Computer Aided Modeling of Wood Chips Transport by Means of a Belt Conveyor with Use of Discrete Element Method

 ,
,  ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Warguła, Ł.; Kukla, M.; Krawiec, P.; Wieczorek, B. Impact of Number of Operators and Distance to Branch Piles on Woodchipper Operation. Forests 2020, 11, 598. [Google Scholar] [CrossRef]
- Spinelli, R.; Eliasson, L.; Magagnotti, N. Value retention, service life, use intensity and long-term productivity of wood chippers as obtained from contractor records. Forests 2017, 8, 503. [Google Scholar]
- McEwan, A.; Brink, M.; Spinelli, R. Efficiency of different machine layouts for chain flail delimbing, debarking and chipping. Forests 2019, 10, 126. [Google Scholar] [CrossRef]
- Manzone, M.; Balsari, P. Productivity and woodchip quality of different chippers during poplar plantationharvesting. Biomass Bioenergy 2015, 83, 278–283. [Google Scholar] [CrossRef]
- Kuptz, D.; Hartmann, H. Throughput rate and energy consumption during wood chip production in relationto raw material, chipper type and machine setting. In Proceedings of the 22nd European Biomass Conferenceand Exhibition, Hamburg, Germany, 23–26 June 2014. [Google Scholar]
- Warguła, Ł.; Kukla, M.; Krawiec, P.; Wieczorek, B. Reduction in Operating Costs and Environmental Impact Consisting in the Modernization of the Low-Power Cylindrical Wood Chipper Power Unit by Using Alternative Fuel. Energies 2020, 13, 2995. [Google Scholar] [CrossRef]
- Pochi, D.; Civitarese, V.; Fanigliulo, R.; Spinelli, R.; Pari, L. Effect of poplar fuel wood storage on chipping performance. Fuel Process. Technol. 2015, 134, 116–121. [Google Scholar] [CrossRef]
- Ghaffariyan, M.R.; Sessions, J.; Brown, M. Evaluating productivity, cost, chip quality and biomass recovery for a mobile chipper in Australian roadside chipping operations. J. For. Sci. 2012, 58, 530–535. [Google Scholar] [CrossRef]
- Irdla, M.; Padari, A.; Kurvits, V.; Muiste, P. The chipping cost of wood raw material for fuel in Estonian conditions. For. Stud. 2017, 66, 65–74. [Google Scholar] [CrossRef]
- Mihelič, M.; Spinelli, R.; Poje, A. Production of wood chips from logging residue under space-constrained conditions. Croat. J. For. Eng. J. Theory Appl. For. Eng. 2018, 39, 223–232. [Google Scholar]
- Colantoni, A.; Mazzocchi, F.; Laurendi, V.; Grigolato, S.; Monarca, F.; Monarca, D.; Cecchini, M. Innovative solution for reducing the run-down time of the chipper disc using a brake clamp device. Agriculture 2017, 7, 71. [Google Scholar] [CrossRef]
- Warguła, Ł.; Kukla, M.; Lijewski, P.; Dobrzyński, M.; Markiewicz, F. Influence of Innovative Woodchipper Speed Control Systems on Exhaust Gas Emissions and Fuel Consumption in Urban Areas. Energies 2020, 13, 3330. [Google Scholar] [CrossRef]
