Influence of Grit Size and Wood Species on the Granularity of Dust Particles during Sanding




Abstract
1. Introduction
2. Materials and Methods
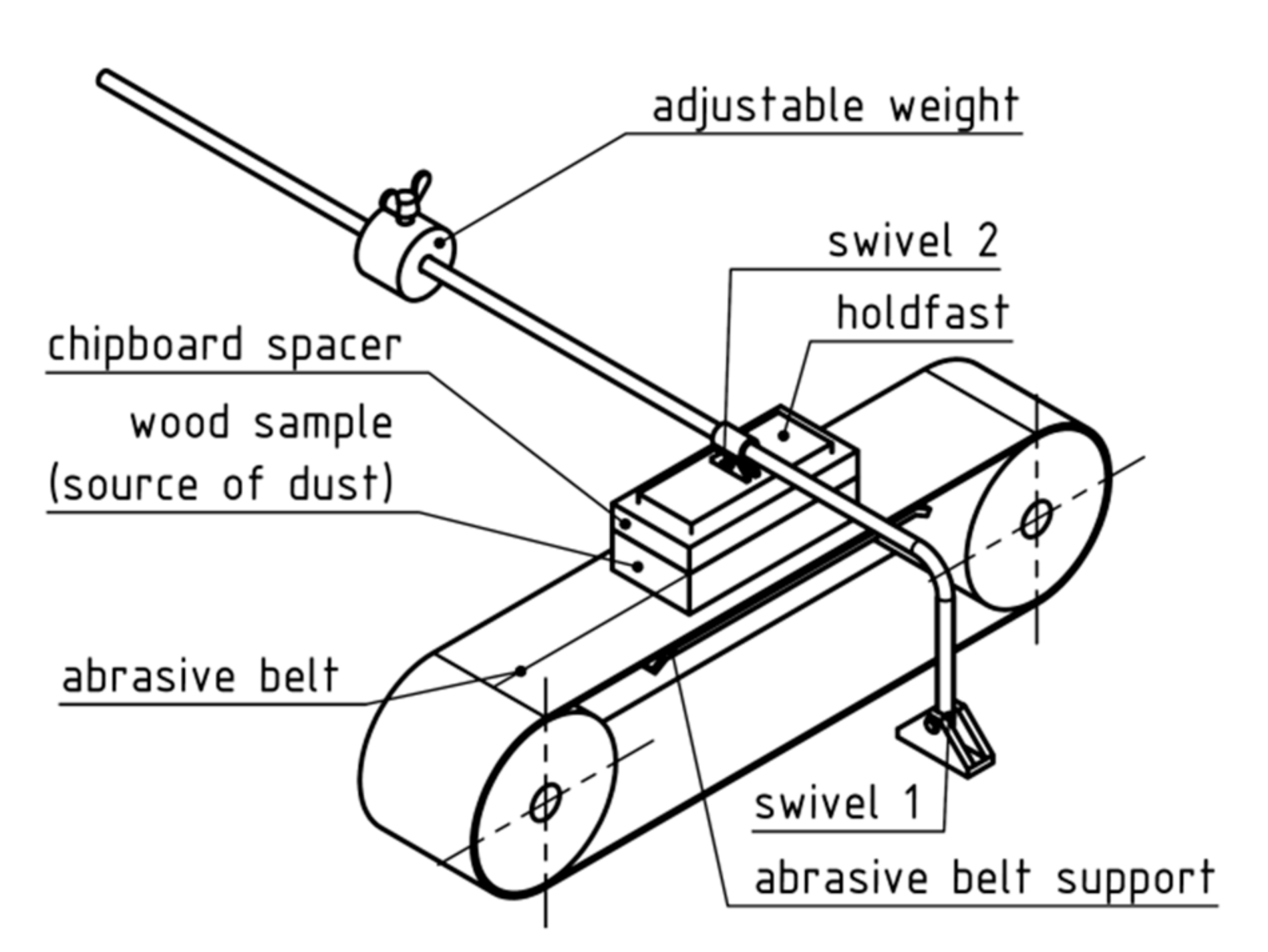
2.1. Sanding and Particle Size Analysis
2.2. Statistical Analysis
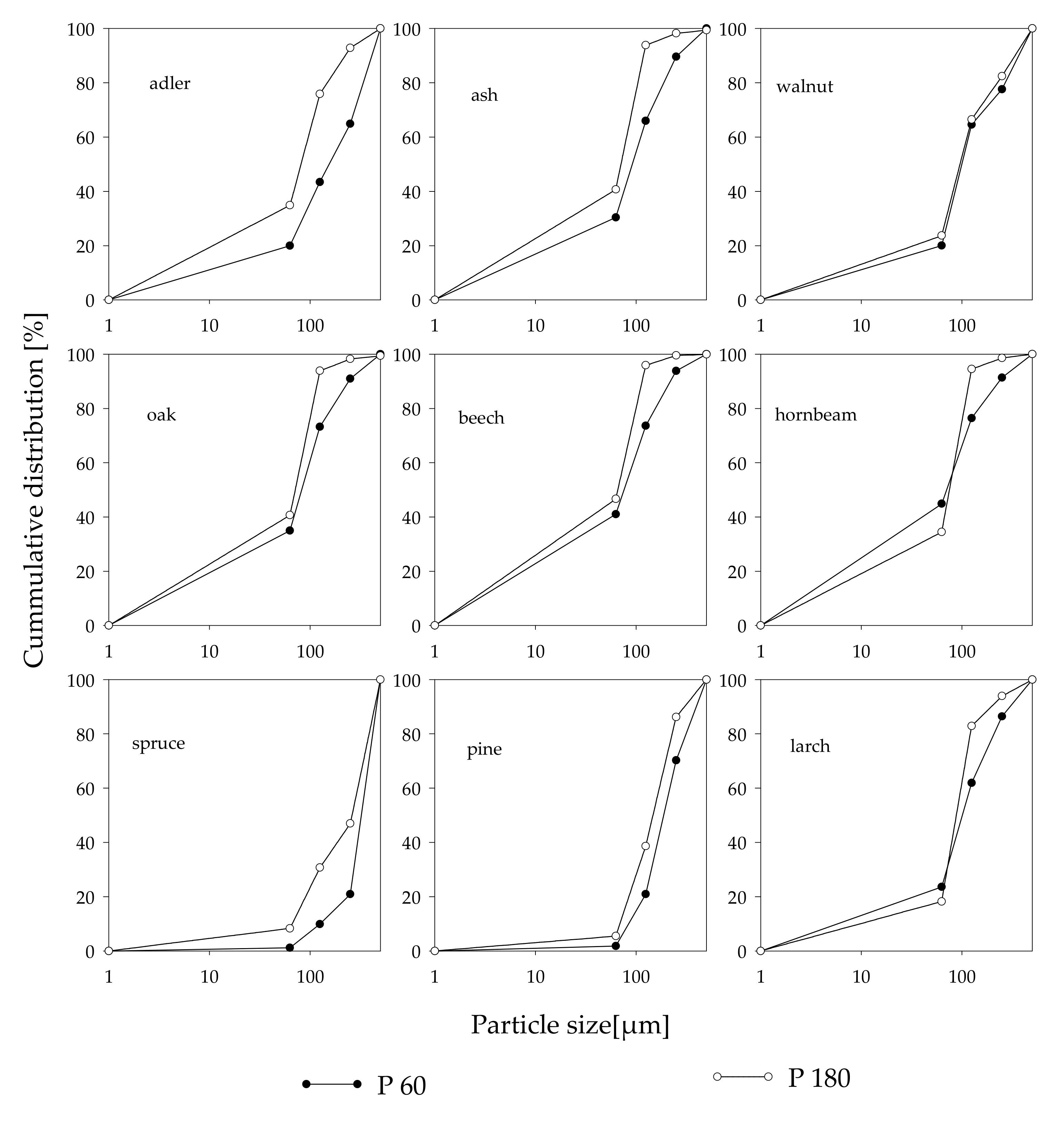
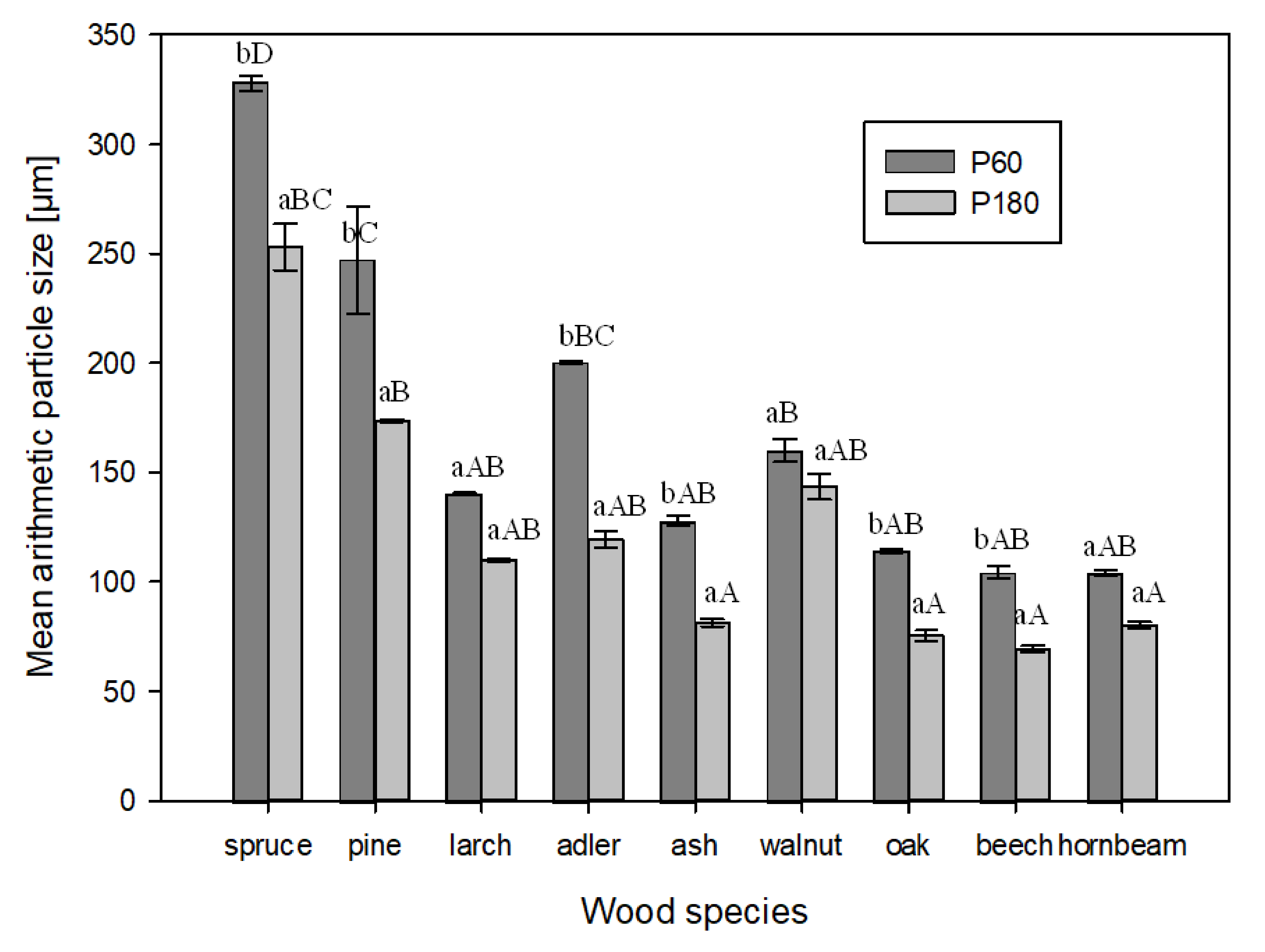
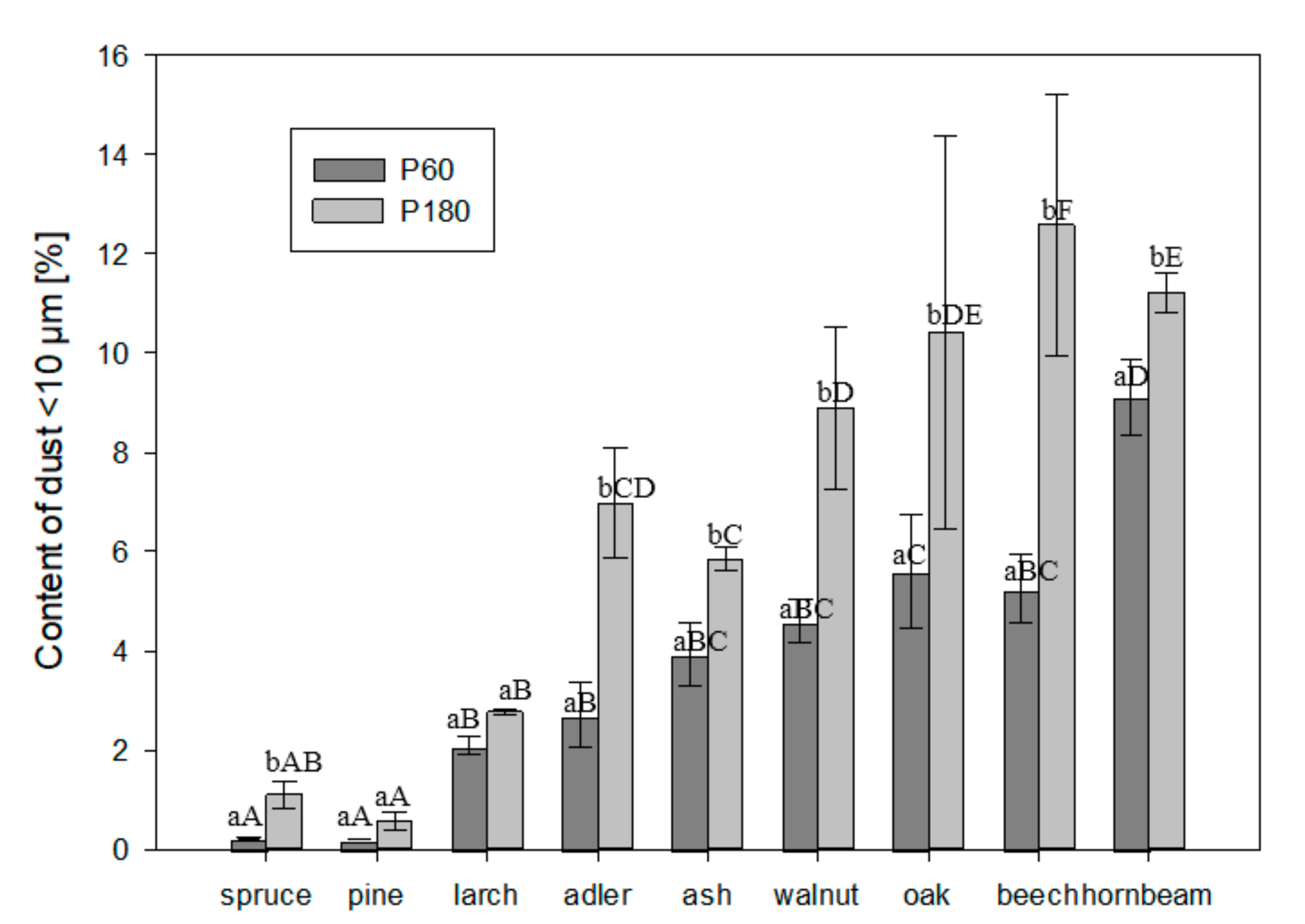
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Douwes, J.; McLean, D.; Slater, T.; Pearce, N. Asthma and Other Respiratory Symptoms in New Zealand Pine Processing Sawmill Workers. Am. J. Ind. Med. 2001, 39, 608–615. [Google Scholar] [CrossRef] [PubMed]
- Schlunssen, V. Asthma and Other Respiratory Diseases among Workers in the Furniture Industry Occupationally Exposed to Wood Dust. Dan. Med. Bull. 2001, 48, 191. [Google Scholar]
- Schlünssen, V.; Sigsgaard, T.; Raulf-Heimsoth, M.; Kespohl, S. Workplace Exposure to Wood Dust and the Prevalence of Wood-Specific Sensitization. Allergol. Sel. 2018, 2, 101. [Google Scholar] [CrossRef] [PubMed]
- Mračková, E.; Krišťák, Ľ.; Kučerka, M.; Gaff, M.; Gajtanska, M. Creation of Wood Dust during Wood Processing: Size Analysis, Dust Separation, and Occupational Health. BioResources 2016, 11, 209–222. [Google Scholar] [CrossRef]
