This section elaborates on the constitutive modelling of the three different materials used in the current investigation. Because the analysis of the interaction effects relies solely on validated numerical models, these constitutive laws had to account for the key mechanical properties and responses of the materials. All models were calibrated against dedicated material tests with the single exception of the foam, whose model was borrowed from a previous publication by some of the authors where the constitutive law was calibrated and validated.
3.1. Aluminium Alloy 6063-T5
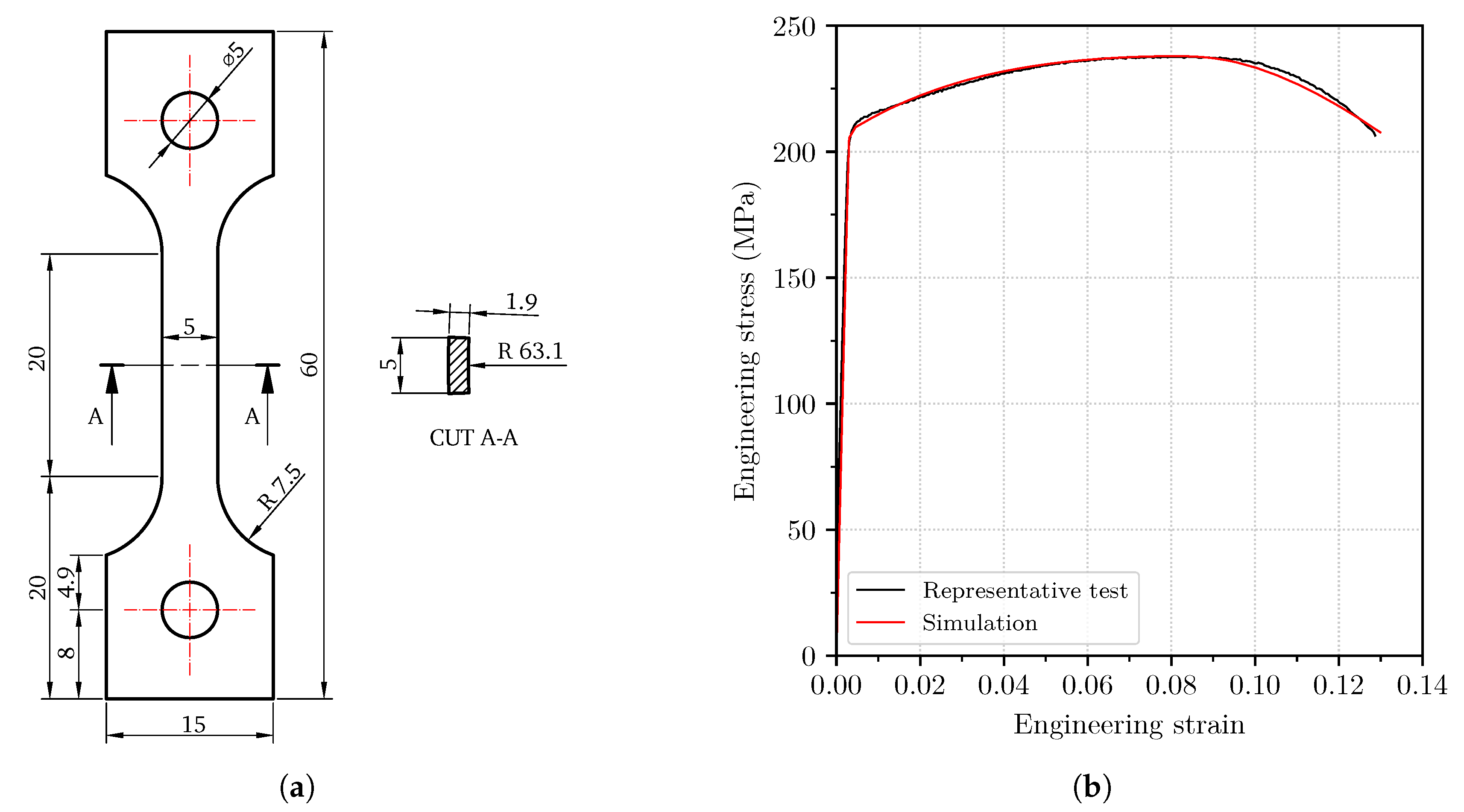
The circular extrusions were made of AA6063 in temper T5. We extracted tensile specimens with the dimensions provided in
Figure 3a using electrical discharge machining (EDM) in a pool of de-ionized water to prevent the material from altering its microstructure due to heating. Three specimens were tested at a constant cross-head velocity of 1 mm/min, as described in [
29]. Strains were measured with digital image correlation (DIC) using a Prosilica GC2450 camera to take pictures of the gauge’s surface every second. This surface was previously painted with a speckle pattern to enable the DIC software eCorr [
30] to compute the strain fields.