- Regulation (EU). On Requirements for Emission Limit Values of Gaseous and Particulate Pollutants and Type-approval with Respect to Internal Combustion Engines for Mobile Machines Non-road, Amending Regulations (EU) No 1024/2012 and (EU) No 167/2013 and Amending and Repealing Directive 97/68/WE. No2016/1628 of the European Parliament and of the Council of 14 September 2016. Off. J. Eur. Union 2016, L252, 53–117. [Google Scholar]
- Pecenka, R.; Lenz, H.; Jekayinfa, S.O.; Hoffmann, T. Influence of Tree Species, Harvesting Method and Storage on Energy Demand and Wood Chip Quality When Chipping Poplar, Willow and Black Locust. Agriculture 2020, 10, 116. [Google Scholar] [CrossRef]
- Plankenbühler, T.; Kolb, S.; Grümer, F.; Müller, D.; Karl, J. Image-Based Model for Assessment of Wood Chip Quality and Mixture Ratios. Processes 2020, 8, 728. [Google Scholar] [CrossRef]
- Choi, Y.-S.; Cho, M.-J.; Paik, S.-H.; Mun, H.-S.; Kim, D.-H.; Han, S.-K.; Oh, J.-H. Factors Affecting the Chipping Operation Based on the Screen Size of the Drum Chipper. Forests 2019, 10, 1029. [Google Scholar] [CrossRef]
- Del Giudice, A.; Acampora, A.; Santangelo, E.; Pari, L.; Bergonzoli, S.; Guerriero, E.; Petracchini, F.; Torre, M.; Paolini, V.; Gallucci, F. Wood Chip Drying through the Using of a Mobile Rotary Dryer. Energies 2019, 12, 1590. [Google Scholar]
- Oveisi, E.; Sokhansanj, S.; Lau, A.; Lim, J.; Bi, X.; Preto, F.; Mui, C. Characterization of Recycled Wood Chips, Syngas Yield, and Tar Formation in an Industrial Updraft Gasifier. Environments 2018, 5, 84. [Google Scholar] [CrossRef]
- Neupane, B.; Halog, A.; Dhungel, S. Attributional life cycle assessment of woodchips for bioethanol production. J. Clean. Prod. 2011, 19, 733–741. [Google Scholar] [CrossRef]
- Malujda, I.; Talaśka, K. Testing of the shear strength of compressed material at increased temperature. In Proceedings of the World Congress on Engineering—WCE 2011, Imperial College, London, London, UK, 6–8 July 2011. [Google Scholar]
- Windisch, J.; Väätäinen, K.; Anttila, P.; Nivala, M.; Laitila, J.; Asikainen, A.; Sikanen, L. Discrete-event simulation of an information-based raw material allocation process for increasing the efficiency of an energy wood supply chain. Appl. Energy 2015, 149, 315–325. [Google Scholar] [CrossRef]
- Stampfer, K.; Kanzian, C. Current state and development possibilities of wood chip supply chains in Austria. Croat. J. For. Eng. J. Theory Appl. For. Eng. 2006, 27, 135–145. [Google Scholar]
- Holzleitner, F.; Kanzian, C.; Höller, N. Monitoring the chipping and transportation of wood fuels with a fleet management system. Silva Fenn. 2013, 47, 1–11. [Google Scholar] [CrossRef]
- Möller, B.; Nielsen, P.S. Analysing transport costs of Danish forest wood chip resources by means of continuous cost surfaces. Biomass Bioenergy 2007, 31, 291–298. [Google Scholar] [CrossRef]
- Searcy, E.; Flynn, P.; Ghafoori, E.; Kumar, A. The relative cost of biomass energy transport. Appl. Biochem. Biotechnol. 2007, 137, 639–652. [Google Scholar] [PubMed]
