Compression Shear Properties of Bonded–Bolted Hybrid Single-Lap Joints of C/C Composites at High Temperature

Abstract
1. Introduction
2. Materials and Methods
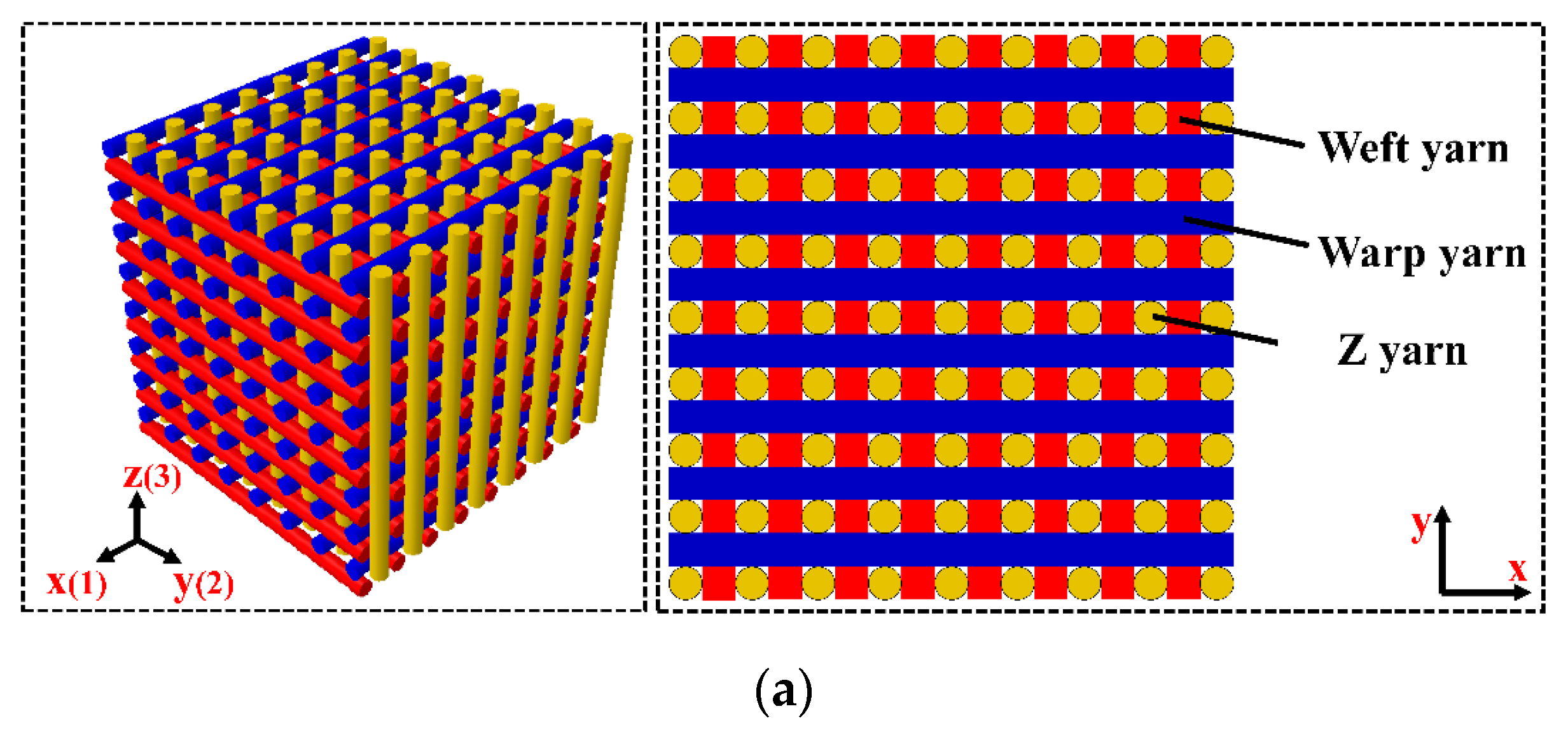
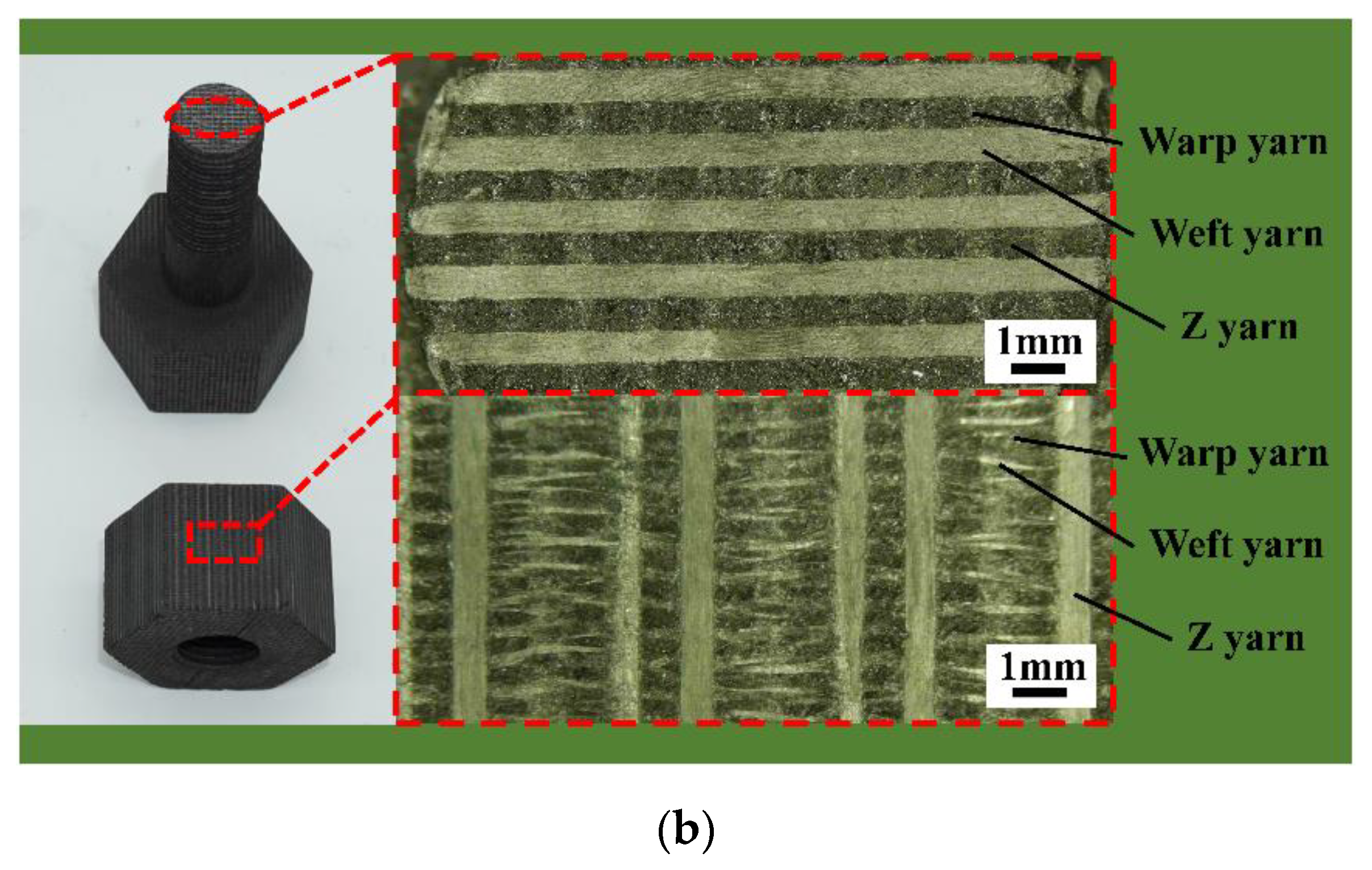
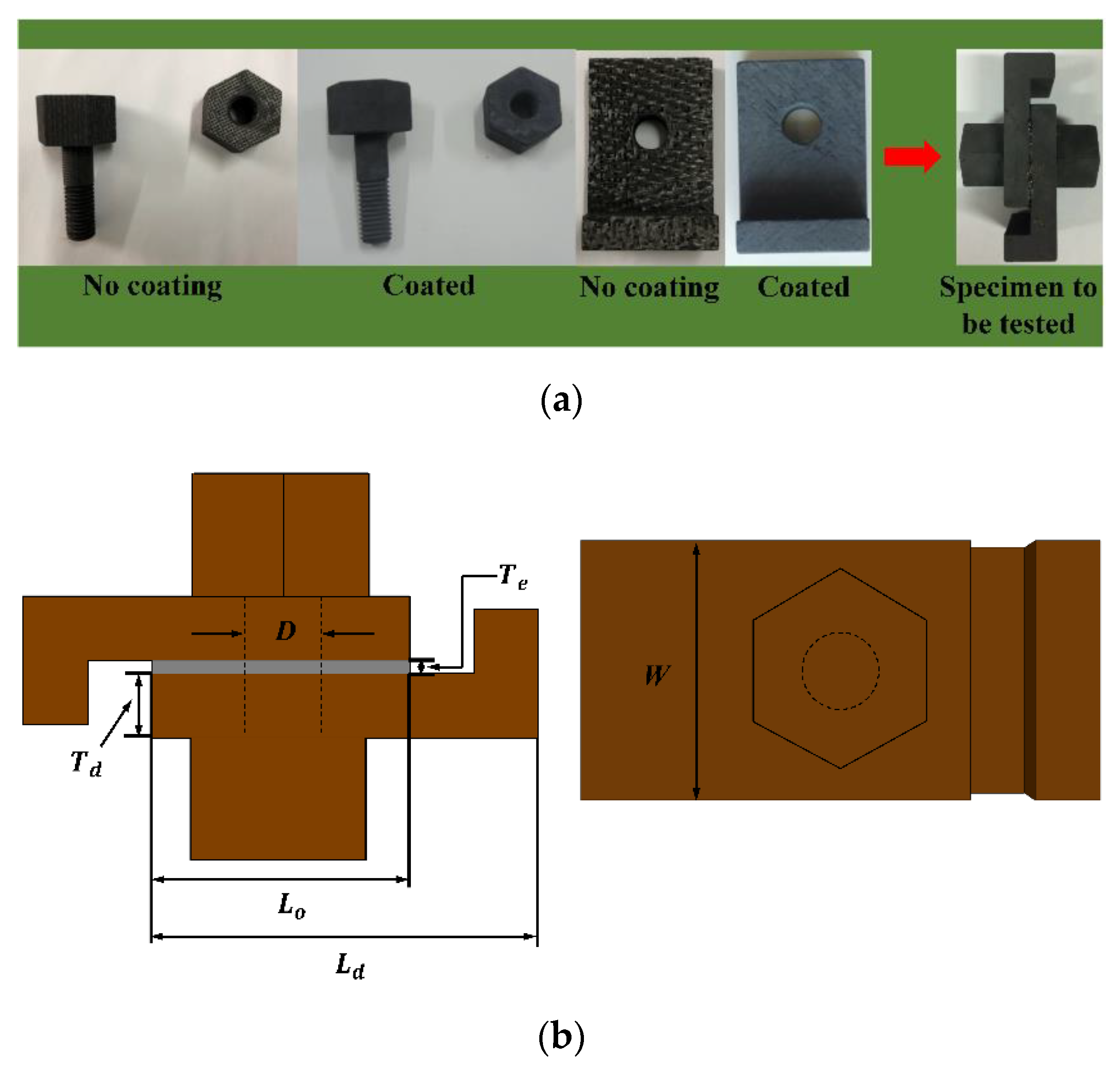
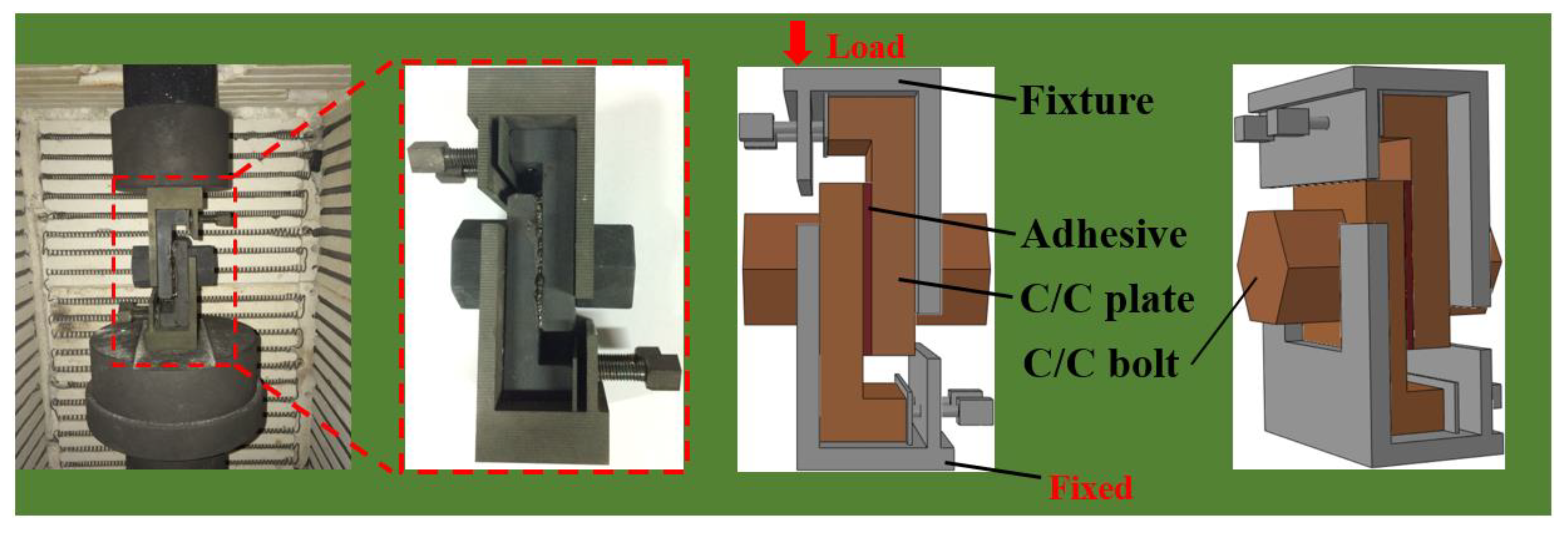
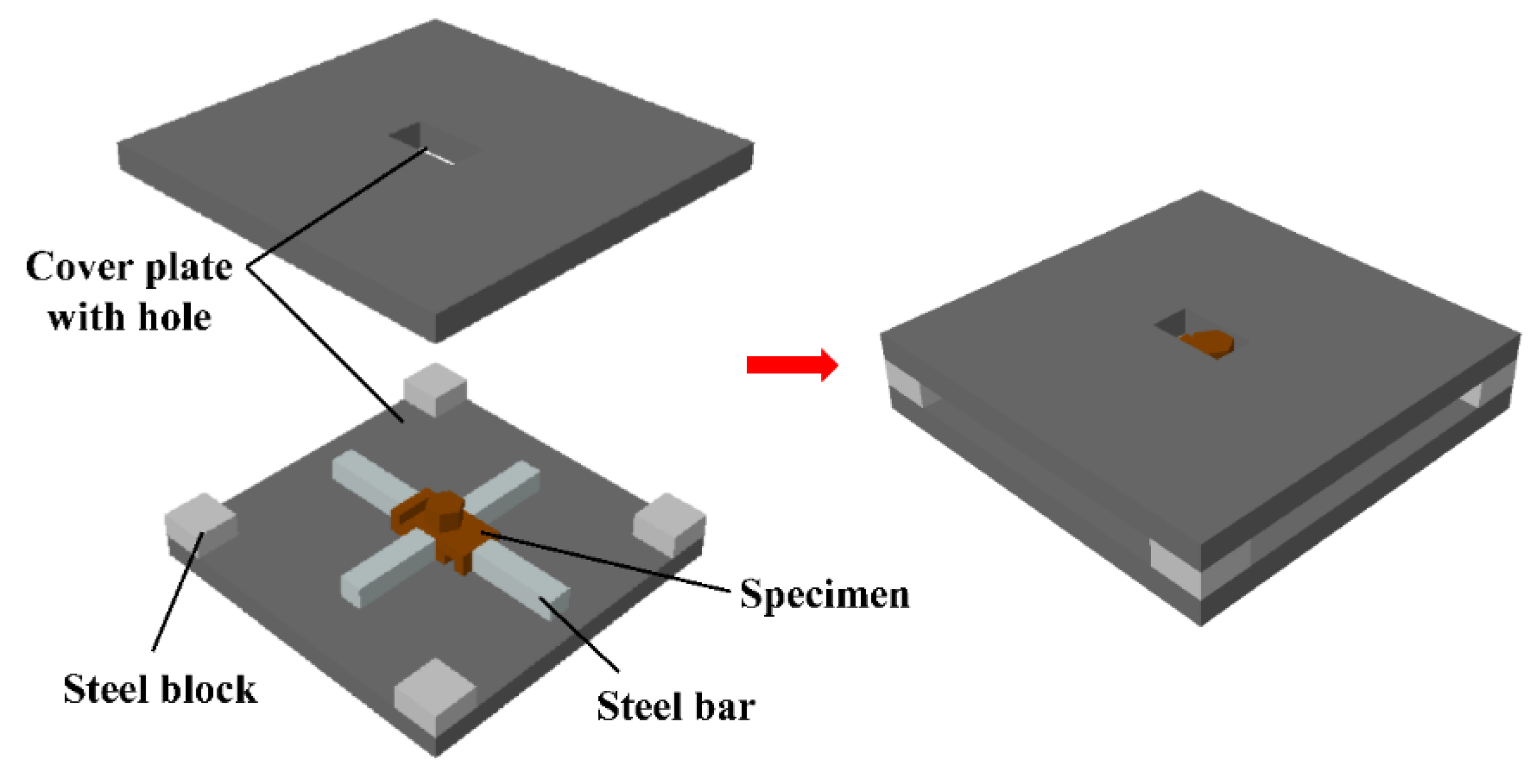
2.1. Experiment
2.2. Finite Element Analysis
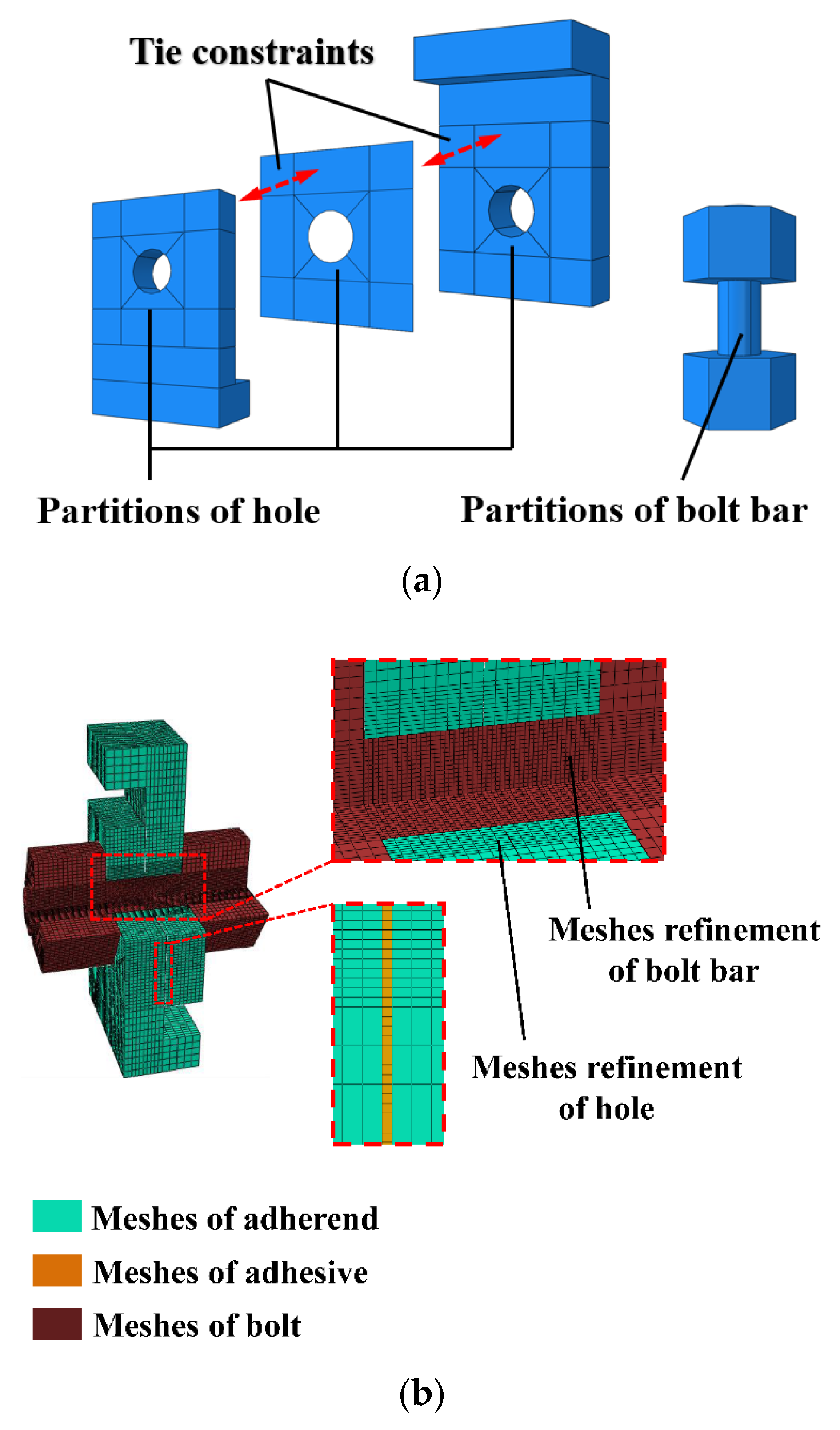
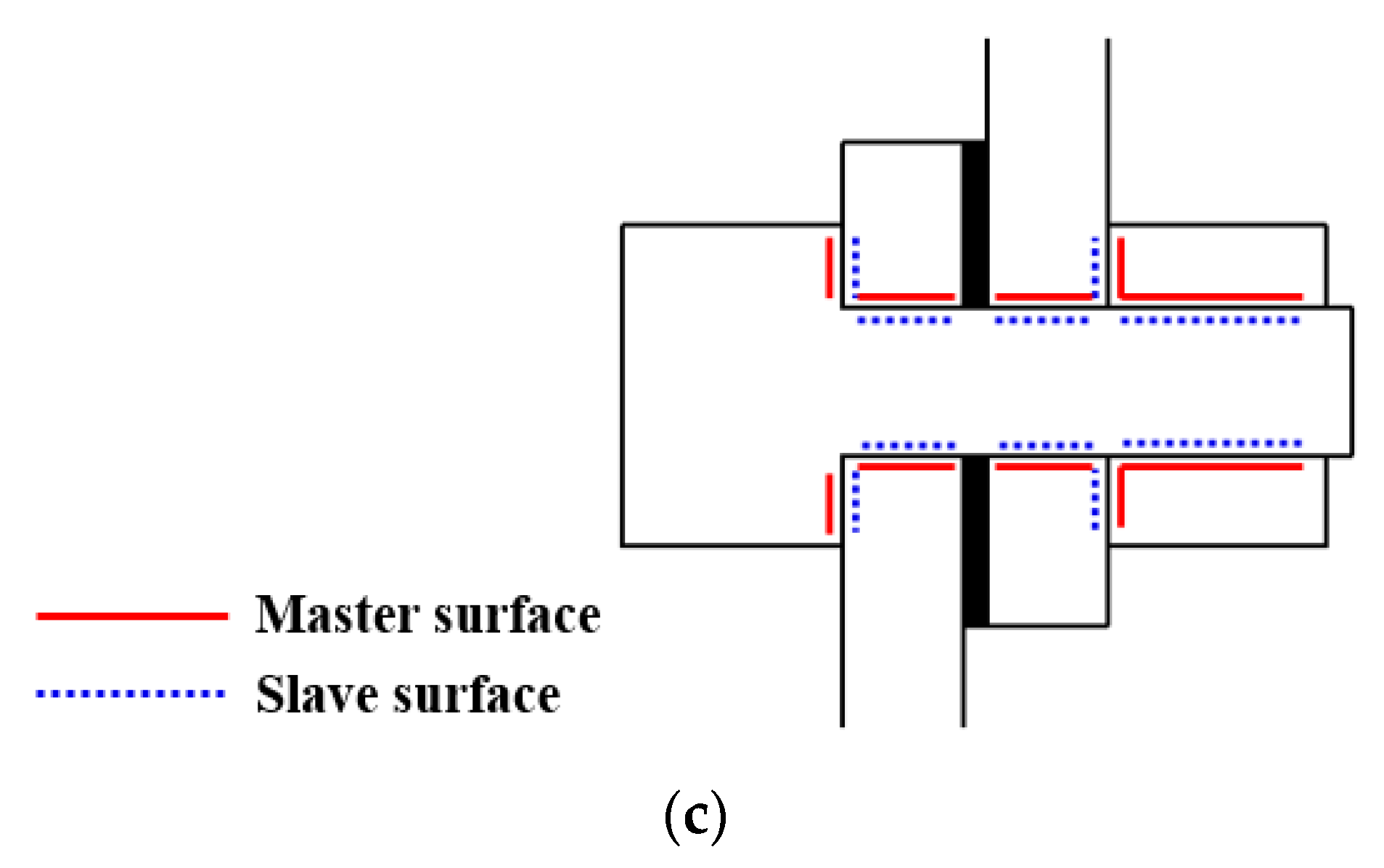
2.2.1. Model Establishment
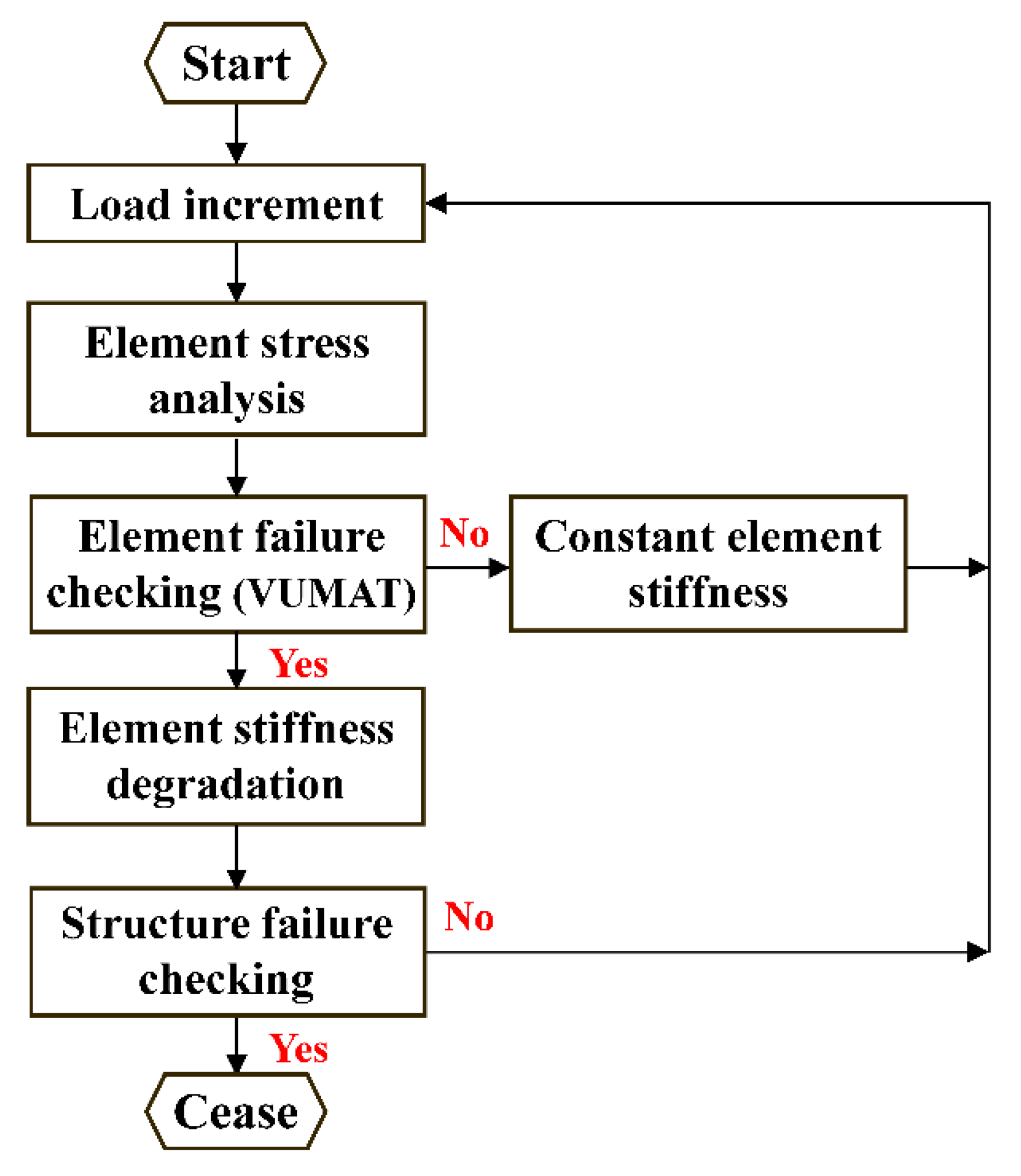
2.2.2. Failure Criteria
- (1)
- Fiber tensile failure ()
- (2)
- (3)
- Fiber compressive failure ()
- (4)
- (5)
- Matrix tensile failure ()
- (6)
- (7)
- Matrix compressive failure ()
- (8)
- Matrix/fiber shear failure ()
- (9)
- Tensile delamination failure ()
- (10)
- Compressive delamination failure ()where , , , , , and are the respective normal stress and shear stress in the three directions of the element. , , , , , and are the strength parameters of the element, as shown in Table 1. The element stiffness degradation model of Camanho [34] was adopted for the damage to the bolt element, as shown in Table 3.
3. Results and Discussion
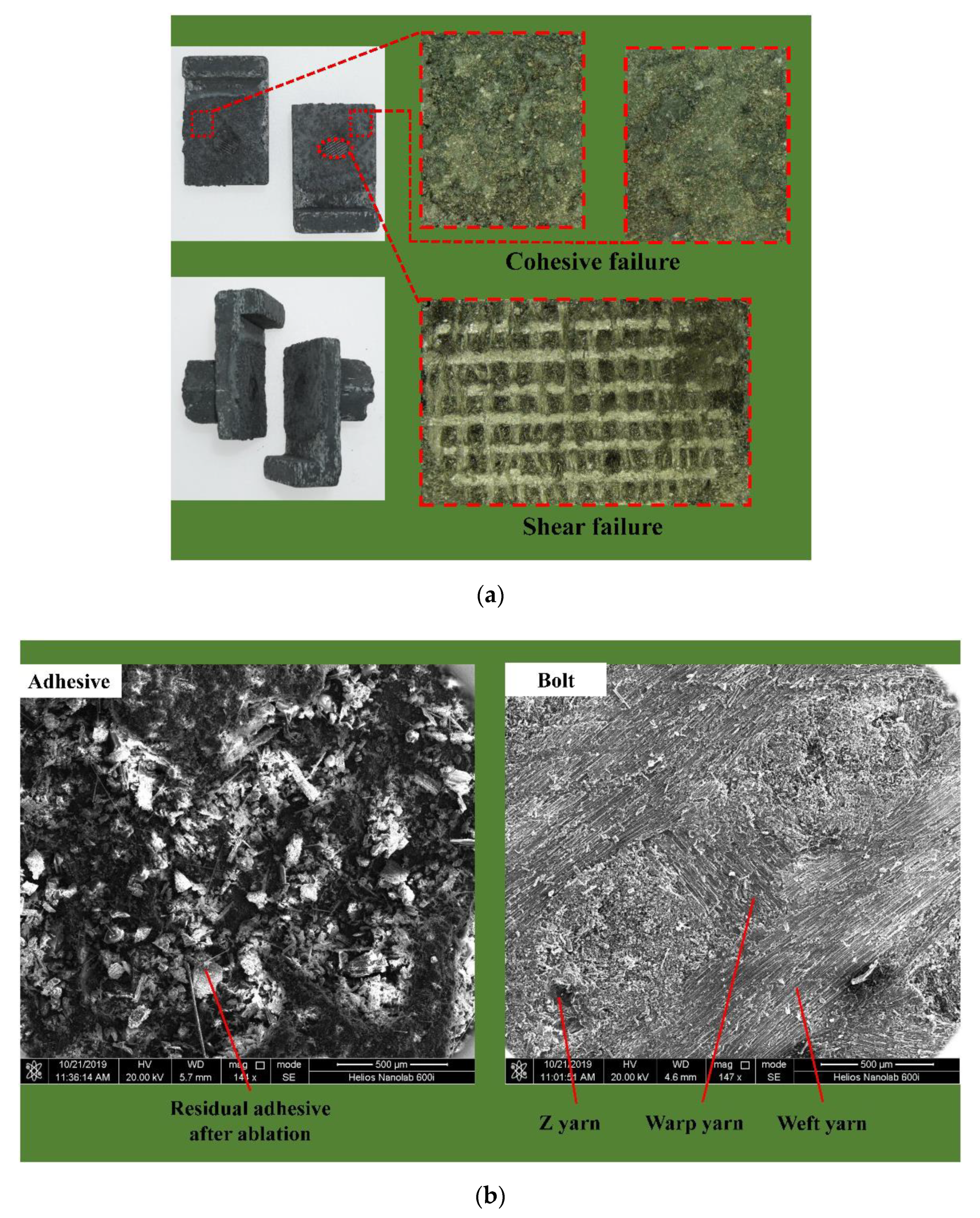
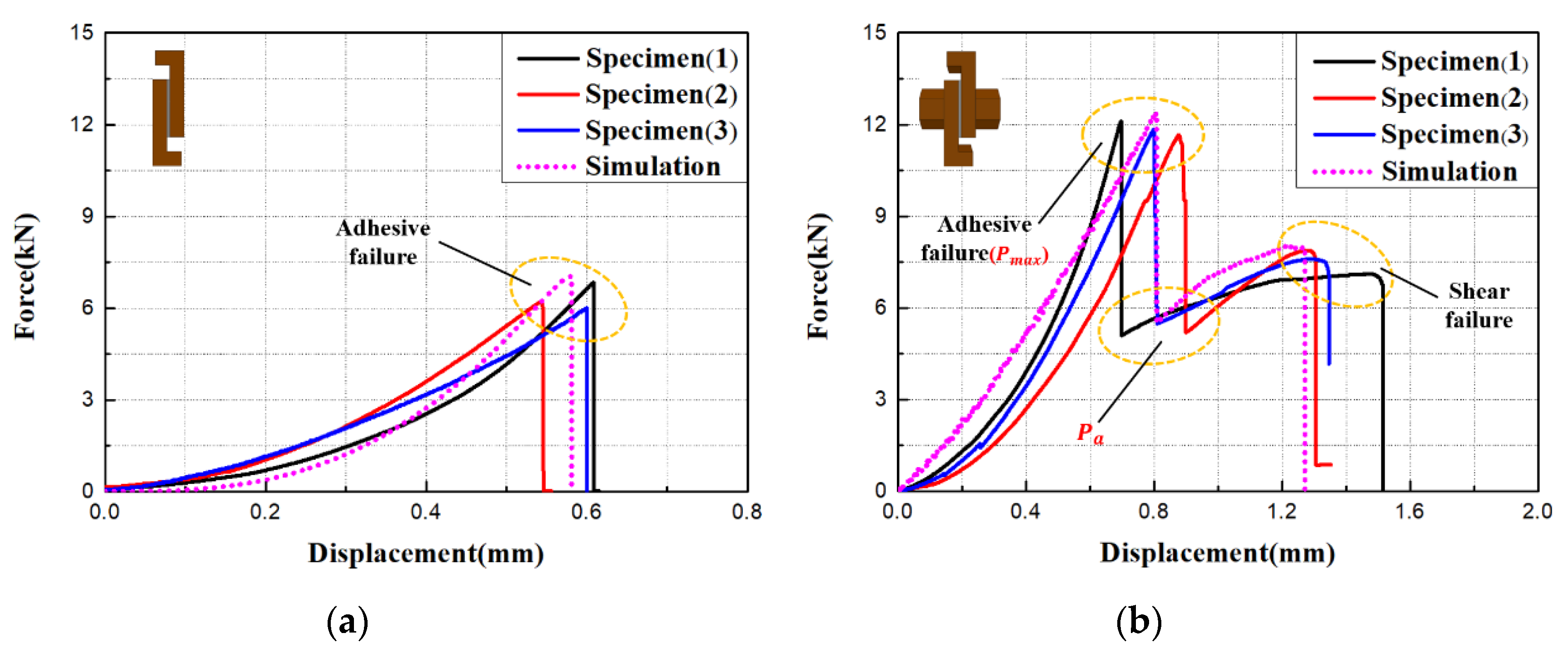
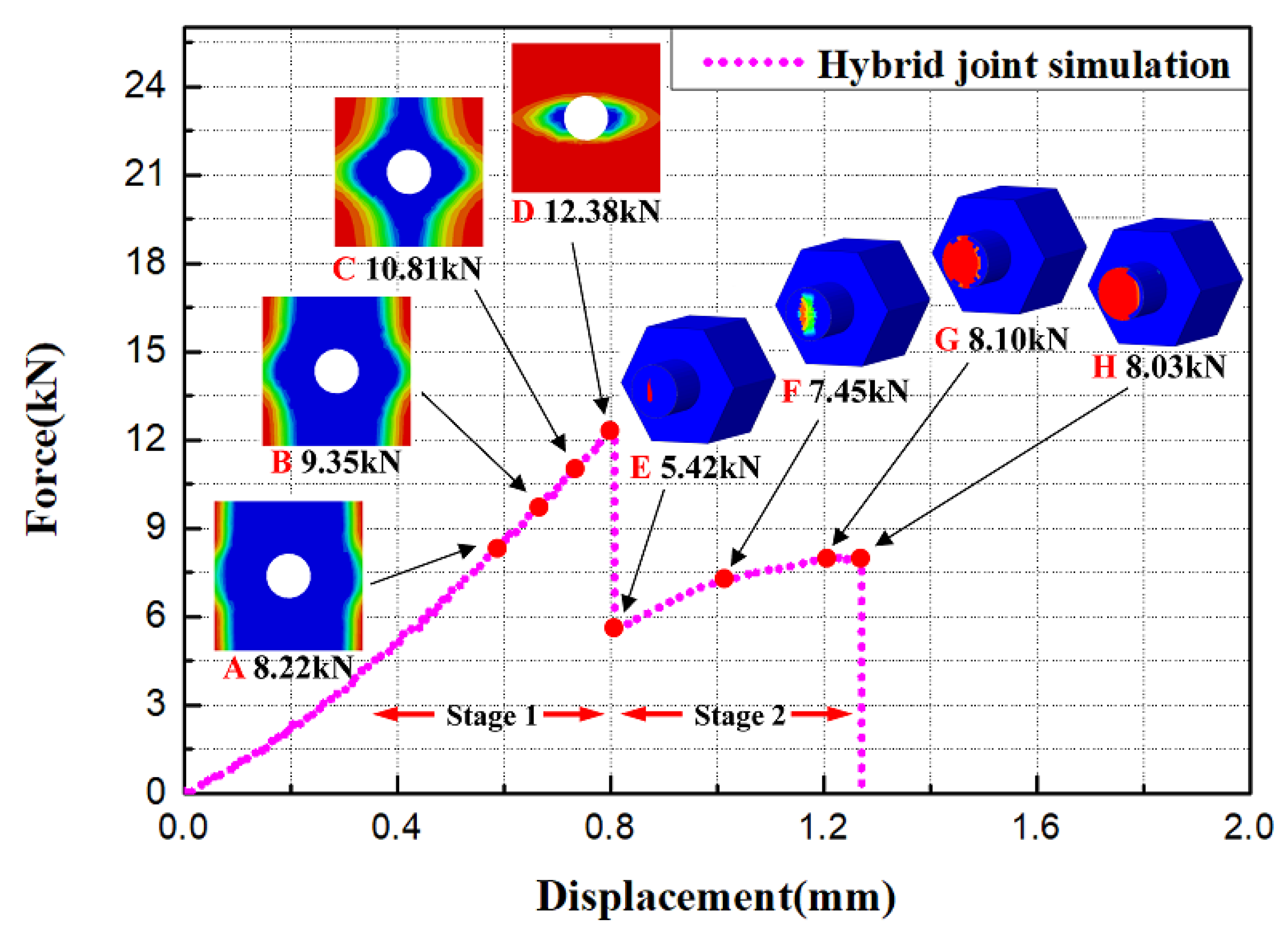
3.1. Failure Mode and Mechanical Response
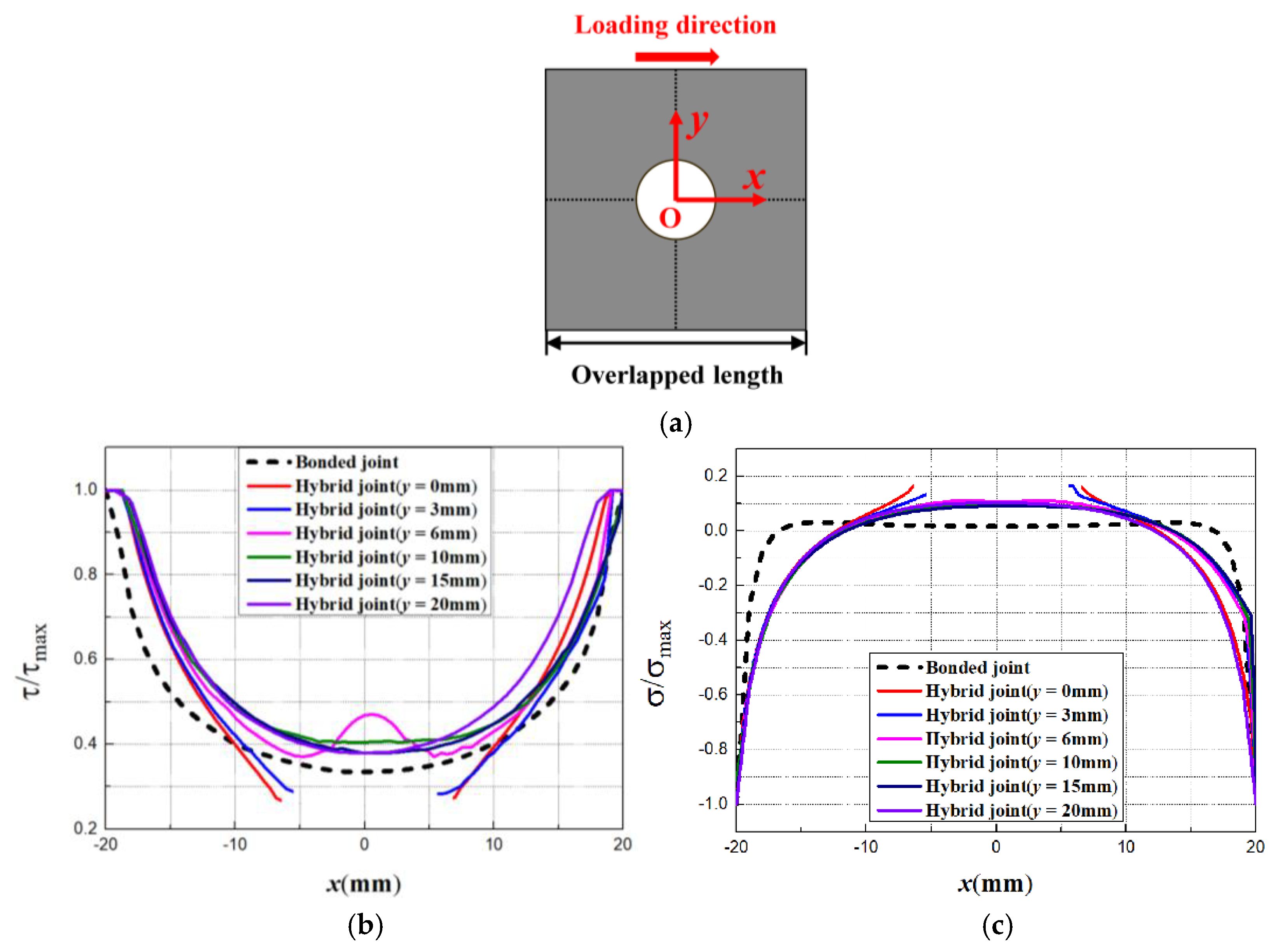
