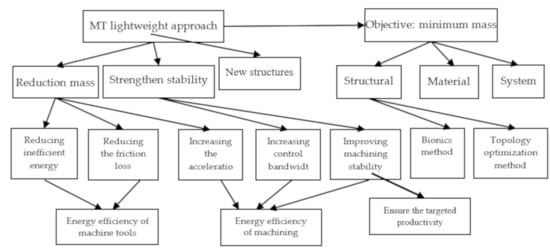
Figure 6.
The solution of the lightweight design method for machine tools.
The bionics method is a kind of effective method to speed up the innovation cycle in the modern machine tool design process. Meanwhile, bionic structure design provides a new method to update the traditional design concept and achieve maximum structure efficiency [92]. The lightweight technologies of moving parts both reduce the material consumption of machine tools and improve the operation efficiency [37]. The light weight of the structure such as bed body and upright column is carried out under the constraint condition of strength stiffness [68], and considers the relationship between the weight of the bed and the stability of the system. The strength, stiffness, contradiction between modalities and the weight for key components of machine tools are analyzed under different dynamic performances. Furthermore, the energy flow of the machine parts is gained to optimize the lightweight structure of the moving parts under the condition of meeting the requirements of dynamic performance. It is worth note that lightweight strategies for different kinds of MT are mainly based on use scenario and the size of the machine.
4.2. Structure Principle
Machine tool performance decides the quality of manufactured products and other machinery, which not only involve the properties of accuracy and surface quality, but also environmental effect and cost efficiency. Energy efficiency of machine tools on the system level is related to production systems [44]. The structure or layout of machine tools have also an important effect on sustainability through interaction between components as energy converters. Besides the selection of efficient components, what will be most relevant for the effectiveness of sustainability performance has to be considered. The tool path strategies and machine tool axes configurations are considered in machining process [94] for enhancing use efficiency of MT, which could reduce energy and material waste. Except the analysis of machining process and MT individually, the interaction between MT and manufacturing process [95] should be analyzed through simulation.
The functional description of machine tools is general and independent from the design of MT, and also independent from the machining process implemented. The mapping from functions to machine components is machine tool-specific for a metal-cutting machine tool as shown in Figure 7.
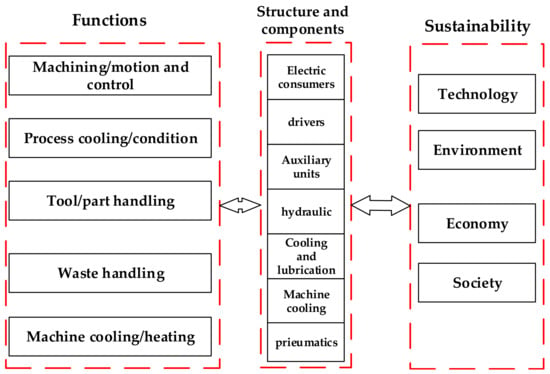
Figure 7.
Machine functions to machine structure and components, and sustainability.
Although different machine tools have different function and use circumstances, generally they have similar elements such as machine tool frames to provide fundamental structures. The production of machine tool frames need expensive engineering, testing and high-precision manufacturing, which are limited and cannot be altered after manufacturing for conventionally casted or welded structures. Currently, reconfigurable MT has been accepted due to update product with fastest speed and lowest costs. Machine tools have the characteristics of complexity, type diversity, and functional variability, while modular design could shorten the development period with the advantage of disassembly and reuse in the reconfigurable manufacturing system. Meanwhile, it benefits economic efficiency, functional and physical feasibility, upgrading outdated machine, material recycle and maintenance performance [96]. Therefore, a modular design method plays an important role in the development of sustainable products when at the end-of-life or ungraded. A modular machine tool has the benefit on updating and reusing at use-phases and the corresponding life-cycles to provide the basis for different manufacturing sector.
Machine tool frames are the key structures to increase the sustainability performance of MT, in particular, and must gain more attention in the design process. Generally machine tools are static, while flexible manufacturing system could handle several production situation. Thus, there is the possibility of the over engineering issue with more hours, material and auxiliary resources, which generates a more environmental burden and cost for manufactured products. Once made, this cannot be changed. For solving the sustainability problem radically, the improvement of machine tool structure and energy efficiency must be considered in design phase by manufacturers and engineers. The modular design of MT could achieve the reconfigurable aim according to different use scenarios as well as benefit on reuse or remanufacture in the end-of life.
Sometimes mechanical/electrical machine components fulfil several functions, e.g., a coolant system is used for machine cooling and for process conditioning. Then the energy consumption of this component can be assigned to different basic functions or sub functions. For example, a spindle unit of MT as one of the key components has the potentials of improving energy efficiency through an adapted electric drive train [45]. Similarly, cooling systems of MT with energy conservation are also a key technology for sustainable machine tool design [81], and also hydraulic units should consider energy-efficient strategies [80]. According to the structure characteristics, reinforced board layout could be improved utilizing advanced optimization methods, and then the light weight of machine directly or indirectly improves energy efficiency of the machine tool [97]. Considering energy and environmental factors in the design phase could directly and indirectly promote efficiency in order to achieve flexibility and versatility under the constraints of quality and rigidity. Due to structure information determined in the design phase, it is necessary to identify the relationship of the energy distribution and structure characteristics in order to solve the problem of energy performance conflicts [98]. The benefits for sustainability of modular machine tools in each life cycle phase is shown in Table 4.
Table 4.
Sustainability benefits for modular machine tool in each life cycle phase [99,100].
4.3. Cooling and Lubrication Technique
The cooling and lubrication system is an important factor for obtaining necessary levels of precision and stability as well as reducing friction in contact zones and maintaining thermal stability. Generally, machine tools with cooling and lubrication subsystems could protect the contact area and maximize tools and machine life, which benefits the economy aspect and increases the environmental burden through electrical or compressed air form. There are two main sources of heat generated by the electrical losses of motor and the friction of bearings, as well as the cutting process. In order to solve the problem, there are several methods such as minimum quantity lubrication (MQL) systems, dry-machining processes, as well as cooling of control cabinet, water cooler, cooling pumps, cooling/heating of guideways. The cooling and lubrication technique is shown in Figure 8.
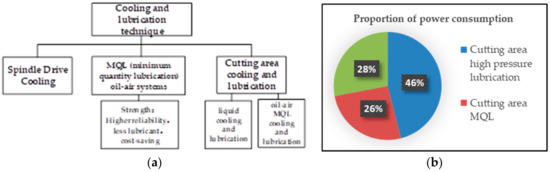
Figure 8.
The cooling and lubrication technique. (a) The cooling and lubrication technique; (b) proportion of power consumption.
