A Part Consolidation Design Method for Additive Manufacturing based on Product Disassembly Complexity


Abstract
1. Introduction
2. Literature Review
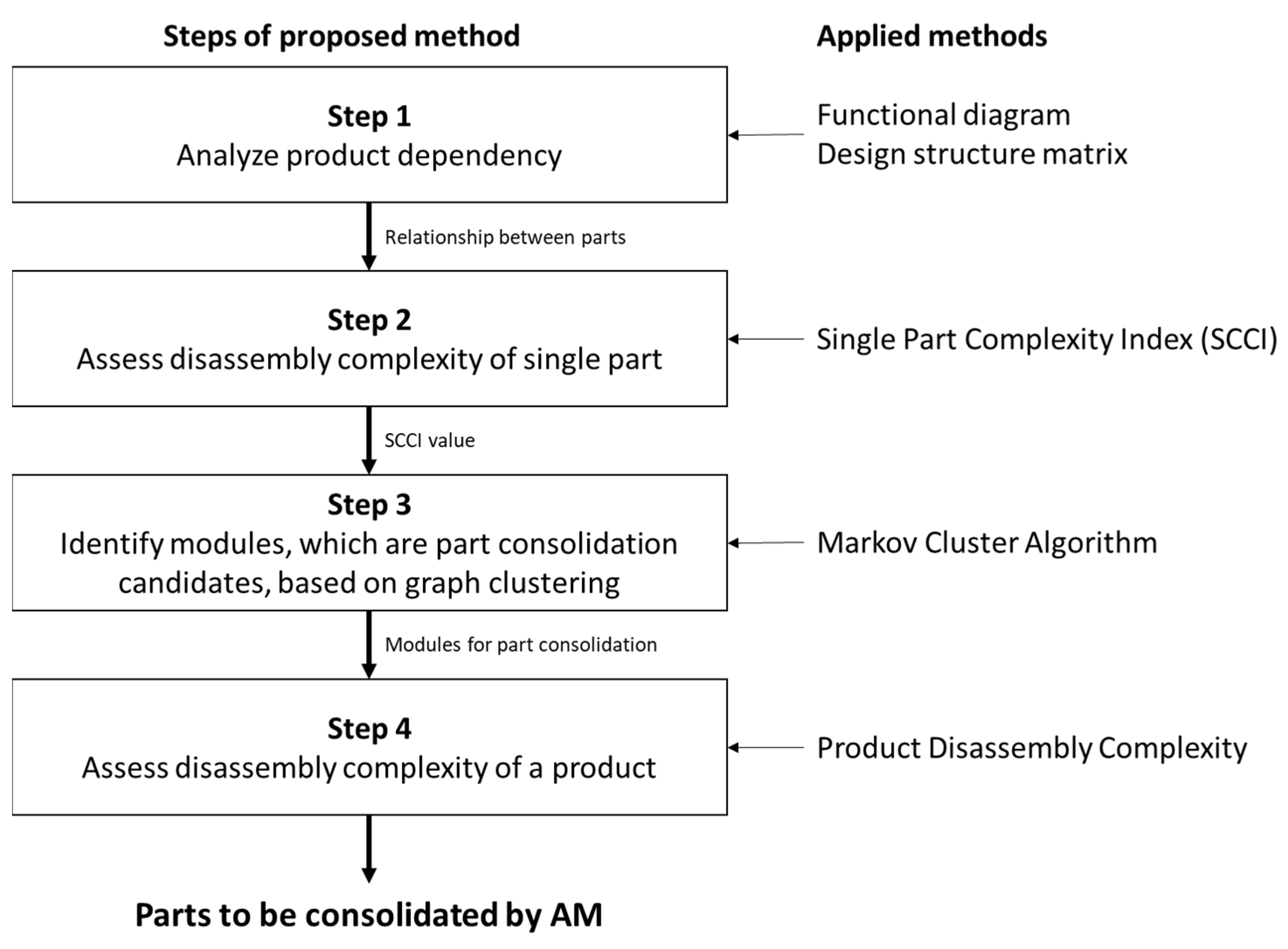
3. A Part Consolidation Design Method for Additive Manufacturing
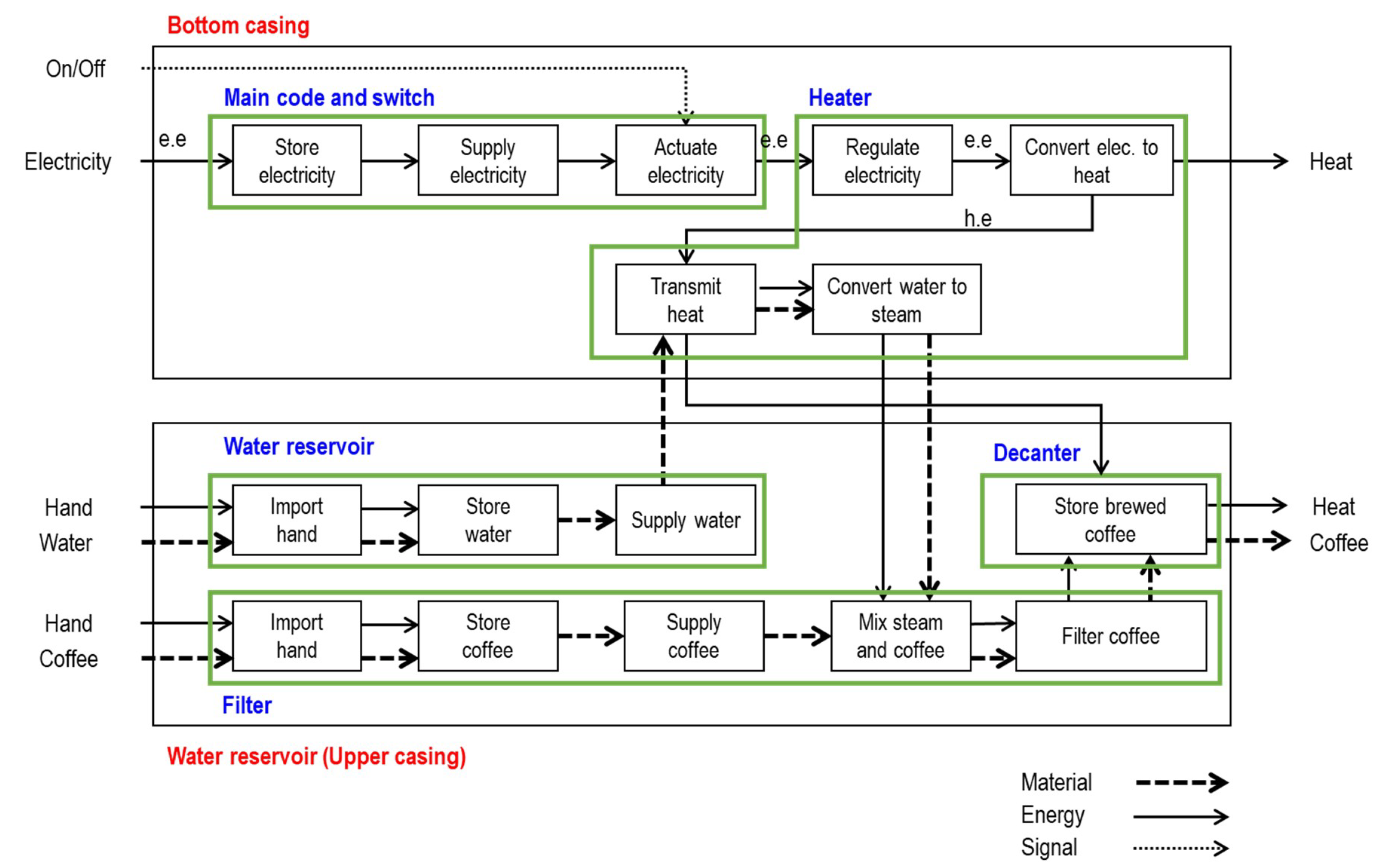
3.1. Product Dependency Analysis for Modular Design
3.2. Assessment of Complexity of Single Part
3.3. Module Identification based on Graph Clustering
3.4. Assessment of Disassembly Complexity of a Product
3.5. Redesign for Additive Manufacturing
4. Case Study
5. Discussion
6. Closing Remarks and Future Work
Author Contributions
Funding
Conflicts of Interest
References
- Kim, S.; Baek, J.W.; Moon, S.K.; Jeon, S.M. A New Approach for Product Design by Integrating Assembly and Disassembly Sequence Structure Planning. In Proceedings of the 18th Asia Pacific Symposium on Intelligent and Evolutionary Systems (IES 2014), Singapore, 10–12 November 2014; Springer: Cham, Switzerland, 2015; Volume 1, pp. 247–257. [Google Scholar]
- Lambert, A.J.D. Disassembly sequencing: A survey. Int. J. Prod. Res. 2003, 41, 3721–3759. [Google Scholar] [CrossRef]
- Asikoglu, O.; Simpson, T.W. A new method for evaluating design dependencies in product architectures. In Proceedings of the 12th AIAA Aviation Technology, Integration, and Operations (ATIO) Conference and 14th AIAA/ISSMO Multidisciplinary Analysis and Optimization Conference, Indianapolis, IN, USA, 17–19 September 2012. [Google Scholar]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann.-Manuf. Technol. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput.-Aided Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2nd ed.; Springer: New York, NY, USA, 2015. [Google Scholar] [CrossRef]
- Yang, S.; Zhao, Y.F. Additive manufacturing-enabled design theory and methodology: A critical review. Int. J. Adv. Manuf. Technol. 2015, 80, 327–342. [Google Scholar] [CrossRef]
- Yao, X.; Moon, S.K.; Bi, G. A Cost-Driven Design Methodology for Additive Manufactured Variable Platforms in Product Families. J. Mech. Des. 2016, 138. [Google Scholar] [CrossRef]