3.2. Stress Distribution and Progressive Damage
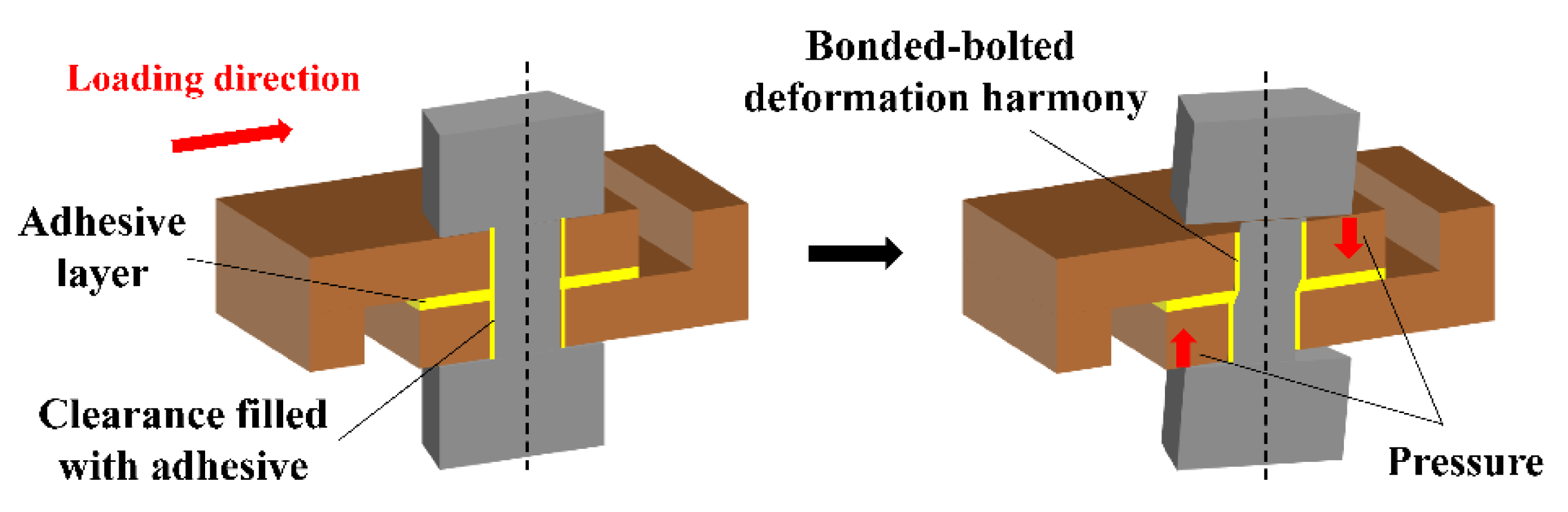
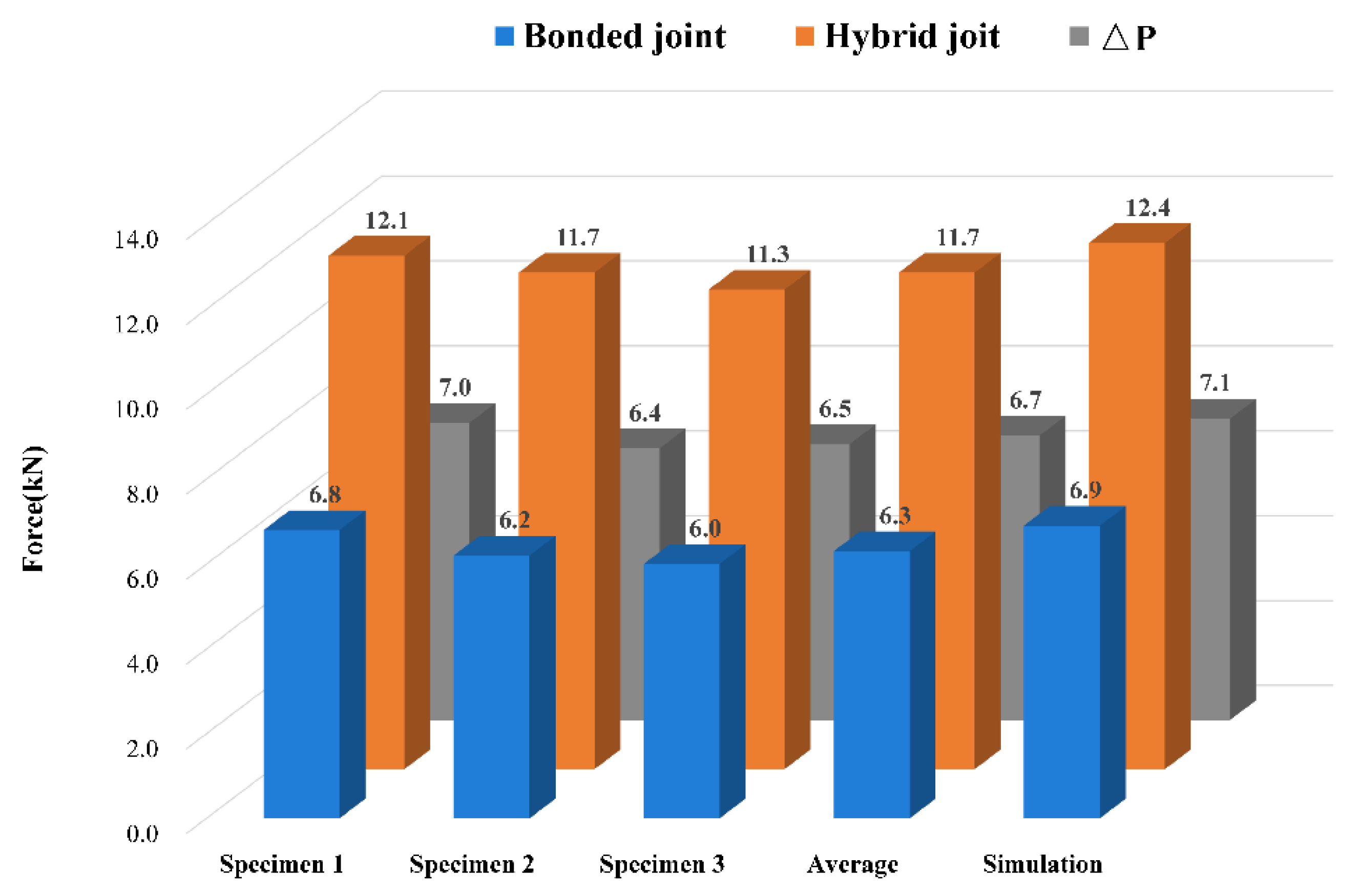
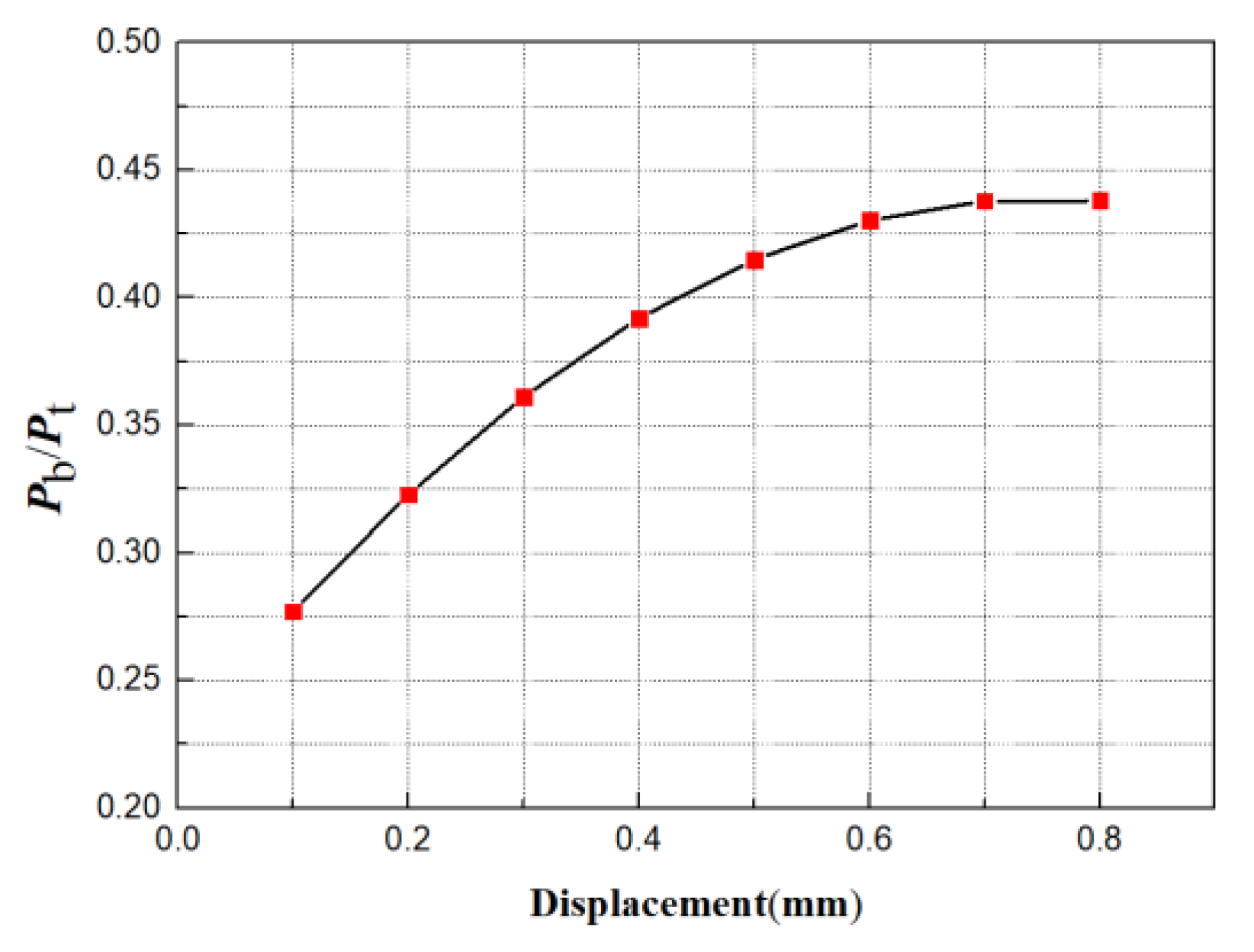
3.3. Bolt Load Transfer
4. Conclusions
- The shear plane first appeared on the bonding surface with cohesive failures occurring in the adhesive layer. Shear failure then occurred on the bolt, and the shear plane appeared on the middle plane of the bolt rod.
- Compared with the bonded joint, the existence of the bolt in the hybrid joint increased the shear stress gradient of the adhesive layer when the y value was smaller, and the distribution of shear stress was close to that of the bonded joint. The peel stress gradient was lower than that of the bonded joint. The failure region expanded from the edge to the center in the adhesive layer, while the failure of the adhesive layer at the centerline was slowed down. The failure region on the middle plane of the bolt rod expanded from the middle to both sides.
- The ratio of the load shared by the bolt to the total load increased nonlinearly with displacement.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ozel, A.; Yazici, B.; Akpinar, S.; Aydin, M.D. A study on the strength of adhesively bonded joints with different adherends. Compos. Part B Eng. 2014, 62, 167–174. [Google Scholar] [CrossRef]