The research [101] compares the power usage of traditional cooling, MQL and high-pressure lubrication, which shows that traditional cooling consumes the greatest energy. The challenge of dry machining mainly is oriented tool life, work-piece geometrical accuracies and surface integrity, machinability of materials, and machining processes. The different cooling system designs of motor spindles have different sustainable results, due to the main spindle needed to control thermo-elastic deformations for guaranteeing accuracy and production quality of the manufactured product. Osman et al., review the minimum quantity lubrication techniques for enhancing sustainable machining, involving surface roughness, tool life, and cutting temperature [102]. The study [81] carried out one technique of a cooling system with a hot gas bypass to increase energy efficiency, which shows that it is an effective measure for optimizing cooling equipment according to cooling capacity. Additionally, dry and cryogenic machining are compared according to the capability of reducing cost and environmental burden for sustainable manufacturing [103]. The conventional cutting fluids not only are harmful for operating personnel, but also harmful to the environment and increase the manufacturing cost. However, cryogenic cooling could improve manufactured workpieces as well as machines’ quality in the long use life, which benefit on corresponding environmental and economic performance. Dry machining could eliminate hazardous cutting fluids during machining operations, which benefit the environmental factor and manufacturing cost [104]. Dry machining, however, poses many challenges to the tool life, work-piece geometrical accuracies, work-piece surface integrity, machinability of materials and machining processes. Furthermore, selection strategies of lubrication are also reviewed in the reference [105] to improve the environmental and health benefit. With the development of nanotechnology, nanofluid MQL [106] is used to assist the turning process considering the criteria of surface roughness and power consumption. It also established the sustainability evaluation model under the condition of nanofluid MQL for improving the machining performance. Other fluids also have been developed to improve surface quality using little cutting fluids such as neat-oil metal working fluids [107].
In a word, a cooling lubricant system involves a filter, container, pumps, MQL, exhaust, and cooling system contributing to energy saving, waste reduction, and pollution emission. The design optimizes a focus on basic chiller design of hot gas bypass, digital-scroll compressor, speed and inverter controlled compressor, and cold water admixing, as well as basic hydraulic system design and exhaust system design.
4.4. Reuse Techniques for Outdated Machine Tools
If the machine is outdated, the function could still be used. Then manufacturing enterprise or recycling companies could upgrade or reuse the machine tools for increasing value-added through disassembly, cleaning, detection, remanufacturing and reassembly. The aim of upgrading conventional outdated machines generally is to increase accuracy and productivity, and decreasing manufacturing time with high speed machining as sustainable solution [108]. Du et al. [109] evaluated the reuse efficiency of an old machine with a holistic method considering technology and economic feasibility, as well as environmental benefits of MT remanufacturing. It proved the validity of remanufacturing MT on the reducing waste and carbon emissions, energy consumption, material use, and cost. However, in the remanufacturing process of MT, some issues need to be considered like uncertainty about inner damage to components and the calculation for remanufacture-ability. For better implementing remanufacturing, China creates a set of standards such as Quality Management Requirements for Machinery Products Remanufacturing (GB/T 31207-2014), and green manufacturing, the technology specification for metal-cutting machine tool remanufacturing (GB/T 28615-2012). Therefore, there are still some challenge to be addressed in future research for promoting components and machinery reuse.
4.5. Sustainable Strategy for Machining Process
There are other studies on machining process optimization to enhance MT use efficiency, which select four indexes, i.e., specific cutting energy, wear rate, surface roughness, and material removal rate [110,111]. The optimized objects of a sustainable machining process focus on cutting parameters of the condition of specific machine tools, such as spindle speed, cutting depth and feed rate for turning process. The existing literature mostly develops different machining strategy such as turning [112], milling [113] for different kinds of machine tools. Generally, production machines and machine peripherals are rarely included in the optimization of energy efficiency. A sustainable machining-related review has been fully developed involving cutting conditions, materials, optimal algorithm, costs, personal health and safety, and so on. The International Journal of Advanced Manufacturing Technology published more related literature about sustainable machining technology, like references [114] (reducing the environmental impacts), [115] (the optimum cutting parameters), [116] (cryogenic machining), [117] (sustainable machining of round-shaped microgroove pattern), [118] (energy-efficient machining systems), [119] (process planning), [120] (multi objective for jobs scheduling), [121] (sustainable turning). In the sustainable-related technology for MT, there are also some other methods used. For instance, the energy prediction model of MT [122,123] uses the drilling process as study objective integrating feeding power and material drilling power into model. The average prediction accuracy could achieve 95.0% in case study. Additionally, the empirical modeling is used to promote the predict accuracy of energy consumption [124,125], which make it easier during physical parameters transition contributing sustainable manufacturing. Thus, this paper does not repeat this work in order to save time.
4.6. Other Technologies
With the development of high-speed networking and smart manufacturing technology, there are new requirements for machine tool design in real-time signal monitoring related to the machine state [126], real-time early warning system [127]. For instance, the 5G network not only assists the establishment of machine tool system wireless monitoring platform, but also promotes real-time signal characteristics capture related to energy efficiency increasing [128]. Big data analytics for kinds of machine tools could also support the future design improvement and innovation, which already has application in sustainable smart manufacturing [129]. In short, new network techniques will be inevitable for accelerating the realization of sustainable machine tools design in industry field.
The intelligent design of machine tools is mainly reflected in state monitoring, maintenance, and diagnostics through wireless method. Chen et al. [130] proposes the concept, characteristics, and systemic structure of the Intelligent Machine Tool, which presents detailed technology information. Figure 9 shows the integration process of intelligent technology and machine tools. Intelligent techniques could assist designers to extract the potential improvement information related to sustainable machine tool design, especially for CNC machine, which includes the big data monitoring from the control system such as applied widely Siemens series, FANUC Fanuc. The important step for achieving intelligence manufacturing is the how to obtain real-time monitoring data involving the data acquisition using standard communication interface, PLC (Programmable Logic Controller) and electrical circuit methods; data wrapping and transmission bus, operation and storage [131]. Nevertheless, the intelligence goal should be considered in the design process of the structure, control system, and sensor installation to enhance the function of machine tools. Smart sensor design for structural components of machine tools as a crucial step must be taken into account under the condition of keeping the reliability of data [132] and enhancing signal quality like capacitive displacement measurements [133]. Additionally, the process of integrating intelligence into machine tools design contributes to making decisions in the sustainable machining planning [134]. Chang et al. [135] reviewed the role of artificial intelligence algorithms on smart machine tools, which could be a reference for sustainable machine tools. Therefore, intelligence techniques will become the essential part of sustainable machine tool design for obtaining real-time monitoring data like energy consumption, cutting temperature, noise, tool wear and so on. They promote the application of sustainable machine tools in the field of sustainable manufacturing, smart manufacturing, intelligent manufacturing, and the smart factory. In all, the application of intelligent technology in sustainable machine tools should consider the following aspects: sensors selection with high reliability, data acquisition, wrapping and transmission bus, storage, and data handling with artificial intelligence algorithms. Meanwhile, the installation position of sensors must be determined due to the limitation of space.