The mechanical behaviour of this alloy was modelled with an hypoelastic-plastic constitutive law, adopting an elastic modulus of 70 GPa and a Poisson’s ratio of 0.33 for the elastic part.
The yield function
f can be written as
where
is the equivalent stress,
is the initial yield stress, and
R represents the isotropic hardening. We adopted von Mises’ yield criterion with an associated flow rule, so the equivalent stress in Equation (
2) is given in terms of the deviatoric stress tensor
as
, and the direction of the plastic flow is determined by adopting
f as the flow potential. Therefore, the components of the plastic strain rate tensor
are computed as
where
is the plastic multiplier computed from the consistency condition
.
A Voce work-hardening rule with three terms was fitted to the experimental data. Thus, the strain–hardening
R is represented by
where
represent the saturation stresses,
are the initial hardening moduli, and
p is the equivalent plastic strain, defined through its rate
by
since the equivalent plastic strain rate is work-conjugate to the equivalent stress. Notice that the last part of Equation (
5) is valid for Mises plasticity only.
While a set of parameters for the work-hardening rule was already provided in [
31], we refined the calibration using inverse modelling of the tensile tests. The tensile specimens were modelled with 10 solid elements through the thickness in Abaqus/Standard 2019 [
32], and we used LS-OPT version 5.2 [
33] to find the best-fitting set of strain-hardening parameters.
Table 2 provides the values obtained from this calibration. The representative experimental engineering stress-strain curve is compared to the results of the calibrated inverse model in
Figure 3b, where an adequate fit is observed. A virtual extensometer with a length of 15 mm was used for both the DIC experimental data and the numerical simulation.
Because some cracks were reported in the walls of the aluminium extrusions in the experimental campaign [
29], we have included a damage model based on the Cockcroft-Latham (C-L) criterion [
34], which was calibrated from the tensile tests data. Moreover, since the thickness of the profiles and the strength of the filling materials was varied in the current investigation, accounting for failure seemed reasonable. According to the C-L criterion, the damage variable
D is computed at each integration point as
where
is an experimental parameter,
is the first –major– principal stress, and
represents the Macaulay brackets defined as
. Thus, damage is only accumulated when the first principal stress is positive. The parameter
was obtained from the inverse model of the tensile tests with a refined mesh of solid elements. Despite its simplicity, this damage model successfully predicted damage in a variety of different loading scenarios and aluminium manufacturing routes such as extruded profiles [
35], die-cast alloys [
36], or additive manufactured aluminium parts [
37].
During axial crushing, the walls of the extrusion are subjected to a combination of membrane and bending loads. Membrane loading of ductile materials implies that strains localise at a certain point before failure, while localisation does not take place under bending deformation [
38]. Therefore, it is reasonable to modulate the macroscopic ductility according to the ratio between bending and membrane loads in each element. To that end, we incorporated the damage regularisation strategy for shell elements proposed by Costas et al. [
35]. This implies that elements under membrane loading—susceptible to strain localisation—get their macroscopic ductility
reduced, while the fracture parameter determined from inverse modelling of tensile tests with a fine solid element mesh is assigned to those elements under pure bending. Furthermore, the adopted damage regularisation model alleviates the mesh dependency of the failure parameter by scaling it according to the element size. This means that smaller elements will have a higher
than larger elements.
The regularisation scheme evaluates the bending-to-membrane loading ratio in each element by means of a local indicator
, defined as
where
and
are the through-thickness plastic strains at the top and bottom integration points of the element, respectively. Notice that the
-axis is aligned with the thickness direction of the shell element in the adopted co-rotational system. Equation (
7) bounds the indicator
between 1 for pure bending and 0 for pure membrane loads, thus the local
parameter for each element can be obtained from the weighted sum of the parameters under pure bending
and pure membrane
,
In turn, the element ductility under membrane loads depends on the element length-to-thickness ratio
,
It was shown in Costas et al. [
35] that using this kind of bending regularisation helps to capture the correct crushing modes of thin-walled aluminium extrusions. Since the current investigation relies solely on numerical results, using this regularisation improves the quality and robustness of the results and conclusions.
The parameters
,
,
c and
were calibrated from the tensile test data following the procedure outlined in Costas et al. [
35]. Their values are provided in
Table 2.
