High-Durability Concrete Using Eco-Friendly Slag-Pozzolanic Cements and Recycled Aggregate


Abstract
1. Introduction
1.1. Eco-Efficient Cement Production
1.2. Aggregate Recycling
1.3. Aims, Materials, and Methods
- -
- creating various slag-pozzolanic cement admixtures reducing the clinker component while still exhibiting suitable binder properties
- -
- characterization of the different cementitious constituents used to produce the slag-pozzolanic CEM V cement types
- -
- identifying the cement characteristics of the designed CEM V cement types
- -
- developing concrete formulas and gathering the concrete properties using the manufactured CEM V cements
- -
- further ecological improvement by replacement of the standard aggregate by recycled aggregate for concrete
- -
- acquiring the basic characteristics of the developed concrete mixtures with a focus on concrete durability
- -
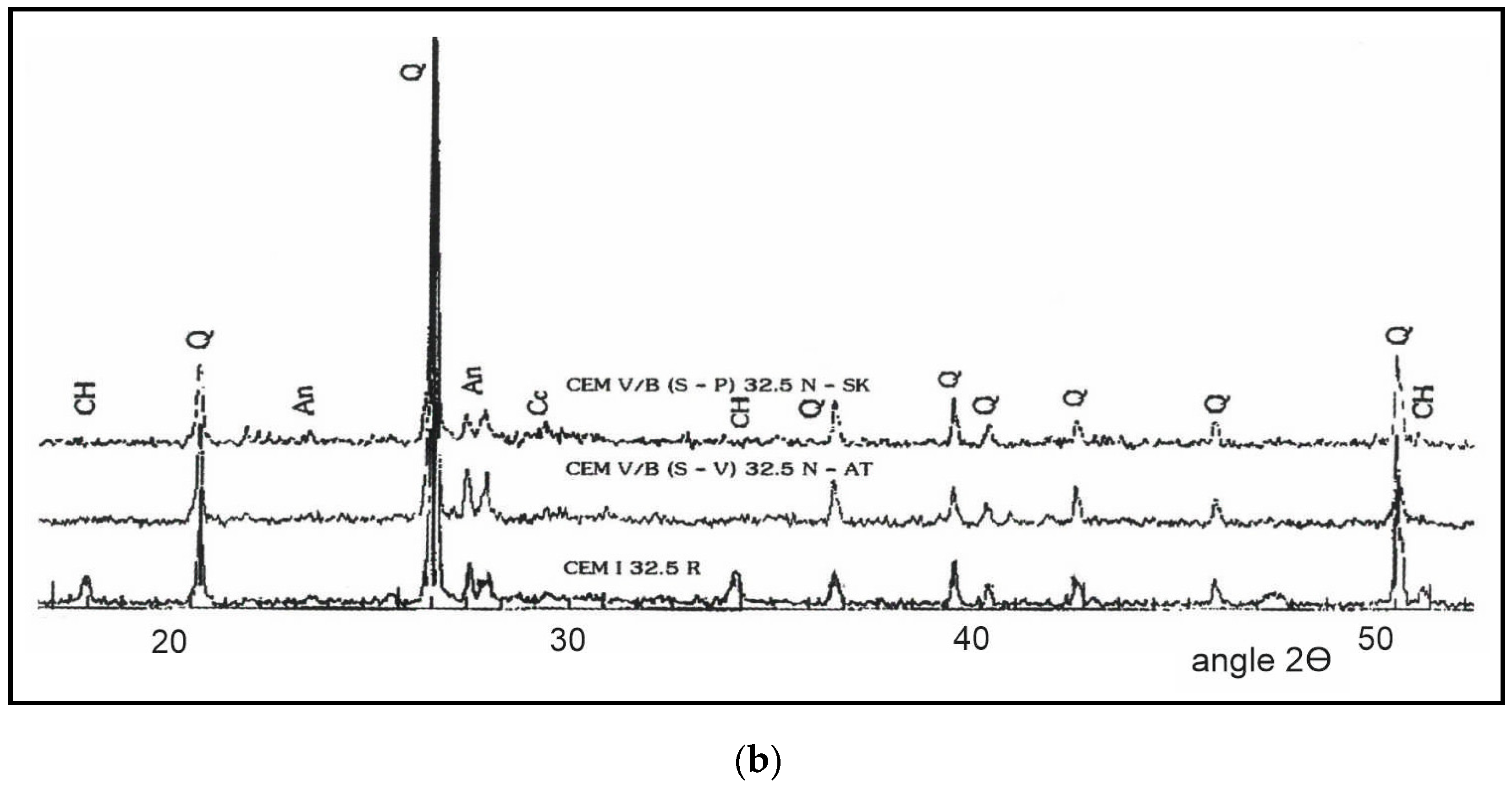
- X-ray diffraction analysis XRD (Philips X-ray diffractometer PW1730, Malvern Panalytical GmbH, Kassel, Germany) to examine the mineralogical composition,
- -
- X-ray fluorescence XRF (PANalytical X´Pert Pro, Malvern Panalytical GmbH, Kassel, Germany) to record the chemical composition,
- -
- Frattini-testing to demonstrate the pozzolanic activity of the cementitious constituents,
- -
- fresh cement mortars testing (slump, density, air content, setting time, soundness),
- -
- hardened cement mortars testing (recording compressive strength and bending tensile strength at 2, 7, 28, 56, and 84 days of curing time to gather strength development data as well) with an additional focus on the durability-relevant parameters, porosity and passivation ability.
- -
- fresh concrete testing (flow, density, air content)
- -
- hardened concrete testing (compressive strength, bending tensile strength, modulus of elasticity) with a focus on the durability-relevant parameters, frost-resistance and permeability
2. Slag-Pozzolanic CEM V Characteristics
2.1. General
- (1)
- CEM V/A (S-V) 32.5 R and
- (2)
- CEM V/B (S-V) 32.5 N based on slag and fly ash were produced in a cement plant in Austria;
- (3)
- CEM V/A (S-V) 32.5 R, based on slag and fly ash, and
- (4)
- CEM V/B (S-P) 32.5 N using blast furnace slag and natural pozzolana (zeolite) as the main constituents were produced in a Slovak cement factory.