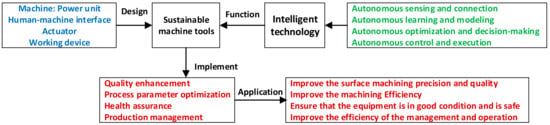
Figure 9.
The integration of intelligent technology and machine tools.
In the other aspect, there are also techniques improving function reconfiguration, control systems with networks [136], stiffness, and high precision. The manufacturing process of key components also has a significant role in sustainable machine tool design and manufacturing, like the bearing manufacturing process [137]. The optimization of moving component like the guideway and spindle system could decrease energy consumption by reducing mass with new structure or material [138]. Technological innovation for MT design concentrating on increasing productivity is still an important research direction as a main driver. Meanwhile, high-precision design is also a research focus for satisfying micro work piece manufacturing requirements [139], as well as surface quality [140] through the analysis of machine stiffness and cutting tool design effect.
5. Conclusions and Future Research Directions
In this literature review, strategies and techniques are classified into partial design tools involving one or two sustainability aspects, and those covering three dimensions (environment, economy and society). The former is more mature and standard compared to the latter in the early design stage, due to uncertain elements of early design. Meanwhile, it takes into account whether or not the machine tools are to be designed and used. If the machine tools need to be designed or upgraded through an innovative approach, then it is the best opportunity to integrate the sustainability aspects, or else it should consider mainly the processing optimization method such as cutting parameters, tool path, and machining time after the machine tool service period. Additionally, we have examined influences on the three sustainability dimensions respectively for machine tools from the life cycle point of view. Strategies and technologies are identified from one part to components, then to product and system. The main conclusions are summarized as:
- (1)
- The partial design strategies such as light weight and modular design to integrated sustainable design method have three sustainability dimensions.
- (2)
- The sustainability assessment method for machine tools to support decision-making in the early design stage. The two categories, however, are faced with the issue of considering three sustainable design dimensions simultaneously in different life cycle stages.
- (3)
- Most research focuses on the environmental burden especially energy efficiency, while sustainable product design underscored the importance of three sustainability dimensions under the condition of functional attributes.
- (4)
- The key techniques are categorized into light weight, modular design, and cooling and lubricant system, which have benefits in sustainable machine tool design in different life cycle stages.
- (5)
- Furthermore, sustainability assessment used by machine tools are described as LCA (Life cycle assessment), LCC (Life cycle cost) and LCSA (Life cycle social assessment), which should be used conveniently and relate to design parameter in early design stage. Currently, the research focuses on one or two factors for achieving sustainable design and manufacturing for machine tools.
In future, machine tools manufacturers should not only consider the integrated design method for sustainability, but also evaluate sustainability performance through the whole life cycle. The development direction for sustainable machine tools techniques are shown as follows:
- (1)
- The simulation technique contributes to design efficiency before manufacturing process, use and end-of-life.
- (2)
- With the development of new types of sensor, wireless monitoring technology will be used to monitor the state of machine tool usage including energy consumption, failure diagnosis, coolant fluids and lubricant oil, and so on.
- (3)
- The uniform standardization for the energy efficiency of machine tools should be developed based on standard components in order to make accurate judgments.
- (4)
- The network environment will provide more opportunities for collecting existing MT data used to improve the next generation or new product designs.
Author Contributions
Conceptualization, C.F. and S.H.; Methodology, C.F.; Software, C.F.; Validation, C.F. and S.H.; Formal Analysis, C.F.; Investigation, S.H.; Resources, C.F.; Data Curation, C.F.; Writing—Original Draft Preparation, C.F.; Writing—Review and Editing, C.F.; Visualization, C.F.; Supervision, C.F.; Project Administration, C.F.; Funding Acquisition, C.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China, grant number 51605294.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gbededo, M.A.; Liyanage, K.; Garza-Reyes, J.A. Towards a Life Cycle Sustainability Analysis: A Systematic Review of Approaches to Sustainable Manufacturing. J. Clean. Prod. 2018, 184, 1002–1015. [Google Scholar] [CrossRef]
- Ahmad, S.; Wong, K.Y.; Ming, L.T.; Wong, W.P. Sustainable product design and development: A review of tools, applications and research prospects. Resour. Conserv. Recycl. 2018, 132, 49–61. [Google Scholar] [CrossRef]
- Kishawy, H.A.; Hegab, H.; Saad, E. Design for Sustainable Manufacturing: Approach, Implementation, and Assessment. Sustainability 2018, 10, 3604. [Google Scholar] [CrossRef]
- Avram, O.I.; Xirouchakis, P. Evaluating the use phase energy requirements of a machine tool system. J. Clean. Prod. 2011, 19, 699–711. [Google Scholar] [CrossRef]
- Diaz-Elsayed, N.; Dornfeld, D.; Horvath, A. A comparative analysis of the environmental impacts of machine tool manufacturing facilities. J. Clean. Prod. 2015, 95, 223–231. [Google Scholar] [CrossRef]
- European Union. Directive 2009/125/EC of the European Parliament and of the Council of 21 October 2009 Establishing A Framework for the Setting of Ecodesign Requirements for Energy-Related Products (Recast); Official Journal of the European Union: London, UK, 2009. [Google Scholar]
- European Union. Directive 2005/32/EC of the European Parliament and of the Council of 6 July 2005 Establishing A Framework for the Setting of Ecodesign Requirements for Energy-Using Products; Official Journal of the European Union: London, UK, 2005. [Google Scholar]
- Calleja-Ochoa, A.; Gonzalez-Barrio, H.; Polvorosa-Teijeiro, R.; Lopez-De La Calle Marcaide, L. Multitasking machines: Evolution, resources, processes and scheduling. DYNA 2017, 92, 637–642. [Google Scholar]
- Machine Tools—Environmental Evaluation of Machine Tools—Part 1: Design Methodology for Energy-Efficient Machine Tools; ISO 14955-1.2017; BSI Standards Publication: Lugano, Switzerland, 2017.