- Lei, N.; Yao, X.; Moon, S.K.; Bi, G. An additive manufacturing process model for product family design. J. Eng. Des. 2016, 27, 751–767. [Google Scholar] [CrossRef]
- Tang, Y.; Zhao, Y.F. A survey of the design methods for additive manufacturing to improve functional performance. Rapid Prototyp. J. 2016, 22, 569–590. [Google Scholar] [CrossRef]
- Dinar, M.; Rosen, D.W. A Design for Additive Manufacturing Ontology. J. Comput. Inf. Sci. Eng. 2017, 17. [Google Scholar] [CrossRef]
- Ponche, R.; Kerbrat, O.; Mognol, P.; Hascoet, J.-Y. A novel methodology of design for Additive Manufacturing applied to Additive Laser Manufacturing process. Robot. Comput.-Integr. Manuf. 2014, 30, 389–398. [Google Scholar] [CrossRef]
- Rosen, D.W. Computer-Aided Design for Additive Manufacturing of Cellular Structures. Comput.-Aided Des. Appl. 2007, 4, 585–594. [Google Scholar] [CrossRef]
- Wohlers, T.; Caffrey, T. Wohlers Report 2015: 3D Printing and Additive Manufacturing State of the Industry Annual Worldwide Progress Report; Wohlers Associates: Fort Collins, CO, USA, 2015. [Google Scholar]
- Liu, J. Guidelines for AM part consolidation. Virtual Phys. Prototyp. 2016, 11, 133–141. [Google Scholar] [CrossRef]
- Becker, R.; Grzesiak, A.; Henning, A. Rethink assembly design. Assem. Autom. 2005, 25, 262–266. [Google Scholar] [CrossRef]
- Atzeni, E.; Iuliano, L.; Minetola, P.; Salmi, A. Redesign and cost estimation of rapid manufactured plastic parts. Rapid Prototyp. J. 2010, 16, 308–317. [Google Scholar] [CrossRef]
- Yang, S.; Tang, Y.; Zhao, Y.F. A new part consolidation method to embrace the design freedom of additive manufacturing. J. Manuf. Process. 2015, 20, 444–449. [Google Scholar] [CrossRef]
- Yang, S.; Talekar, T.; Sulthan, M.A.; Zhao, Y.F. A Generic Sustainability Assessment Model towards Consolidated Parts Fabricated by Additive Manufacturing Process. Procedia Manuf. 2017, 10, 831–844. [Google Scholar] [CrossRef]
- Kwak, M.; Kim, H.M. Evaluating End-of-Life Recovery Profit by a Simultaneous Consideration of Product Design and Recovery Network Design. J. Mech. Des. 2010, 132. [Google Scholar] [CrossRef]