- Mahmudi, H.; Flynn, P.C. Rail vs truck transport of biomass. Appl. Biochem. Biotechnol. 2006, 129–132, 88–103. [Google Scholar] [CrossRef]
- Kumar, A.; Cameron, J.B.; Flynn, P.C. Pipeline transport of biomass. In Proceedings of the Twenty-Fifth Symposium on Biotechnology for Fuels and Chemicals Held, Breckenridge, CO, USA, 4–7 May 2003; pp. 27–39. [Google Scholar]
- Svedberg, U.; Petrini, C.; Johanson, G. Oxygen depletion and formation of toxic gases following sea transportation of logs and wood chips. Ann. Occup. Hyg. 2009, 53, 779–787. [Google Scholar]
- Gałęzia, T. Energy balance and time-consumption of selected components in technological chain of forest biomass harvesting. Sylwan 2013, 157, 419–424. [Google Scholar]
- Krajnc, M.; Dolsak, B. Computer and experimental simulation of biomass production using drum chipper. Int. J. Simul. Model. 2013, 12, 39–49. [Google Scholar] [CrossRef]
- Labati, R.D.; Genovese, A.; Piuri, V.; Scotti, F. A virtual environment for the simulation of 3D wood strands in multiple view systems for the particle size measurements. In Proceedings of the 2013 IEEE International Conference on Computational Intelligence and Virtual Environments for Measurement Systems and Applications (CIVEMSA), Milan, Italy, 15–17 July 2013; pp. 162–167. [Google Scholar]
- Macko, M.; Mroziński, A. Computer Aided Design of Wood Pellet Machines. In International Conference on Computer Aided Engineering; Springer: Cham, Switzerland, 2018; pp. 454–461. [Google Scholar]
- Rackl, M.; Top, F.; Molhoek, C.P.; Schott, D.L. Feeding system for wood chips: A DEM study to improve equipment performance. Biomass Bioenergy 2017, 98, 43–52. [Google Scholar] [CrossRef]
- Kurz, D.; Schnell, U.; Scheffknecht, G. CFD simulation of wood chip combustion on a grate using an Euler–Euler approach. Combust. Theory Model. 2012, 16, 251–273. [Google Scholar] [CrossRef]
- Athanasios, N.; Nikolaos, N.; Nikolaos, M.; Panagiotis, G.; Kakaras, E. Optimization of a log wood boiler through CFD simulation methods. Fuel Process. Technol. 2015, 137, 75–92. [Google Scholar] [CrossRef]
- Bedane, A.H.; Afzal, M.T.; Sokhansanj, S. Simulation of temperature and moisture changes during storage of woody biomass owing to weather variability. Biomass Bioenergy 2011, 35, 3147–3151. [Google Scholar] [CrossRef]
- Scherer, V.; Mönnigmann, M.; Berner, M.O.; Sudbrock, F. Coupled DEM–CFD simulation of drying wood chips in a rotary drum–Baffle design and model reduction. Fuel 2016, 184, 896–904. [Google Scholar] [CrossRef]
- Otto, H.; Zimmermann, A.; Kleiber, M.; Katterfeld, A. Optimization of an orange peel grab for wood chips. Механіка та Машинoбудування 2019, 1, 131–141. [Google Scholar]
- Grima, A.; Wypych, P. Discrete element simulation of a conveyor impact-plate transfer: Calibration, validation and scale-up. Aust. Bulk Handl. Rev. 2010, 3, 64–72. [Google Scholar]