- Schudeleit, T.; Züst, S.; Weiss, L.; Wegener, K. The Total Energy Efficiency Index for machine tools. Energy 2016, 102, 682–693. [Google Scholar] [CrossRef]
- Zhou, L.; Li, J.; Li, F.; Meng, Q.; Li, J.; Xu, X. Energy consumption model and energy efficiency of machine tools: A comprehensive literature review. J. Clean. Prod. 2016, 112, 3721–3734. [Google Scholar] [CrossRef]
- Triebe, M.J.; Mendisa, G.P.; Zhao, F.; Sutherlanda, J.W. Understanding energy consumption in a machine tool through energy mapping. Procedia CIRP 2018, 69, 259–264. [Google Scholar] [CrossRef]
- Mert, G.; Bohr, C.; Waltemode, S.; Aurich, J.C. Increasing the Resource Efficiency of Machine Tools by Life Cycle Oriented Services. Procedia CIRP 2014, 15, 176–181. [Google Scholar] [CrossRef]
- Posselt, G.; Kellens, K.; Thiede, S.; Renaldi; Herrmann, C.; Dewulf, W.; Duflou, J.R. Combining Machine Tool Builder and Operator Perspective towards Energy and Resource Efficiency in Manufacturing. In Re-Engineering Manufacturing for Sustainability; Springer: Singapore, 2013; pp. 209–214. [Google Scholar]
- Chen, J.L.; Su, W.L.; Huang, H.C. Method and Calculation Tool for Carbon Footprint Assessment of Machine Tool. In Re-Engineering Manufacturing for Sustainability; Springer: Singapore, 2013; pp. 330–343. [Google Scholar]
- Oleaga, I.; Pardo, C.; Zulaika, J.J.; Bustillo, A. A machine-learning based solution for chatter prediction in heavy-duty milling machines. Measurement 2018, 128, 34–44. [Google Scholar] [CrossRef]
- Jovane, F.; Yoshikawa, H.; Alting, L.; Boër, C.R.; Westkamper, E.; Williams, D. The incoming global technological and industrial revolution towards competitive sustainable manufacturing. CIRP Ann. Manuf. Technol. 2008, 57, 641–659. [Google Scholar] [CrossRef]
- Gutowski, T.; Dahmus, J.; Thiriez, A.; Branham, M.; Jones, A. A thermodynamic characterization of manufacturing processes. In Proceedings of the 2007 IEEE International Symposium, Orlando, FL, USA, 7–10 May 2007; pp. 137–142. [Google Scholar]
- Huang, J.; Jin, L.; Zhang, C. Mathematical Modeling and a Hybrid NSGA-II Algorithm for Process Planning Problem Considering Machining Cost and Carbon Emission. Sustainability 2017, 9, 1769. [Google Scholar] [CrossRef]
- Zhang, C.; Jiang, P. Sustainability Evaluation of Process Planning for Single CNC Machine Tool under the Consideration of Energy-Efficient Control Strategies Using Random Forests. Sustainability 2019, 11, 3060. [Google Scholar] [CrossRef]
- Shin, S.J.; Woo, J.; Rachuri, S.; Meilanitasari, P. Standard Data-Based Predictive Modeling for Power Consumption in Turning Machining. Sustainability 2018, 10, 598. [Google Scholar] [CrossRef]
- Kono, D.; Nishio, S.; Yamaji, I.; Matsubara, A. A method for stiffness tuning of machine tool supports considering contact stiffness. Int. J. Mach. Tools Manuf. 2015, 90, 50–59. [Google Scholar] [CrossRef]
- Schöggl, J.P.; Baumgartner, R.J.; Hofer, D. Improving sustainability performance in early phases of product design: A checklist for sustainable product development tested in the automotive industry. J. Clean. Prod. 2016, 140, 1602–1617. [Google Scholar] [CrossRef]
- Brundage, M.P.; Bernstein, W.Z.; Hoffenson, S.; Chang, Q.; Nishi, H. Analyzing environmental sustainability methods for use earlier in the product lifecycle. J. Clean. Prod. 2018, 187, 877–892. [Google Scholar] [CrossRef]
- Mori, K.; Bergmann, B.; Konoa, D.; Denkenac, B.; Matsubara, A. Energy efficiency improvement of machine tool spindle cooling system with on–off control. CIRP J. Manuf. Sci. Technol. 2019, 25, 14–21. [Google Scholar] [CrossRef]
- Zhang, Z.; Wu, L.; Peng, T.; Jia, S. An Improved Scheduling Approach for Minimizing Total Energy Consumption and Makespan in a Flexible Job Shop Environment. Sustainability 2019, 11, 179. [Google Scholar] [CrossRef]
- Li, Y.; Wu, W. Investigation of Drilling Machinability of Compacted Graphite Iron under Dry and Minimum Quantity Lubrication (MQL). Metals 2019, 9, 1095. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Fernández-Abia, A.I.; Barreiro, J.; López de Lacalle, L.N. Cryogenic and minimum quantity lubrication for an eco-efficiency turning of AISI 304. J. Clean. Prod. 2016, 139, 440–449. [Google Scholar] [CrossRef]
- Graessler, I.; Yang, X. Product life cycle cost approach for modular lightweight design. Procedia CIRP 2019, 84, 1048–1053. [Google Scholar] [CrossRef]
- Hayasaka, T.; Minoura, K.; Ishizaki, K.; Shamotoa, E.; Sencer, B. A lightweight interpolation algorithm for short-segmented machining tool paths to realize vibration avoidance, high accuracy, and short machining time. Precis. Eng. 2019, 59, 1–17. [Google Scholar] [CrossRef]
- Schweizer, M.L.; Nair, R. A practical guide to systematic literature reviews and meta-analyses in infection prevention: Planning, challenges, and execution. Am. J. Infect. Control 2017, 45, 1292–1294. [Google Scholar] [CrossRef]
- Avram, O.; Stroud, I.; Xirouchakis, P. A multi-criteria decision method for sustainability assessment of the use phase of machine tool systems. Int. J. Adv. Manuf. Technol. 2011, 53, 811–828. [Google Scholar] [CrossRef]
- Azkarate, A.; Ricondo, I.; PãRez, A.; Martã Nez, P. An assessment method and design support system for designing sustainable machine tools. J. Eng. Des. 2011, 22, 165–179. [Google Scholar] [CrossRef]
- López de Lacalle, L.N.; Lamikiz, A. Machine Tools for High Performance Machining; Springer: London, UK, 2009. [Google Scholar]
- Sato, R.; Noguchi, S.; Hokazono, T.; Nishida, I.; Shirase, K. Time domain coupled simulation of machine tool dynamics and cutting forces considering the influences of nonlinear friction characteristics and process damping. Precis. Eng. 2020, 61, 103–109. [Google Scholar] [CrossRef]
- Archenti, A.; Laspas, T. Accuracy and Performance Analysis of Machine Tools. In Metrology, Precision Manufacturing; Springer: Singapore, 2019; pp. 1–30. [Google Scholar]
- Eisele, C.; Schrems, S.; Abele, E. Energy-Efficient Machine Tools through Simulation in the Design Process. In Glocalized Solutions for Sustainability in Manufacturing; Springer: Berlin/Heidelberg, Germany, 2011; pp. 258–262. [Google Scholar]
- Taha, Z.; Rostam, S. A hybrid fuzzy AHP-PROMETHEE decision support system for machine tool selection in flexible manufacturing cell. J. Intell. Manuf. 2012, 23, 2137–2149. [Google Scholar] [CrossRef]
- Wei, Y.; Hua, Z.; Zhi-Gang, J.; Hon, K.K.B. A new multi-source and dynamic energy modeling method for machine tools. Int. J. Adv. Manuf. Technol. 2018, 95, 4485–4495. [Google Scholar] [CrossRef]
- Zhang, Y. Energy efficiency techniques in machining process: A review. Int. J. Adv. Manuf. Technol. 2014, 71, 1123–1132. [Google Scholar]
- Environmental Management—Integrating Environmental Aspects into Product Design and Development; ISO/TR 14062; ISO: Geneva, Switzerland, 2002.