- Thierry, M.; Salomon, M.; van Nunen, J.; van Wassenhove, L. Strategic Issues in Product Recovery Management. Calif. Manag. Rev. 1995, 37, 114–135. [Google Scholar] [CrossRef]
- Smith, S.; Smith, G.; Chen, W.-H. Disassembly sequence structure graphs: An optimal approach for multiple-target selective disassembly sequence planning. Adv. Eng. Inform. 2012, 26, 306–316. [Google Scholar] [CrossRef]
- Lambert, A.J.D. Linear programming in disassembly/clustering sequence generation. Comput. Ind. Eng. 1999, 36, 723–738. [Google Scholar] [CrossRef]
- Behdad, S.; Berg, L.P.; Thurston, D.; Vance, J. Leveraging virtual reality experiences with mixed-integer nonlinear programming visualization of disassembly sequence planning under uncertainty. J. Mech. Des. 2014, 136. [Google Scholar] [CrossRef]
- Tseng, Y.-J.; Yu, F.-Y.; Huang, F.-Y. A green assembly sequence planning model with a closed-loop assembly and disassembly sequence planning using a particle swarm optimization method. Int. J. Adv. Manuf. Technol. 2011, 57, 1183–1197. [Google Scholar] [CrossRef]
- Rickli, J.L.; Camelio, J.A. Multi-objective partial disassembly optimization based on sequence feasibility. J. Manuf. Syst. 2013, 32, 281–293. [Google Scholar] [CrossRef]
- Ishii, K.; Eubanks, C.F.; Di Marco, P. Design for product retirement and material life-cycle. Mater. Des. 1994, 15, 225–233. [Google Scholar] [CrossRef]
- Kim, S.; Moon, S.K. Assessing and Generating Modules for Product Recovery. In Proceedings of the ASME 2015 International Design Engineering Technical Conferences & Computers and Information in Engineering Conference (DETC/CIE2015), Boston, MA, USA, 2–5 August 2015. [Google Scholar]
- ElMaraghy, W.H.; Urbanic, R.J. Modelling of Manufacturing Systems Complexity. CIRP Ann.-Manuf. Technol. 2003, 52, 363–366. [Google Scholar] [CrossRef]
- Samy, S.N.; ElMaraghy, H. A model for measuring products assembly complexity. Int. J. Comput. Integr. Manuf. 2010, 23, 1015–1027. [Google Scholar] [CrossRef]
- Soh, S.L.; Ong, S.K.; Nee, A.Y.C. Application of Design for Disassembly from Remanufacturing Perspective. Procedia CIRP 2015, 26, 577–582. [Google Scholar] [CrossRef]