2.2. Basic Cement Qualities
2.2.1. Cementitious Constituents
2.2.2. Cement Properties and Composition
2.3. Cement Mortars Properties
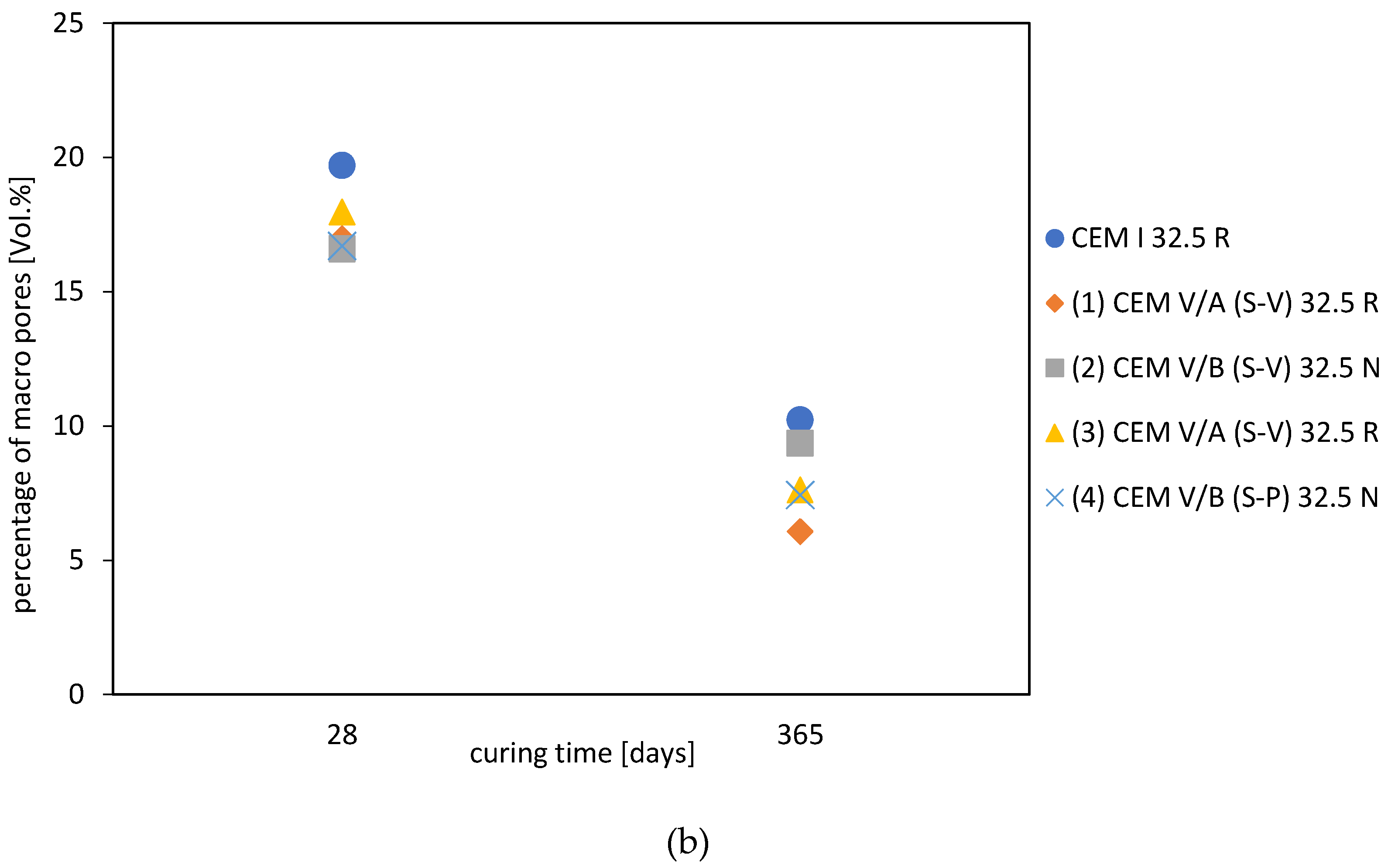
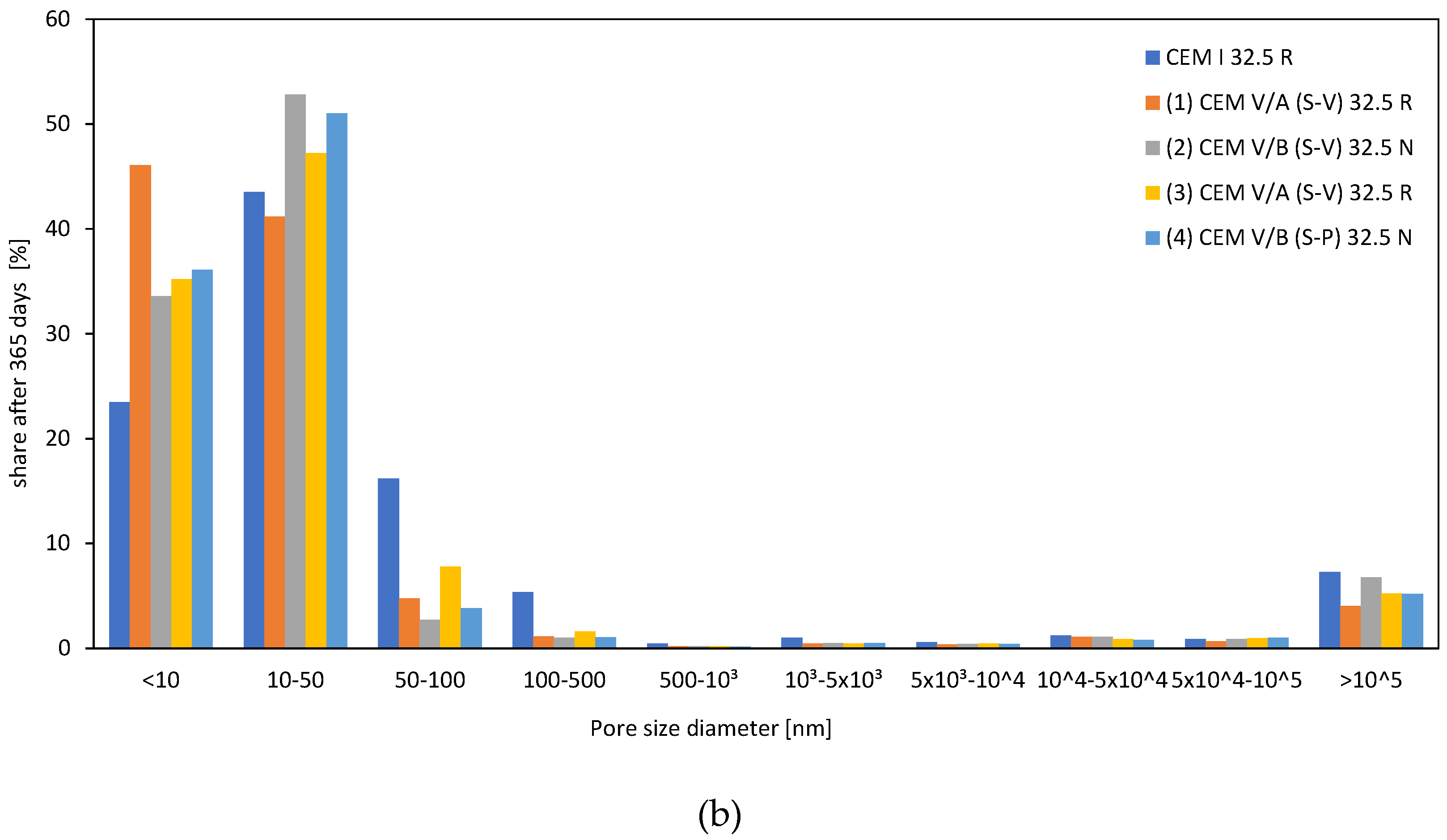
2.4. Durability Aspects
3. Concrete Properties Using Slag-Pozzolanic Cement
3.1. Concrete Formula and Fresh Concrete Properties
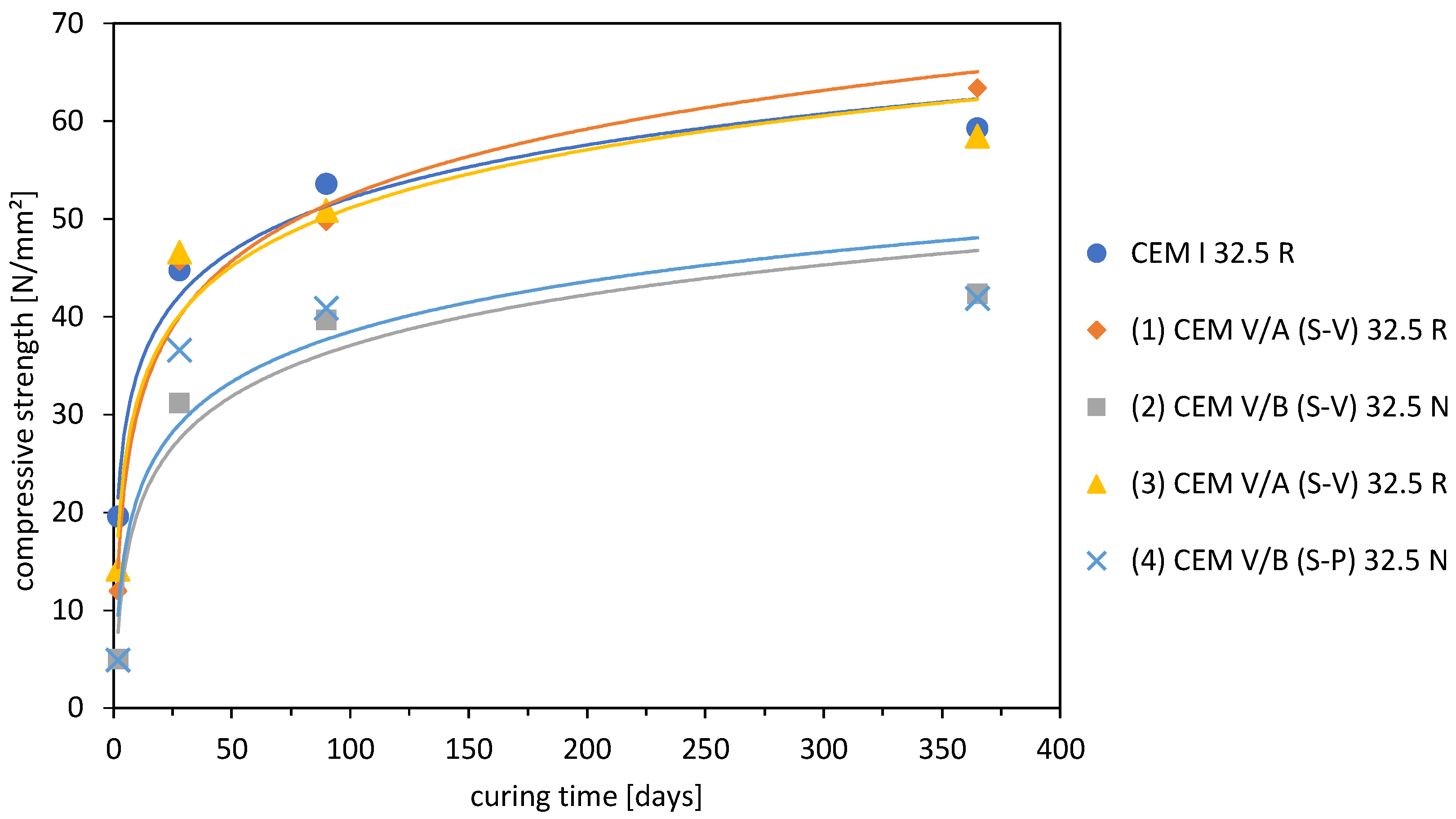
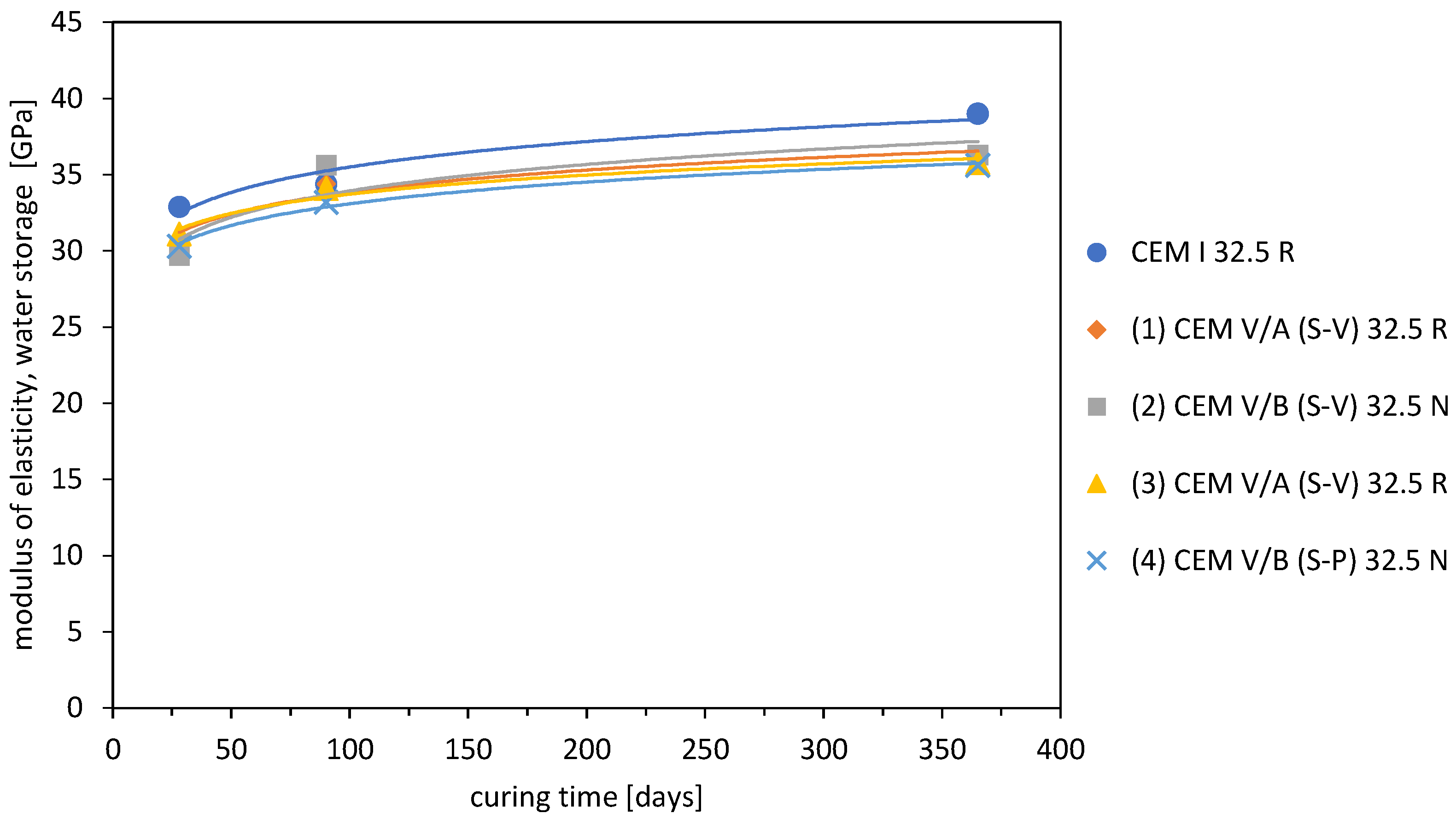