- Kim, K.S.; Yoo, J.S.; Yi, Y.M.; Kim, C.G. Failure mode and strength of uni-directional composite single lap bonded joints with different bonding methods. Compos. Struct. 2006, 72, 477–485. [Google Scholar] [CrossRef]
- Turan, K.; Pekbey, Y. Progressive Failure Analysis of Reinforced-Adhesively Single-Lap Joint. J. Adhes. 2015, 91, 962–977. [Google Scholar] [CrossRef]
- Da Silva, L.F.M.; Adams, R.D. Adhesive joints at high and low temperatures using similar and dissimilar adherends and dual adhesives. Int. J. Adhes. Adhes. 2007, 27, 216–226. [Google Scholar] [CrossRef]
- Guilpin, A.; Franciere, G.; Barton, L.; Blacklock, M.; Birkett, M. A Numerical and Experimental Study of Adhesively-Bonded Polyethylene Pipelines. Polymers 2019, 11, 1531. [Google Scholar] [CrossRef]
- Anasiewicz, K.; Kuczmaszewski, J. Adhesive Joint Stiffness in the Aspect of FEM Modelling. Materials 2019, 12, 3911. [Google Scholar] [CrossRef]
- Egan, B.; McCarthy, C.T.; McCarthy, C.T.; Gray, P.J.; Frizzell, R.M. Modelling a single-bolt countersunk composite joint using implicit and explicit finite element analysis. Comput. Mater. Sci. 2012, 64, 203–208. [Google Scholar] [CrossRef]
- McCarthy, C.T.; McCarthy, M.A.; Lawlor, V.P. Progressive damage analysis of multi-bolt composite joints with variable bolt–hole clearances. Compos. Part B Eng. 2005, 36, 290–305. [Google Scholar] [CrossRef]