- Molnar, W.; Nugent, S.; Lindroos, M.; Apostol, M.; Varga, M. Ballistic and numerical simulation of impacting goods on conveyor belt rubber. Polym. Test. 2015, 42, 1–7. [Google Scholar] [CrossRef]
- Honus, S.; Bocko, P.; Bouda, T.; Ristović, I.; Vulić, M. The effect of the number of conveyor belt carrying idlers on the failure of an impact place: A failure analysis. Eng. Fail. Anal. 2017, 77, 93–101. [Google Scholar] [CrossRef]
- Ilic, D.; Wheeler, C. Measurement and simulation of the bulk solid load on a conveyor belt during transportation. Powder Technol. 2017, 307, 190–202. [Google Scholar] [CrossRef]
- Zheng, Q.J.; Xu, M.H.; Chu, K.W.; Pan, R.H.; Yu, A.B. A coupled FEM/DEM model for pipe conveyor systems: Analysis of the contact forces on belt. Powder Technol. 2017, 314, 480–489. [Google Scholar] [CrossRef]
- Guo, Y.C.; Wang, S.; Hu, K.; Li, D.Y. Optimization and experimental study of transport section lateral pressure of pipe belt conveyor. Adv. Powder Technol. 2016, 27, 1318–1324. [Google Scholar] [CrossRef]
- Göttlich, S.; Hoher, S.; Schindler, P.; Schleper, V.; Verl, A. Modeling, simulation and validation of material flow on conveyor belts. Appl. Math. Model. 2014, 38, 3295–3313. [Google Scholar] [CrossRef]
- Rozbroj, J.; Nečas, J.; Gelnar, D.; Hlosta, J.; Zegzulka, J. Validation of movement over a belt conveyor drum. Adv. Sci. Technol. Res. J. 2017, 11, 118–124. [Google Scholar] [CrossRef]
- Mascarenhas, F.P.; Mesquita, A.L.A.; Mesquita, A.L.A. Simulation of transfer chute operation using the discrete element method. In Proceedings of the XXXIV Iberian Latin-American Congress on Computational Methods in Engineering Z.J.G.N Del Prado (Editor), ABMEC, Pirenópolis, GO, Brazil, 10–13 November 2013. [Google Scholar]
- Dratt, M.; Katterfeld, A. Coupling of FEM and DEM simulations to consider dynamic deformations under particle load. Granul. Matter 2017, 19, 49. [Google Scholar] [CrossRef]
- Hastie, D.B.; Wypych, P.W. Experimental validation of particle flow through conveyor transfer hoods via continuum and discrete element methods. Mech. Mater. 2010, 42, 383–394. [Google Scholar] [CrossRef]
- Derakhshani, S.M.; Schott, D.L.; Lodewijks, G. Modeling dust liberation at the belt conveyor transfer point with CFD and DEM. In Proceedings of the 11th International Conference on Bulk Materials Storage, Handling and Transportation, ICBMH 2013. Newcastle, Great Britain, 2–4 July 2013; pp. 1–11. [Google Scholar]
- Hastie, D.B.; Wypych, P.W. Conveyor belt trajectories-comparing predicted to experimental results. Sci. Technol. 2010, 30, 438–445. [Google Scholar]
- Ilic, D.; Wheeler, C.A. Transverse bulk solid behaviour during discharge from troughed belt conveyors. Adv. Powder Technol. 2017, 28, 2410–2430. [Google Scholar] [CrossRef]