3.2. Cork Agglomerate
The mechanical behaviour of cork agglomerate Corecork NL25 was modelled with the hyperelastic compressible constitutive law proposed by Hill [
39] and Storåkers [
40], where the strain energy density function
U is in the form
where
N determines the number of terms,
,
and
are material parameters to be calibrated,
are the principal stretches, and
J is the volume ratio computed as the determinant of the deformation gradient. The volume ratio is used in the second part of the strain energy density function equation because cork is a collapsible material and hyperelastic incompressibility cannot be assumed. This model was successfully applied to impact in a similar cork agglomerate by Fernandes et al. [
41], the difference being they coupled a Mullins dissipation model for cyclic loading. Since the current investigation deals with proportional loading only, such dissipative extension is not necessary.
The
parameters are related to the material’s Poisson’s ratio, and therefore govern the compressibility of each term. It can be shown that this relation reads
A Poisson’s ratio of 0.1 was experimentally determined from uniaxial compression tests, therefore we set to 0.125 for all terms.
The parameters
and
were identified from uniaxial compression tests on cylindrical samples of cork agglomerate with a nominal diameter of 50.5 mm and a nominal thickness of 12 mm. The tests were conducted using an HBM-C2 50 kN load cell with a gain of 2 mV/V and two Vishay HS50 linear variable differential transformers (LVDT). The actuator moved at a constant velocity of 1.48 mm/min. Thin sheets of polytetrafluoreten were placed between the specimens and the machine to minimise friction. The test set-up is displayed in
Figure 4a.
Engineering stress-strain curves were computed from the tests and used for the identification of the parameters
and
. To that end, the first Piola-Kirchhoff stress –or engineering stress– was derived from the strain potential in Equation (
10). In principal axes, the first Piola-Kirchhoff stress in direction
j,
, is obtained as
The volume ratio under uniaxial compression is
, where
is the stretch in the compression direction. By inserting this expression in Equation (
12), applying Equation (
11) for a constant Poisson’s ratio
and simplifying the expression, the first Piola-Kirchhoff stress in the compression direction
reads
If we transform the stretch into engineering strain
e by doing
, we can fit Equation (
13) to the experimental data from the uniaxial compression tests and thus identify
and
. This fit was done for
, and the comparison with the representative experimental engineering stress-strain curve is shown in
Figure 4b, where compressive stress and strain are plotted with positive sign for clarity. As it can be seen, the curves are quite similar in the three cases. However, a Drucker stability check was run for each case showing that only the parameters fitted with