3.2. Mechanical Properties of Concrete Using Slag-Pozzolanic Cement Types
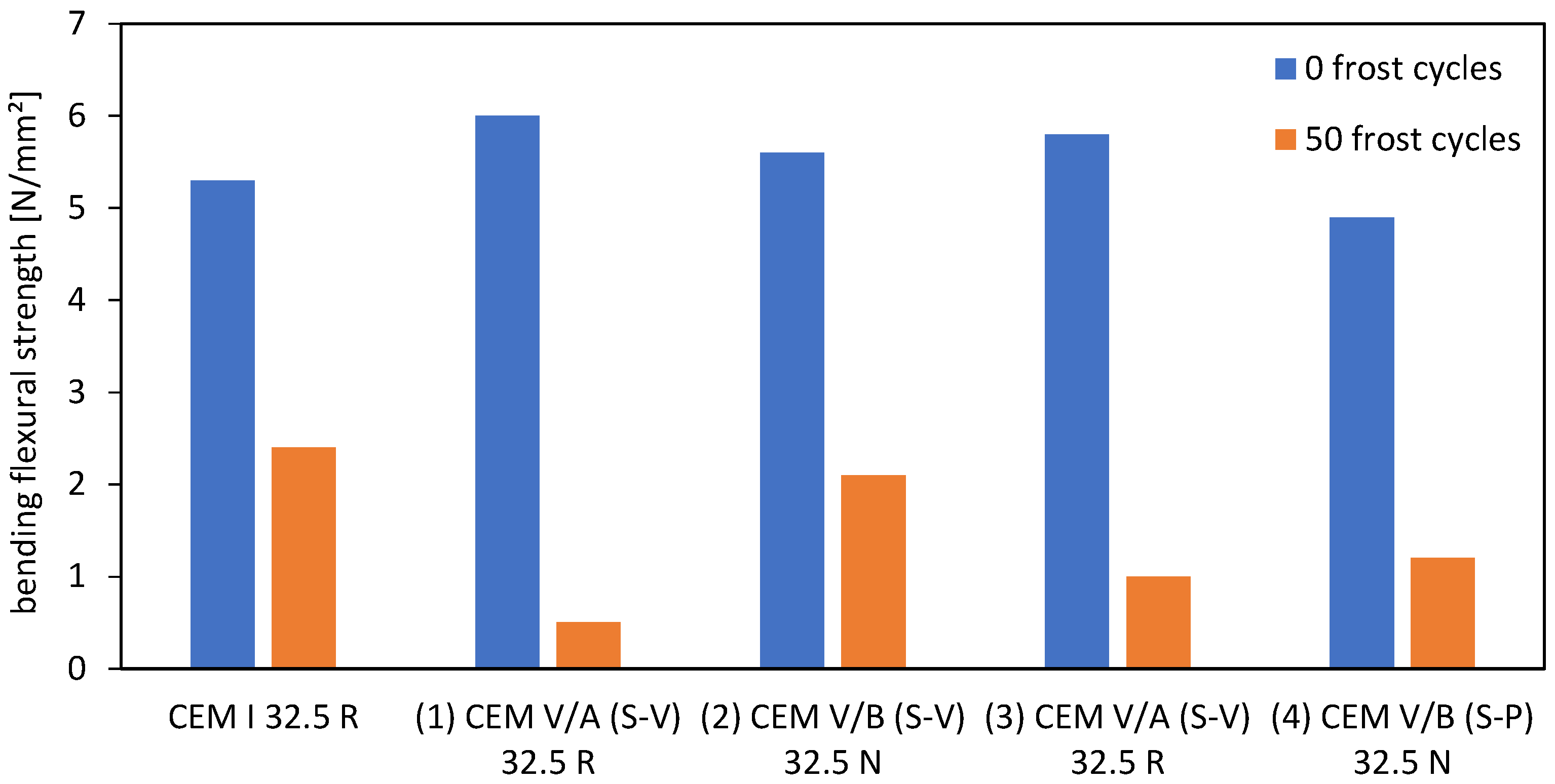
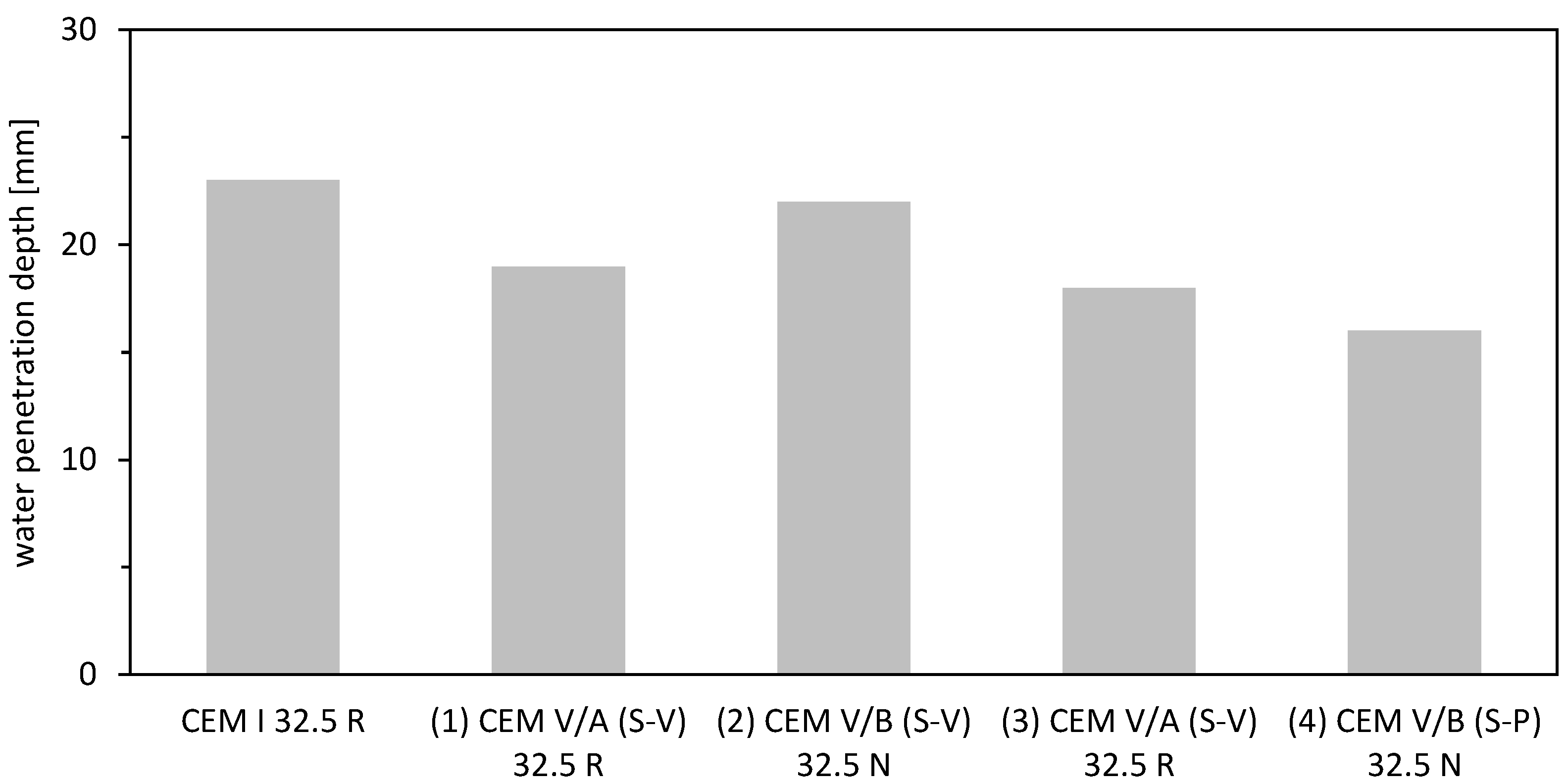
3.3. Durability Aspects: Frost and Permeability of CEM V Concretes
4. Concrete Applying Recycled Aggregate and Slag-Pozzolanic Cement
4.1. General
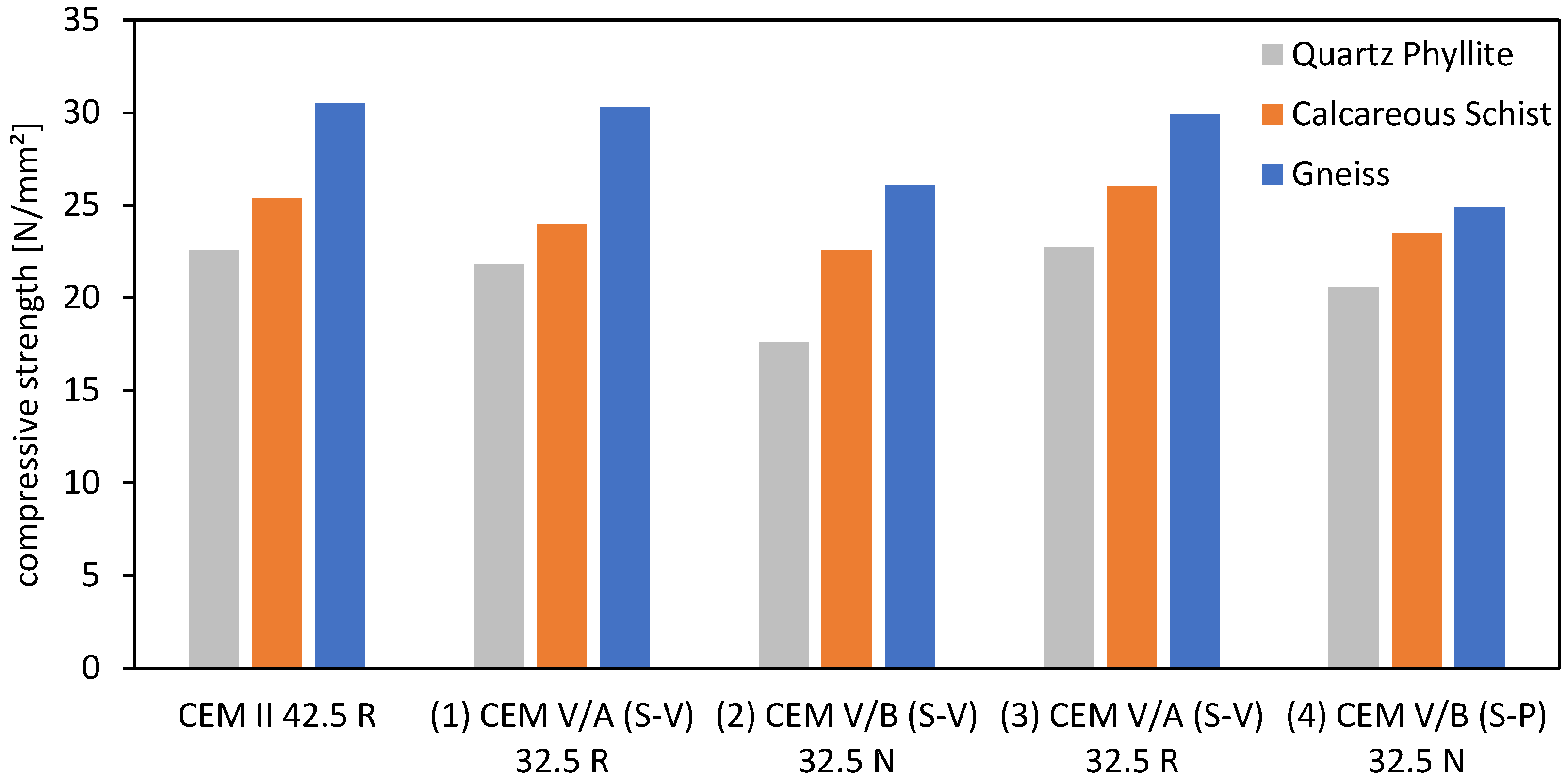
4.2. Concrete Mixtures and Mechanical Characterization
4.2.1. Tentative Testing
- -
- Quartz phyllite (quartz phyllite of Innsbruck), characterized by its layered appearance and high-sheet silicate layers showing low to moderate rock strength.
- -
- Calcareous schists (Bündner Schist), fine- to medium-grained, parallel-aligned structure consisting of mica-rich schist layers and layers mainly made of quartz and calcite showing mediocre rock strength.
- -
- Gneiss (central Gneiss), medium- to coarse-grained orthogneiss with granoblastic texture and high rock strength.