- Yoon, H.S.; Kim, E.S.; Kim, M.S.; Lee, J.Y.; Lee, G.B.; Ahn, S.H. Towards greener machine tools—A review on energy saving strategies and technologies. Renew. Sustain. Energy Rev. 2015, 48, 870–891. [Google Scholar] [CrossRef]
- Gontarz, A.; Schudeleit, T.; Wegener, K. Framework of a Machine Tool Configurator for Energy Efficiency. Procedia CIRP 2015, 26, 706–711. [Google Scholar] [CrossRef][Green Version]
- Neugebauer, R.; Wabner, M.; Rentzsch, H.; Ihlenfeldt, S. Structure principles of energy efficient machine tools. CIRP J. Manuf. Sci. Technol. 2011, 4, 136–147. [Google Scholar] [CrossRef]
- Abele, E.; Sielaff, T.; Schiffler, A.; Rothenbücher, S. Analyzing Energy Consumption of Machine Tool Spindle Units and Identification of Potential for Improvements of Efficiency. In Glocalized Solutions for Sustainability in Manufacturing; Springer: Berlin/Heidelberg, Germany, 2011; pp. 280–285. [Google Scholar]
- Hu, S.; Liu, F.; He, Y.; Peng, B. Characteristics of Additional Load Losses of Spindle System of Machine Tools. J. Adv. Mech. Des. Syst. Manuf. 2010, 4, 1221–1233. [Google Scholar] [CrossRef]
- Schudeleit, T.; Züst, S.; Wegener, K. Energy equivalents to quantify the total electricity consumption of factory-integrated machine tools. Int. J. Adv. Manuf. Technol. 2017, 90, 3239–3247. [Google Scholar] [CrossRef]
- Kara, S.; Li, W. Unit process energy consumption models for material removal processes. CIRP Ann. Manuf. Technol. 2011, 60, 37–40. [Google Scholar] [CrossRef]
- Rivero, A.; López de Lacalle, L.N.; Penalva, M.L. Tool wear detection in dry high-speed milling based upon the analysis of machine internal signals. Mechatronics 2008, 18, 627–633. [Google Scholar] [CrossRef]
- Bordin, A.; Sartori, S.; Bruschi, S.; Ghiotti, A. Experimental investigation on the feasibility of dry and cryogenic machining as sustainable strategies when turning ti6al4v produced by additive manufacturing. J. Clean. Prod. 2017, 142, 4142–4151. [Google Scholar] [CrossRef]
- Giasin, K.; Ayvar-Soberanis, S.; Hodzic, A. Evaluation of cryogenic cooling and minimum quantity lubrication effects on machining GLARE laminates using design of experiments. J. Clean. Prod. 2016, 135, 533–548. [Google Scholar] [CrossRef]
- Wang, P.J.; Liu, Y.; Ong, S.K.; Nee, A.Y.C. Modular Design of Machine Tools to Facilitate Design for Disassembly and Remanufacturing. Procedia CIRP 2014, 15, 443–448. [Google Scholar]
- Hondo, H. Life cycle GHG emission analysis of power generation systems: Japanese case. Energy 2005, 30, 2042–2056. [Google Scholar] [CrossRef]
- Tao, Y.; Li, H.; Wen, Z.; Chen, H.; Xu, W.; Evans, S. A hybrid scenario analysis for the selection of future greenhouse gas emissions reduction technologies in China’s oil and gas industry. J. Clean. Prod. 2019, 223, 14–24. [Google Scholar] [CrossRef]
- Chetan; Ghosh, S.; Rao, P.V. Comparison between sustainable cryogenic techniques and nano-MQL cooling mode in turning of nickel-based alloy. J. Clean. Prod. 2019, 231, 1036–1039. [Google Scholar] [CrossRef]
- Li, B.; Cao, H.; Yan, J.; Jafar, S. A life cycle approach to characterizing carbon efficiency of cutting tools. Int. J. Adv. Manuf. Technol. 2017, 93, 1–9. [Google Scholar] [CrossRef]
- Uhlmann, E.; Lang, K.D.; Prasol, L.; Thom, S.; Peukert, B. Sustainable Solutions for Machine Tools. In Sustainable Manufacturing; Springer International Publishing: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Singh, G.; Gill, S.S.; Dogra, M. Techno-economic analysis of blanking punch life improvement by environment friendly cryogenic treatment. J. Clean. Prod. 2017, 143, 1060–1068. [Google Scholar] [CrossRef]
- Mulyana, T.; Rahim, E.A.; Md Yahaya, S.N. The influence of cryogenic supercritical carbon dioxide cooling on tool wear during machining high thermal conductivity steel. J. Clean. Prod. 2017, 164, 950–962. [Google Scholar] [CrossRef]
- Grguraš, D.; Sterle, L.; Krajnik, P.; Pušavec, P. A novel cryogenic machining concept based on a lubricated liquid carbon dioxide. Int. J. Mach. Tools Manuf. 2019, 145, 103456. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.K.; Lozano, J.A.; Carou, D.; Pimenov, D.Y.; Królczyk, G.; MashoodKhan, A.; RanjanDhar, N. Multi-objective optimization and life cycle assessment of eco-friendly cryogenic n2 assisted turning of ti-6al-4v. J. Clean. Prod. 2019, 210, 121–133. [Google Scholar] [CrossRef]
- Götze, U.; Koriath, H.J.; Kolesnikov, A.; Lindner, R.; Paetzold, J. Integrated methodology for the evaluation of the energy- and cost-effectiveness of machine tools. CIRP J. Manuf. Sci. Technol. 2012, 5, 151–163. [Google Scholar] [CrossRef]
- Enparantza, R.; Revilla, O.; Azkarate, A.; Zendoia, J. A Life Cycle Cost Calculation and Management System for Machine Tools. In Proceedings of the 13th CIRP International Conference on Life Cycle Engineering, Leuven, Belguim, 31 May–2 June 2006; pp. 717–721. [Google Scholar]
- Züst, S.; Züst, R.; Schudeleit, T.; Wegener, K. Development and Application of an Eco-design Tool for Machine Tools. Procedia CIRP 2016, 48, 431–436. [Google Scholar] [CrossRef][Green Version]
- Schudeleit, T.; Züst, S.; Wegener, K. Methods for evaluation of energy efficiency of machine tools. Energy 2015, 93, 1964–1970. [Google Scholar] [CrossRef]
- Salonitis, K.; Ball, P. Energy efficient manufacturing from machine tools to manufacturing. Procedia CIRP 2013, 7, 634–639. [Google Scholar] [CrossRef]