- Xie, L.; Zhong, W.; Zhang, H.; Yu, A.; Qian, Y.; Situ, Y. Wear process during granular flow transportation in conveyor transfer. Powder Technol. 2016, 288, 65–75. [Google Scholar] [CrossRef]
- Jacob, S.; Perez, D.D.S.; Dupont, C.; Commandré, J.M.; Broust, F.; Carriau, A.; Sacco, D. Short rotation forestry feedstock: Influence of particle size segregation on biomass properties. Fuel 2013, 111, 820–828. [Google Scholar] [CrossRef]
- Maione, R.; De Richter, S.K.; Mauviel, G.; Wild, G. Axial segregation of a binary mixture in a rotating tumbler with non-spherical particles: Experiments and DEM model validation. Powder Technol. 2017, 306, 120–129. [Google Scholar] [CrossRef]
- Maione, R.; De Richter, S.K.; Mauviel, G.; Wild, G. DEM investigation of granular flow and binary mixture segregation in a rotating tumbler: Influence of particle shape and internal baffles. Powder Technol. 2015, 286, 732–739. [Google Scholar] [CrossRef]
- Cleary, P.W. DEM prediction of industrial and geophysical particle flows. Particuology 2010, 8, 106–118. [Google Scholar] [CrossRef]
- Chand, R.; Khaskheli, M.A.; Qadir, A.; Ge, B.; Shi, Q. Discrete particle simulation of radial segregation in horizontally rotating drum: Effects of drum-length and non-rotating end-plates. Phys. A Stat. Mech. Appl. 2012, 391, 4590–4596. [Google Scholar] [CrossRef]
- Pieper, C.; Pfaff, F.; Maier, G.; Kruggel-Emden, H.; Wirtz, S.; Noack, B.; Grum, R.; Scherer, V.; Hanebeck, U.D.; Langle, T.; et al. Numerical modelling of an optical belt sorter using a DEM–CFD approach coupled with particle tracking and comparison with experiments. Powder Technol. 2018, 340, 181–193. [Google Scholar] [CrossRef]
- Cundall, P.A.; Strack, O.D.L. A discrete numerical model for granular assemblies. Geotechnique 1979, 29, 47–65. [Google Scholar] [CrossRef]
- Homišin, J.; Grega, R.; Kaššay, P.; Fedorko, G.; Molnár, V. Removal of systematic failure of belt conveyor drive by reducing vibrations. Eng. Fail. Anal. 2019, 99, 192–202. [Google Scholar]
- Hou, C.; Qiao, T.; Zhang, H.; Pang, Y.; Xiong, X. Multispectral visual detection method for conveyor belt longitudinal tear. Measurement 2019, 143, 246–257. [Google Scholar] [CrossRef]
- Yao, Y.; Zhang, B. Influence of the elastic modulus of a conveyor belt on the power allocation of multi-drive conveyors. PLoS ONE 2020, 15, e0235768. [Google Scholar] [CrossRef]
- Krawiec, P.; Warguła, Ł.; Dziechciarz, A.; Małozięć, D.; Ondrušová, D. Evaluation of chemical compound emissions during thermal decomposition and combustion of V-belts. Przemysł Chem. 2020, 99, 92–98. [Google Scholar] [CrossRef]
- Krawiec, P.; Różański, L.; Czarnecka-Komorowska, D.; Warguła, Ł. Evaluation of the Thermal Stability and Surface Characteristics of Thermoplastic Polyurethane V-Belt. Materials 2020, 13, 1502. [Google Scholar] [CrossRef]