4.2.2. Inner Lining Concrete
5. Summary and Conclusions
- -
- Cementitious constituents were compared, whereby natural pozzolana zeolite (P) showed the highest SiO2 content, and natural pozzolana zeolite (P) also demonstrated the highest pozzolanic activity compared to fly ash (FA) and blast furnace slag (S).
- -
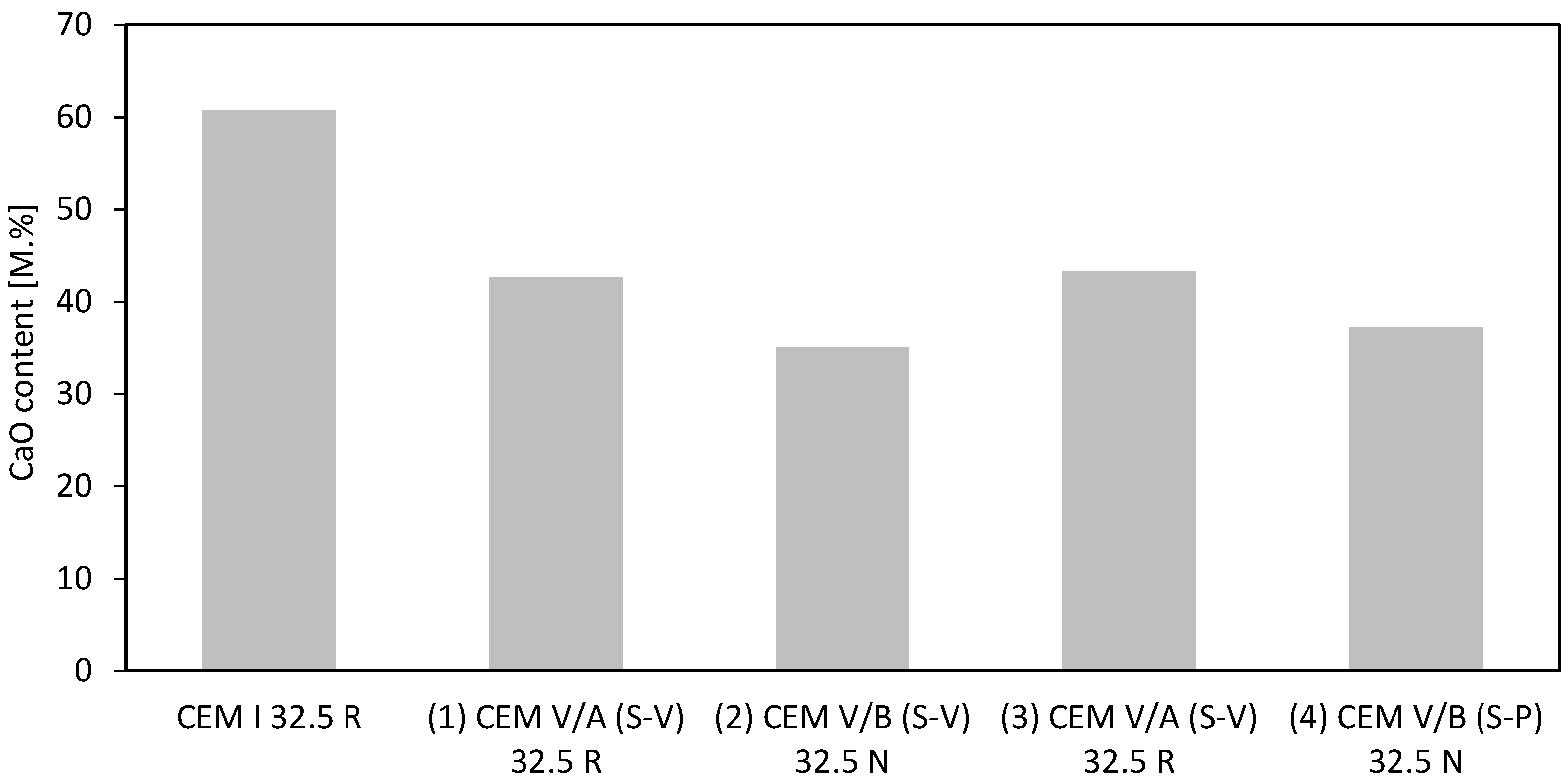
- The CaO content (crucial with regard to ECO2-generation) of the manufactured CEM V cement types was considerably smaller compared to CEM I Portland cement.
- -
- Individual CEM V types showed low slump values, indicating the need of superplasticizer to obtain good workability.
- -
- Natural pozzolana zeolite (P) indicated a low fresh mortar density due to the porous tectosilicate structure, also containing a higher amount of air
- -
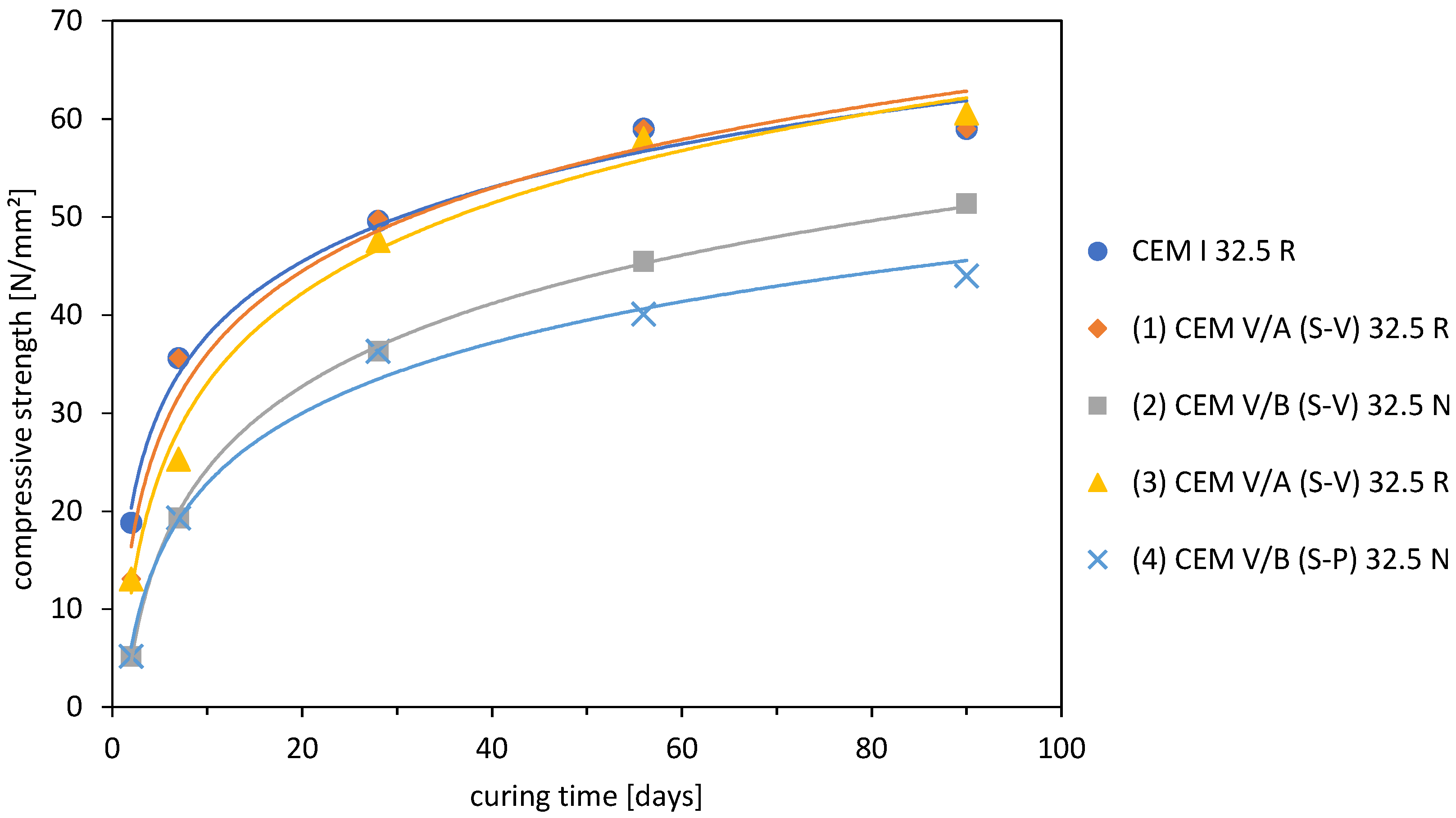
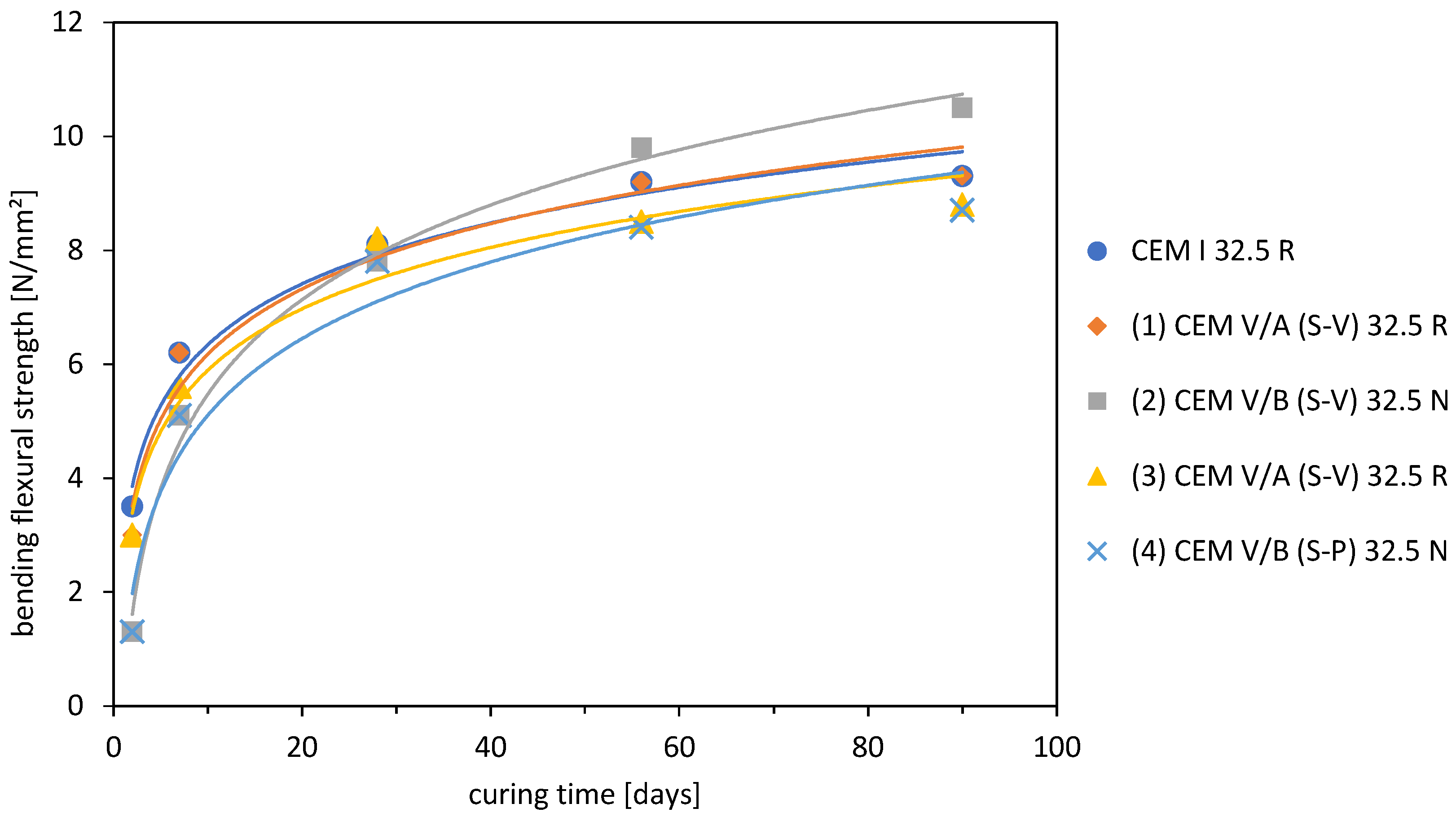
- Compressive strength development was naturally behind CEM I cement types, whereby CEM V/B cement types with a higher proportion of additives showed lower strength (approximately 20 to 30%) after 90 days of curing time, at which there were no major differences considering bending tensile strength.
- -
- Slag-pozzolanic cement types indicated high durability because of their lower porosity and permeability compared to Portland cement.
- -
- Considering concrete production, different CEM V cement types showed a higher demand for superplasticizer to reach a good workability of fresh concrete; CEM V with natural pozzolana zeolite (P) again showed a high air content and low fresh concrete density.
- -
- Concrete compressive strength and bending tensile strength development corresponded to the cement strength development.
- -
- Water penetration of CEM V concrete admixtures was considerably smaller compared to Portland cement.
- -
- Frost resistance of CEM V concretes via reduction in the bending tensile strength after freezing could not be verified in the laboratory, but could be verified at large scale using 400 kg of CEM V cement per m3 fresh concrete and increasing the air content to 5%.
- -
- Additional aggregate recycling was tested using different processed rock types from tunneling: Mechanical characteristics, especially water permeability, are promising for the usability of such concrete types.
Author Contributions
Funding
Conflicts of Interest
References
- Shi, C.; Jiménez, A.F.; Palomo, Á. New cements for the 21st century: The pursuit of an alternative to Portland cement. Cem. Concr. Res. 2011, 41, 750–763. [Google Scholar] [CrossRef]
- Zhang, C.-Y.; Han, R.; Yu, B.; Wei, Y.-M. Accounting process-related CO2 emissions from global cement production under Shared Socioeconomic Pathways. J. Clean. Prod. 2018, 184, 451–465. [Google Scholar] [CrossRef]
- Chen, C.-H.; Lee, C.-M.; Tung, W.-C.; Wang, J.-H.; Hung, C.-H.; Hu, T.-H.; Wang, J.-C.; Lu, S.-N.; Changchien, C.-S. Evolution of full-length HBV sequences in chronic hepatitis B patients with sequential lamivudine and adefovir dipivoxil resistance. J. Hepatol. 2010, 52, 478–485. [Google Scholar] [CrossRef] [PubMed]
- Uwasu, M.; Hara, K.; Yabar, H. World cement production and environmental implications. Environ. Dev. 2014, 10, 36–47. [Google Scholar] [CrossRef]
- Limbachiya, M.; Bostanci, S.C.; Kew, H. Suitability of BS EN 197-1 CEM II and CEM V cement for production of low carbon concrete. Constr. Build. Mater. 2014, 71, 397–405. [Google Scholar] [CrossRef]