- Egan, B.; McCarthy, C.T.; McCarthy, M.A.; Frizzell, R.M. Stress analysis of single-bolt, single-lap, countersunk composite joints with variable bolt-hole clearance. Compos. Struct. 2012, 94, 1038–1051. [Google Scholar] [CrossRef]
- Nezhad, H.Y.; Egan, B.; Merwick, F.; McCarthy, C.T. Bearing damage characteristics of fibre-reinforced countersunk composite bolted joints subjected to quasi-static shear loading. Compos. Struct. 2017, 166, 184–192. [Google Scholar] [CrossRef]
- Hart-Smith, L.J. Bonded-Bolted Composite Joints. J. Aircraft. 1985, 22, 993–1004. [Google Scholar] [CrossRef]
- Gomez, S.; Onoro, J.; Pecharroman, J. A simple mechanical model of a structural hybrid adhesive/riveted single lap joint. Int. J. Adhes. Adhes. 2007, 27, 263–267. [Google Scholar] [CrossRef]
- Chowdhury, N.; Chiu, W.K.; Wang, J.; Chang, P. Static and fatigue testing thin riveted, bonded and hybrid carbon fiber double lap joints used in aircraft structures. Compos. Struct. 2015, 121, 315–323. [Google Scholar] [CrossRef]
- Vallee, T.; Tannert, T.; Meena, R.; Hehl, S. Dimensioning method for bolted, adhesively bonded, and hybrid joints involving Fibre-Reinforced-Polymers. Compos. Part B Eng. 2013, 46, 179–187. [Google Scholar] [CrossRef]
- Chowdhury, N.M.; Chiu, W.K.; Wang, J.; Chang, P. Experimental and finite element studies of bolted, bonded and hybrid step lap joints of thick carbon fibre/epoxy panels used in aircraft structures. Compos. Part B Eng. 2016, 100, 68–77. [Google Scholar] [CrossRef]