- Otto, K.; Hölttä-Otto, K.; Simpson, T.W.; Krause, D.; Ripperda, S.; Moon, S.K. Global Views on Modular Design Research: Linking Alternative Methods to Support Modular Product Family Concept Development. J. Mech. Des. 2016, 138. [Google Scholar] [CrossRef]
- Kim, S.; Moon, S.K. Disassembly Complexity-Driven Module Identification for Additive Manufacturing. In Proceedings of the 24th ISPE Inc. Transdisciplinary Engineering, Singapore, 10–14 July 2017. [Google Scholar]
- Kim, S.; Moon, S.K.; Jeon, S.M.; Oh, H.S. A disassembly complexity assessment method for sustainable product design. In Proceedings of the 2016 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Bali, Indonesia, 4–7 December 2016; pp. 1468–1472. [Google Scholar]
- Ulrich, K.T. The role of product architecture in the manufacturing firm. Res. Policy 1995, 24, 419–440. [Google Scholar] [CrossRef]
- Stjepandić, J.; Ostrosi, E.; Fougères, A.-J.; Kurth, M. Modularity and Supporting Tools and Methods. In Concurrent Engineering in the 21st Century: Foundations, Developments and Challenges; Stjepandić, J., Wognum, N., J.C. Verhagen, W., Eds.; Springer International Publishing: Cham, Switzerland, 2015; pp. 389–420. [Google Scholar] [CrossRef]
- Das, S.K.; Naik, S. Process planning for product disassembly. Int. J. Prod. Res. 2002, 40, 1335–1355. [Google Scholar] [CrossRef]
- Das, S.K.; Yedlarajiah, P.; Narendra, R. An approach for estimating the end-of-life product disassembly effort and cost. Int. J. Prod. Res. 2000, 38, 657–673. [Google Scholar] [CrossRef]
- Kim, S. Sustainable Product Family Design and a Platform Strategy. Ph.D. Thesis, Nanyang Technological University, Singapore, 2017. [Google Scholar]
- Lei, X.; Wang, F.; Wu, F.-X.; Zhang, A.; Pedrycz, W. Protein complex identification through Markov clustering with firefly algorithm on dynamic protein–protein interaction networks. Inf. Sci. 2016, 329, 303–316. [Google Scholar] [CrossRef]
- Kim, S.; Moon, S.K. Eco-modular product architecture identification and assessment for product recovery. J. Intell. Manuf. 2016. [Google Scholar] [CrossRef]