produced a Drucker-stable material for all strain levels and states. Therefore, we opted for including two terms in the strain energy density function. The parameters identified with
are given in
Table 3.
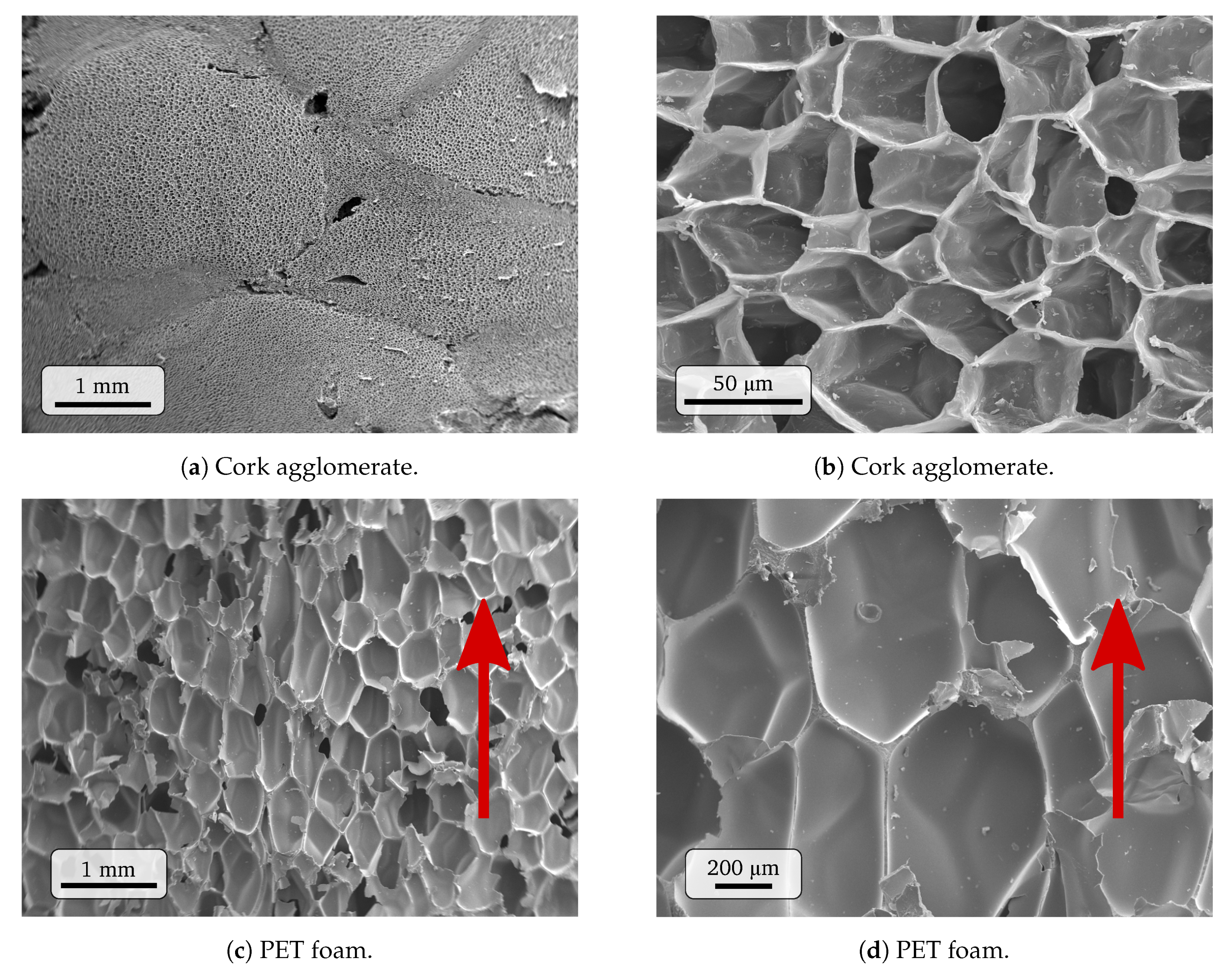
The microstructure of the cork agglomerate was observed under scanning electron microscopy (SEM). Images of the critical point-dried cork agglomerate at two different magnification levels are provided in
Figure 5a,b, where the material’s inner structure is clearly depicted. The grains or particles the agglomerate is made of are visible in
Figure 5a, and a higher magnification level enables to see the closed-cell microstructure of the natural cork, with cell sizes around 50
m, see
Figure 5b.
3.3. Pet Foam
The foam ArmaFORM PET/W AC 135 is a PET-based foam with anisotropic plastic behaviour. The constitutive model and parameters for this material have been borrowed from [
31], where the isotropic yield surface proposed by Deshpande and Fleck [
42] with non-associated plastic flow was calibrated for both the extrusion and transverse directions. Since the foam is primarily loaded in uniaxial compression during axial crushing, we have considered only the calibration in the extrusion direction. Deshpande’s yield surface reads
where
is the second invariant of the stress deviator,
is a dimensionless parameter governing the shape of the yield surface,
is first invariant of the stress tensor, and
B is a parameter controlling the size of the yield locus. Therefore, the yield surface is deviatoric- and pressure-dependent through von Mises’ equivalent stress and the hydrostatic stress, respectively.
Work-hardening was modelled through a direct input of the material stress-strain data under uniaxial compression provided in [
31]. Plastic flow is governed by the flow potential
g, defined as
Notice that the flow potential is similar to the yield function in Equation (
14) except for the parameter
instead of
and the absence of the scalar
B. Therefore,
would give associated plastic flow. If we introduce a parameter
defined as the ratio between the plastic strain rate in axial and lateral directions during uniaxial compression, it is quite straightforward to show that
can be expressed as a function of
as
The parameter
was obtained from Costas et al. [
31], where low strain-rate, uniaxial compression tests were run until densification of the foam. The value of
was computed by measuring the permanent lateral deformation of the post-mortem specimens and dividing it by their permanent axial deformation.
All parameters required for the constitutive model of the PET foam were borrowed from [
31], and are summarised in
Table 4.