- Ofosu-Adarkwa, J.; Xie, N.; Javed, S.A. Forecasting CO2 emissions of China’s cement industry using a hybrid Verhulst-GM(1,N) model and emissions’ technical conversion. Renew. Sustain. Energy Rev. 2020, 130, 109945. [Google Scholar] [CrossRef]
- Barker, D.; Turner, S.; Napier-Moore, P.; Clark, M.; Davison, J. CO2 Capture in the Cement Industry. Energy Procedia 2009, 1, 87–94. [Google Scholar] [CrossRef]
- Bosoaga, A.; Masek, O.; Oakey, J.E. CO2 Capture Technologies for Cement Industry. Energy Procedia 2009, 1, 133–140. [Google Scholar] [CrossRef]
- Hills, T.; Leeson, D.; Florin, N.; Fennell, P.S. Carbon Capture in the Cement Industry: Technologies, Progress, and Retrofitting. Environ. Sci. Technol. 2015, 50, 368–377. [Google Scholar] [CrossRef]
- Deja, J.; Uliasz-Bochenczyk, A.; Mokrzycki, E. CO2 emissions from Polish cement industry. Int. J. Greenh. Gas Control. 2010, 4, 583–588. [Google Scholar] [CrossRef]
- Anand, S.; Vrat, P.; Dahiya, R. Application of a system dynamics approach for assessment and mitigation of CO2 emissions from the cement industry. J. Environ. Manag. 2006, 79, 383–398. [Google Scholar] [CrossRef] [PubMed]
- The Concrete Centre. Embodied Carbon Dioxide (CO2 e) of Concretes Used in Buildings; MPA The Concrete Centre: London, UK, 2013. [Google Scholar]
- Flower, D.J.M.; Sanjayan, J.G. Green house gas emissions due to concrete manufacture. Int. J. Life Cycle Assess. 2007, 12, 282–288. [Google Scholar] [CrossRef]
- Purnell, P.; Black, L. Embodied carbon dioxide in concrete: Variation with common mix design parameters. Cem. Concr. Res. 2012, 42, 874–877. [Google Scholar] [CrossRef]
- Biernacki, J.J.; Bullard, J.W.; Sant, G.; Brown, K.; Glasser, F.P.; Jones, S.; Ley, T.; Livingston, R.; Nicoleau, L.; Olek, J.; et al. Cements in the 21stcentury: Challenges, perspectives, and opportunities. J. Am. Ceram. Soc. 2017, 100, 2746–2773. [Google Scholar] [CrossRef]
- Proaño, L.; Sarmiento, A.; Figueredo, M.; Cobo, M. Techno-economic evaluation of indirect carbonation for CO2 emissions capture in cement industry: A system dynamics approach. J. Clean. Prod. 2020, 263, 121457. [Google Scholar] [CrossRef]
- Schneider, M. The cement industry on the way to a low-carbon future. Cem. Concr. Res. 2019, 124, 105792. [Google Scholar] [CrossRef]
- Mikulčić, H.; Vujanović, M.; Markovska, N.; Filkoski, R.V.; Ban, M.; Duić, N. CO2 Emission Reduction in the Cement Industry. Chem. Eng. Trans. 2003, 35, 703–708. [Google Scholar] [CrossRef]
- De Carvalho, J.M.F.; De Melo, T.V.; Fontes, W.C.; Batista, J.O.D.S.; Brigolini, G.J.; Peixoto, R.A.F. More eco-efficient concrete: An approach on optimization in the production and use of waste-based supplementary cementing materials. Constr. Build. Mater. 2019, 206, 397–409. [Google Scholar] [CrossRef]
- Deolalkar, S. Composite Cements. In Designing Green Cement Plants; Elsevier Science: Amsterdam, The Netherlands, 2016; pp. 41–44. [Google Scholar]
- Salazar, R.A.R.; Valencia-Saavedra, W.; De Gutiérrez, R.M. Construction and Demolition Waste (CDW) Recycling-As Both Binder and Aggregates-In Alkali-Activated Materials: A Novel Re-Use Concept. Sustainability 2020, 12, 5775. [Google Scholar] [CrossRef]
- ÖNORM EN 197-1: Cement—Part 1: Composition, Specification and Conformity Criteria for Common Cements; Edition 2018-12; Austrian Standards International: Vienna, Austria, 2018.