- Ponche, R.; Hascoet, J.Y.; Kerbrat, O.; Mognol, P. A new global approach to design for additive manufacturing. Virtual Phys. Prototyp. 2012, 7, 93–105. [Google Scholar] [CrossRef]
- Filippi, S.; Cristofolini, I. The Design Guidelines (DGLs), a knowledge-based system for industrial design developed accordingly to ISO-GPS (Geometrical Product Specifications) concepts. Res. Eng. Des. 2007, 18, 1–19. [Google Scholar] [CrossRef]
- Boyard, N.; Rivette, M.; Christmann, O.; Richir, S. A design methodology for parts using additive manufacturing. In Proceedings of the International Conference on Advanced Research in Virtual and Rapid Prototyping, Leiria, Portugal, 1–5 October 2013. [Google Scholar]
- Kranz, J.; Herzog, D.; Emmelmann, C. Design guidelines for laser additive manufacturing of lightweight structures in TiAl6V4. J. Laser App. 2015, 27, S14001. [Google Scholar] [CrossRef]
- Kim, S.; Rosen, D.W.; Witherell, P.; Ko, H. A Design for Additive Manufacturing Ontology to Support Manufacturability Analysis. J. Comput. Inf. Sci. Eng. 2019, 19. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Attribute | Description |
|---|---|---|
| Part | Weight | This factor represents how difficult parts are positioned and handled according to part weight. Parts with heavy weight would need more man powers, extra tools like lift, and set-up time for parts and tools for disassembly. |
| Size | A part size has an impact on both assembly and disassembly operations. When the component size is too small to grab it, it can delay the further disassembly process. | |
| Symmetry | The symmetry factor represents the easiness of disassembly process regarding directions for detaching parts and the difficulty of positioning parts for reassembly after disassembling the parts. | |
| Grasping and manipulation | Material property plays an important role in grasping parts, especially vulnerability and stiffness. Vulnerability entails damages or deformation of parts by dropping, bumping, and excessive grabbing force. Stiffness is the rigidity to resist deformation in response to an applied force, which is represented by elasticity modulus. As a part with low vulnerability and high stiffness can be easily grasped by a worker, the disassembly difficulty factor’ value will be low. Otherwise, the disassembly difficulty factor’s value is closed to 1. | |