- Ucsnik, S.; Scheerer, M.; Zaremba, S.; Pahr, D.H. Experimental investigation of a novel hybrid metal–composite joining technology. Compos. Part A Appl. Sci. Manuf. 2010, 41, 369–374. [Google Scholar] [CrossRef]
- Marannano, G.; Zuccarello, B. Numerical experimental analysis of hybrid double lap aluminum-CFRP joints. Compos. Part B Eng. 2015, 71, 28–39. [Google Scholar] [CrossRef]
- Kelly, G. Quasi-static strength and fatigue life of hybrid (bonded/bolted) composite single-lap joints. Compos. Struct. 2006, 72, 119–129. [Google Scholar] [CrossRef]
- Mei, H.; Cheng, L.; Ke, Q.; Zhang, L. High-temperature tensile properties and oxidation behavior of carbon fiber reinforced silicon carbide bolts in a simulated re-entry environment. Carbon 2010, 48, 3007–3013. [Google Scholar] [CrossRef]
- Li, S.; Chen, X.; Chen, Z. The effect of high temperature heat-treatment on the strength of C/C to C/C–SiC joints. Carbon 2010, 48, 3042–3049. [Google Scholar] [CrossRef]
- Bruneton, E.; Narcy, B.; Oberlin, A. Carbon-carbon composites prepared by a rapid densification process I: Synthesis and physico-chemical data. Carbon 1997, 35, 1593–1598. [Google Scholar] [CrossRef]
- Virgil’ev, Y.S.; Kalyagina, I.P. Carbon–Carbon Composite Materials. Inorg. Mater. 2004, 40, S33–S49. [Google Scholar] [CrossRef]
- Buckley, J.D.; Edie, D.D. Carbon–Carbon Materials and Composites; Noyes Publications: New Jersey, NJ, USA, 1993. [Google Scholar]