- Tam, V.W.Y.; Soomro, M.; Evangelista, A.C.J. A review of recycled aggregate in concrete applications (2000–2017). Constr. Build. Mater. 2018, 172, 272–292. [Google Scholar] [CrossRef]
- Malešev, M.; Radonjanin, V.; Marinković, S. Recycled Concrete as Aggregate for Structural Concrete Production. Sustainability 2010, 2, 1204–1225. [Google Scholar] [CrossRef]
- Working Group 14 & 15, ITA Report No. 21: Handling, Treatment and Disposal of Tunnel Spoil Materials. Working Groups 14 and 15—Underground Construction and the Environment and Mechanized Tunneling; International Tunneling and Underground Space Association ITA: Châtelaine, Switzerland, 2019; ISBN 978-2-9701242-0-7.
- Burger, D.; Kohlböck, B.; Schoitsch, C. Geotechnics and mass balance of the earthworks for the second tube of the Tauern Tunnel. Geomech. Tunn. 2010, 3, 391–401. [Google Scholar] [CrossRef]
- Bellopede, R.; Brusco, F.; Oreste, P.; Pepino, M. Main Aspects of Tunnel Muck Recycling. Am. J. Environ. Sci. 2011, 7, 338–347. [Google Scholar] [CrossRef]
- Bellopede, R.; Marini, P. Aggregates from tunnel muck treatments. Properties and uses. Physicochem. Probl. Miner. Process. 2011, 47, 259–266. [Google Scholar]
- Voit, K.; Kuschel, E. Rock Material Recycling in Tunnel Engineering. Appl. Sci. 2020, 10, 2722. [Google Scholar] [CrossRef]
- Thalmann, C. Characterisation and Possibilities of the Utilisation of Excavated Rock Material by Tunneling Boring Machines as Concrete and Shotcrete Aggregates. Ph.D. Thesis, Swiss Federal Institute of Technology Zurich (ETH), Zürich, Switzerland, 1996. [Google Scholar]
- Gertsch, L.; Fjeld, A.; Nilsen, B. Use of TBM muck as construction material. Tunn. Undergr. Space Technol. 2000, 15, 379–402. [Google Scholar] [CrossRef]
- Oggeri, C.; Fenoglio, T.M.; Vinai, R. Tunnel spoil classification and applicability of lime addition in weak formations for muck reuse. Tunn. Undergr. Space Technol. 2014, 44, 97–107. [Google Scholar] [CrossRef]
- Ritter, S.; Einstein, H.H.; Galler, R. Planning the handling of tunnel excavation material—A process of decision making under uncertainty. Tunn. Undergr. Space Technol. 2013, 33, 193–201. [Google Scholar] [CrossRef]
- Erben, H.; Galler, R. Tunnel spoil—New technologies on the way from waste to raw material/Tunnelausbruch—Neue Technologien für den Weg vom Abfall zum Rohstoff. Géoméch. Tunn. 2014, 7, 402–410. [Google Scholar] [CrossRef]
- Reichel, P. Tunnel spoil: Tipping or the end of the definition as waste/Tunnelausbruch: Deponierung oder Abfallende. Géoméch. Tunn. 2014, 7, 419–427. [Google Scholar] [CrossRef]
- Posch, H.; Murr, R.; Huber, H.; Kager, M.; Kolb, E. Tunnel excavation—The conflict between waste and recycling through the example of the Koralm Tunnel, contract KAT2/Tunnelausbruch—Das Spannungsfeld zwischen Abfall und Verwertung am Beispiel Koralmtunnel, Baulos KAT2. Géoméch. Tunn. 2014, 7, 437–450. [Google Scholar] [CrossRef]
- Bergmeister, K. Brenner Base Tunnel—Innovative Solutions in Tunneling; Österreichische Ingenieur- und Architekten-Zeitschrift: Vienna, Germany, 2018. [Google Scholar]
- BLS AlpTransit Lötschberg: Final report Logistics in Excavation and Material Management (Schlussbericht Logistik Ausbruch- und Materialbewirtschaftung). IG-LBT Ingenieurgemeinschaft Lötschberg-Basistunnel; BLS AlpTransit AG: Thun, Switzerland, 2008. (In German)
- Lieb, R.H. Materials management at the Gotthard Base Tunnel—Experience from 15 years of construction. Géoméch. Tunn. 2009, 2, 619–626. [Google Scholar] [CrossRef]
- Resch, D.; Lassnig, K.; Galler, R.; Ebner, F. Tunnel excavation material—High value raw material. Géoméch. Tunn. 2009, 2, 612–618. [Google Scholar] [CrossRef]
- Erdem, T.K.; Kırca, Ö. Use of binary and ternary blends in high strength concrete. Constr. Build. Mater. 2008, 22, 1477–1483. [Google Scholar] [CrossRef]
- Khatri, R.; Sirivivatnanon, V.; Gross, W. Effect of different supplementary cementitious materials on mechanical properties of high performance concrete. Cem. Concr. Res. 1995, 25, 209–220. [Google Scholar] [CrossRef]
- Bjegović, D.; Stirmer, N.; Serdar, M. Durability properties of concrete with blended cements. Mater. Corros. 2012, 63, 1087–1096. [Google Scholar] [CrossRef]
- Asadollahfardi, G.; Yahyaei, B.; Salehi, A.M.; Ovesi, A. Effect of admixtures and supplementary cementitious material on mechanical properties and durability of concrete. Civ. Eng. Des. 2020, 2, 3–11. [Google Scholar] [CrossRef]
- ÖNORM B 4710-1: Concrete—Part 1: Specification, Performance, Production, Use and Conformity—Part 1: Rules for the Implementation of ÖNORM EN 206-1 for Normal and Heavy Concrete; Edition 2018-01; Austrian Standards International: Vienna, Austria, 2018.
- DIN 1045-2: Concrete, Reinforced and Prestressed Concrete Structures—Part 2: Concrete-Specification, Proper-Ties, Production and Conformity—Application Rules for DIN EN 206-1; Edition 2008-08; Construction committee of the DIN: Berlin, Germany, 2008.
- Janotka, I.; Bergmeister, K.; Voit, K.; Zeller, H.; Bagel, L.; Sevcik, P. Verification of Austrian and Slovak CEM V(A,B) cement kinds for the use in structural concrete. In Proceedings of the International congress on durability of concrete, Trondheim, Norway, 18–21 June 2012. [Google Scholar]
- ÖNORM EN 196-5: Methods of Testing Cement—Part 5: Pozzolanicity Test for Pozzolanic Cement; Edition 2011-06; Austrian Standards International: Vienna, Austria, 2011.
- ENVIZEO: Nutzung der Ökozementsorten CEM V (A, B) Gemäß EN 197-1 in Konstruktionsbeton; Project report; Janotka, I., Ed.; Self-Published: Bratislava, Slovakia, 2013. [Google Scholar]
- ÖNORM EN 196-1: Methods of Testing Cement—Part 1: Determination of Strength; Edition 2016-10; Austrian Standards International: Vienna, Austria, 2016.