- Krawiec, P.; Warguła, Ł.; Małozięć, D.; Kaczmarzyk, P.; Dziechciarz, A.; Czarnecka-Komorowska, D. The Toxicological Testing and Thermal Decomposition of Drive and Transport Belts Made of Thermoplastic Multilayer Polymer Materials. Polymers 2020, 12, 2232. [Google Scholar] [CrossRef]
- Wojtkowiak, D.; Talaśka, K. Determination of the effective geometrical features of the piercing punch for polymer composite belts. Int. J. Adv. Manuf. Technol. 2019, 104, 315–332. [Google Scholar] [CrossRef]
- Wojtkowiak, D.; Talaśka, K.; Wilczyński, D. Evaluation of the belt punching process efficiency based on the resistance force of the compressed material. Int. J. Adv. Manuf. Technol. 2020, 110, 717–727. [Google Scholar] [CrossRef]
- Hastie, D.B. Experimental measurement of the coefficient of restitution of irregular shaped particles impacting on horizontal surfaces. Chem. Eng. Sci. 2013, 101, 828–836. [Google Scholar] [CrossRef]
- Coefficients of Restitution. Available online: https://hypertextbook.com/facts/2006/restitution.shtml (accessed on 29 October 2020).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lp. | The Name of the Material Property | Units | A-Particles | B-Belt | C-Boundary |
|---|---|---|---|---|---|
| Wood Chips | Conveyor Belt | Conveyor Belt Frame | |||
| 1. | Density | kg/m3 | 750.00 | 1100.00 | 7850.00 |
| 2. | Bulk Density | kg/m3 | 450.00 | 660.00 | 4710.00 |
| 3. | Young’s Modulus | GPa | 0.90 | 0.10 | 210.00 |
| 4. | Poisson’s ratio | [–] | 0.45 | 0.50 | 0.30 |
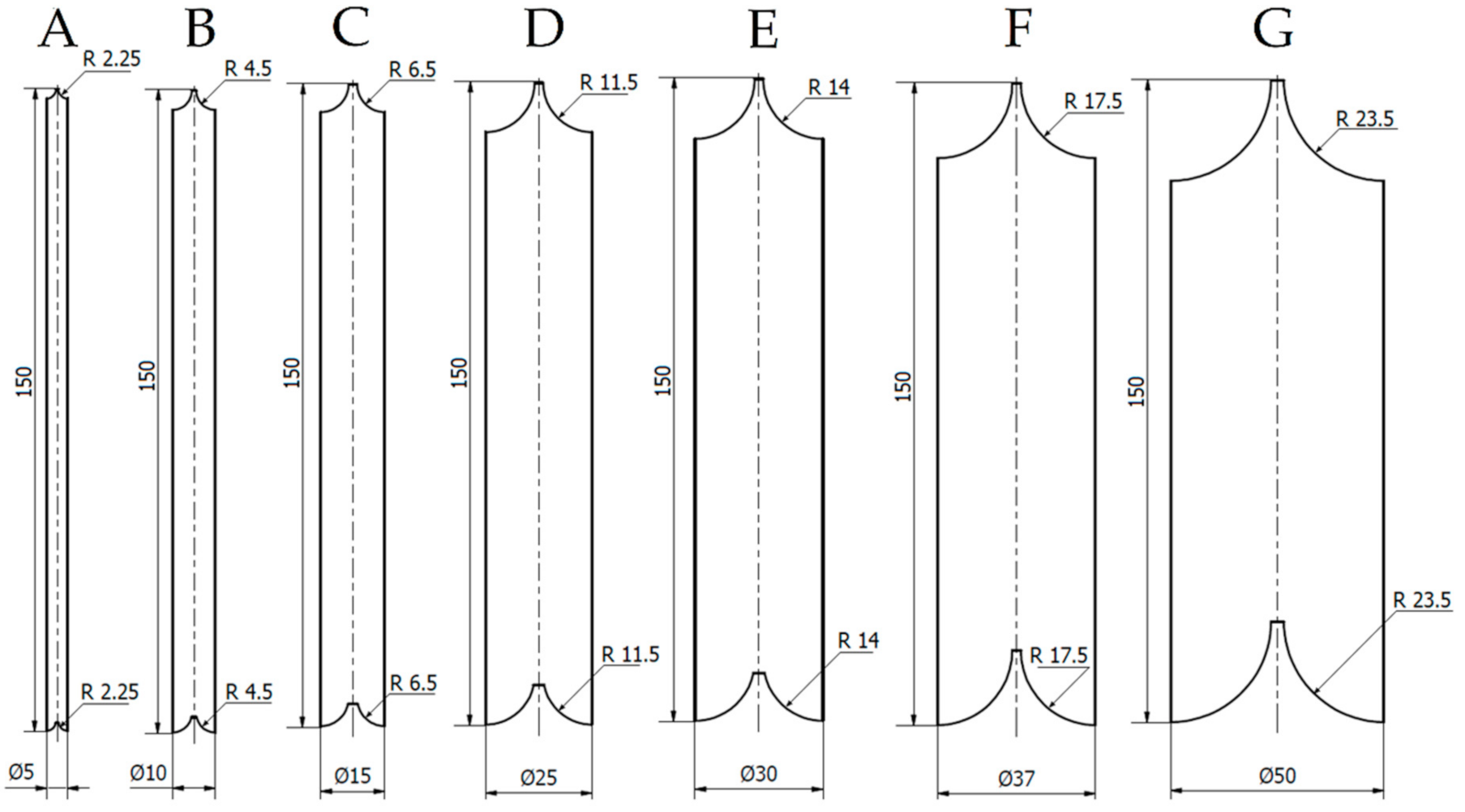
| Type of Wood Chips according to Figure 6 | Quantity of Wood Chips | Surface Area (Faces) for One Particle (Wood Chips) |
|---|---|---|
| A | 29 | 116 |
| B | 15 | 148 |
| C | 13 | 156 |
| D | 7 | 276 |
| E | 12 | 276 |
| F | 20 | 276 |
| G | 14 | 276 |
| Total | 110 | 1524 |
| Conveyor Belt Length (m) | Heightof Conveyor Belt End (m) | Conveyor Belt Inclination Angle (°) | Belt velocity (m/s) | ||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |||
| Distance of Wood Chips Ejection (m) | |||||||
| 1 | 0.70 | 10 | 0.39 | 0.82 | 1.28 | 1.79 | 2.35 |
| 0.86 | 20 | 0.43 | 0.93 | 1.51 | 2.18 | 2.95 | |
| 1.02 | 30 | 0.44 | 0.99 | 1.65 | 2.44 | 3.37 | |
| 1.1 | 40 | 0.42 | 0.95 | 1.63 | 2.46 | 3.46 | |
| 1.3 | 50 | 0.38 | 0.89 | 1.54 | 2.35 | 3.33 | |
| 2 | 0.83 | 10 | 0.42 | 0.88 | 1.38 | 1.92 | 2.51 |
| 1.06 | 20 | 0.47 | 1.01 | 1.64 | 2.35 | 3.15 | |
| 1.30 | 30 | 0.49 | 1.09 | 1.79 | 2.62 | 3.59 | |
| 1.57 | 40 | 0.49 | 1.09 | 1.83 | 2.71 | 3.76 | |
| 1.70 | 50 | 0.43 | 0.98 | 1.67 | 2.52 | 3.53 | |
| 3 | 0.90 | 10 | 0.44 | 0.92 | 1.43 | 1.99 | 2.59 |
| 1.19 | 20 | 0.50 | 1.07 | 1.71 | 2.45 | 3.27 | |
| 1.55 | 30 | 0.53 | 1.17 | 1.91 | 2.78 | 3.78 | |
| 2.05 | 40 | 0.55 | 1.21 | 2.00 | 2.94 | 4.03 | |
| 2.40 | 50 | 0.50 | 1.12 | 1.87 | 2.77 | 3.83 | |
| 4 | 1.05 | 10 | 0.47 | 0.98 | 1.53 | 2.12 | 2.76 |
| 1.50 | 20 | 0.55 | 1.18 | 1.88 | 2.67 | 3.54 | |