- Asgedom, A.A.; Bråtveit, M.; Moen, B.E. High Prevalence of Respiratory Symptoms among Particleboard Workers in Ethiopia: A Cross-Sectional Study. Int. J. Environ. Res. Public Health 2019, 16, 2158. [Google Scholar] [CrossRef]
- Tureková, I.; Mračková, E.; Marková, I. Determination of Waste Industrial Dust Safety Characteristics. Int. J. Environ. Res. Public Health 2019, 16, 2103. [Google Scholar] [CrossRef]
- Jacobsen, G.; Schaumburg, I.; Sigsgaard, T.; Schlünssen, V. Non-Malignant Respiratory Diseases and Occupational Exposure to Wood Dust. Part II. Dry Wood Industry. Ann. Agric. Environ. Med. 2010, 17, 29–44. [Google Scholar]
- Lorincová, S.; Hitka, M.; Čambál, M.; Szabó, P.; Javorčíková, J. Motivation Factors Influencing Senior Managers in the Forestry and Wood-Processing Sector in Slovakia. BioResources 2016, 11, 10339–10348. [Google Scholar] [CrossRef]
- Igaz, R.; Kminiak, R.; Krišťák, Ľ.; Němec, M.; Gergeľ, T. Methodology of Temperature Monitoring in the Process of CNC Machining of Solid Wood. Sustainability 2019, 11, 95. [Google Scholar] [CrossRef]
- Marková, I.; Mračková, E.; Očkajová, A.; Ladomerský, J. Granulometry of selected wood dust species of dust from orbital sanders. Wood Res. 2016, 61, 983–992. [Google Scholar]
- Marková, I.; Ladomerský, J.; Hroncová, E.; Mračková, E. Thermal Parameters of Beech Wood Dust. BioResources 2018, 13, 3098–3109. [Google Scholar] [CrossRef]