| Interface | Mechanical unfastening process (U-rating) | As the mechanical connectors are detachable fasteners with relevant tools, it can be recursive for assembly and disassembly. In this research, nine types of the mechanical connectors are considered as follows: screw/bolt with standard head, screw/bolt special head, nut and bolt, retaining ring/circlips, interference fit, rivets/staples, pin, cylindrical snap fit, and cantilever snap fit. |
| Non-mechanical unfastening (U-rating) | The non-mechanical connectors like lead and welding material are to firmly bond components, so that disassembly can be mostly difficult. | |
| Tools required with low intensity/ high intensity | When using the mechanical and non-mechanical connectors, relevant tools are needed for assembly and disassembly operations. The number of tools for disassembling parts and the intensity of the tool use are considered as a disassembly attribute to represent the difficulty of disassembly. |
| No. | Part Name | Material Type | Coffee Maker |
|---|---|---|---|
| 1 | Bottom cover | PP |  4~6 cups/0.6 L Brewing time <10 min |
| 2 | Silicon ring | Silicon | |
| 3 | Hot plate | Al | |
| 4 | Casing for heater | PP | |
| 5 | Heater | Al | |
| 6 | Power cord | Copper | |
| 7 | Water tube set | PP | |
| 8 | Silicon tube | Silicon | |
| 9 | Water reservoir | PP | |
| 10 | Steam sprout | PP | |
| 11 | Filter basket | PP | |
| 12 | Filter frame | PP | |
| 13 | Filter net | PP | |
| 14 | Filter handle | PP | |
| 15 | Lid of coffee maker | PP | |
| 16 | Decanter | Glass | |
| 17 | Bottom casing | PP |
| DSM | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Bottom cover | 1 | 1 | |||||||||||||||
| 2 | Silicon ring | 1 | 1 | |||||||||||||||
| 3 | Hot plate | 1 | 1 | 1 | 1 | 1 | ||||||||||||
| 4 | Casing for heater | 1 | 1 | 1 | 1 | 1 | ||||||||||||
| 5 | Heater | 1 | 1 | 1 | 1 | 1 | 1 | |||||||||||