| 2.25 | 30 | 0.63 | 1.36 | 2.20 | 3.16 | 4.24 | |
| 2.72 | 40 | 0.62 | 1.36 | 2.22 | 3.22 | 4.37 | |
| 3.11 | 50 | 0.56 | 1.24 | 2.05 | 3.00 | 4.11 | |
| 5 | 1.10 | 10 | 0.48 | 1.01 | 1.56 | 2.17 | 2.81 |
| 1.79 | 20 | 0.60 | 1.27 | 2.02 | 2.85 | 3.77 | |
| 2.61 | 30 | 0.68 | 1.45 | 2.33 | 3.33 | 4.45 | |
| 3.35 | 40 | 0.69 | 1.48 | 2.40 | 3.46 | 4.66 | |
| 4.01 | 50 | 0.63 | 1.38 | 2.25 | 3.26 | 4.42 | |
| A | B | Belt Velocity (m/s) | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | |||||||||||
| Distance of Wood Chips Ejection (m). | |||||||||||||
| Min | Max | AVG | SD | Min | Max | AVG | SD | Min | Max | AVG | SD | ||
| 1 | 10 | 0.25 | 0.59 | 0.42 | 0.14 | 0.69 | 1.08 | 0.89 | 0.16 | 1.18 | 1.58 | 1.38 | 0.16 |
| 20 | 0.35 | 0.76 | 0.56 | 0.17 | 1.13 | 1.76 | 1.45 | 0.26 | 1.06 | 1.62 | 1.34 | 0.23 | |
| 30 | 0.61 | 0.88 | 0.75 | 0.11 | 1.49 | 1.92 | 1.71 | 0.18 | 1.43 | 1.75 | 1.59 | 0.13 | |
| 40 | 0.45 | 0.58 | 0.52 | 0.05 | 1.22 | 1.51 | 1.37 | 0.12 | 2.04 | 2.47 | 2.26 | 0.18 | |
| 50 | 0.48 | 0.75 | 0.62 | 0.11 | 0.93 | 1.23 | 1.08 | 0.12 | - | - | - | - | |
| 2 | 10 | 0.5 | 0.87 | 0.69 | 0.15 | 0.96 | 1.38 | 1.17 | 0.17 | 1.1 | 1.64 | 1.37 | 0.22 |
| 20 | 0.43 | 0.85 | 0.64 | 0.17 | 1.12 | 1.63 | 1.38 | 0.21 | 1.84 | 2.37 | 2.11 | 0.22 | |
| 30 | 0.31 | 0.71 | 0.51 | 0.16 | 1.53 | 2.16 | 1.85 | 0.26 | 1.72 | 2.17 | 1.95 | 0.18 | |
| 40 | 0.57 | 1.03 | 0.80 | 0.19 | 1.71 | 2.16 | 1.94 | 0.18 | 2.8 | 3.32 | 3.06 | 0.21 | |
| 50 | 0.58 | 0.86 | 0.72 | 0.11 | 1.64 | 2.07 | 1.86 | 0.18 | 1.84 | 2.27 | 2.06 | 0.18 | |
| 3 | 10 | 0.42 | 0.84 | 0.63 | 0.17 | 0.96 | 1.35 | 1.16 | 0.16 | 1.45 | 2.22 | 1.84 | 0.31 |
| 20 | 0.53 | 1.06 | 0.80 | 0.22 | 1.05 | 1.62 | 1.34 | 0.23 | 2.05 | 2.98 | 2.52 | 0.38 | |
| 30 | 0.61 | 1.12 | 0.87 | 0.21 | 1.13 | 1.76 | 1.45 | 0.26 | 2.49 | 3.23 | 2.86 | 0.30 | |
| 40 | 0.34 | 0.72 | 0.53 | 0.16 | 1.38 | 2.03 | 1.71 | 0.27 | 2.41 | 3.01 | 2.71 | 0.24 | |
| 50 | 1.04 | 1.42 | 1.23 | 0.16 | 1.16 | 1.82 | 1.49 | 0.27 | 2.08 | 2.74 | 2.41 | 0.27 | |
| 4 | 10 | 0.35 | 0.85 | 0.60 | 0.20 | 1.25 | 2.15 | 1.70 | 0.37 | 1.8 | 2.53 | 2.17 | 0.30 |
| 20 | 0.41 | 0.96 | 0.69 | 0.22 | 1.8 | 2.61 | 2.21 | 0.33 | 2.13 | 2.92 | 2.53 | 0.32 | |
| 30 | 0.79 | 1.31 | 1.05 | 0.21 | 1.56 | 2.2 | 1.88 | 0.26 | 3.33 | 4.07 | 3.70 | 0.30 | |
| 40 | 0.72 | 1.33 | 1.03 | 0.25 | 1.35 | 1.84 | 1.60 | 0.20 | 3.17 | 3.97 | 3.57 | 0.33 | |
| 50 | 0.64 | 1.11 | 0.88 | 0.19 | 1.9 | 2.57 | 2.24 | 0.27 | 2.48 | 3.19 | 2.84 | 0.29 | |
| 5 | 10 | 0.15 | 0.67 | 0.41 | 0.21 | 0.89 | 1.76 | 1.33 | 0.36 | 1.52 | 2.38 | 1.95 | 0.35 |
| 20 | 0.19 | 0.79 | 0.49 | 0.24 | 1.05 | 1.97 | 1.51 | 0.38 | 2.07 | 3.01 | 2.54 | 0.38 | |
| 30 | 0.78 | 1.43 | 1.11 | 0.27 | 1.37 | 2.26 | 1.82 | 0.36 | 3.21 | 4.05 | 3.63 | 0.34 | |
| 40 | 0.25 | 0.68 | 0.47 | 0.18 | 1.85 | 2.55 | 2.20 | 0.29 | 3.19 | 3.89 | 3.54 | 0.29 | |