- Mračková, E.; Tureková, I. The Dimensional Characteristics of the Particles of Wood Dust of Selected Deciduous Trees Considering to Explosion. Key Eng. Mater. 2016, 688, 182–189. [Google Scholar] [CrossRef]
- Tureková, I.; Marková, I. Ignition of Deposited Wood Dust Layer by Selected Sources. Appl. Sci. 2020, 10, 5779. [Google Scholar] [CrossRef]
- Branowski, B.; Starczewski, K.; Zabłocki, M.; Sydor, M. Space for Innovation in the Design of Furniture Fasteners. BioResources 2020, 15, 8472–8495. [Google Scholar] [CrossRef]
- Lučić, R.B.; Kos, A.; Antonović, A.; Vujasinović, E.; Šimičić, I. Properties of Chipped Wood Generated during Wood Processing. Drv. Ind. 2005, 1, 11–19. [Google Scholar]
- Dzurenda, L.; Kucerka, M. Change in Structure of Granularity and Aeromechanical Characteristics of Wet Spruce Sawdust in the Process of Drying. Ann. Wars. Agric. Univ. For. Wood Technol. 2005, 56, 230–236. [Google Scholar]
- Dzurenda, L.; Wasielewski, R.; Orłowski, K. Granulometric Analysis of Dry Sawdust from the Sawing Process on the Frame Sawing Machine PRW15M = Granulometrická Analýza Suchej Piliny z Procesu Pílenia Borovicového Dreva Na Rámovej Píle PRW-15M. Acta Fac. Xylologiae Zvolen 2006, 48, 51–57. [Google Scholar]
- Očkajová, A.; Stebila, J.; Rybakowski, M.; Rogozinski, T.; Krišták, L.; L’uptáková, J. The Granularity of Dust Particles When Sanding Wood and Wood-Based Materials. Adv. Mater. Res. 2014, 1001, 432–437. [Google Scholar] [CrossRef]