- Lim, D.W.; Kim, T.H.; Choi, J.H.; Kweon, J.H.; Park, H.S. A study of the strength of carbon–carbon brake disks for automotive applications. Compos. Struct. 2008, 86, 101–106. [Google Scholar] [CrossRef]
- Li, K.Z.; Shen, X.T.; Li, H.J.; Zhang, S.Y.; Feng, T.; Zhang, L.L. Ablation of the carbon/carbon composite nozzle-throats in a small solid rocket motor. Carbon 2011, 49, 1208–1215. [Google Scholar] [CrossRef]
- Christin, F. Design, fabrication, and application of thermostructural composites (TSC) like C/C, C/SiC, and SiC/SiC composites. Adv. Eng. Mater. 2002, 4, 903–912. [Google Scholar] [CrossRef]
- Windhorst, T.; Blount, G. Carbon-carbon composites: A summary of recent developments and applications. Mater. Des. 1997, 18, 11–15. [Google Scholar] [CrossRef]
- Kumar, S.; Kushwaha, J.; Mondal, S.; Kumar, A.; Jain, R.K.; Devi, J.G. Fabrication and ablation testing of 4D C/C composite at 10MW/m2 heat flux under aplasma arc heater. Mater. Sci. Eng. A 2013, 566, 102–111. [Google Scholar] [CrossRef]
- Sun, C.T.; Kumar, B. Development of Improved Hybrid Joints for Composite Structures. Compos. Struct. 2005, 35, 1–20. [Google Scholar]
- Zhang, Y.; Zhou, Z.; Tan, Z. Compression Shear Properties of Adhesively Bonded Single-Lap Joints of C/C Composite Materials at High Temperatures. Symmetry 2019, 11, 1437. [Google Scholar] [CrossRef]