- Zein, A.; Li, W.; Herrmann, C.; Kara, S. Energy Efficiency Measures for the Design and Operation of Machine Tools: An Axiomatic Approach. In Glocalized Solutions for Sustainability in Manufacturing; Springer: Berlin, Germany, 2011; pp. 274–279. [Google Scholar]
- Kroll, L.; Blau, P.; Wabner, M.; Frieß, U.; Eulitz, J.; Klärner, M. Lightweight components for energy-efficient machine tools. CIRP J. Manuf. Sci. Technol. 2011, 4, 148–160. [Google Scholar] [CrossRef]
- Li, L.; Yu, S.; Tao, J.; Li, L. A FBS-based energy modelling method for energy efficiency-oriented design. J. Clean. Prod. 2017, 172, 1–13. [Google Scholar] [CrossRef]
- Ding, X.; Chen, Y.; Liu, W. Optimal design approach for eco-efficient machine tool bed. Int. J. Mech. Mater. Des. 2010, 6, 351–358. [Google Scholar] [CrossRef]
- Li, W.; Zein, A.; Kara, S.; Herrmann, C. An Investigation into Fixed Energy Consumption of Machine Tools. In Glocalized Solutions for Sustainability in Manufacturing; Springer: Berlin, Germany, 2011; pp. 268–273. [Google Scholar]
- Gonzalez, A. Machine Tool Utilisation Phase: Costs and Environmental Impacts with a Life Cycle View. Ind. Ecol. 2007. [Google Scholar] [CrossRef]
- Behrendt, T.; Zein, A.; Min, S. Development of an energy consumption monitoring procedure for machine tools. CIRP Ann. Manuf. Technol. 2012, 61, 43–46. [Google Scholar] [CrossRef]
- Mohammadi, A.; Züst, S.; Mayr, J.; Blaser, P.; Sonne, M.R. A methodology for online visualization of the energy flow in a machine tool. CIRP J. Manuf. Sci. Technol. 2017, 19, 138–146. [Google Scholar] [CrossRef]
- Vijayaraghavan, A.; Dornfeld, D. Automated energy monitoring of machine tools. CIRP Ann.Manuf. Technol. 2010, 59, 21–24. [Google Scholar] [CrossRef]
- Balogun, V.A.; Aramcharoen, A.; Mativenga, P.T.; Blaser, P.; Sonne, M.R. Impact of Machine Tools on the Direct Energy and Associated Carbon Emissions for a Standardized NC Toolpath. In Proceedings of the CIRP International Conference on Life Cycle Engineering, Singapore, 17–19 April 2013; pp. 197–202. [Google Scholar]
- Braun, S.; Heisel, U. Simulation and Prediction of Process-Oriented Energy Consumption of Machine Tools. In Leveraging Technology for a Sustainable World; Springer: Berlin/Heidelberg, Germany, 2012; pp. 245–250. [Google Scholar]
- Draganescu, F.; Gheorghe, M.; Doicin, C.V. Models of machine tool efficiency and specific consumed energy. J. Mater. Process. Technol. 2003, 141, 9–15. [Google Scholar] [CrossRef]
- Lee, W.; Lee, C.Y.; Min, B.K. Simulation-based energy usage profiling of machine tool at the component level. Int. J. Precis. Eng. Manuf. Green Technol. 2014, 1, 183–189. [Google Scholar] [CrossRef]
- Brecher, C.; Triebs, J.; Jasper, D. Energy Efficient Solutions for Hydraulic Units of Machine Tools. In Re-Engineering Manufacturing for Sustainability; Springer: Singapore, 2013; pp. 191–196. [Google Scholar]
- Brecher, C.; Bäumler, S.; Jasper, D.; Triebs, J. Energy Efficient Cooling Systems for Machine Tools. In Leveraging Technology for A Sustainable World; Springer: Berlin/Heidelberg, Germany, 2012; pp. 239–244. [Google Scholar]
- Mori, M.; Fujishima, M.; Inamasu, Y.; Oda, Y. A study on energy efficiency improvement for machine tools. CIRP Ann. Manuf. Technol. 2011, 60, 145–148. [Google Scholar] [CrossRef]
- Chen, J.L.; Chen, Y.B.; Huang, H.C. Quantifying the Life Cycle Water Consumption of a Machine Tool. Procedia CIRP 2015, 29, 498–501. [Google Scholar] [CrossRef]
- Zeng, D.; Cao, H.J.; Jafar, S.; Tan, Y.F.; Su, S. A Life Cycle Ecological Sensitivity Analysis Method for Eco-Design Decision Making of Machine Tool. In Proceedings of the 25th CIRP Life Cycle Engineering (LCE) Conference, Copenhagen, Denmark, 30 April–2 May 2018. [Google Scholar]
- Azevedo, M.; Oliveira, M.; Pereira, J.P.; Reis, A. Comparison of two LCA Methodologies in the Machine-Tools Environmental Performance Improvement Process. In Glocalized Solutions for Sustainability in Manufacturing; Springer: Berlin/Heidelberg, Germany, 2011; pp. 1818–1825. [Google Scholar]
- Zendoia, J.; Woy, U.; Ridgway, N.; Pajula, T.; Unamuno, G. A specific method for the life cycle inventory of machine tools and its demonstration with two manufacturing case studies. J. Clean. Prod. 2014, 78, 139–151. [Google Scholar] [CrossRef]
- Narita, H. Environmental Burden Analyzer for Machine Tool Operations and Its Application. In Manufacturing System; InTech Open: London, UK, 2012. [Google Scholar]
- Kamal, A.; Al-Ghamdi, S.G.; Koc, M. Revaluing the costs and benefits of energy efficiency: A systematic review. Energy Res. Soc. Sci. 2019, 54, 68–84. [Google Scholar] [CrossRef]
- Urbikain, G.; Campa, F.J.; Zulaika, J.J.; Lópezde Lacalle, L.N.; Alonso, M.A.; Collado, V. Preventing chatter vibrations in heavy-duty turning operations in large horizontal lathes. J. Sound Vib. 2015, 340, 317–330. [Google Scholar] [CrossRef]
- Ansoategui, I.; Campa, F.J.; Carolina, L.; Mikel, D. Influence of the machine tool compliance on the dynamic performance of the servo drives. Int. J. Adv. Manuf. Technol. 2016, 90, 1–13. [Google Scholar] [CrossRef]
- Zulaika, J.J.; Campa, F.J.; Lacalle, L.N.L.D. An integrated process–machine approach for designing productive and lightweight milling machines. Int. J. Mach. Tools Manuf. 2011, 51, 591–604. [Google Scholar] [CrossRef]