- Očkajová, A.; Kučerka, M.; Banski, A.; Rogoziński, T. Factors Affecting the Granularity of Wood Dust Particles. Chip Chipless Woodwork. Process. 2016, 10, 137–144. [Google Scholar]
- Hlásková, L.; Rogoziński, T.; Kopecký, Z. Influence of Feed Speed on the Content of Fine Dust during Cutting of Two-Side-Laminated Particleboards. Drv. Ind. 2016, 67, 9–15. [Google Scholar] [CrossRef]
- Pałubicki, B.; Rogoziński, T. Efficiency of Chips Removal during CNC Machining of Particleboard. Wood Res. 2016, 61, 811–818. [Google Scholar]
- Piernik, M.; Rogoziński, T.; Krauss, A.; Pinkowski, G. The Influence of the Thermal Modification of Pine (Pinus Sylvestris L.) Wood on the Creation of Fine Dust Particles in Plane Milling: Fine Dust Creation in the Plane Milling of Thermally Modified Pine Wood. J. Occup. Health 2019, 61, 481–488. [Google Scholar] [CrossRef] [PubMed]
- Dzurenda, L.; Orlowski, K.; Grzeskiewicz, M. Effect of Thermal Modification of Oak Wood on Sawwdust Granularity. Drv. Ind. 2010, 61, 89–94. [Google Scholar]
- Hlaskova, L.; Rogozinski, T.; Dolny, S.; Kopecky, Z.; Jedinak, M. Content of Respirable and Inhalable Fractions in Dust Created While Sawing Beech Wood and Its Modifications. Drew. Pr. Nauk. Doniesienia Komun. 2015, 58, 135–146. [Google Scholar] [CrossRef]