| 6 | Power cord | 1 | 1 | |||||||||||||||
| 7 | Water tube set | 1 | ||||||||||||||||
| 8 | Silicon tube | 1 | 1 | 1 | 1 | |||||||||||||
| 9 | Water reservoir | 1 | 1 | 1 | 1 | 1 | ||||||||||||
| 10 | Steam sprout | 1 | 1 | 1 | 1 | |||||||||||||
| 11 | Filter basket | 1 | 1 | 1 | 1 | |||||||||||||
| 12 | Filter frame | 1 | 1 | 1 | ||||||||||||||
| 13 | Filter net | 1 | ||||||||||||||||
| 14 | Filter handle | 1 | ||||||||||||||||
| 15 | Lid of coffee maker | 1 | 1 | 1 | ||||||||||||||
| 16 | Decanter | 1 | 1 | 1 | 1 | |||||||||||||
| 17 | Bottom casing | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | |||||||||
| No. | Part Name | No. | J | Ck | N | Ik | SCCIk |
|---|---|---|---|---|---|---|---|
| 1 | Bottom cover | 1 | 4 | 0.748 | 3 | 0.217 | 0.010 |
| 2 | Silicon ring | 1 | 4 | 0.828 | 3 | 0.327 | 0.013 |
| 3 | Hot plate | 1 | 4 | 0.748 | 3 | 0.217 | 0.010 |
| 4 | Casing for heater | 1 | 4 | 0.713 | 3 | 0.217 | 0.009 |
| 5 | Heater | 1 | 4 | 0.748 | 3 | 0.150 | 0.009 |
| 6 | Power cord | 1 | 4 | 0.748 | 3 | 0.483 | 0.014 |
| 7 | Water tube set | 1 | 4 | 0.748 | 3 | 0.150 | 0.009 |
| 8 | Silicon tube | 4 | 4 | 0.713 | 3 | 0.150 | 0.008 |
| 9 | Water reservoir | 1 | 4 | 0.788 | 3 | 0.110 | 0.010 |
| 10 | Steam sprout | 1 | 4 | 0.713 | 3 | 0.150 | 0.008 |
| 11 | Filter basket | 1 | 4 | 0.748 | 3 | 0.033 | 0.009 |
| 12 | Filter frame | 1 | 4 | 0.713 | 3 | 0.033 | 0.008 |
| 13 | Filter net | 1 | 4 | 0.788 | 3 | 0.277 | 0.011 |
| 14 | Filter handle | 1 | 4 | 0.748 | 3 | 0.110 | 0.009 |
| 15 | Lid of coffee maker | 1 | 4 | 0.788 | 3 | 0.133 | 0.010 |
| 16 | Decanter | 1 | 4 | 0.713 | 3 | 0.217 | 0.009 |
| 17 | Bottom casing | 1 | 4 | 0.748 | 3 | 0.217 | 0.010 |
| SCCI | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | Bottom cover | 0.019 | 0.020 | |||||||||||||||
| 2 | Silicon ring | 0.023 | 0.022 | |||||||||||||||
| 3 | Hot plate | 0.023 | 0.019 | 0.019 | 0.019 | 0.020 | ||||||||||||
| 4 | Casing for heater | 0.019 | 0.022 | 0.019 | 0.018 | 0.019 | ||||||||||||
| 5 | Heater | 0.019 | 0.018 | 0.023 | 0.018 | 0.018 | 0.019 | |||||||||||
| 6 | Power cord | 0.023 | 0.023 | |||||||||||||||