- Neugebauer, R.; Wabner, M.; Ihlenfeldt, S.; Frieß, U.; Schneider, F.; Schubert, F. Bionics Based Energy Efficient Machine Tool Design. Procedia CIRP 2012, 3, 561–566. [Google Scholar] [CrossRef]
- Möhring, H.C. Materials in machine tool structures. CIRP Ann. Manuf. Technol. 2015, 64, 725–748. [Google Scholar] [CrossRef]
- Edem, I.F.; Balogun, V.A.; Mativenga, P.T. An investigation on the impact of toolpath strategies and machine tool axes configurations on electrical energy demand in mechanical machining. Int. J. Adv. Manuf. Technol. 2017, 92, 2503–2509. [Google Scholar] [CrossRef]
- Brecher, C.; Esser, M.; Witt, S. Interaction of manufacturing process and machine tool. CIRP Ann. Manuf. Technol. 2009, 58, 588–607. [Google Scholar] [CrossRef]
- Padayachee, J.; Bright, G. Modular machine tools: Design and barriers to industrial implementation. J. Manuf. Syst. 2012, 31, 92–102. [Google Scholar] [CrossRef]
- Li, P.; Liu, J.; Liu, S. Topological Variable-Density Algorithm Based Design Method for Lightweight Machine Tools. In Electrical Power Systems and Computers; Springer: Berlin/Heidelberg, Germany, 2011; Volume 99, pp. 957–963. [Google Scholar]
- Xiang, D.; Wang, H.L.; Jiang, L.F.; Duan, G.H.; Zhang, H.C. Design for Saving Energy and Material Based On Energy Flow Analysis of Electromechanical Products. In Proceedings of the 16th CIRP International Conference on Life Cycle Engineering, Cairo, Egypt, 4–6 May 2009; pp. 125–130. [Google Scholar]
- Peukert, B.; Benecke, S.; Clavell, J.; Neugebauer, S.; Nissen, N.F.; Uhlmann, E. Addressing sustainability and flexibility in manufacturing via smart modular machine tool frames to support sustainable value creation. Procedia CIRP 2015, 29, 514–519. [Google Scholar] [CrossRef]
- Sonego, M.; Echeveste, M.E.S.; Debarba, H.G. The role of modularity in sustainable design: A systematic review. J. Clean. Prod. 2018, 176, 196–209. [Google Scholar] [CrossRef]
- Xirouchakis, P. Machine Tool Cooling and Lubrication in the Use Phase, Report; Swiss Federal Institute of Technology: Zürich, Switzerland, 2017. [Google Scholar]
- Osman, K.A.; Özgür Ünver, H.; Şeker, U. Application of minimum quantity lubrication techniques in machining process of titanium alloy for sustainability: A review. Int. J. Adv. Manuf. Technol. 2019, 100, 2311–2332. [Google Scholar] [CrossRef]
- Rotella, G.; Lu, T.; Settineri, L.; Dillon, O.W., Jr.; Jawahir, I.S. Dry and Cryogenic Machining: Comparison from the Sustainability Perspective. In Sustainable Manufacturing; Springer: Berlin/Heidelberg, Germany, 2011; pp. 95–100. [Google Scholar]
- Goindi, G.S.; Sarkar, P.; Sarkar, P. Dry Machining: A Step towards Sustainable Machining—Challenges and Future Directions. J. Clean. Prod. 2017, 165, 1557–1571. [Google Scholar] [CrossRef]
- Sharif, M.N.; Pervaiz, S.; Deiab, I. Potential of alternative lubrication strategies for metal cutting processes: A review. Int. J. Adv. Manuf. Technol. 2017, 89, 2447–2479. [Google Scholar] [CrossRef]
- Abbas, A.T.; Gupta, M.K.; Soliman, M.S.; Mia, M.; Pimenov, D.Y. Sustainability assessment associated with surface roughness and power consumption characteristics in nano-fluid mql assisted turning of aisi 1045 steel. Int. J. Adv. Manuf. Technol. 2019, 105, 1311–1327. [Google Scholar] [CrossRef]
- Abdalla, H.S.; Baines, W.; Mcintyre, G.; Slade, C. Development of novel sustainable neat-oil metal working fluids for stainless steel and titanium alloy machining. Part 1. formulation development. Int. J. Adv. Manuf. Technol. 2007, 34, 21–33. [Google Scholar] [CrossRef]
- Uhlmann, E.; Thom, S.; Ehricke, M. Application of Spindle Speed Increaser as Sustainable Solution to Upgrade Machine Tools. Procedia Manuf. 2017, 8, 680–685. [Google Scholar] [CrossRef]
- Du, Y.B.; Cao, H.J.; Liu, F.; Li, C.B.; Chen, X. An integrated method for evaluating the remanufacturability of used machine tool. J. Clean. Prod. 2012, 20, 82–91. [Google Scholar] [CrossRef]
- Younas, M.; Jaffery, S.H.I.; Khan, M.; Khan, M.A.; Ahmad, R.; Mubashar, A.; Ali, L. Multi-objective optimization for sustainable turning Ti6Al4V alloy using grey relational analysis (GRA) based on analytic hierarchy process (AHP). Int. J. Adv. Manuf. Technol. 2019, 105, 1175–1188. [Google Scholar] [CrossRef]
- Xiong, Y.; Wu, J.; Deng, C.; Wang, Y. Machining process parameters optimization for heavy-duty CNC machine tools in sustainable manufacturing. Int. J. Adv. Manuf. Technol. 2013, 18, 1–10. [Google Scholar] [CrossRef]
- Hu, L.; Liu, W.; Xu, K.; Peng, T.; Yang, H.; Tang, R. Turning part design for joint optimisation of machining and transportation energy consumption. J. Clean. Prod. 2019, 232, 67–78. [Google Scholar] [CrossRef]
- Shen, Y.; Liu, Y.; Dong, H.; Zhang, K.; Lv, L.; Zhang, X.; Zheng, C.; Ji, R. Parameters optimization for sustainable machining of ti6al4v using a novel high-speed dry electrical discharge milling. Int. J. Adv. Manuf. Technol. 2017, 90, 2733–2740. [Google Scholar] [CrossRef]
- Camposeco-Negrete, C.; de Dios Calderón-Nájera, J. Sustainable machining as a mean of reducing the environmental impacts related to the energy consumption of the machine tool: A case study of aisi 1045 steel machining. Int. J. Adv. Manuf. Technol. 2019, 102, 27–41. [Google Scholar] [CrossRef]
- Chen, X.; Li, C.; Jin, Y.; Li, L. Optimization of cutting parameters with a sustainable consideration of electrical energy and embodied energy of materials. Int. J. Adv. Manuf. Technol. 2018, 96, 775–788. [Google Scholar] [CrossRef]