- Korčok, M.; Koleda, P.; Barcík, Š.; Očkajová, A.; Kučerka, M. Effect of Technological and Material Parameters on Final Surface Quality of Machining When Milling Thermally Treated Spruce Wood. Bioresources 2019, 14, 10004–10013. [Google Scholar] [CrossRef]
- Očkajová, A.; Kučerka, M. Granularity of Dust Particles Obtained in the Process of Sanding and Milling of Particleboard. Woodwork. Tech. 2011, 4, 211–217. [Google Scholar]
- Očkajová, A.; Kučerka, M.; Krišťák, L.; Igaz, R. Granulometric Analysis of Sanding Dust from Selected Wood Species. BioResources 2018, 13, 7481–7495. [Google Scholar] [CrossRef]
- Kminiak, R.; Orlowski, K.A.; Dzurenda, L.; Chuchala, D.; Banski, A. Effect of Thermal Treatment of Birch Wood by Saturated Water Vapor on Granulometric Composition of Chips from Sawing and Milling Processes from the Point of View of Its Processing to Composites. Appl. Sci. 2020, 10, 7545. [Google Scholar] [CrossRef]
- Očkajová, A.; Kučerka, M.; Kminiak, R.; Krišťák, Ľ.; Igaz, R.; Réh, R. Occupational Exposure to Dust Produced When Milling Thermally Modified Wood. Int. J. Environ. Res. Public Health 2020, 17, 1478. [Google Scholar] [CrossRef]