| 50 | 0.40 | 1.05 | 0.73 | 0.26 | 1.2 | 2.25 | 1.73 | 0.43 | 1.58 | 2.4 | 1.99 | 0.33 | |
| A | B | Belt velocity (m/s) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 4 | 5 | ||||||||
| Distance of Wood Chips Ejection (m) | |||||||||
| Min | Max | AVG | SD | Min | Max | AVG | SD | ||
| 1 | 10 | 2.72 | 3.21 | 2.97 | 0.20 | 3.41 | 3.97 | 3.69 | 0.23 |
| 20 | 3.06 | 3.76 | 3.41 | 0.29 | 3.55 | 4.04 | 3.80 | 0.20 | |
| 30 | 1.5 | 1.95 | 1.73 | 0.18 | 0.79 | 1.28 | 1.04 | 0.20 | |
| 40 | 1.07 | 1.37 | 1.22 | 0.12 | 1.76 | 2.13 | 1.95 | 0.15 | |
| 50 | - | - | - | - | - | - | - | - | |
| 2 | 10 | 2.7 | 3.31 | 3.01 | 0.25 | 3.36 | 4.06 | 3.71 | 0.29 |
| 20 | 2.54 | 3.12 | 2.83 | 0.24 | 3.31 | 3.78 | 3.55 | 0.19 | |
| 30 | 3.39 | 3.89 | 3.64 | 0.20 | - | - | - | - | |
| 40 | 3.01 | 3.57 | 3.29 | 0.23 | 3.41 | 4.03 | 3.72 | 0.25 | |
| 50 | - | - | - | - | - | - | - | - | |
| 3 | 10 | 2.52 | 3.28 | 2.90 | 0.31 | 3.25 | 3.97 | 3.61 | 0.29 |
| 20 | 2.75 | 3.43 | 3.09 | 0.28 | 3.15 | 3.89 | 3.52 | 0.30 | |
| 30 | 3.06 | 3.57 | 3.32 | 0.21 | 3.23 | 4.11 | 3.67 | 0.36 | |
| 40 | 3.19 | 3.92 | 3.56 | 0.30 | 4.34 | 5.23 | 4.79 | 0.36 | |
| 50 | 3.37 | 4.01 | 3.69 | 0.26 | 0.81 | 1.21 | 1.01 | 0.16 | |
| 4 | 10 | 2.78 | 3.25 | 3.02 | 0.19 | 3.15 | 3.89 | 3.52 | 0.30 |
| 20 | 3.19 | 4.07 | 3.63 | 0.36 | 3.21 | 4.12 | 3.67 | 0.37 | |
| 30 | 3.25 | 4.05 | 3.65 | 0.33 | 2.85 | 3.88 | 3.37 | 0.42 | |
| 40 | 3.23 | 4.25 | 3.74 | 0.42 | 3.75 | 4.54 | 4.15 | 0.32 | |
| 50 | 3.81 | 4.61 | 4.21 | 0.33 | - | - | - | - | |
| 5 | 10 | 2.06 | 2.85 | 2.46 | 0.32 | 2.59 | 3.2 | 2.90 | 0.25 |
| 20 | 2.55 | 3.63 | 3.09 | 0.44 | - | - | - | - | |
| 30 | 3.13 | 4.04 | 3.59 | 0.37 | - | - | - | - | |
| 40 | 3.52 | 4.35 | 3.94 | 0.34 | 3.77 | 4.64 | 4.21 | 0.36 | |
| 50 | 3.78 | 4.01 | 3.90 | 0.09 | - | - | - | - | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gierz, Ł.; Warguła, Ł.; Kukla, M.; Koszela, K.; Zwiachel, T.S. Computer Aided Modeling of Wood Chips Transport by Means of a Belt Conveyor with Use of Discrete Element Method. Appl. Sci. 2020, 10, 9091. https://doi.org/10.3390/app10249091
Gierz Ł, Warguła Ł, Kukla M, Koszela K, Zwiachel TS. Computer Aided Modeling of Wood Chips Transport by Means of a Belt Conveyor with Use of Discrete Element Method. Applied Sciences. 2020; 10(24):9091. https://doi.org/10.3390/app10249091
Chicago/Turabian StyleGierz, Łukasz, Łukasz Warguła, Mateusz Kukla, Krzysztof Koszela, and Tomasz Szymon Zwiachel. 2020. "Computer Aided Modeling of Wood Chips Transport by Means of a Belt Conveyor with Use of Discrete Element Method" Applied Sciences 10, no. 24: 9091. https://doi.org/10.3390/app10249091
APA StyleGierz, Ł., Warguła, Ł., Kukla, M., Koszela, K., & Zwiachel, T. S. (2020). Computer Aided Modeling of Wood Chips Transport by Means of a Belt Conveyor with Use of Discrete Element Method. Applied Sciences, 10(24), 9091. https://doi.org/10.3390/app10249091