| 7 | Water tube set | 0.018 | ||||||||||||||||
| 8 | Silicon tube | 0.018 | 0.018 | 0.018 | 0.017 | |||||||||||||
| 9 | Water reservoir | 0.018 | 0.018 | 0.019 | 0.020 | 0.020 | ||||||||||||
| 10 | Steam sprout | 0.017 | 0.018 | 0.017 | 0.019 | |||||||||||||
| 11 | Filter basket | 0.019 | 0.017 | 0.017 | 0.018 | |||||||||||||
| 12 | Filter frame | 0.017 | 0.019 | 0.017 | ||||||||||||||
| 13 | Filter net | 0.019 | ||||||||||||||||
| 14 | Filter handle | 0.017 | ||||||||||||||||
| 15 | Lid of coffee maker | 0.020 | 0.019 | 0.020 | ||||||||||||||
| 16 | Decanter | 0.019 | 0.018 | 0.018 | 0.019 | |||||||||||||
| 17 | Bottom casing | 0.020 | 0.020 | 0.019 | 0.019 | 0.023 | 0.020 | 0.020 | 0.019 | |||||||||
| Module No. | A Product with Conventional Modules | A Product with Parts from AM | Assessment of Modules |
|---|---|---|---|
| Material Type | |||
| 1 | 2, 3 | 2, 3 | X |
| 2 | 4 | 4 | - |
| 3 | 5 | 5 | - |
| 4 | 7, 8 | 7, 8 | X |
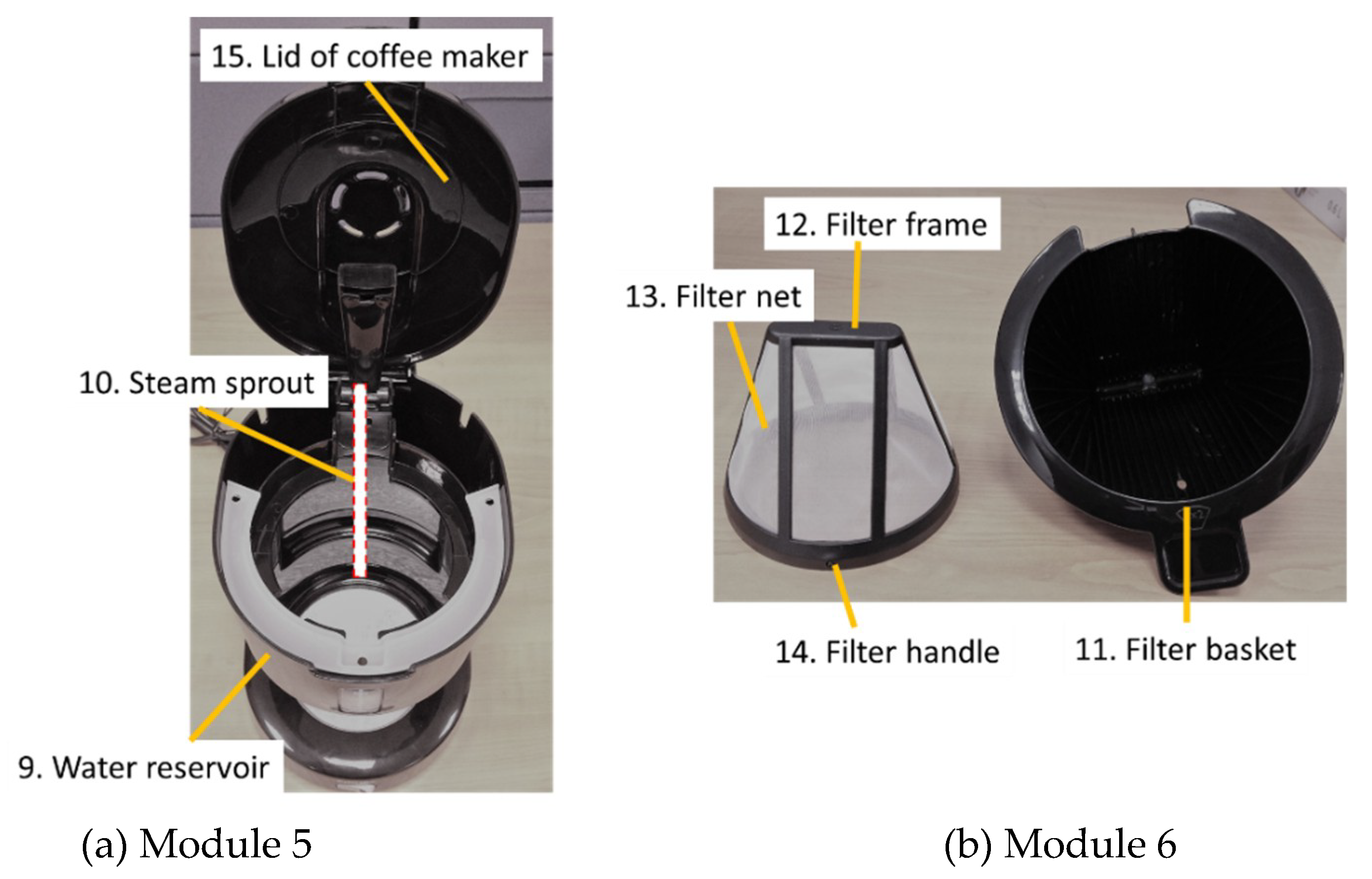
| 5 | 9, 10, 15 | 9′ | O |
| 6 | 11, 12,13,14 | 11′ | O |
| 7 | 1, 6, 16, 17 | 1, 6, 16, 17 | X |
| Index | A Product with Conventional Modules | A Product with Parts from AM |
|---|---|---|
| Nc | 20 | 15 |
| nc | 17 | 12 |
| Ni | 8 | 8 |
| ni | 3 | 3 |
| PDC | 8.765 | 7.079 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, S.; Moon, S.K. A Part Consolidation Design Method for Additive Manufacturing based on Product Disassembly Complexity. Appl. Sci. 2020, 10, 1100. https://doi.org/10.3390/app10031100
Kim S, Moon SK. A Part Consolidation Design Method for Additive Manufacturing based on Product Disassembly Complexity. Applied Sciences. 2020; 10(3):1100. https://doi.org/10.3390/app10031100
Chicago/Turabian StyleKim, Samyeon, and Seung Ki Moon. 2020. "A Part Consolidation Design Method for Additive Manufacturing based on Product Disassembly Complexity" Applied Sciences 10, no. 3: 1100. https://doi.org/10.3390/app10031100
APA StyleKim, S., & Moon, S. K. (2020). A Part Consolidation Design Method for Additive Manufacturing based on Product Disassembly Complexity. Applied Sciences, 10(3), 1100. https://doi.org/10.3390/app10031100