- Dassault Systemes Simulia Corp. Abaqus Analysis User’s Manual 6.14; Dassault Systemes Simulia Corp: Providence, RI, USA, 2014. [Google Scholar]
- Kelly, G. Load transfer in hybrid (bonded/bolted) composite single-lap joints. Compos. Struct. 2005, 69, 35–43. [Google Scholar] [CrossRef]
- Hashin, Z. Failure Criteria for Unidirectional Fiber Composites. J. Appl. Mech. 1980, 47, 329–334. [Google Scholar] [CrossRef]
- Camanho, P.P.; Matthews, F.L. A progressive damage model for mechanically fastened joints in composite laminates. J. Compos. Mater. 1999, 33, 2248–2280. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Adherend | Fastener | Variable | Adherend | Fastener |
|---|---|---|---|---|---|
| Density (g/cm3) | 1.65 | 1.78 | Tensile strength (MPa) | 271.3 | 254.6 |
| Coefficient of thermal expansion (10−6 °C) | 0.19 | 0.17 | Compression strength (MPa) | 224 | 256 |
| Elastic modulus (GPa) | 95 | 98.2 | Tensile strength (MPa) | 271.3 | 254.6 |
| Elastic modulus (GPa) | 95 | 98.2 | Compression strength (MPa) | 224 | 256 |
| Elastic modulus (GPa) | 10.3 | 61.8 | Tensile strength (MPa) | 84.9 | 80.7 |
| Shear modulus (GPa) | 27.6 | 13.2 | Compression strength (MPa) | 358 | 308 |
| Shear modulus (GPa) | 6.8 | 7.1 | Shear strength (MPa) | 54.5 | 48.7 |
| Poisson ratio | 0.035 | 0.036 | Shear strength (MPa) | 18.2 | 65.9 |
| Poisson ratio | 0.032 | 0.035 |