- Mazzoli, A.; Favoni, O. Particle Size, Size Distribution and Morphological Evaluation of Airborne Dust Particles of Diverse Woods by Scanning Electron Microscopy and Image Processing Program. Powder Technol. 2012, 225, 65–71. [Google Scholar] [CrossRef]
- Welling, I.; Lehtimäki, M.; Rautio, S.; Lähde, T.; Enbom, S.; Hynynen, P.; Hämeri, K. Wood Dust Particle and Mass Concentrations and Filtration Efficiency in Sanding of Wood Materials. J. Occup. Environ. Hyg. 2008, 6, 90–98. [Google Scholar] [CrossRef]
- Aro, M.D.; Geerts, S.M.; French, S.; Cai, M. Particle Size Analysis of Airborne Wood Dust Produced from Sawing Thermally Modified Wood. Eur. J. Wood Wood Prod. 2019, 77, 211–218. [Google Scholar] [CrossRef]
- Beljo-Lučić, R.; Čavlović, A.O.; Jug, M. Definitions and Relation of Airborne Wood Dust Fractions. In Proceedings of the International Science Conference: Woodworking techniques, Prague, Czech Republic, 7–10 September 2011; pp. 25–32. [Google Scholar]
- Rogoziński, T.; Wilkowski, J.; Gorski, J.; Czarniak, P.; Podziewski, P.; Szymanowski, K. Dust Creation in CNC Drilling of Wood Composites. Biorecources 2015, 10, 3657–3665. [Google Scholar] [CrossRef]
- Rogoziński, T.; Wilkowski, J.; Górski, J.; Szymanowski, K.; Podziewski, P.; Czarniak, P. Fine Particles Content in Dust Created in CNC Milling of Selected Wood Composites. Wood Fiber Sci. 2017, 49, 461–469. [Google Scholar]