- Kaynak, Y. Evaluation of machining performance in cryogenic machining of inconel 718 and comparison with dry and mql machining. Int. J. Adv. Manuf. Technol. 2014, 72, 919–933. [Google Scholar] [CrossRef]
- Rendi, K.; Thirumalai, K.S.; Saood, A.; Dwi, A.N.; Gandjar, K.; Tae, J.K. Experimental and analytical study of ultrasonic elliptical vibration cutting on aisi 1045 for sustainable machining of round-shaped microgroove pattern. Int. J. Adv. Manuf. Technol. 2018, 98, 2031–2055. [Google Scholar]
- Peng, T.; Xu, X. Energy-efficient machining systems: A critical review. Int. J. Adv. Manuf. Technol. 2014, 72, 1389–1406. [Google Scholar] [CrossRef]
- Shojaeipour, S. Sustainable manufacturing process planning. Int. J. Adv. Manuf. Technol. 2015, 78, 1347–1360. [Google Scholar] [CrossRef]
- Tigane, M.; Dahane, M.; Boudhar, M. Multi objective approach for deteriorating jobs scheduling for a sustainable manufacturing system. Int. J. Adv. Manuf. Technol. 2019, 101, 1939–1957. [Google Scholar] [CrossRef]
- Warsi, S.S.; Agha, M.H.; Ahmad, R.; Jaffery, S.H.I.; Khan, M. Sustainable turning using multi-objective optimization: A study of al 6061 t6 at high cutting speeds. Int. J. Adv. Manuf. Technol. 2019, 100, 843–855. [Google Scholar] [CrossRef]
- Jia, S.; Yuan, Q.; Cai, W.; Lv, J.; Hu, L. Establishing prediction models for feeding power and material drilling power to support sustainable machining. Int. J. Adv. Manuf. Technol. 2019, 100, 2243–2253. [Google Scholar] [CrossRef]
- Vijayaraghavan, V.; Castagne, S. Sustainable manufacturing models for mass finishing process. Int. J. Adv. Manuf. Technol. 2016, 86, 49–57. [Google Scholar] [CrossRef]
- Jiang, Z.; Gao, D.; Lu, Y.; Kong, L.; Shang, Z. Electrical energy consumption of cnc machine tools based on empirical modeling. Int. J. Adv. Manuf. Technol. 2019, 100, 2255–2267. [Google Scholar] [CrossRef]
- Shen, N.; Cao, Y.; Li, J.; Zhu, K.; Zhao, C. A practical energy consumption prediction method for CNC machine tools: Cases of its implementation. Int. J. Adv. Manuf. Technol. 2018, 99, 2915–2927. [Google Scholar] [CrossRef]
- Kim, J.; Hwangbo, H. Sensor-based real-time detection in vulcanization control using machine learning and pattern clustering. Sensors 2018, 18, 3123. [Google Scholar] [CrossRef]
- Kim, J.; Hwangbo, H. Real-time early warning system for sustainable and intelligent plastic film manufacturing. Sustainability 2019, 11, 1490. [Google Scholar] [CrossRef]
- Cheng, J.; Chen, W.; Tao, F.; Lin, C.L. Industrial IoT in 5G environment towards smart manufacturing. J. Ind. Inf. Integr. 2018, 10, 10–19. [Google Scholar] [CrossRef]
- Ren, S.; Zhang, Y.; Liu, Y.; Sakao, T.; Huisingh, D.; Almeida, C.M.V.B. A comprehensive review of big data analytics throughout product lifecycle to support sustainable smart manufacturing: A framework, challenges and future research directions. J. Clean. Prod. 2019, 210, 1343–1365. [Google Scholar] [CrossRef]
- Chen, J.; Hu, P.; Zhou, H.; Yang, J.; Xie, J.; Jiang, Y.; Hao, Z.; Zhang, C. Toward Intelligent Machine Tool. Intell. Mach. Tool Eng. 2019, 5, 679–690. [Google Scholar]
- Liu, W.; Kong, C.; Niu, Q.; Jiang, J.; Zhou, X. A method of NC machine tools intelligent monitoring system in smart factories. Robot. Comput. Integr. Manuf. 2020, 61, 101842. [Google Scholar] [CrossRef]
- Kim, H.; Jung, W.K.; Choi, I.G.; Ahn, S.H. A Low-Cost Vision-Based Monitoring of Computer Numerical Control (CNC) Machine Tools for Small and Medium-Sized Enterprises (SMEs). Sensors 2019, 19, 4506. [Google Scholar] [CrossRef]
- Böhl, S.; Weikert, S.; Wegener, K. Enhancing Signal Quality of Capacitive Displacement Measurements in Machine Tool Environments. J. Manuf. Mater. Process. 2019, 3, 76–99. [Google Scholar]
- Lee, W.J.; Mendis, G.P.; Sutherland, J.W. Development of an Intelligent Tool Condition Monitoring System to Identify Manufacturing Tradeoffs and Optimal Machining Conditions. Procedia Manuf. 2019, 33, 256–263. [Google Scholar] [CrossRef]
- Chang, C.W.; Lee, H.W.; Liu, C.H. A review of artificial intelligence algorithms used for smart machine tools. Inventions 2018, 3, 41. [Google Scholar] [CrossRef]
- Yao, Y.; Liu, M.; Du, J.; Zhou, L. Design of a machine tool control system for function reconfiguration and reuse in network environment. Robot. Comput. Integr. Manuf. 2019, 56, 117–126. [Google Scholar] [CrossRef]
- Chen, K.S.; Yu, C.M.; Hsu, T.H.; Cai, S.R.; Chiou, K.C. A Model for Evaluating the Performance of the Bearing Manufacturing Process. Appl. Sci. 2019, 9, 3105. [Google Scholar] [CrossRef]
- Ji, Q.; Li, C.; Zhu, D.; Jin, Y.; Lv, Y.; He, J. Structural design optimization of moving component in CNC machine tool for energy saving. J. Clean. Prod. 2020, 246, 118976. [Google Scholar] [CrossRef]
- Brecher, C.; Utsch, P.; Klar, R.; Wenzel, C. Compact design for high precision machine tools. Int. J. Mach. Tools Manuf. 2010, 50, 328–334. [Google Scholar] [CrossRef]
- Ashworth, S.; Fairclough, J.P.A.; Takikawa, Y.; Scaife, R.; Ghadbeigi, H.; Kerrigan, K.; Meredith, J. Effects of machine stiffness and cutting tool design on the surface quality and flexural strength of edge trimmed carbon fibre reinforced polymers. Compos. Part A Appl. Sci. Manuf. 2019, 119, 88–100. [Google Scholar] [CrossRef]
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).