| Equipment | Temperature(°C) | Source Gas | Diluting Gas | ||
|---|---|---|---|---|---|
| Adherend | CVI | ZRHC-1500 CVD system (SANTE VACUUM TECHNOLOGY) | 1000~1300 | C2H2 | Ar |
| CVD | 673~1173 | CH3SiCl3 | Ar | ||
| Fastener | CVI | 900~1100 | CH4 | Ar | |
| CVD | 673~1173 | CH3SiCl3 | Ar |
| Failure Mode | Stiffness Degradation |
|---|---|
| Fiber tension | |
| Fiber compression | |
| Fiber tension | , , , |
| Fiber compression | , , , |
| Matrix/fiber shear | , |
| Delamination | , , , |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Zhou, Z.; Tan, Z. Compression Shear Properties of Bonded–Bolted Hybrid Single-Lap Joints of C/C Composites at High Temperature. Appl. Sci. 2020, 10, 1054. https://doi.org/10.3390/app10031054
Zhang Y, Zhou Z, Tan Z. Compression Shear Properties of Bonded–Bolted Hybrid Single-Lap Joints of C/C Composites at High Temperature. Applied Sciences. 2020; 10(3):1054. https://doi.org/10.3390/app10031054
Chicago/Turabian StyleZhang, Yanfeng, Zhengong Zhou, and Zhiyong Tan. 2020. "Compression Shear Properties of Bonded–Bolted Hybrid Single-Lap Joints of C/C Composites at High Temperature" Applied Sciences 10, no. 3: 1054. https://doi.org/10.3390/app10031054
APA StyleZhang, Y., Zhou, Z., & Tan, Z. (2020). Compression Shear Properties of Bonded–Bolted Hybrid Single-Lap Joints of C/C Composites at High Temperature. Applied Sciences, 10(3), 1054. https://doi.org/10.3390/app10031054