- Očkajová, A.; Kučerka, M.; Krišťák, L.; Ružiak, I.; Gaff, M. Efficiency of Sanding Belts for Beech and Oak Sanding. BioResources 2016, 11, 5242–5254. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wood Species | Beech | Oak | Ash | Hornbeam | Alder | Walnut | Larch | Pine | Spruce |
|---|---|---|---|---|---|---|---|---|---|
| Density, kg/m−3 | 687 | 686 | 621 | 754 | 446 | 641 | 546 | 453 | 420 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pędzik, M.; Stuper-Szablewska, K.; Sydor, M.; Rogoziński, T. Influence of Grit Size and Wood Species on the Granularity of Dust Particles during Sanding. Appl. Sci. 2020, 10, 8165. https://doi.org/10.3390/app10228165
Pędzik M, Stuper-Szablewska K, Sydor M, Rogoziński T. Influence of Grit Size and Wood Species on the Granularity of Dust Particles during Sanding. Applied Sciences. 2020; 10(22):8165. https://doi.org/10.3390/app10228165
Chicago/Turabian StylePędzik, Marta, Kinga Stuper-Szablewska, Maciej Sydor, and Tomasz Rogoziński. 2020. "Influence of Grit Size and Wood Species on the Granularity of Dust Particles during Sanding" Applied Sciences 10, no. 22: 8165. https://doi.org/10.3390/app10228165
APA StylePędzik, M., Stuper-Szablewska, K., Sydor, M., & Rogoziński, T. (2020). Influence of Grit Size and Wood Species on the Granularity of Dust Particles during Sanding. Applied Sciences, 10(22), 8165. https://doi.org/10.3390/app10228165