- ÖNORM EN 196-3: Methods of Testing Cement—Part 3: Determination of Setting Times and Soundness; Edition 2017-01; Austrian Standards International: Vienna, Austria, 2017.
- Dziuk, D.; Giergiczny, Z.; Sokołowski, M.; Puz, T. Concrete resistant to aggressive media using a composite cement CEM V/A (S-V) 32.5 R—LH. In Underground Infrastructure of Urban Areas 2; CRC Press: Boca Raton, FL, USA, 2011; Volume 2, pp. 12–21. [Google Scholar] [CrossRef]
- Li, Y.-X.; Chen, Y.-M.; Wei, J.-X.; He, X.-Y.; Zhang, H.-T.; Zhang, W.-S. A study on the relationship between porosity of the cement paste with mineral additives and compressive strength of mortar based on this paste. Cem. Concr. Res. 2006, 36, 1740–1743. [Google Scholar] [CrossRef]
- ASTM UOP578-02, Automated Pore Volume and Pore Size Distribution of Porous Substances by Mercury Porosimetry; ASTM International: West Conshohocken, PA, USA, 2003.
- ISO 15901-1: Evaluation of Pore Size Distribution and Porosity of Solid Materials by Mercury Porosimetry and Gas Adsorption—Part 1: Mercury Porosimetry; International Organization for Standardization ISO: Geneva, Switzerland, 2013.
- Smrčková, E.; Bačuvčík, M.; Janotka, I. Basic Characteristics of Green Cements of CEM V/A and V/B Kind. Adv. Mater. Res. 2014, 897, 196–199. [Google Scholar] [CrossRef]
- ÖNORM EN 206-1: Concrete—Specification, Performance, Production and Conformity; Edition 2017-05; Austrian Standards International: Vienna, Austria, 2017.
- EN 12390-13: Testing Hardened Concrete. Part 13: Determination of Secant Modulus of Elasticity in Compression; Edition 2013; Austrian Standards International: Vienna, Austria, 2013. [Google Scholar]
- Łaźniewska-Piekarczyk, B.; Piekarczyk, A. The problem of the equivalent time to start the internal frost resistance test on self-compacting concrete with supplementary cementitious materials. J. Build. Eng. 2020, 32, 101503. [Google Scholar] [CrossRef]
- Reiterman, P.; Holčapek, O.; Zobal, O.; Keppert, M. Freeze-Thaw Resistance of Cement Screed with Various Supplementary Cementitious Materials. Rev. Adv. Mater. Sci. 2019, 58, 66–74. [Google Scholar] [CrossRef]
- EN 12390-8: Testing Hardened Concrete. Part 8: Depth of Penetration of Water under Pressure; Edition 2009; Austrian Standards International: Vienna, Austria, 2009.
- Voit, K. Application and Optimization of Tunnel Excavation Material of the Brenner Base Tunnel. Ph.D. Thesis, University of Natural Resources and Life Sciences, Vienna, Austria, 2013. [Google Scholar]
- Voit, K.; Zimmermann, T. Characteristics of selected concrete with tunnel excavation material. Constr. Build. Mater. 2015, 101, 217–226. [Google Scholar] [CrossRef]
- ONR 23303: Test Methods for Concrete—National Application of Testing Standards for Concrete and Its Source Materials; Edition 2010; Austrian Standards International: Vienna, Austria, 2010.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | Mass Percentage [wt%] | ||
|---|---|---|---|
| Fly Ash (FA, V) | Blast Furnace Slag (S) | Pozzolana Zeolite (P) | |
| SiO2 | 57.8 | 41.2 | 61.4 |
| Al2O3 | 17.9 | 6.2 | 11.5 |
| Fe2O3 | 7.4 | 0.5 | 1.4 |
| CaO | 4.2 | 37.2 | 3.5 |
| MgO | 6.3 | 10.1 | 4.3 |
| SO3 | 2.6 | 2.8 | 3.3 |
| Na2O | 1.4 | 1.4 | 1.3 |
| K2O | 1.3 | 0.4 | 1.6 |
| Loss on ignition | 1.1 | 0.0 | 12.2 |
| Compound | Bounded CaO by Pozzolanic Additives [mmol/L and (% in Saturated Ca(OH)2 Solution)] after | ||
|---|---|---|---|
| 1 Day | 7 Days | 28 Days | |
| Fly ash (FA) | 5.6 (25) | 12.7 (57) | 19.5 (87) |
| Blast furnace slag (S) | 7.5 (34) | 10.4 (47) | 12.8 (57) |
| Pozzolana Zeolite (P) | 19.2 (86) | 21.2 (95) | 21.7 (97) |
| Cement Type | True Density [kg/m3] | Blaine-Value [cm2/g] |
|---|---|---|
| CEM I 32.5 R | 3088 | 3560 |
| (1) CEM V/A (S-V) 32.5 R | 2876 | 5343 |
| (2) CEM V/B (S-V) 32.5 N | 2857 | 4392 |
| (3) CEM V/A (S-V) 32.5 R | 2741 | 4484 |
| (4) CEM V/B (S-P) 32.5 N | 2790 | 4770 |
| Cement Type | Slump Value [mm] | Density [kg/m3] | Air Content [%] | Init. Setting Time [min] | Final Setting Time [min] | Soundness [mm] |
|---|---|---|---|---|---|---|
| CEM I 32.5 R | 155 | 2230 | 4.5 | 210 | 265 | 0.5 |
| (1) CEM V/A (S-V) 32.5 R | 175 | 2220 | 4.1 | 265 | 320 | 0.5 |
| (2) CEM V/B (S-V) 32.5 N | 166 | 2220 | 3.7 | 350 | 420 | 1.0 |
| (3) CEM V/A (S-V) 32.5 R | 135 | 2150 | 4.4 | 270 | 340 | 0.5 |
| (4) CEM V/B (S-P) 32.5 N | 106 | 2060 | 5.3 | 230 | 330 | 1.0 |
| Compound | Amount [kg/m3] |
|---|---|
| Cement | 360 |
| Water | 176 |
| Aggregate 0/4 mm | 710 |
| Aggregate 4/8 mm | 420 |
| Aggregate 8/16 mm | 695 |
| Cement Type | Fresh Concrete Density [kg/m3] | Flow Spread Consistency [cm] and (Consistency Class) According to [58] | Air Content [Vol.%] |
|---|---|---|---|
| CEM I 32.5 R | 2283 | 50 (F4) | 3.6 |
| (1) CEM V/A (S-V) 32.5 R | 2322 | 40 (F2) | 2.0 |
| (2) CEM V/B (S-V) 32.5 N | 2306 | 45 (F3) | 2.3 |
| (3) CEM V/A (S-V) 32.5 R | 2303 | 40 (F2) | 2.6 |
| (4) CEM V/B (S-P) 32.5 N | 2190 | 50 (F4) | 4.8 |
| Fresh Concrete Density [kg/m3] | Flow Spread [cm] | Air Content [Vol.%] | Hardened Concrete Density [kg/m3] | Compressive Strength fc [N/mm2] | Bending Flexural Strength fct [N/mm2] | Fracture Energy GF [N/m] |
|---|---|---|---|---|---|---|
| 2411 | 55 (F4) | 2.5 | 2376 | 54.7 | 4.6 | 2.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Voit, K.; Zeman, O.; Janotka, I.; Adamcova, R.; Bergmeister, K. High-Durability Concrete Using Eco-Friendly Slag-Pozzolanic Cements and Recycled Aggregate. Appl. Sci. 2020, 10, 8307. https://doi.org/10.3390/app10228307
Voit K, Zeman O, Janotka I, Adamcova R, Bergmeister K. High-Durability Concrete Using Eco-Friendly Slag-Pozzolanic Cements and Recycled Aggregate. Applied Sciences. 2020; 10(22):8307. https://doi.org/10.3390/app10228307
Chicago/Turabian StyleVoit, Klaus, Oliver Zeman, Ivan Janotka, Renata Adamcova, and Konrad Bergmeister. 2020. "High-Durability Concrete Using Eco-Friendly Slag-Pozzolanic Cements and Recycled Aggregate" Applied Sciences 10, no. 22: 8307. https://doi.org/10.3390/app10228307
APA StyleVoit, K., Zeman, O., Janotka, I., Adamcova, R., & Bergmeister, K. (2020). High-Durability Concrete Using Eco-Friendly Slag-Pozzolanic Cements and Recycled Aggregate. Applied Sciences, 10(22), 8307. https://doi.org/10.3390/app10228307