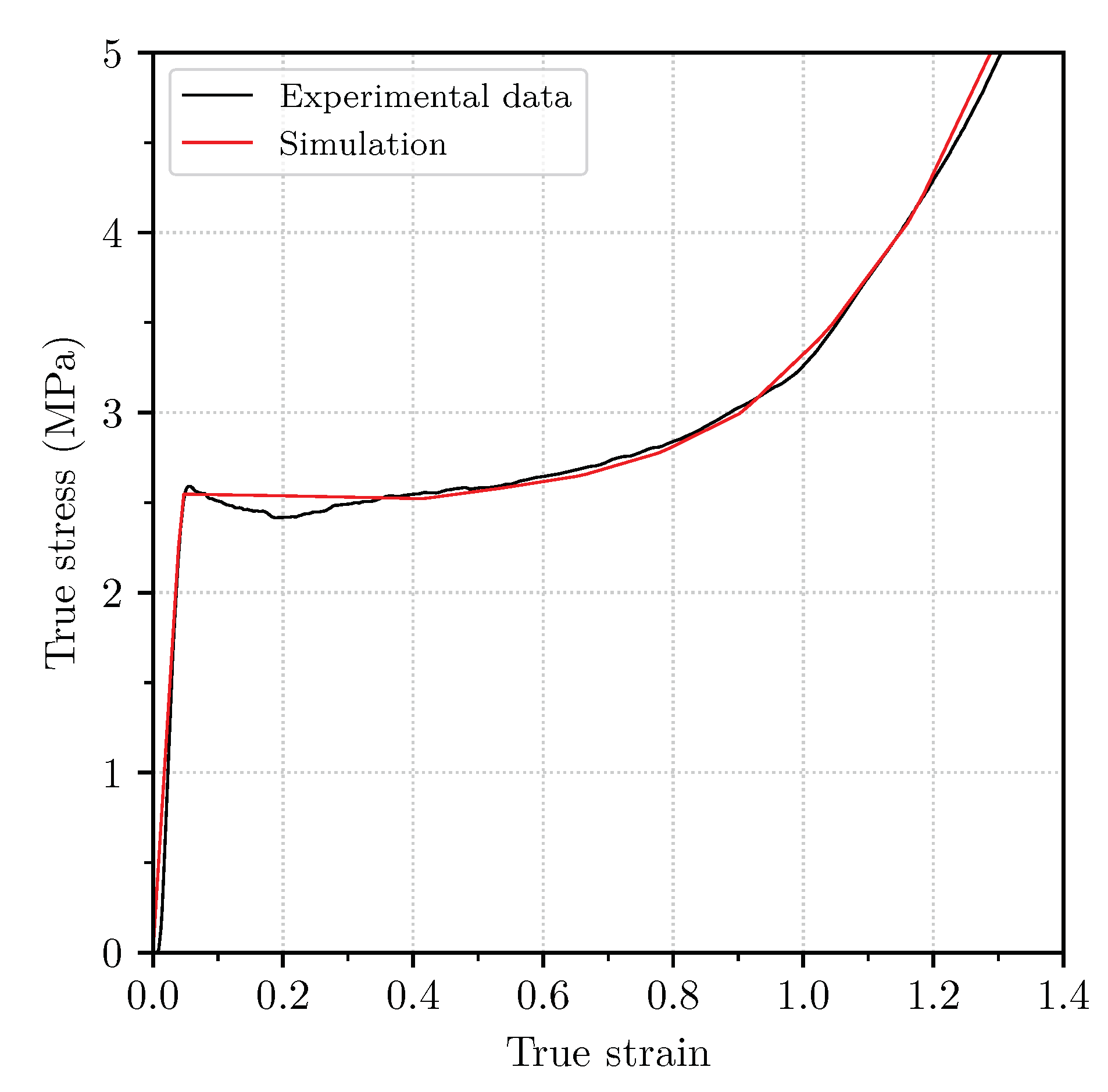
A representative experimental true stress-strain curve is compared with the numerical model in
Figure 6 for the extrusion direction, with positive sign. The minor softening exhibited by the material at low strain levels was neglected in exchange for a smoother computation of the plastic flow.
The density of an extruded PET foam can be set during its fabrication. Higher densities imply lower void ratios and thus higher crushing strength, in exchange for a heavier material. Although Costas et al. [
31] only reported material tests on the 135 kg/m
version of this foam, the supplier offers this material in five other densities between 80 kg/m
and 200 kg/m
. The relationship between density and strength for this material can be approximated by
where
is the initial yield stress and
is the density expressed in kg/m
[
31]. The work-hardening was assumed to be multiplied by the same ratio as the initial yield stress in the current investigation.
Foam samples extracted from the 135 kg/m
foam were also analysed under SEM (
Figure 5c,d) where the extrusion direction is indicated with an arrow. The closed cells visible in the images seem to be elongated in the extrusion direction, which is probably the reason why this material exhibits strongly anisotropic mechanical properties [
31]. The average cell size of this PET foam is around 400
m, i.e., eight times larger than that of the cork. Thus, in general terms, both PET foam and cork agglomerate exhibit a similar microstructure with closed cells of different sizes.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}